FAQ: Frequently Asked Questions About CNC Turning
Below you will find answers to the most common questions regarding precision CNC turning, the production of small metal parts, materials, tolerances, pricing, quality, prototypes, lead times, logistics, and B2B collaboration with SABNER.
SABNER specializes in the series production of precision CNC-turned parts from bar stock, primarily for B2B customers. We manufacture parts based on technical documentation, 3D models, or approved samples, with an emphasis on repeatability, quality control, and reliable delivery.
If you’re looking for a custom parts manufacturer, see also:
Do you have a finished drawing, STEP model, or part sample? The fastest way is to send an inquiry with the material, volume, tolerances, and quality requirements.

Key Information at a Glance
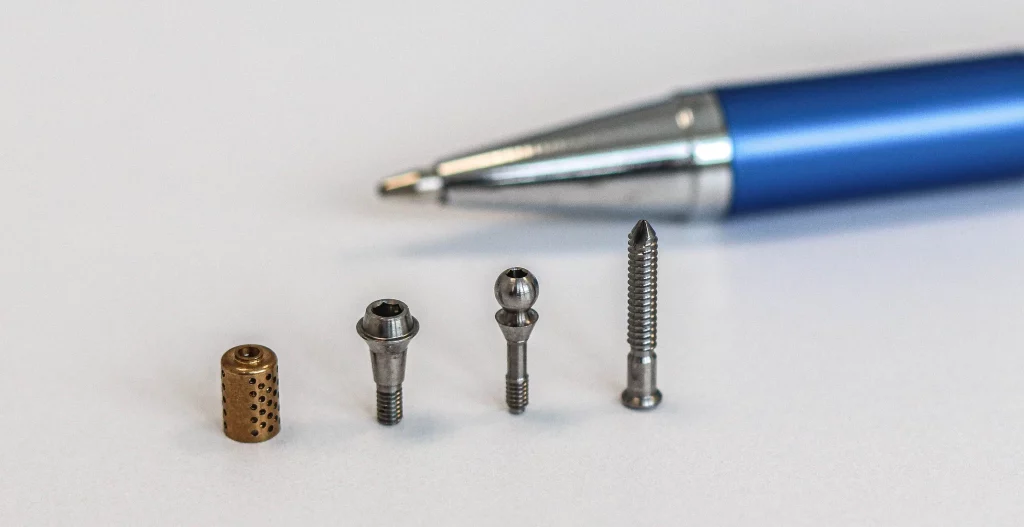
- SABNER primarily manufactures small, precision CNC-turned parts from bar stock: sleeves, pins, dowel pins, shafts, inserts, threaded components, and fittings.
- The typical range of parts includes diameters from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, but we evaluate each part individually.
- The most commonly machined materials are stainless steel, titanium, and brass; for select projects, aluminum, copper, free-cutting steel, and specialty materials are also possible.
- Pricing depends on geometry, tolerances, material, volume, quality documentation, additional operations, and the required lead time.
- The FAQ is organized by topic so you can quickly find answers before sending an RFQ or before the series production phase.
What should you prepare for a CNC part quote?
To prepare a quote, it’s best to submit a 2D technical drawing, a 3D model, or a sample of the part, along with information on the material, quantity, annual volume, required tolerances, surface finish, quality documentation, packaging, and expected delivery date. Send the complete set of data via the contact form.
Offer and Scope of Services
This section answers questions about what small metal parts SABNER manufactures, who we work with, and when it’s best to submit a request for a quote.
SABNER most frequently manufactures small, precision metal components with a diameter of up to Ø20 mm, made primarily from stainless steel, titanium, and brass. We specialize in the production of custom CNC-turned parts, manufactured according to the customer’s technical documentation and intended for B2B industrial applications. Most commonly, we produce sleeves, threaded sleeves, dowel pins, shafts, pins, metal inserts, threaded components, fittings, and special parts requiring high dimensional repeatability. SABNER primarily carries out series and recurring projects in which a stable production process, quality control, and full compliance with the customer’s technical requirements are of key importance.
Yes, SABNER specializes in the production of small precision parts, particularly small precision metal components manufactured using CNC turning technology. We produce parts with diameters up to Ø20 mm, mainly from stainless steel, titanium, and brass, in accordance with the customer’s technical documentation. Our specialization includes components requiring high repeatability, stable tolerances, and quality control in series production. Most often, we manufacture sleeves, pins, dowel pins, shafts, threaded components, inserts, and other precision technical parts used in B2B industries, where process reliability and compliance with design requirements are paramount.
Yes, SABNER carries out series production of small metal parts, particularly precision CNC-turned components with diameters up to Ø20 mm. Our company focuses on repeatable B2B projects where a stable process, dimensional accuracy, and quality control across successive production batches are of key importance. We manufacture parts from stainless steel, titanium, and brass based on the customer’s technical documentation, and the process may include the preparation of a pilot batch, parameter validation, and subsequent series production. SABNER excels at recurring projects requiring precision sleeves, pins, shafts, inserts, threaded parts, or other small technical components.
Yes, SABNER manufactures custom parts based on the customer’s technical drawings, primarily as small, precision CNC-turned parts with a diameter of up to Ø20 mm. We manufacture parts from stainless steel, titanium, and brass, working from 2D drawings, 3D models, or agreed-upon technical specifications. Technical drawings allow us to assess the part’s geometry, tolerances, material requirements, threads, surface roughness, and any quality requirements.
SABNER primarily manufactures parts for businesses and B2B customers who require repeatable, precision metal components for technical or industrial applications. Our company specializes in the series production of small CNC-turned parts with diameters up to Ø20 mm, made from stainless steel, titanium, and brass based on the customer’s technical documentation. We do not focus on individual consumer orders or hobbyist projects, as our process is optimized for stable, repeatable production, quality control, and long-term collaboration. SABNER is best suited as a supplier of precision parts for manufacturers, system integrators, procurement departments, R&D departments, and companies developing their own technical products.
SABNER primarily offers precision CNC turning of small metal parts, custom-made according to the customer’s technical documentation. We specialize in the production of parts with diameters up to Ø20 mm made of stainless steel, titanium, and brass, particularly for series and recurring projects for B2B customers. SABNER also manufactures precision parts, turned parts, metal components, fasteners, and technical prototypes as a preparatory step for stable series production.
Yes, SABNER offers prototype machining, but we view it primarily as a preparatory step for subsequent series production of small metal parts. We produce prototypes and trial batches of CNC-turned parts with diameters up to Ø20 mm made of stainless steel, titanium, and brass to verify geometry, tolerances, material, and process stability before launching larger production runs. We excel in B2B projects where the prototype is intended to lead to repeatable production of parts in accordance with the customer’s technical documentation. SABNER offers prototype production of small, precision parts as part of a broader component implementation and validation process.
Yes, SABNER manufactures large production runs of small metal parts, and series production is one of our main areas of specialization. We typically treat prototypes and pilot batches as a development phase that allows us to verify the part before launching repeatable CNC production. SABNER manufactures precision components with diameters up to Ø20 mm from stainless steel, titanium, and brass, particularly for B2B customers requiring stable supply, quality control, and compliance with technical documentation. We excel in recurring projects where, following process validation, we can provide regular series production of turned parts, bushings, pins, dowel pins, threaded components, and other technical parts.
Yes, SABNER can launch a project based on a sample without ready technical documentation, as we have a process that allows us to transition from a physical part to a structured production specification. After receiving the sample, we perform a technological analysis, identify CTQ requirements, and prepare our own production documentation, project sheet, production technology, and inspection plan. The technical specifications are then submitted to the customer for approval, ensuring that series production is based on agreed-upon requirements rather than merely replicating an existing part. SABNER carries out such projects primarily for small metal components up to Ø20 mm made of stainless steel, titanium, and brass, particularly when the sample is to serve as the starting point for stable, repeatable CNC production.
Do you have a technical drawing, a 3D model, or a sample part? Send an inquiry to SABNER and include the material, volume, tolerances, and quality requirements.

Machining Technologies and Processes
Here we explain SABNER’s range of technologies: CNC turning, supplementary operations on automatic lathes, and limitations regarding CNC milling.
SABNER performs only CNC turning and does not offer CNC milling as a separate service. We specialize in the precision manufacturing of small metal parts with diameters up to Ø20 mm, produced on automatic lathes from stainless steel, titanium, and brass. We focus on turned parts such as sleeves, dowel pins, pins, shafts, inserts, threaded elements, and other axial components manufactured according to the customer’s technical documentation or our own approved documentation prepared based on a sample.
Yes, SABNER performs exclusively CNC turning as its primary production technology and does not offer CNC milling as a separate service. We specialize in the series production of small metal parts from European drawn bar stock on Star Micronics CNC automatic lathes, with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm. As part of the turning process, we also perform complementary operations typical for automatic lathes, such as drilling, threading, reaming, chamfering, and parting off. SABNER primarily manufactures parts from stainless steel, titanium, and brass, focusing on precision sleeves, pins, dowel pins, shafts, inserts, threaded components, and other turned parts for B2B series production projects.
No, SABNER does not offer CNC milling as a standalone service—we specialize exclusively in CNC turning of small metal parts.
SABNER performs drilling, threading, and reaming as complementary operations in the CNC turning process for small metal parts. These are typical machining steps carried out on automatic lathes during the production of sleeves, pins, shafts, inserts, fittings, and threaded components with diameters up to Ø20 mm. We do not offer these processes as separate workshop services, but rather as part of the complete, series production of precision CNC-turned parts.
SABNER does not offer machining on multi-axis milling centers as a separate service, as we specialize in CNC turning on automatic lathes. Our process is designed for the series production of small metal parts from European drawn bar stock, with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm.
Yes, SABNER can produce a part in a single production cycle on an automatic lathe if the part’s geometry, required operations, and tolerances allow for complete machining from bar stock without additional setup or subcontracting. In practice, this applies to many small turned parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, such as sleeves, pins, dowel pins, shafts, inserts, and threaded components. In a single process, we can combine turning, drilling, threading, reaming, chamfering, and parting-off, which improves dimensional repeatability, shortens cycle time, and reduces the risk of inter-operation errors. We evaluate each part individually based on a technical drawing or sample to confirm whether complete machining in a single cycle is technologically feasible and stable for series production.
Yes, SABNER can combine several processes into a single project, but CNC turning of small metal parts remains at the core of our operations. As part of our in-house manufacturing process, we perform turning, drilling, threading, reaming, chamfering, parting-off, technical cleaning, and specialized packaging as standard production steps. If a project requires external processes such as passivation, nickel plating, zinc plating, anodizing, electropolishing, or heat treatment, SABNER can coordinate these through qualified partners and conduct post-processing inspections. We evaluate each project individually to ensure a stable process flow, compliance with the customer’s documentation, and consistent quality in series production.
SABNER manufactures precision metal parts from European drawn bar stock, machined using CNC turning technology on automatic lathes. We select the raw material based on project requirements, using bar stock from qualified suppliers with a tolerance of at least h9, double-sided chamfering, and a 3.1 material certificate. This standard ensures stable material feeding during the process, dimensional repeatability, and batch traceability in the series production of small metal parts.
SABNER does not typically machine castings, forgings, or non-standard semi-finished parts supplied by the customer, as our process is optimized for series CNC turning of drawn bar stock. Projects based on castings, forgings, plates, blocks, or semi-finished parts that require milling do not align with SABNER’s core production profile.
Yes, SABNER can assess whether a part is suitable for CNC turning instead of milling, especially if the part has axial geometry or can be optimized for bar-fed machining. We analyze the technical drawing, 3D model, or sample in terms of diameter, length, axial geometry, tolerances, threads, holes, surface roughness, material, and CTQ dimensions. If the part contains features typically associated with milling, we assess whether they can be replaced with a solution more suitable for turning, without compromising the part’s functionality. SABNER specializes in the series production of precision turned parts with diameters ranging from Ø0.8 mm to Ø20.0 mm; therefore, such an analysis allows us to quickly confirm whether the design fits our production profile.
Yes, SABNER can compare two manufacturing options for a part, especially if the goal is to select the best solution for series production CNC turning. We analyze the variants in terms of part geometry, material, CTQ requirements, tolerances, surface roughness, cycle time, unit cost, process stability, risk of defects, and the feasibility of manufacturing from European drawn bar stock. The comparison may include, for example, a version conforming to the original drawing and a variant optimized for production on automatic lathes, without changing the part’s technical function. SABNER identifies which variant is more advantageous for repeatable series production, quality control, total cost, and supply reliability.
Materials
In this section, we describe the materials most commonly used in SABNER projects: stainless steel, titanium, brass, aluminum, copper, and selected specialty materials.
SABNER primarily machines stainless steel, titanium, and brass, as these materials are best suited to our specialization in the CNC turning of small metal parts in series production. For stainless steel, we most commonly work with grades 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316, and 1.4404 / AISI 316L, as well as other grades specified in the customer’s documentation. Depending on project requirements, we also manufacture parts from titanium and brass, particularly where corrosion resistance, conductivity, weight, or biocompatibility of the material are important. In rarer cases, SABNER also machines aluminum, carbon steel—including free-cutting steel 11SMnPb30—structural steels S235 / S355, and special materials such as Inconel or other difficult-to-machine steels.
Yes, SABNER machines stainless steel, and it is one of the primary materials in our series production of precision CNC-turned parts. We most frequently manufacture parts from stainless steels 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316, and 1.4404 / AISI 316L, as well as other grades specified in the customer’s documentation. We manufacture small metal components from European drawn bar stock, with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm. We evaluate each part individually in terms of geometry, tolerances, surface roughness, CTQ requirements, steel grade, and the ability to maintain stable, repeatable series production.
SABNER manufactures aluminum parts, but it is not our primary area of specialization. Our core production scope includes CNC turning of small metal parts made of stainless steel, titanium, and brass; we machine aluminum less frequently, as well as carbon steel, when required by the customer’s specifications and the nature of the project.
Yes, SABNER manufactures brass components, particularly small CNC-turned parts produced in series from bar stock. Brass is one of the primary materials in our production, alongside stainless steel and titanium, because it performs well in precision sleeves, pins, inserts, fittings, threaded parts, and technical components requiring stable machining and a high-quality surface finish.
Yes, SABNER can machine copper, but we evaluate each such part individually in terms of material grade, geometry, tolerances, surface roughness, and the stability of the CNC turning process. Copper is not our primary production material—we most often machine stainless steel, titanium, and brass—but copper parts may be feasible if they fall within our technological capabilities. We pay particular attention to copper’s susceptibility to deformation, material feed, surface quality, and functional requirements, such as electrical or thermal conductivity. SABNER is best suited for series-produced turned parts made from bar stock, with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm.
No, SABNER does not manufacture parts from engineering plastics as part of its standard production range, as we specialize in precision CNC turning of small metal parts. Our process is optimized for series production from European drawn bar stock, primarily stainless steel, titanium, and brass, and in select cases also aluminum, carbon steel, or specialty materials. We manufacture parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, such as sleeves, pins, dowel pins, shafts, inserts, threaded elements, and other precision turned parts. If the project involves engineering plastics, SABNER is not the right contractor, unless the plastic is used solely as part of an assembly context and the production focuses on a metal component.
Yes, SABNER can machine free-cutting steel, but it is not our primary production material, and we evaluate each part individually. We primarily specialize in the CNC turning of small metal parts made of stainless steel, titanium, and brass in series production; however, we do process free-cutting steel—including 11SMnPb30—in select projects, provided that the material, geometry, tolerances, and quality requirements align with our technological capabilities. Free-cutting steel is well-suited for efficient series production turning; however, the decision to use it depends on the part’s function, strength requirements, corrosion resistance, surface treatment, and the expected production scale. SABNER manufactures such parts primarily from bar stock, with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm.
Yes, SABNER machines titanium using precision CNC turning technology, particularly for small metal parts produced in series from bar stock. Titanium is one of the core materials in our portfolio, alongside stainless steel and brass, and we use it in projects requiring high corrosion resistance, low weight, good mechanical properties, or biocompatibility. We manufacture titanium parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm; each part is evaluated individually based on technical documentation or a sample.
Yes, SABNER helps select the right material for the application, especially when the part is to be series-produced using CNC bar turning technology. We analyze the part’s function, operating environment, strength requirements, corrosion resistance, conductivity, weight, surface roughness, tolerances, the ability to maintain a stable process, and the availability of raw material with a 3.1 certificate. We most often recommend solutions involving stainless steel, brass, and titanium, and, where justified, also aluminum, free-cutting steel, structural steel, or special materials such as Inconel. The goal of material selection is not only to meet technical requirements but also to ensure repeatable production, predictable unit costs, and consistent part quality across subsequent batches.
For parts operating at high temperatures, SABNER selects the material on a case-by-case basis, as the correct choice depends on the operating temperature, exposure time, mechanical load, corrosive environment, thermal cycles, and the required dimensional stability. In many applications, suitable grades of stainless steel, such as 1.4401 / AISI 316 or 1.4404 / AISI 316L, prove effective when corrosion resistance and moderate operating temperatures are key. Under more demanding conditions, titanium or specialty materials such as Inconel may be considered if the part requires high heat resistance and stability in a harsh environment. SABNER analyzes such cases based on the part’s function, technical drawing, raw material, tolerances, and CNC series production requirements.
Yes, SABNER can propose a substitute material with similar properties, provided that the part’s function, technical requirements, and operating conditions allow for it. We analyze the material specified in the customer’s documentation in terms of corrosion resistance, strength, hardness, machinability, dimensional stability, availability of drawn bar stock with a 3.1 certificate, and the impact on the cost of CNC series production. This most often applies to substitutes within the categories of stainless steels, brass, titanium, aluminum, free-cutting steels, or specialty materials; however, any material change requires the customer’s approval before production begins. SABNER can propose a technically sound alternative, but final approval of the substitute always rests with the customer or the owner of the design documentation.
Yes, SABNER can machine various materials using the same machine tool fleet, as our production is based on CNC lathes designed for the series production of small metal parts from bar stock. We most often manufacture parts from stainless steel, titanium, and brass, and for select projects, also from aluminum, free-cutting steel, structural steel, copper, or specialty materials. Each material requires a separate technological analysis, selection of tools, cutting parameters, cooling, quality control, and process management. SABNER evaluates each part individually to confirm that the specific material, geometry, tolerances, and surface requirements allow for stable series production on our machine tool fleet.
SABNER does not typically perform turning on heat-treated material; in many projects, it is technologically more advantageous to first perform CNC turning of the part, followed by the heat treatment process and verification of the part’s compliance with the technical documentation requirements. This approach allows for better control over the machinability of the material, process stability, surface quality, and dimensional repeatability in series production. We determine the sequence of operations on a case-by-case basis during the technological analysis phase, taking into account the material, geometry, tolerances, CTQ dimensions, and the risk of deformation following the heat treatment process. The final production plan is always confirmed with the customer before production begins.
Technical Capabilities and Part Specifications
This section of the FAQ compiles answers regarding dimensions, tolerances, surface roughness, threads, micro-holes, and CTQ requirements for precision CNC-turned parts.
SABNER machines small metal parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to a maximum of 150 mm. These parameters are best suited to our specialization in precision CNC bar turning on automatic lathes, particularly for the series production of components made of stainless steel, titanium, brass, and selected specialty materials. We evaluate each part individually, as actual manufacturability depends not only on diameter and length, but also on geometry, tolerances, material, length-to-diameter ratio, quality requirements, and production scale.
SABNER manufactures very small CNC-turned parts, starting at a diameter of Ø0.8 mm and a part length of 1 mm. These are the minimum values corresponding to our specialization in the series production of small metal components from bar stock, particularly stainless steel, titanium, and brass. Such small components require stable material feeding, appropriately selected tools, a precise process, and CTQ dimensional control; therefore, we evaluate each part individually based on a technical drawing or sample. SABNER is best suited for micro-turned parts, such as pins, sleeves, dowel pins, shafts, inserts, and threaded components, produced in series for B2B customers.
SABNER can achieve very tight dimensional tolerances—in some cases, as tight as ±0.001 mm—but we assess these on a case-by-case basis for each specific part, material, and critical dimension. Such requirements are analyzed based on technical documentation, part geometry, diameter, length, process stability, fixturing methods, and measurement capabilities. For series production projects, SABNER identifies CTQ dimensions, confirms the achievable tolerance level before production begins, and selects an inspection plan to ensure dimensional repeatability across subsequent batches.
Yes, SABNER manufactures parts with very tight dimensional tolerances—in select cases, even down to ±0.001 mm—provided that such a tolerance is required and can be consistently maintained for a given CTQ dimension. We specialize in the series CNC turning of small metal parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm; therefore, we always analyze tolerances on a case-by-case basis based on the part’s geometry, material, dimensional function, measurement method, and the required repeatability in series production. For precision projects, SABNER identifies critical features, selects the manufacturing process, prepares an inspection plan, and confirms the ability to maintain the required tolerance before starting production. As a result, production is not based on a general declaration but on an approved process and inspection in accordance with the customer’s technical documentation.
SABNER can maintain dimensional repeatability in large-volume production, provided that the process, CTQ dimensions, and inspection plan for a specific part have been approved in advance. For projects requiring an approach compliant with IATF/APQP/PPAP, we apply process control parameters typical for the automotive industry: process capability analysis (Cp/Cpk), with a target Cpk ≥ 1.33 for standard characteristics and Cpk ≥ 1.67 for critical or safety-related characteristics if required by the customer; SPC control for CTQ dimensions; MSA for the measurement system, First-Off acceptance, an approved Control Plan, full traceability of material batches and measurement results, and quality documentation in accordance with customer requirements.
SABNER can achieve surface roughness in accordance with the requirements of the customer’s technical documentation by selecting the appropriate turning technology, tools, cutting parameters, inspection methods, and—if required—the cleaning and packaging processes for the parts. In standard precision CNC turning, we typically achieve a surface roughness of Ra 0.8–1.6 µm, and with a properly selected process, approximately Ra 0.4 µm. For selected functional surfaces, we can tailor the process to achieve significantly lower values, even down to Ra 0.05 µm, if such a parameter is specified as a technical requirement for the part. We monitor surface roughness using measuring equipment, including a roughness tester and a profilometer, and the results can be included in the quality documentation for a given batch.
Yes, SABNER produces internal and external threads as a standard part of the CNC turning process for small metal parts. We perform threading on parts machined from bar stock, most commonly stainless steel, titanium, and brass, with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm. Depending on the technical documentation, we produce metric, special, or functional threads, combining them with turning, drilling, reaming, chamfering, and cutting as part of a single, stable process on automatic lathes. We evaluate each thread individually in terms of diameter, length, tolerances, material, required accuracy class, inspection method, and repeatability in series production.
Yes, SABNER can produce very thin-walled CNC-turned parts if, following a technological analysis, the part allows for stable and repeatable series production. This applies in particular to small metal parts machined from bar stock, such as sleeves, spacer sleeves, thin-walled inserts, guide elements, or precision tubular components with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm. For such parts, deformation control, the method of material support, wall thickness, the length-to-diameter ratio, the material, and the required tolerances and surface roughness are of critical importance. SABNER evaluates each thin-walled part individually based on a technical drawing or sample, and then selects the turning technology, inspection plan, and process control methods for series production in accordance with the customer’s requirements.
Yes, SABNER machines parts with complex geometries, provided the part falls within the scope of precision CNC bar turning. This primarily applies to small metal components with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, such as sleeves, pins, dowel pins, shafts, inserts, threaded elements, and parts with holes, chamfers, undercuts, internal and external threads, or requiring reaming.
Yes, SABNER can produce micro-holes and very small holes in CNC-turned parts, provided the design falls within the scope of our bar-machining technology. We perform such operations as part of the series production of small metal components with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, primarily made of stainless steel, titanium, and brass. We produce very small holes through turning, drilling, and reaming on automatic lathes, with critical dimension control (CTQ) in accordance with the customer’s documentation. We evaluate each part individually, as the feasibility of a micro-hole depends on its diameter, depth, tolerances, material, alignment, and the required repeatability in series production.
Yes, SABNER manufactures parts intended for further automated assembly, particularly small CNC-turned parts that require stable geometry, repeatable dimensions, and controlled surface quality. For such projects, we analyze not only the drawing itself but also how the parts are fed, oriented, and assembled in the customer’s process, since factors such as burrs, chamfers, edges, technical cleanliness, repeatability of lengths, diameters, and threads, as well as packaging methods, are critical for automation. SABNER can incorporate technical cleaning, special packaging, labeling, batch traceability, and CTQ control requirements as standard elements of the manufacturing process. As a result, parts are prepared not only for quality inspection but also for reliable use in automated series production.
Yes, SABNER can maintain critical CTQ dimensions across the entire production batch, provided that the process, inspection plan, and measurement method for the specific part have been approved in advance. In series production, we identify critical dimensions as early as the technological analysis stage; we then validate the first article, conduct in-process inspections in accordance with the Control Plan, and release the batch only after final quality verification. For projects requiring a higher level of oversight, we can apply an SPC approach, Cp/Cpk process capability analysis, MSA for the measurement system, and full traceability of material batches and inspection results. SABNER focuses on the series CNC turning of small metal parts, where process stability and dimensional repeatability are fundamental to production.
Yes, SABNER can produce parts with thin grooves, small radii, undercuts, and other small geometric features, provided they can be reliably manufactured using CNC bar turning technology. We analyze such components on a case-by-case basis based on technical drawings or samples, taking into account groove width and depth, corner radius, tool availability, material, tolerances, surface roughness, and the impact of a given feature on tool life and cycle time. SABNER specializes in small metal parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm; therefore, narrow grooves and small radii can be part of a series production process if they are correctly defined as technical requirements. For critical CTQ dimensions, we select the technology, tooling, and inspection plan to ensure repeatable results across the entire batch.
Yes, SABNER machines parts prone to deformation if, following a technological analysis, it is possible to ensure stable and repeatable series production. This primarily applies to small CNC-turned parts, such as thin-walled sleeves, long pins, slender shafts, small inserts, or components with thin walls, machined from bar stock ranging from Ø0.8 mm to Ø20.0 mm in diameter and 1 mm to 150 mm in length. For such parts, the selection of the sequence of operations, cutting parameters, tools, workpiece support method, and the CTQ dimensional inspection plan is of critical importance. SABNER evaluates each project individually to minimize the risk of deflection, vibration, post-cutting deformation, or loss of tolerance across the entire production batch.
Yes, SABNER can manufacture a part requiring several in-process inspections if such a level of monitoring is justified by technical requirements, CTQ tolerances, or process risks. In such projects, as early as the process planning stage, we determine which features must be inspected after specific operations and then include them in the inspection plan to ensure process stability and avoid detecting nonconformities only at the end of the batch. In-process inspections may include, among other things, critical dimensions, diameters, lengths, holes, threads, surface roughness, runout, edges, or functional features specified in the customer’s documentation. SABNER applies this approach particularly to precision CNC-turned parts produced in series, where dimensional repeatability, full compliance with documentation, and the ability to respond quickly to process deviations are critical.
Engineering Support / DFM / Optimization
Here we describe how SABNER helps assess a part’s manufacturability, optimize the design for series production, and mitigate the risk of cost overruns or quality issues.
Yes, SABNER can take over the production of a part currently manufactured by another supplier if the part falls within our profile for series CNC bar turning. For such a project, we analyze the technical drawing, 3D model, a sample of the current part, quality requirements, history of issues, CTQ tolerances, material, and expected annual volume, and then we prepare our own manufacturing process, production documentation, project sheet, and inspection plan. If the customer does not have complete documentation, we can start by obtaining a sample, conducting a technological analysis, and preparing documentation for the customer’s approval. SABNER’s goal is to safely take over production in a way that preserves the part’s function, improves process stability, ensures batch traceability, and maintains consistent quality in subsequent production runs.
Yes, SABNER helps optimize part designs for CNC production, particularly for the series turning of precision parts from bar stock. We analyze geometry, tolerances, surface roughness, material, CTQ dimensions, cycle time, the possibility of stable clamping, the risk of deformation, and quality control requirements, and then identify elements that can be simplified or refined without compromising the part’s function. We support process preparation with CAD/CAM software, a dedicated post-processor, and a virtual machine, which allows us to verify the manufacturing process before launching production on an automatic lathe. The goal of optimization is to improve repeatability, shorten cycle time, reduce the risk of defects, and lower the unit cost in series production.
Yes, SABNER can analyze the design and identify manufacturing risks before launching CNC series production. As part of the analysis, we evaluate the part’s geometry, material, tolerances, surface roughness, CTQ dimensions, feasibility of machining from bar stock, turning process stability, risk of deformation, measurement difficulty, susceptibility to burrs, requirements for threads, holes, and thin walls, as well as the impact of the design on cycle time and unit cost. If the project requires it, SABNER can identify optimization options for CNC turning, suggest a change in material or clarification of the technical documentation, and then prepare the specifications for the project sheet, process specifications, and inspection plan. The goal of the analysis is to mitigate risks prior to production, confirm feasibility, and prepare a process that will be stable, repeatable, and compliant with customer requirements throughout the entire production run.
Yes, SABNER helps simplify the part’s design before production begins if the change can improve the stability of CNC turning in series production without compromising the part’s function. We analyze the geometry, tolerances, CTQ dimensions, surface roughness, threads, holes, grooves, radii, material, and the feasibility of manufacturing the part from drawn bar stock in a repeatable process. Based on this, we can identify elements that unnecessarily increase costs, lengthen cycle times, raise the risk of defects, or hinder quality control. We always treat the proposed simplifications as technical recommendations—final approval of the changes rests with the customer or the owner of the technical documentation.
Yes, SABNER can suggest design changes that will reduce machining time and lower the cost of CNC series production, provided they do not alter the part’s function or its critical requirements. We analyze the part’s geometry, tolerances, surface roughness, threads, holes, grooves, radii, chamfers, material, and the feasibility of reliably machining the part from drawn bar stock on automatic lathes. Typical recommendations may include simplifying non-critical features, reducing excessively tight tolerances outside CTQ dimensions, adjusting radii or undercuts to accommodate available tools, shortening deep holes, standardizing threads, or adapting the design to a single stable machining cycle. Each SABNER proposal is a technical recommendation for series production, and final approval of the changes always rests with the customer or the owner of the documentation.
Yes, a part can often be redesigned to be cheaper to manufacture, provided that the changes do not compromise its technical function or quality requirements. SABNER analyzes the part for series production CNC turning from bar stock, examining geometry, tolerances, surface roughness, threads, holes, grooves, radii, material, CTQ dimensions, and cycle time. The greatest impact on cost is usually caused by overly tight tolerances on non-critical dimensions, difficult-to-machine undercuts, deep holes, non-standard radii, excessive surface finish requirements, or geometry unsuitable for stable turning. SABNER can propose a more cost-effective manufacturing option, but any design change requires approval by the customer or the owner of the technical documentation before series production begins.
Yes, SABNER evaluates designs from a DFM perspective—that is, designing for efficient and stable CNC production. We analyze the part primarily from the perspective of series production bar turning: geometry, tolerances, surface roughness, material, CTQ dimensions, threads, holes, grooves, radii, measurability, risk of deformation, and the impact of the design on cycle time and unit cost. The goal of the DFM analysis is to determine whether the part can be manufactured consistently, without excessive quality or technological risks, and whether the design can be simplified without losing functionality. SABNER can prepare recommendations for changes for series production, but any design modification requires approval by the customer or the owner of the technical documentation.
Yes, SABNER helps select tolerances only where they are truly necessary from the perspective of part function, assembly, and quality control. As part of the DFM analysis, we distinguish critical CTQ dimensions from auxiliary dimensions so as not to tighten tolerances where they do not affect the part’s performance. Excessively tight tolerances on non-critical dimensions can unnecessarily extend machining time, increase inspection costs, reduce process efficiency, and raise the risk of defects. SABNER can propose a more rational tolerance scheme for high-volume CNC turning, though any changes require approval from the customer or the owner of the technical documentation.
Yes, SABNER can optimize a part for high-volume production if it falls within the scope of precision CNC bar turning. We analyze the geometry, tolerances, material, surface roughness, threads, holes, grooves, radii, CTQ dimensions, inspection methods, and the feasibility of manufacturing the part in a stable cycle on automatic lathes. In high-volume production projects, it is particularly important to minimize unnecessary operations, simplify non-critical features, select reasonable tolerances, ensure dimensional repeatability, and reduce cycle time without compromising the part’s technical functionality. SABNER can propose design and manufacturing changes that will lower the unit cost, reduce the risk of defects, and prepare the part for stable, repeatable series production.
Yes, SABNER can serve as a secondary supplier for an existing part if the part falls within the scope of standard CNC bar turning. For such a project, we analyze the technical documentation, samples of the current parts, quality requirements, material, CTQ tolerances, history of issues, and expected annual volume, and then develop our own manufacturing process, project specifications, and inspection plan. If the documentation is incomplete, we can start by obtaining a sample, conducting a technological analysis, and preparing documentation for customer approval. SABNER’s goal as a second-source supplier is to ensure the continuity of the customer’s production, reduce the risk of dependence on a single supplier, and maintain consistent quality across subsequent production runs.
Yes, SABNER can take over production from a previous supplier in a planned manner to minimize the risk of downtime for the customer. The safest scenario involves analyzing documentation or samples, preparing our own manufacturing process and quality control plan, approving the first units, launching a trial batch, and gradually transitioning to series production while simultaneously securing inventory or a supply buffer. In such projects, comprehensive input data, the part’s quality history, CTQ requirements, current volume, the expected schedule, and information on the minimum safety stock are particularly important. SABNER can take over the production of small CNC-turned parts from bar stock if the part falls within our technological capabilities and the process can be approved before the full transition of supplies.

Industries and Applications
This section shows the industries in which the precision CNC-turned parts manufactured by SABNER are used.
SABNER primarily serves B2B customers in industries requiring small, precision metal parts produced in series using CNC turning technology. We most frequently manufacture components for the medical and dental industries, as well as the automotive, electronics, hydraulic, pneumatic, machinery, and industrial automation sectors, and other manufacturers of technical equipment. Our parts are used in applications where dimensional repeatability, material traceability, consistent quality across batches, and compliance with the customer’s technical documentation are essential. SABNER excels as a supplier of precision sleeves, pins, dowel pins, shafts, inserts, threaded components, and other turned parts with diameters ranging from Ø0.8 mm to Ø20.0 mm, manufactured from materials such as stainless steel, titanium, and brass.
Yes, SABNER manufactures parts for the automotive industry, particularly small, precision CNC-turned components produced in series from bar stock. We handle projects where dimensional repeatability, material traceability, CTQ control, process stability, and quality documentation compliant with customer requirements are of critical importance. For automotive projects, we can work using an approach based on APQP, Control Plan, First-Off, in-process inspections, Cp/Cpk analysis, measurement reports, 3.1 material certificates, and full batch traceability. SABNER excels as a supplier of series-produced turned parts with diameters ranging from Ø0.8 mm to Ø20.0 mm, manufactured from materials such as stainless steel, titanium, brass, and selected specialty materials.
Yes, SABNER manufactures components for the electronics industry, particularly small CNC-turned parts used in connectors, contact assemblies, fasteners, inserts, and assembly components. We manufacture precision metal parts from bar stock, most commonly from brass, stainless steel, and titanium, with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm. In electronics projects, key factors typically include dimensional repeatability, surface quality, thread stability, micro-hole inspection, technical cleanliness, packaging methods, and compliance with the customer’s documentation. SABNER excels in the series production of pins, sleeves, inserts, contact elements, spacers, and other small metal parts intended for further assembly or use in technical devices.
Yes, SABNER manufactures components for the medical industry, particularly small, precision CNC-turned parts produced in series from bar stock. We manufacture parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, most commonly made of stainless steel, titanium, and brass, in accordance with the customer’s technical documentation and agreed-upon quality requirements. In medical projects, dimensional repeatability, technical cleanliness, material traceability, 3.1 certification, CTQ dimensional control, and the ability to prepare measurement documentation are of key importance. SABNER excels as a supplier of series-produced micro-parts and precision metal components intended for further assembly, validation, or integration into the customer’s product.
Yes, SABNER serves customers in the aerospace industry if the project involves small, precision metal parts that can be manufactured using CNC bar turning technology. We produce parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, most commonly made of stainless steel, titanium, brass, and selected specialty materials such as Inconel. In aerospace projects, key factors typically include material traceability, 3.1 certification, process stability, CTQ dimensional control, measurement reports, and full compliance with the customer’s technical documentation. We analyze each part individually, as feasibility depends on geometry, tolerances, quality requirements, material, and the expected level of documentation.
Yes, SABNER manufactures parts for industrial automation, particularly small CNC-turned components used in mechanisms, sensors, connectors, actuator modules, guide systems, and assembly units. We carry out series production of parts from bar stock with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, primarily from stainless steel, titanium, brass, and selected specialty materials. In industrial automation, key requirements typically include dimensional repeatability, thread stability, the precision of sleeves and pins, technical cleanliness, batch traceability, and the ability to prepare parts for automated assembly. SABNER excels as a supplier of series-produced turned components that must comply with technical documentation and maintain consistent quality across successive deliveries.
Yes, SABNER has experience in manufacturing small metal components for hydraulics and pneumatics, particularly precision CNC-turned parts produced in series from bar stock. We manufacture components such as fittings, sleeves, pins, dowel pins, threaded parts, inserts, and other technical parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm. In projects of this type, the key factors are joint tightness, thread stability, surface quality, dimensional repeatability, edge control, technical cleanliness, and compliance with the customer’s documentation. SABNER manufactures such parts primarily from stainless steel, brass, titanium, and selected specialty materials, and we evaluate each part individually in terms of function, tolerances, material, and the feasibility of stable series production.
Yes, SABNER manufactures parts for machines and equipment, particularly small, precision CNC-turned components produced in series from bar stock. We produce parts with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, most commonly made of stainless steel, titanium, and brass, and in select projects also from aluminum, free-cutting steel, structural steel, or specialty materials. We manufacture, among other things, sleeves, pins, shafts, inserts, threaded components, spacers, couplings, and other technical parts used in mechanical assemblies, mounting modules, guidance systems, automation, and industrial equipment. We evaluate each part individually in terms of geometry, tolerances, material, surface roughness, CTQ dimensions, and the feasibility of stable series production.
Yes, SABNER manufactures parts for the energy sector if the project involves small, precision metal parts produced in series using CNC bar turning technology. We manufacture components with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, most commonly made of stainless steel, titanium, brass, and selected specialty materials when required by the operating conditions of the parts. In projects for the power generation industry, the following factors are typically critical: corrosion resistance, dimensional stability, surface quality, material traceability, 3.1 certification, CTQ dimensional control, and batch-to-batch repeatability. We evaluate each part individually based on technical documentation or a sample to confirm compliance with SABNER’s production profile and the requirements of the customer’s application.
Yes, SABNER can provide examples of projects from a specific industry, provided they can be presented without violating customer confidentiality or technical documentation. We most often present them in the form of general, anonymized application examples, such as bushings, pins, dowel pins, shafts, inserts, threaded components, fittings, or other small CNC-turned parts manufactured in series from bar stock. For a customer in a specific industry, we can select examples that are similar in terms of material, part function, tolerances, CTQ requirements, technical cleanliness, packaging, or quality documentation. SABNER does not disclose confidential drawings or design data from other customers, but can demonstrate its scope of expertise and typical manufacturing solutions that meet the requirements of a given application.
Yes, SABNER collaborates with system integrators and machine manufacturers, supplying precision CNC-turned parts in series production for mechanical assemblies, actuator modules, automation systems, and industrial equipment. We manufacture small metal parts from bar stock, with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, made of materials such as stainless steel, titanium, and brass. For system integrators, key factors typically include dimensional repeatability, thread stability, surface quality, technical cleanliness, packaging methods, batch traceability, and preparation of parts for further assembly. SABNER excels as a supplier of components manufactured according to customer specifications, particularly for series and recurring projects.
Yes, SABNER’s machine tool fleet allows us to handle projects from various industries, provided they involve the series CNC turning of small metal parts from bar stock. We manufacture components with diameters ranging from Ø0.8 mm to Ø20.0 mm and lengths from 1 mm to 150 mm, primarily from stainless steel, titanium, brass, and selected specialty materials. This specialization is well-suited for the medical, automotive, electronics, hydraulic, pneumatic, industrial automation, energy, and machinery and equipment manufacturing industries. We evaluate each project individually in terms of geometry, material, tolerances, CTQ requirements, quality documentation, and the ability to maintain stable series production.
Prototypes, Implementation, and Product Development
In this section, we explain the transition from a prototype, sample, or pilot batch to stable series production.
Yes, SABNER produces an initial test run before full implementation if the project requires process validation prior to series production. This batch allows us to confirm the part’s geometry, CTQ dimensions, tolerances, surface roughness, material, surface quality, inspection methods, and the stability of the CNC turning process. After completing the test run, we can prepare the measurement results, verify compliance with the technical documentation, and agree with the customer on any necessary corrections before launching a larger batch. SABNER treats the test run as a practical transition phase from technological analysis to stable, repeatable series production.
Yes, at SABNER you can order a pilot batch as a preparatory step for full-scale production. A pilot batch allows us to verify the part’s geometry, CTQ dimensions, tolerances, surface roughness, material, the stability of the CNC turning process, inspection methods, and the part’s compliance with the customer’s technical documentation. After producing such a batch, we can conduct measurements, evaluate quality results, and agree on any necessary adjustments before launching a larger production run. SABNER treats the pilot batch as a controlled process validation stage, particularly for small metal parts produced from bar stock ranging from Ø0.8 mm to Ø20.0 mm, where dimensional repeatability across subsequent deliveries is of critical importance.
Yes, SABNER can first produce a few pieces for functional testing if this is a step leading to subsequent series production. Such test parts allow the customer to verify assembly, function, fit, operation within an assembly, and compliance with basic technical specifications before launching a pilot batch or full production run. Before producing a few pieces, we analyze the technical documentation or a sample, and confirm the material, geometry, CTQ dimensions, tolerances, and scope of inspection to ensure that the tests are based on the most accurate version of the part possible. SABNER does not focus on individual prototype orders as an end in itself, but rather produces small test batches as part of a safe transition to series production of CNC-turned parts.
Yes, after the prototype or trial batch is approved, SABNER maintains the same agreed-upon technological and quality parameters in series production. The approved part serves as the basis for freezing the scope, preparing the project sheet, manufacturing specifications, inspection plan, and acceptance criteria for subsequent batches. In series production, we maintain the CTQ requirements, material, tolerances, surface roughness, inspection methods, batch traceability, and other parameters confirmed with the customer during the validation phase. If, after functional testing, the customer wishes to change the geometry, material, or quality requirements, we treat this as a design change and reconfirm the impact on the process, cost, and delivery time.
Yes, SABNER can prepare reference samples as part of the part validation process prior to the full launch of series production. Reference samples are used to confirm the geometry, CTQ dimensions, tolerances, surface roughness, material, surface quality, inspection method, and the part’s suitability for the customer’s application. Once approved, they can serve as a reference for subsequent production batches, along with the technical documentation, project sheet, and inspection plan. SABNER prepares such samples particularly for new projects, those taken over from another supplier, or those recreated based on a physical sample provided by the customer.
Yes, SABNER supports the implementation of new products into production, particularly when the project involves small metal parts manufactured in series using CNC bar turning technology. The process includes analyzing documentation or samples, assessing feasibility, identifying CTQ dimensions, preparing manufacturing specifications, a project sheet, an inspection plan, a test or pilot batch, and approving parameters before launching series production. We also support DFM optimization, material selection, production risk assessment, and the refinement of quality requirements to ensure that the new part can be produced in a stable, repeatable, and cost-effective manner. SABNER is best suited as an implementation partner for B2B projects in which a prototype or sample leads to series production in accordance with the customer’s documentation.
Yes, SABNER assists with part validation prior to the start of series production to confirm that the part, process, and quality control are ready for stable supply. Validation may include reviewing documentation or samples, identifying CTQ dimensions, producing a few test pieces or a pilot batch, performing first-off measurements, checking surface roughness, verifying the material, assessing compliance with the drawing, and confirming the inspection plan. Once the customer approves the results, we lock in the agreed-upon parameters and transfer them to series production. This approach helps minimize quality risks, confirm the part’s functionality before full implementation, and maintain part repeatability across subsequent batches.
Yes, SABNER can document changes between the prototype, trial batch, and series production to ensure full control over the part’s version and the approved scope of production. Following functional testing or validation, we can identify which parameters have been modified, such as geometry, tolerances, material, surface roughness, CTQ dimensions, inspection methods, packaging, or quality requirements. Changes are documented in the technical documentation, project sheet, inspection plan, and agreements with the customer, so that series production is based on unambiguously approved input data. SABNER treats every significant change after the prototype as a design change, requiring customer confirmation before series production begins.
Yes, SABNER can produce parts in development stages, progressing from concept analysis or a sample, through several test pieces, a pilot batch, and validation, all the way to full-scale production. This approach is particularly beneficial for new CNC-turned parts, designs taken over from another supplier, or parts that require clarification of documentation, CTQs, tolerances, materials, and inspection methods. At each stage, SABNER can verify the geometry, function, process stability, measurement results, and production risks, and then document any changes and agree on the final version with the customer before launching series production. This ensures that part development proceeds in a controlled manner, without jumping straight into large-scale production without first confirming the technical specifications.
Yes, SABNER can quickly modify a part following customer testing, provided the change is technically feasible and is explicitly approved before the next production stage. Upon receiving the test results, we analyze the customer’s feedback and identify the impact of the changes on the part’s function, CTQ dimensions, tolerances, material, surface roughness, cycle time, cost, and the stability of the CNC turning process. We then update the manufacturing specifications, production documentation, project sheet, and inspection plan so that the next sample, pilot batch, or production run is based on the current, approved version of the part. This approach allows us to develop the part in stages and minimize the risk of errors when transitioning to series production.
Quotes, Costs, and Terms of Business
Here we’ve compiled questions about CNC turning quotes, cost factors, minimum order quantities, data needed for an RFQ, and terms and conditions.
The minimum order at SABNER depends on the part, but we typically focus on series and recurring projects, usually starting at around 10,000 pieces per year for a single component. Our process is optimized for the precision CNC turning of small metal parts from bar stock; therefore, we generally produce single pieces and very small batches only as test runs, reference samples, functional prototypes, or pilot batches leading to subsequent series production. We evaluate each inquiry individually, taking into account geometry, material, tolerances, surface roughness, quality requirements, setup costs, and the potential for ongoing collaboration. SABNER excels as a supplier of series-produced CNC-turned parts for B2B customers, where, once the process is approved, regular deliveries in accordance with technical documentation are possible.
No, SABNER does not typically fulfill single-piece orders as standalone production jobs, as we specialize in the series CNC turning of small metal parts. Single pieces or a few parts may be produced exclusively as a test phase, a reference sample, a functional prototype, or a pilot batch leading to subsequent series production. Our process is optimized for repeatable B2B projects, typically starting at around 10,000 pieces per year for a single component, where factors such as tooling preparation, inspection plans, process stability, and unit cost are critical. We evaluate each inquiry individually, but the best fit for SABNER is recurring series production of turned parts made from bar stock.
At SABNER, it is usually cost-effective to launch series production starting at around 10,000 units per year for a single component, although we evaluate each part individually. In CNC bar turning, the largest initial cost stems from the technological analysis, process preparation, tooling, machine setup, inspection plan, quality documentation, and validation of the first pieces; therefore, the larger or more repeatable the volume, the better the startup costs are spread out. SABNER is best suited for series and recurring projects, where, once the process is approved, regular deliveries of small metal parts with diameters ranging from Ø0.8 mm to Ø20.0 mm are possible. We produce small batches, prototypes, or samples primarily as a step toward subsequent series production, rather than as a standalone collaboration model.
Yes, price differences between prototypes and series production are natural, because a prototype or small test batch includes the costs of process preparation, machine setup, tool selection, validation of the first pieces, measurements, and any necessary technological adjustments—all of which are spread across a very small number of parts. In series production, these same startup costs are spread across a larger volume, which is why the unit price typically drops significantly once the part is approved and production transitions to regular shipments. SABNER treats prototypes, reference samples, or pilot batches as a transition phase toward stable series production, rather than as a separate model of single-unit production. The final price difference depends on the geometry, material, tolerances, surface roughness, inspection requirements, cycle time, and planned annual volume.
At SABNER, we price small batches on a case-by-case basis, because with low volumes, the price is influenced most not by the number of units itself, but by the cost of setting up the entire production process. The quote includes a technological analysis, program development, tool selection, retooling of the automatic lathe, material procurement, inspection of the first pieces, measurements, and any necessary adjustments prior to series production. Therefore, we primarily treat small batches as a test phase, a pilot batch, or reference samples leading to subsequent series production, rather than as a standard single-unit production model. SABNER works best for recurring projects, typically starting at around 10,000 units per year for a single component, where the setup cost can be reasonably spread across regular deliveries.
SABNER prices medium- and large-volume production based on a comprehensive technological analysis of the part, rather than solely on the number of units. Key factors include material, geometry, cycle time, required tolerances, surface roughness, CTQ dimensions, tooling costs, inspection methods, documentation requirements, packaging, technical cleaning, and the planned annual volume. For larger production runs, the costs of process preparation, programming, retooling, validation, and documentation are spread across a large number of parts, which is why the unit price is significantly more favorable than for prototypes or small batches. SABNER also analyzes the possibility of production in recurring batches, maintaining an inventory buffer, and ensuring stable deliveries to align the quote with the customer’s actual purchasing schedule.
Yes, SABNER prepares quotes based on 2D drawings and 3D models, though the technical evaluation is based on the 2D drawing with tolerances and quality requirements. A 3D model in STEP or IGES format speeds up the analysis of the part’s geometry, while the PDF drawing should specify the material, CTQ dimensions, tolerances, surface roughness, threads, and requirements for edges, surface treatment, quality control, and documentation. Based on this information, SABNER assesses the feasibility of CNC bar turning, selects the appropriate manufacturing parameters, identifies production risks, and prepares a cost estimate for series production. For an accurate quote, it is also helpful to include the planned annual quantity, the size of a single batch, the expected delivery date, and whether the project is recurring.
For a quote from SABNER, it is best to submit a 2D technical drawing in PDF format and, if available, a 3D model in STEP or IGES format. The 2D drawing should include dimensions, tolerances, material, surface roughness, threads, quality requirements, and any information regarding surface treatment, as it serves as the basis for the technological assessment. A 3D model speeds up the analysis of the geometry but does not replace the drawing with tolerances and CTQ requirements. It is also advisable to include information in your inquiry regarding the planned annual volume, one-time batch size, expected delivery date, documentation requirements, and, if applicable, photos or a physical sample of the part if the technical documentation is not yet ready.
For a preliminary quote at SABNER, a 2D drawing in PDF format is often sufficient, but the best data set includes both a PDF and a 3D STEP model. The PDF drawing serves as the technical foundation because it contains tolerances, material, surface roughness, threads, CTQ dimensions, quality requirements, and the information necessary to assess manufacturability. The STEP model does not replace the drawing, but it significantly speeds up geometry analysis, process planning, and the assessment of manufacturing risks. If the customer only has a PDF, we can begin the analysis based on that; if they also have a STEP file, it’s worth sending it along with the drawing, especially for more complex CNC-turned parts.
At SABNER, a quote is typically prepared after analyzing the technical documentation, and the response time depends on the completeness of the data, the part’s complexity, the material, and the quality requirements. Simple inquiries with a complete 2D drawing, a STEP model, specified material, tolerances, and annual volume can be analyzed more quickly, whereas more demanding CNC-turned parts may require additional technological analysis, bar stock availability checks, tooling consultations, or an assessment of production risks. As a standard practice, SABNER confirms the timeline for preparing a quote on a case-by-case basis after receiving the input data, since an accurate quote for bar stock series production must take into account not only the material cost but also cycle time, process setup, quality control, documentation, packaging, and the required delivery schedule.
At SABNER, the price of a CNC part is most influenced by the material, part geometry, cycle time, tolerances, surface roughness, quality control requirements, and planned production volume. In the series CNC turning of small parts from bar stock, the cost and availability of the material, the number of operations, and the presence of threads, holes, grooves, thin walls, micro-holes, or CTQ dimensions requiring additional inspection are particularly important. The level of quality documentation also has a significant impact, e.g., measurement reports, 3.1 certificates, batch traceability, SPC, Cp/Cpk, and requirements for packaging and technical cleaning. In series production, the unit price typically decreases as volume increases, because the costs of process preparation, changeovers, tooling, validation, and the inspection plan are spread across a larger number of parts.
Yes, SABNER can propose a more cost-effective version of the part if it is possible to reduce production costs without compromising the part’s functionality or critical requirements. We analyze the design for series production CNC bar turning, examining geometry, tolerances, material, surface roughness, threads, holes, grooves, radii, CTQ dimensions, cycle time, tooling costs, and the scope of quality control. The most common areas for optimization include simplifying non-critical features, widening tolerances beyond CTQ dimensions, switching to a more readily available or more machinable material, adapting the design to a single stable cycle, and reducing excessive surface finish requirements. Every SABNER proposal is a technological recommendation, and the final approval of a lower-cost option always rests with the customer or the owner of the technical documentation.
Production costs can be reduced without compromising functionality by consciously adapting the part’s design to series production CNC turning from bar stock. SABNER analyzes which part features are truly critical for operation, assembly, and quality control, and which can be simplified without affecting technical function. Most often, optimization involves widening tolerances on non-critical dimensions, simplifying grooves and radii, limiting excessively deep holes, standardizing threads, adjusting surface roughness where it is not functionally required, selecting a more machinable material, and adapting the geometry to a stable production cycle. SABNER proposes such changes as DFM recommendations, and the final decision always rests with the customer or the owner of the technical documentation.
Yes, the price of CNC parts directly depends on the material and tolerances, as both factors affect machining time, tool wear, process stability, and the scope of quality control. The material determines the cost of the bar stock, availability of raw material, machinability, tool life, and required turning parameters; brass, stainless steel, titanium, aluminum, free-cutting steel, and specialty materials are priced differently. Tolerances affect cost particularly when they pertain to CTQ dimensions, require more frequent measurements, slower process parameters, part selection, or additional quality documentation. SABNER analyzes the material and tolerances along with geometry, surface roughness, annual volume, and the inspection plan to prepare a quote tailored to the actual requirements of series production.
Yes, the unit cost of CNC parts typically decreases with larger production runs because production setup costs are spread across a larger number of parts. At SABNER, the unit price depends not only on volume but also on material, geometry, cycle time, tolerances, surface roughness, CTQ requirements, tooling, quality control, technical cleaning, packaging, and documentation. For larger production runs, the costs of technological analysis, retooling, process validation, inspection planning, and production setup are amortized across subsequent batches; therefore, recurring projects are the most cost-effective. SABNER is best suited for the series production of small CNC-turned parts, where, once the process is approved, regular deliveries and a stable unit cost are possible.
Yes, SABNER can offer more favorable pricing terms for ongoing, repeat business, especially when the project involves series and recurring production. The biggest factor affecting the price is not the discount itself, but the ability to plan production reliably, secure materials, optimize cycle times, prepare tools, maintain inventory buffers, and spread setup costs over a larger volume. For long-term B2B projects, we can analyze prices for different levels of annual demand, delivery batches, and delivery schedules. SABNER performs best in a model of ongoing cooperation, where, once the process is approved, regular series production of small CNC-turned parts is possible under stable quality and cost conditions.
Yes, SABNER includes the material in the quote as standard if the customer expects a complete delivery of finished parts. We most often work with European drawn bar stock from qualified suppliers, with a tolerance of at least h9, double-sided chamfering, and a 3.1 material certificate; therefore, the cost of the material is an integral part of the CNC series production calculation. The price depends on the material grade, bar diameter, availability of stock, required certificate, machining scrap, and planned production volume. SABNER can also analyze material provided by the customer, provided it is in the form of a bar that meets the process requirements, ensures batch traceability, and allows for stable production on automatic lathes.
At SABNER, tooling costs can be charged separately or included in the unit price, depending on the nature of the project, the volume, and the agreed-upon cooperation model. For series production of CNC-turned parts, we analyze separately the costs of process preparation, special tools, any gauges, chucks, retooling, validation of the first pieces, and the inspection plan. In long-term projects, part of the startup costs may be amortized into the unit price of the part or billed as a one-time setup fee, if this is more transparent for the customer. SABNER always presents the pricing assumptions transparently so that the customer knows whether the tooling cost is included in the unit price or appears as a separate line item.
Yes, SABNER prepares framework offers for recurring production of small CNC-turned parts, particularly for series and recurring projects. A framework agreement may cover annual demand, anticipated delivery batches, a delivery schedule, pricing terms, lead time, quality requirements, documentation, packaging, technical cleaning, and a potential inventory buffer. This model of cooperation allows for better planning of materials, tools, production capacity, and quality control, while also stabilizing the unit cost over the long term. SABNER works best for components produced regularly according to approved technical documentation, where, once the process is up and running, repeatable deliveries in line with the customer’s forecast are possible.
Yes, SABNER can offer fixed pricing terms for annual volumes, particularly for series and recurring projects carried out under a framework agreement. We determine these terms on a case-by-case basis based on the annual forecast, production batch sizes, delivery schedule, materials, quality requirements, documentation, packaging, technical cleaning, and any necessary inventory buffer. A consistent volume allows us to better secure materials, plan production capacity, maintain a repeatable process, and stabilize unit costs over the long term. For materials with high price volatility, the terms may require the establishment of adjustment rules; however, SABNER’s goal is to provide the customer with predictable costs and regular deliveries within the framework of an approved series production project.
For the first order, SABNER sets payment terms on a case-by-case basis, as they depend on the project value, material cost, scope of process preparation, quality requirements, and the history of cooperation with the customer. For new customers, standard options include payment based on a pro forma invoice, an advance payment to start production, or payment prior to the first shipment—especially when the project requires the purchase of specialized materials, tools, or the preparation of documentation. For ongoing partnerships and series production projects, terms may be adjusted to fit the framework agreement, delivery schedule, and annual volume. SABNER specifies payment terms in the quote or order confirmation to ensure they are clear before production begins.
Lead Time, Planning, and Supply Continuity
This section answers questions about lead times, production capacity planning, delivery schedules, and supply continuity.
The standard lead time at SABNER depends on the part, material, bar stock availability, quality requirements, and project stage, but for typical series production of CNC-turned parts, you should expect approximately 6–8 weeks from order confirmation and finalization of the input data. For new projects, the lead time includes not only production itself but also technological analysis, preparation of manufacturing documentation, securing materials and tools, developing an inspection plan, and process ramp-up. For subsequent, repeatable batches, the lead time may be shorter, especially if the material and tools are already secured and the process has already been approved. SABNER confirms the lead time on a case-by-case basis after analyzing the documentation, volume, material, and current production workload.
The time required to produce a prototype at SABNER depends on the part, the material, the availability of the bar stock, the completeness of the documentation, and the scope of the required inspection. We treat a prototype or a few test pieces primarily as a preparatory stage for subsequent series production; therefore, before production, we analyze the 2D drawing, STEP model, or sample, and confirm the material, CTQ dimensions, tolerances, surface roughness, and manufacturing specifications. If the input data is complete and the material is available, the prototyping phase can be launched faster than a full production run; however, we always confirm the timeline on a case-by-case basis after analyzing the project. SABNER primarily produces prototypes for small CNC-turned parts from bar stock, ranging from Ø0.8 mm to Ø20.0 mm, as a quality control step prior to a pilot batch or series production.
The lead time for series production at SABNER is determined on a case-by-case basis, but for typical CNC-turned parts, a standard lead time of approximately 6–8 weeks should be expected from the confirmation of the order, approval of the input data, and confirmation of material availability. For new projects, the lead time includes not only production itself but also technological analysis, process preparation, securing European drawn bar stock, tools, an inspection plan, quality documentation, and approval of the first pieces. For repeat production runs, the lead time may be shorter, especially if the process has already been validated, the material is available, and deliveries are made according to a forecast or a framework agreement. SABNER confirms the final lead time on a case-by-case basis after analyzing the part, volume, material, CTQ requirements, packaging, technical cleaning, and current production workload.
Yes, SABNER can evaluate the possibility of expedited production, but we always confirm this on a case-by-case basis after assessing the part, material, bar stock availability, tools, documentation, and current production workload. Our standard lead time for series production of CNC-turned parts is typically about 6–8 weeks from order confirmation and receipt of input data; however, for urgent projects, we can explore the possibility of shortening the lead time, especially when the part is technologically simple, the material is available, and the quality requirements are clear. Express production is easier for repeatable designs, an approved process, or a pilot batch leading to a larger series. SABNER does not automatically commit to “immediate” production, as process stability, compliance with documentation, and quality control of the entire batch remain our top priorities.
At SABNER, order lead times can be extended primarily by incomplete technical documentation, a lack of clear tolerances, late design changes, and limited availability of the required raw material. In the series production of CNC-turned parts, other factors that can affect lead time include complex part geometry, very tight tolerances, CTQ requirements, micro-holes, thin walls, specific surface roughness, the need to prepare dedicated tools, or additional process validation. Lead time may also be extended if the design requires surface treatment, heat treatment, special quality documentation, measurement reports, PPAP, additional in-process inspections, or non-standard packaging. SABNER mitigates these risks through a technological analysis prior to production launch, freezing of input data, and confirmation of the schedule before execution.
Yes, SABNER provides updates on production status during the process, particularly for series projects, new implementations, or orders requiring monitoring of key stages. Status updates may include order confirmation, material procurement, process preparation, readiness to start production, first-piece results, production progress, quality control, packaging, and shipment preparation. For projects requiring greater transparency, we can report status updates based on agreed-upon milestones so that the customer knows what stage the project is at and whether the schedule remains on track. SABNER treats status updates as part of project control, particularly for precision CNC-turned parts produced in series for B2B customers.
Yes, SABNER can maintain a safety stock for regular customers, particularly for series and repeat projects carried out based on a forecast or a framework agreement. We determine the inventory buffer on a case-by-case basis, taking into account annual demand, delivery frequency, material lead time, order stability, packaging requirements, and the risk of downtime on the customer’s side. This model ensures supply continuity, shortens response times to urgent requests, and allows for better production planning of small CNC-turned parts. SABNER typically implements the safety stock after the process has been approved, quality parameters have been established, and a regular delivery schedule for the component has been confirmed.
Yes, SABNER can deliver according to a schedule, particularly for continuous, series production of small CNC-turned parts. We establish the delivery schedule based on the customer’s forecast, annual volume, batch size, material availability, production lead time, quality requirements, packaging, and any necessary inventory buffer. This model allows for better planning of materials, production capacity, quality control, and shipping, and the customer receives parts on the agreed-upon dates without having to restart the process from scratch each time. SABNER works best in recurring B2B projects where deliveries are based on approved documentation, a stable process, and predictable demand.
Yes, just-in-time production is possible at SABNER for ongoing, series projects, provided that the process is approved in advance and a demand forecast and delivery schedule are established. In practice, JIT requires stable demand, secured material supply, repeatable technology, clear quality requirements, agreed-upon production batches, and an adequate safety buffer to avoid the risk of delivery interruptions. SABNER can deliver according to schedule, maintain inventory for regular customers, and prepare parts for delivery or shipment in accordance with an agreed-upon plan. This model works best for recurring B2B projects where the production of small CNC-turned parts is based on approved documentation, stable volume, and long-term cooperation.
Yes, SABNER is able to ensure continuity of supply for regular orders, particularly in series production projects carried out based on a forecast, a framework agreement, or an agreed-upon delivery schedule. Once the process is approved, we can plan materials, production capacity, tools, quality controls, technical cleaning, packaging, and delivery dates in a repeatable and predictable manner. For regular customers, it is also possible to maintain a buffer stock or safety stock to shorten response times to current demand and reduce the risk of disruptions on the customer’s side. SABNER works best in long-term B2B projects where the series production of small CNC-turned parts is based on stable volumes, approved documentation, and a regular delivery schedule.
Yes, SABNER can arrange batch deliveries from a single production run, particularly for ongoing and repeatable series projects. In practice, this means that after a larger batch has been manufactured and passed quality inspection, the parts can be divided into agreed-upon shipping batches, properly packaged, labeled, and stored for subsequent shipments according to the customer’s schedule. This model allows us to optimize production costs, maintain the consistency of a single production run, ensure continuity of supply, and shorten response times to current demand. SABNER determines this breakdown on a case-by-case basis, taking into account annual volume, quality requirements, packaging, batch traceability, storage conditions, and the delivery schedule.
Yes, SABNER can deliver parts according to a monthly schedule, particularly for ongoing and repeat production projects. We establish this model based on the annual forecast, production batch sizes, monthly demand, material lead time, quality requirements, packaging, technical cleaning, and any necessary inventory buffer. Production can be planned in larger batches and then divided into monthly deliveries according to the agreed-upon schedule. This ensures that the customer receives a steady supply of CNC-turned parts, while SABNER can better secure materials, production capacity, quality control, and continuity of production.
Yes, SABNER can maintain a finished goods inventory buffer for regular customers, particularly for series and recurring projects carried out based on a forecast or a framework agreement. After a batch has been manufactured and passed quality inspection, we can store the agreed-upon quantity of parts and then make deliveries according to the customer’s schedule or current demand. A buffer stock of finished goods helps reduce response times, ensure continuity of supply, and minimize the risk of downtime on the customer’s side. We determine the terms of this model on a case-by-case basis, taking into account annual volume, parts turnover, packaging requirements, batch traceability, the validity period of quality documentation, and the agreed-upon safety stock level.
Yes, SABNER handles recurring orders based on forecasts, particularly for ongoing series and recurring projects. Forecasts allow us to secure materials in advance, plan production capacity, prepare tools, establish a quality control schedule, optimize batch sizes, and maintain a predictable unit cost. Under this model, we can produce in larger batches, divide deliveries into agreed-upon monthly or periodic batches, and maintain a buffer stock of finished goods. SABNER works best for long-term B2B projects where repeatable production of CNC-turned parts is based on approved documentation, stable demand, and a clear acceptance schedule.
Do you have a technical drawing, a 3D model, or a sample part? Send an inquiry to SABNER and include the material, volume, tolerances, and quality requirements.
Quality and Quality Documentation
In this section, we describe quality control, documentation, measurements, batch traceability, and requirements typical for B2B series production.
SABNER controls the quality of manufactured parts at several levels: from incoming material inspection, through first-piece inspection and in-process inspections, to final inspection of the finished batch. Depending on the part’s geometry, tolerances, and CTQ dimensions, we use, among other tools, the Keyence VR-5000 for rapid optical measurements and geometric analysis, the Vici Vision for measuring turned parts, a profilometer for surface profile inspection, a contour measuring system for evaluating contours, radii, chamfers, and geometric transitions, a roughness tester for verifying surface parameters, as well as gauges, pin gauges, and classic inspection and measurement instruments selected to meet the requirements of the technical drawing. All measuring equipment is subject to supervision and full calibration, ensuring that inspection results are consistent, repeatable, and traceable to quality documentation. For series production projects, SABNER can prepare an inspection plan, a measurement report, critical dimension checks, batch traceability, and documentation in accordance with customer requirements.
Yes, SABNER can perform 100% inspection of parts or 100% inspection of selected CTQ characteristics, depending on customer requirements, process risks, or part function. As a standard practice, we base production quality on an approved inspection plan, first-off measurement, in-process inspections, and final batch inspection; however, for critical dimensions, threads, holes, lengths, diameters, assembly features, or visual requirements, it is possible to expand oversight to a full inspection. We determine the scope of 100% inspection on a case-by-case basis, as it depends on the part’s geometry, tolerances, measurement method, inspection time, and expected production volume. SABNER applies this approach particularly to precision CNC-turned parts, where maintaining dimensional repeatability and minimizing the risk of nonconformities in customer deliveries is critical.
Yes, SABNER provides measurement reports for manufactured parts if required by the customer or as specified in the inspection plan for a given project. For CNC-turned parts, we prepare measurement documentation based on CTQ dimensions, tolerances, and quality requirements specified in the technical drawing, project sheet, or approved in-house documentation. The report may include first-piece inspection results, in-process measurements, final batch inspection, and—upon request—a 3D measurement report. In series production projects, SABNER integrates measurement reporting with material batch traceability, a 3.1 certificate, the inspection plan, and the quality documentation required by the customer.
Yes, SABNER provides material certificates, specifically a 3.1 material certificate for the bar used in the production of a given batch. We purchase raw materials from qualified suppliers, most often in the form of European drawn bar with a tolerance of at least h9, chamfered on both ends, and covered by batch traceability. The material certificate confirms the material grade, chemical composition, mechanical properties, and the conformity of the delivery with the requirements of the standard and the customer’s documentation. For series production projects, SABNER combines the 3.1 certificate with production batch traceability, quality documentation, an inspection plan, and—if required—measurement reports and RoHS/REACH declarations.
Yes, SABNER has implemented a quality management system based on the requirements of ISO 9001, and production processes are conducted in a controlled, documented, and repeatable manner. In practice, this means working with approved input data, identifying CTQ requirements, preparing an inspection plan, inspecting incoming materials, approving the first article, conducting in-process inspections, and performing final batch release. SABNER also operates in accordance with the ISO 14001 approach to environmental management. For projects requiring a higher level of documentation, we can prepare measurement reports, 3.1 material certificates, batch traceability, RoHS/REACH declarations, and quality documentation agreed upon with the customer.
Yes, SABNER can prepare PPAP, FAI, and other quality documentation required for the series production of precision CNC-turned parts. We determine the scope of documentation on a case-by-case basis based on the customer’s requirements, the industry, the technical drawing, CTQ dimensions, and the project’s risk level. Depending on the arrangements, we can prepare, among other things, a First-Off report, FAI, measurement reports, a Control Plan, PPAP documentation, Cp/Cpk analysis, batch traceability, a 3.1 material certificate, RoHS/REACH declarations, and other quality documents required for production approval. SABNER treats quality documentation as an integral part of the process of implementing and controlling series production, rather than as an add-on detached from the technology used to manufacture the part.
SABNER verifies that parts comply with tolerances based on technical documentation, CTQ dimensions, and the approved inspection plan for a given project. The inspection includes measuring the first article before the start of series production, in-process inspections during production, and a final batch inspection before release for packaging and shipment. Depending on the part’s requirements, we apply appropriate measurement methods, report results for critical characteristics, and can conduct extended monitoring, including 100% inspection of selected dimensions, SPC, Cp/Cpk, or FAI/PPAP documentation. SABNER’s goal is not only to detect deviations but also to maintain a stable CNC turning process that ensures dimensional repeatability throughout the entire series.
If a batch does not meet quality requirements, SABNER blocks it and does not release it for shipment until the nonconformity is resolved. Parts are identified, separated, and analyzed for the type of deviation, its impact on part function, CTQ dimensions, tolerances, material, and options for further action. Depending on the results of the analysis, possible actions include sorting, 100% inspection, re-verification of dimensions, rejection of non-conforming parts (NOK), or—if technically feasible and accepted by the customer—corrective actions. SABNER’s goal is to prevent the shipment of non-conforming batches and to quickly identify the root cause in order to protect subsequent production runs from a recurrence of the problem.
Yes, SABNER ensures the traceability of production batches, particularly in the series production of precision CNC-turned parts. Traceability includes linking the product to the material batch, the 3.1 certificate, the production batch number, quality control results, measurement documentation, and the order fulfillment history. This makes it possible to determine what material was used to manufacture a specific batch, when it was produced, what inspections it underwent, and on what basis it was released for shipment. SABNER applies this approach particularly to B2B projects requiring consistent quality, compliance with technical documentation, and full control over the reliability of deliveries.
Yes, SABNER can meet the quality requirements of foreign customers if they are clearly defined in technical documentation, purchasing specifications, or design requirements. We operate based on a controlled quality process that includes the identification of CTQ dimensions, an inspection plan, incoming material inspection, first-article approval, in-process inspections, final inspection, and traceability of production batches. For international customers, we can provide documentation such as measurement reports, 3.1 material certificates, RoHS/REACH declarations, FAI, PPAP, Cp/Cpk results, inspection records, and confirmations of compliance with agreed-upon requirements. SABNER handles B2B projects where consistent quality, dimensional repeatability, transparent documentation, and compliance of deliveries with customer requirements are key—regardless of the target market.
Yes, SABNER can mark parts or packaging with a batch number if such a requirement is specified in the customer’s documentation, inspection plan, or agreed-upon traceability model. In practice, we most often use identification at the production batch level, on packaging labels, in shipping documentation, and through links to the material, the 3.1 certificate, and quality control results. Marking individual parts is possible only when permitted by the part’s geometry, size, material, surface function, and marking technology. SABNER determines the scope of markings on a case-by-case basis to ensure batch traceability without the risk of damaging or compromising the function of a precision part.
B2B Collaboration / Formalities / International Clients
Here we explain what cooperation with SABNER looks like from a formal, organizational, and international perspective.
Yes, SABNER can sign an NDA before the project analysis if the customer wishes to ensure the confidentiality of technical documentation, drawings, 3D models, samples, material data, or information regarding the part’s application. Confidentiality is particularly important for series production projects, taking over production from another supplier, analyzing a part without complete documentation, and for components being developed as part of a new customer product. Once the NDA is signed, we can proceed with a feasibility analysis, assessment of manufacturing risks, preparation of manufacturing specifications, DFM analysis, pricing, or the development of documentation based on a sample. SABNER treats the client’s design data as confidential information and does not share drawings, samples, or technical details with other parties without an agreed-upon basis for cooperation.
Yes, SABNER accepts inquiries in English and handles communication with international clients in English. Clients may submit 2D drawings, STEP models, technical specifications, quality requirements, production forecasts, requests for quotes, or project documentation directly in English. SABNER analyzes such inquiries in the same way as domestic projects: we assess the feasibility of CNC turning, the material, tolerances, CTQ dimensions, surface roughness, annual volume, quality documentation, and the delivery schedule. This allows us to manage the entire process—from technical analysis and pricing, through validation, all the way to series production—in English, in accordance with the foreign customer’s requirements.
Yes, SABNER prepares quotes, technical correspondence, and quality documentation in English for international clients. We can manage the entire process in English: from analyzing inquiries, providing quotes, and finalizing technical specifications, through confirming CTQ requirements, all the way to the production and quality documentation required for series production deliveries. Depending on the project, we prepare, among other things, commercial quotes, technical specifications, measurement reports, First-Off documentation, FAI, PPAP, Control Plan, RoHS/REACH declarations, compliance confirmations, and documents related to batch traceability and 3.1 material certificates. SABNER handles B2B projects in English so that international clients receive clear, technical, and complete documentation in accordance with project requirements.
Yes, SABNER can work according to the foreign client’s standards and requirements, provided they are clearly communicated in the technical documentation, purchase specifications, or project quality requirements. We analyze drawings, standards, tolerances, CTQ requirements, materials, surface roughness, inspection methods, batch traceability, packaging, and acceptance documentation to confirm their compliance with our CNC turning production process. For international customers, we can prepare, among other things, measurement reports, 3.1 material certificates, RoHS/REACH declarations, FAI, PPAP, Control Plans, Cp/Cpk results, and quality documentation in English. We evaluate each project individually, as the final scope of compliance depends on the industry, the customer’s standards, the part’s geometry, and the required level of quality control.
Yes, SABNER has experience working with the procurement departments of large companies, particularly on series production projects requiring clear technical, quality, logistical, and commercial terms. We handle processes typical of B2B procurement: RFQs, documentation review, pricing based on annual volumes, lead time negotiation, preparation of framework agreements, confirmation of delivery terms, quality documentation, batch traceability, and status updates during production. SABNER is best suited as a supplier of precision CNC-turned parts for companies that expect stable deliveries, consistent quality, transparent pricing, and long-term cooperation based on forecasts, delivery schedules, or recurring orders.
Yes, SABNER serves OEM customers, particularly in series production projects requiring stable production of precision CNC-turned parts, dimensional repeatability, batch traceability, and well-organized quality documentation. We operate in accordance with the ISO 9001 quality management system and the ISO 14001 environmental management system, and depending on customer requirements, we can prepare documentation and processes compliant with APQP, PPAP, FAI, Control Plan, SPC, MSA, and Cp/Cpk process capability analysis. As standard, we provide a 3.1 material certificate, measurement reports, material and production batch traceability, and, upon request, RoHS/REACH declarations. For projects requiring technical cleanliness, we can incorporate VDA 19.1 requirements and tailor the cleaning, drying, and packaging processes to OEM specifications.
Yes, SABNER can sign a framework agreement for long-term cooperation, particularly for series and recurring projects based on an annual forecast or a regular delivery schedule. A framework agreement may specify the scope of parts to be manufactured, pricing terms, annual volumes, delivery batches, lead times, rules for maintaining inventory buffers, quality requirements, documentation, packaging, technical cleaning, and terms for price adjustments in the event of changes in material costs. This model of cooperation allows for better material security, production capacity planning, stabilization of unit costs, and assurance of supply continuity. SABNER is best suited for long-term B2B projects in which, once the process is approved, regular production of precision CNC-turned parts in accordance with the customer’s documentation is possible.
Yes, SABNER can prepare a case study or references, but the scope of such materials depends on the confidentiality of the project and the customer’s consent in each case. Most often, we prepare anonymized project descriptions that outline the industry, part type, material, quality requirements, manufacturing challenges, the technological approach used, and the outcome of the collaboration—without disclosing drawings, design data, client names, or commercial information. In the case of named testimonials or detailed case studies that include the client’s name, separate approval is required, as information regarding the collaboration, projects, samples, drawings, prices, and manufacturing processes may be confidential. SABNER can therefore present its experience and application examples in a business-safe manner, particularly for projects involving the series CNC turning of small metal parts for B2B clients.
It’s worth choosing SABNER as your supplier of precision parts if your project requires stable, series production of small metal parts using CNC turning technology. Our competitive advantage lies in our narrow specialization: we manufacture parts from bar stock ranging from Ø0.8 mm to Ø20.0 mm in diameter and 1 mm to 150 mm in length, primarily from stainless steel, titanium, and brass, with a focus on repeatability, CTQ control, and the quality of the entire batch. We work with European drawn bar stock from qualified suppliers, certified to 3.1 standards; we ensure batch traceability, provide measurement reports, offer technical cleaning, special packaging, and the option of a stock buffer. SABNER is a good choice for B2B customers who are looking not only for a component manufacturer but also for a partner for long-term, controlled series production.

Logistics, Packaging, and Shipping
This section covers packaging, batch marking, shipping, delivery documents, and securing small parts during transport.
Yes, SABNER ships finished parts internationally, both to European Union countries and to customers outside the EU. For international shipments, we arrange transportation on our end, including door-to-door (D2D) service, and prepare shipping and customs documentation in English as standard. Finished parts can be industrially cleaned, specially packaged, labeled, and linked to a batch number, and, upon request, delivered with quality documentation such as a measurement report, a 3.1 material certificate, RoHS/REACH declarations, FAI, PPAP, or compliance certificates. We can conduct correspondence with the customer in their language, which facilitates the handling of export projects and regular batch deliveries.
SABNER’s collaboration with international clients is based on remote technical support, communication in the client’s language, and documentation prepared in English as standard. The customer sends an inquiry, a 2D drawing, a STEP model, or a sample, and SABNER analyzes the feasibility of CNC turning, the material, tolerances, CTQ requirements, annual volume, quality documentation, and the delivery schedule. Once the design is approved, we can prepare samples, a pilot batch, series production, measurement reports, a 3.1 material certificate, RoHS/REACH declarations, FAI, PPAP, and batch traceability. For international shipments, we arrange transportation on our end—including D2D (door-to-door) delivery—and prepare shipping, export, and customs documentation in English.
Yes, SABNER exports parts to European Union countries and serves international B2B customers through the series production of precision CNC-turned parts. We can conduct correspondence in the customer’s language, while technical, quality, and shipping documentation is prepared in English as standard. Finished parts can be delivered according to an agreed-upon schedule, quality requirements, lot marking, technical cleaning, and special packaging. For deliveries to EU countries, SABNER arranges transportation on its end, including door-to-door (D2D) service, and, upon request, provides quality documentation such as measurement reports, 3.1 material certificates, RoHS/REACH declarations, FAI, PPAP, or other documents required by the customer.
Yes, SABNER manufactures for customers outside the European Union if the project involves series-produced, precision CNC-turned parts that fall within our technological capabilities. We can conduct correspondence in the customer’s language, while technical, quality, shipping, and customs documentation is prepared in English as standard. For shipments outside the EU, SABNER arranges transportation on its end using the D2D (door-to-door) model and prepares the required export and customs documents. As a result, the customer receives finished parts along with a complete set of documents needed for customs clearance, acceptance, and quality control, including—if required—measurement reports, 3.1 material certificates, RoHS/REACH declarations, FAI, PPAP, and batch traceability.
SABNER packages precision parts for transport in a manner tailored to the part’s geometry, quality requirements, and the customer’s delivery model. After production and final inspection, the parts may undergo technical cleaning, and are then counted, labeled, and packaged to minimize the risk of damage, contamination, batch mix-ups, or loss of traceability. Depending on the project, we use bulk packaging, part separation, batch number marking, special transport packaging, or vacuum packaging if technical cleanliness or subsequent automated assembly requires it. SABNER prepares parts for domestic and international shipping, including D2D (door-to-door) delivery, with quality and shipping documentation in accordance with project specifications.
Yes, SABNER arranges transportation of finished parts on its end, for both domestic and international deliveries. For export projects, we can provide D2D (door-to-door) deliveries, while preparing shipping, export, and customs documentation in English as standard. Finished parts are packaged according to project requirements, marked with a batch number, and can be delivered along with quality documentation such as a measurement report, 3.1 material certificate, RoHS/REACH declarations, FAI, PPAP, or other documents required by the customer. This ensures the customer receives comprehensive logistical support without having to organize transportation and customs clearance on their own.
Yes, SABNER offers custom labels and packaging markings if required by the customer or as part of a batch traceability model. Packaging can be marked with, among other things, the batch number, order number, part number, quantity, material name, 3.1 certificate number, production date, quality control status, or other data agreed upon in the project. Custom labeling is particularly important for series deliveries, automated assembly, international shipments, warehouse buffering, and projects requiring full traceability. SABNER determines the format of labels and packaging descriptions on a case-by-case basis to ensure that finished parts are easy for the customer to receive, store, inspect, and use.
Yes, SABNER can package parts according to the customer’s individual guidelines, provided they are agreed upon before production or delivery begins. This applies, among other things, to the method of separating parts, the number of pieces per package, labels, lot numbers, logistics markings, packaging for automated assembly, technical cleanliness requirements, vacuum packaging, or surface protection against damage. We treat packaging as a standard stage of the production process, linked to final inspection, batch traceability, and shipping documentation. SABNER determines packaging details on a case-by-case basis to ensure that finished parts meet the customer’s quality, logistics, and warehousing requirements.
Yes, SABNER can prepare parts in assembly kits if this packaging method is agreed upon prior to production. Parts can be counted, assembled, labeled, and packaged according to a structure specified by the customer, e.g., as a set of parts for a single module, a single assembly operation, or a single production batch. This approach is particularly useful for automated assembly, series production, scheduled deliveries, and projects requiring full batch traceability. SABNER treats the kitting and packaging of sets as part of the logistics and production process, linked to final inspection, package labeling, shipping documentation, and the customer’s quality requirements.
Yes, SABNER can ship finished parts directly to the end customer if this logistics model is agreed upon during the project. This applies to both domestic and international shipments, including D2D (door-to-door) shipments organized by us. Parts can be packaged and labeled in accordance with the customer’s guidelines, ensuring batch traceability, logistics markings, shipping documentation, and the required quality documents. For export shipments, SABNER prepares technical, quality, shipping, and customs documentation in English as standard, enabling direct service to the end recipient within the established supply chain.
Additional Operations and Finishing
Here we address questions regarding post-turning operations, surface treatment, cleaning, finishing, and subcontracting.
Yes, SABNER can arrange for surface treatment through trusted technology partners if it is required by the technical documentation or dictated by the part’s function. Our core scope includes precision CNC turning of small metal parts, while processes such as passivation, nickel plating, zinc plating, anodizing, electropolishing, heat treatment, or other surface finishes can be carried out in cooperation with qualified suppliers. In such cases, SABNER coordinates the technical requirements, part handover, post-processing inspection, and final batch release to ensure the customer receives a complete component that complies with the documentation. We confirm each surface treatment scope individually after analyzing the material, geometry, tolerances, quality requirements, and operating conditions of the part.
Yes, SABNER can incorporate laser marking of parts if required by technical documentation, batch traceability, or the customer’s assembly process. We evaluate the scope of marking on a case-by-case basis, as for small CNC-turned parts, the part’s diameter, available surface area, material, marking depth or contrast, the impact of marking on the part’s function, and quality requirements are all critical factors. Possible markings may include the batch number, part number, customer code, assembly direction, or other data agreed upon in the design. If marking a single part is not technically feasible, SABNER can implement identification at the packaging level, via labels, shipping documentation, and links to the production batch.
SABNER manufactures components requiring high surface finish quality, provided the part falls within the scope of precision CNC bar turning. We treat surface quality as a technical parameter; therefore, as early as the design analysis stage, we define requirements regarding surface roughness, machining direction, edges, chamfers, the risk of scratches, burrs, and packaging methods. In standard CNC turning, we typically achieve a surface roughness of Ra 0.8–1.6 µm; with a properly selected process, this can be reduced to approximately Ra 0.4 µm, and for selected functional surfaces, we can tailor the process to achieve significantly lower values, even as low as Ra 0.05 µm. Industrial cleaning is included in the price as standard, and special packaging and part separation can be tailored to maintain the required surface quality until delivery.
Yes, SABNER removes sharp edges and burrs after machining as a standard part of preparing the part for quality inspection and further use. For precision CNC-turned parts, we inspect edges, chamfers, transitions, holes, threads, and functional surfaces to minimize the risk of assembly issues, packaging damage, scratches, or non-compliance with the customer’s application. We select the method of deburring and edge rounding based on the part’s geometry, material, tolerances, and technical drawing requirements, so as not to compromise CTQ dimensions or surface quality. SABNER treats edge inspection, technical cleaning, and proper packaging as part of the complete series production process for small CNC-turned parts.
Yes, SABNER offers post-production cleaning of parts and treats it as a standard process step for precision CNC-turned parts. Technical cleaning is included in the price and serves to remove machining residues, oil, and fine contaminants, as well as to prepare the parts for final inspection, packaging, storage, or further assembly at the customer’s site. Depending on the project requirements, we can select the level of cleanliness, as well as the method of packaging and protection for the parts, including special or vacuum packaging. For projects requiring a higher level of cleanliness, SABNER can accommodate requirements in accordance with VDA 19.1, provided they are specified in the technical documentation or the customer’s specifications.
SABNER ensures the technical cleanliness of parts as a standard production step, using its own Dürr Ecoclean Compact 80C vacuum cleaning machine to clean, degrease, and dry precision CNC-turned parts. The process includes flooding the working chamber, high-efficiency circulation of the cleaning agent, filtration, steam degreasing, basket rotation, distillation of the cleaning agent, and vacuum drying, ensuring that parts are effectively cleaned of machining oil, fine contaminants, and process residues prior to final inspection and packaging. Technical cleaning is included in the price, and for more demanding requirements, SABNER can tailor the cleaning program, drying method, packaging, and protection of the parts to meet the specifications outlined in the customer’s documentation.
Machinery
In this section, we describe our machine tool fleet, automatic lathes, machine compatibility, and the importance of stable technology for series production.
SABNER operates a machine tool fleet focused on the precision CNC turning of small metal parts in series production. The main production machine is the Star SB-20R Type G automatic lathe, used for stable, repeatable machining of parts from bar stock in accordance with the customer’s technical documentation. Based on this, we manufacture sleeves, pins, dowel pins, shafts, threaded components, inserts, and other precision turned components. The machine tool fleet is complemented by our in-house tool shop, consisting of a lathe and a CNC milling machine, which supports the preparation, modification, and ongoing maintenance of production tooling. This setup allows SABNER to control not only the CNC turning process itself but also the technical infrastructure necessary for stable series production.
In production, SABNER uses new CNC automatic lathes designed for the series turning of precision metal parts from bar stock. The main type of production machine is the Star SB-20R Type G automatic lathe, on which we carry out stable and repeatable production of sleeves, pins, dowel pins, shafts, inserts, threaded elements, and other small components in accordance with the customer’s technical documentation. Currently, our machine tool fleet consists of 8 CNC automatic lathes, with plans to further expand our production capacity. We work exclusively with one main type of machine, which ensures full project portability between machines and reliable production backup. The process is supported by CAD/CAM software with a post-processor and a virtual machine, and our technical infrastructure is complemented by our in-house tool shop.
SABNER’s machine tool fleet consists primarily of CNC lathes designed for the series turning of precision metal parts from bar stock. We do not position ourselves as a provider of CNC milling services, as SABNER’s primary production technology is CNC turning on automatic lathes, and the main machine in this process is the Star SB-20R Type G automatic lathe. We also have our own tool shop equipped with a CNC lathe and a CNC milling machine, however, its role is to support the preparation, modification, and maintenance of production tooling, rather than to provide milling as a separate service for customers. This allows SABNER to focus on the stable, repeatable production of CNC-turned parts, while maintaining the technical infrastructure necessary for the smooth operation of the process.
Currently, there are 8 CNC automatic lathes in operation at the SABNER facility, and the machine tool fleet is being expanded in line with the growing demand for the series production of precision metal parts. The main machine used in our process is the Star SB-20R Type G automatic lathe, which serves as the foundation for stable, repeatable machining of parts from bar stock in accordance with the customer’s technical documentation. The machine tool fleet focuses on CNC turning, and its capabilities are complemented by our in-house tool shop, equipped with a CNC lathe and milling machine, which supports the preparation, modification, and maintenance of production tooling. SABNER is expanding its production capacity toward long-term B2B series projects, where repeatability, quality control, on-time delivery, and supply stability are key.
Yes, SABNER has a modern machine tool fleet designed for the series production of precision CNC-turned parts. The production facility operates exclusively on new automatic lathes, and the main machine used in the production process is the Star SB-20R Type G. Currently, there are 8 CNC automatic lathes in operation, with plans to further increase production capacity. The stability of the machine tool fleet is supported by monthly TPM activities, in-house maintenance, and regular technical inspections, which help minimize the risk of downtime and maintain process consistency. As a result, SABNER is able to carry out long-term B2B series production projects where precision, on-time delivery, quality control, and supply stability are of key importance.
The Star SB-20R Type G is SABNER’s main production machine, used for the CNC turning of precision parts from bar stock in series production. It is a Swiss-type automatic lathe with a sliding headstock, designed for the stable machining of small and medium-sized metal components requiring high dimensional repeatability. The machine allows for the combination of operations such as external and internal turning, axial drilling, cross drilling, threading, grooving, chamfering, parting off, and machining the opposite side of the workpiece—all in a single cycle. In practice, this enables the production of sleeves, pins, dowel pins, shafts, inserts, threaded components, and other precision engineering parts in accordance with customer specifications. The Star SB-20R Type G fits well within SABNER’s product portfolio, as it supports the series production of parts with complex geometries, repeatable tolerances, and high process stability.
Yes, SABNER machines are primarily designed for the series production of precision CNC-turned parts. We operate 8 new CNC automatic lathes, and the main machine used in the production process is the Star SB-20R Type G, selected for the stable, repeatable machining of parts from bar stock. Our machine tool fleet enables us to produce sleeves, pins, dowel pins, shafts, inserts, threaded parts, and other small metal components in accordance with the customer’s technical documentation. Production stability is supported by monthly TPM meetings, in-house maintenance, regular technical inspections, and a well-equipped toolroom, which reduces the risk of downtime and helps maintain process repeatability in long-term B2B series production projects.
Yes, SABNER’s machine tool fleet allows for the production of prototypes, trial batches, and short runs, but we treat these primarily as a implementation phase leading to subsequent series production. We work on new CNC lathes, primarily the Star SB-20R Type G model, which allows us to produce initial parts for validating geometry, tolerances, material, surface roughness, assembly, and process stability. Short runs are particularly justified when they are used for part qualification, functional testing, documentation approval, FAI, or preparation for long-term production. Our in-house tool shop, monthly TPM meetings, maintenance, and regular inspections support rapid process setup and its subsequent transition to stable, repeatable series production.
Yes, SABNER machines are capable of machining small and complex metal parts, particularly using precision CNC bar turning technology. The main machine used in our process is the Star SB-20R Type G automatic lathe, which performs well in the production of small components requiring repeatability, stable tolerances, and multiple operations in a single cycle. We can produce parts such as sleeves, pins, dowel pins, shafts, inserts, threaded components, and parts with holes, grooves, chamfers, threads, and geometries requiring CTQ dimensional control. We evaluate each project individually in terms of diameter, length, material, tolerances, surface roughness, process stability, and planned volume to confirm whether the part is suitable for series production on CNC lathes.
Yes, SABNER’s machine tool fleet ensures high production repeatability because it is based on new CNC automatic lathes designed for stable, series production of parts from bar stock. Currently, there are 8 automatic lathes in operation at the plant, and the main machine used in the process is the Star SB-20R Type G. Repeatability is supported not only by the machines themselves but also by monthly TPM activities, in-house maintenance, regular technical inspections, and the toolroom facilities for preparing and maintaining production tooling. As a result, SABNER can minimize the risk of downtime, respond more quickly to technological needs, and maintain a stable process in the long-term series production of precision CNC-turned parts.
Yes, thanks to our machine tool fleet, SABNER can produce parts with tight tolerances, particularly in the series production of precision CNC-turned parts from bar stock. We work on new CNC turning machines, and the main machine in our process is the Star SB-20R Type G, selected for the stable and repeatable machining of small metal components. In certain cases, we can achieve very tight tolerances, even down to ±0.001 mm; however, we assess each case individually based on the part’s geometry, material, CTQ dimensions, setup method, batch size, and measurement capabilities. Tolerance compliance is supported by monthly TPM activities, in-house maintenance, regular technical inspections, toolroom facilities, and quality control based on an inspection plan, first-piece measurements, and in-process inspections.
Yes, SABNER has machines suitable for machining small precision parts, as our machine tool fleet consists of new CNC automatic lathes designed for the stable production of parts from bar stock. The main machine in our process is the Star SB-20R Type G automatic lathe, which allows us to produce small metal components requiring repeatability, tight tolerances, and multiple operations in a single cycle. We manufacture, among other things, sleeves, pins, dowel pins, shafts, inserts, threaded components, and other technical parts in accordance with customer specifications. Currently, the facility operates 8 CNC automatic lathes, and process stability is supported by monthly TPM meetings, in-house maintenance, regular inspections, and a well-equipped toolroom.
Yes, SABNER’s machine tool fleet enables the machining of parts with complex geometries, provided the part’s geometry is compatible with precision CNC bar turning technology. The main machine in our process is the Star SB-20R Type G automatic lathe, which allows us to combine multiple operations in a single cycle, such as external and internal turning, drilling, threading, grooving, chamfering, parting off, and machining selected functional features of the part. This enables us to manufacture sleeves, pins, dowel pins, shafts, inserts, threaded components, and other small technical components that require repeatability and CTQ dimensional control. We analyze each project individually in terms of diameter, length, material, tolerances, surface roughness, clamping stability, and planned production volume to confirm whether the part is suitable for series production on CNC automatic lathes.
Yes, SABNER has machines capable of continuous operation for larger production runs, as our machine tool fleet consists of new CNC lathes designed for stable, repeatable production of parts from bar stock. The main machine in the production process is the Star SB-20R Type G, which enables the production of long runs of components requiring dimensional repeatability, process control, and consistent quality across successive batches. Currently, the production facility operates 8 CNC automatic lathes, and production capacity is being expanded in line with growing demand from B2B customers. The operation of the machine tool fleet is supported by monthly TPM activities, in-house maintenance, regular technical inspections, and a well-equipped toolroom, which helps minimize the risk of downtime and maintain production stability for series projects.
Yes, SABNER machines are regularly serviced and subject to technical oversight to maintain process stability in the series production of precision CNC-turned parts. Our machine fleet operates based on a monthly TPM program, in-house maintenance, and regular technical inspections, which help minimize the risk of downtime, detect component wear, and maintain machining repeatability. The main production machine, the Star SB-20R Type G, is operated under a controlled maintenance regimen in accordance with the requirements of series production. At the same time, we monitor our inspection and measurement equipment to ensure that part measurements, first-piece inspections, in-process inspections, and final inspections are consistent with the customer’s quality requirements.
Yes, SABNER is expanding its machine tool fleet as production scales up and customer demand for long-term series projects grows. Currently, the production facility operates 8 new CNC lathes, and the main machine type used in our process is the Star SB-20R Type G. We expand our machine tool fleet in a controlled manner to ensure that increased production capacity does not come at the expense of process stability, quality, or on-time delivery. Every expansion is aligned with the needs of series production, operator availability, maintenance, the toolroom, and the quality control system. Machine reliability is supported by monthly TPM activities, in-house maintenance, and regular technical inspections.
Yes, SABNER maintains a controlled reserve of production capacity in its machine tool fleet to be able to handle new series production projects and increased volumes from regular customers. Currently, the production facility operates 8 new CNC lathes, and the machine tool fleet is being expanded in line with the growing demand for precision turned parts from bar stock. However, we always assess production capacity on a case-by-case basis for each specific project, as it depends on the part’s geometry, cycle time, material, quality requirements, delivery schedule, and batch size. Production stability is supported by monthly TPM meetings, in-house maintenance, regular technical inspections, and a well-equipped toolroom, which allows us to better plan machine utilization and ensure delivery reliability in long-term projects.
A single machine failure should not affect on-time delivery, as SABNER operates on a single main type of automatic lathe, ensuring full project portability between machines. This means that an approved process can be transferred to another machine of the same type while maintaining the same technological parameters, tooling, quality control, and customer documentation requirements. This machine tool fleet model serves as a reliable production backup and minimizes the risk of delivery delays in the event of an unplanned failure of a single machine. Stability is further supported by monthly TPM sessions, in-house maintenance, regular technical inspections, and controlled production capacity reserves, enabling SABNER to safely manage long-term B2B series production projects.
Yes, SABNER has several machines with similar capabilities, as its machine fleet is based on a single main type of CNC lathe. This approach ensures full project portability between machines, meaning that an approved production process can be transferred to another machine of the same type while maintaining the same technical parameters, tooling, quality control, and customer documentation requirements. This is a crucial safeguard for series production, as in the event of a breakdown, maintenance, or temporary overload of a single machine, the production facilities can serve as a viable backup. The stability of this model is supported by monthly TPM meetings, in-house maintenance, regular technical inspections, and controlled production capacity.
Yes, SABNER’s machine tool fleet supports rapid order fulfillment, particularly for series and recurring projects. We work on new CNC lathes of a single main type, which ensures full project portability between machines and facilitates production planning. We prepare manufacturing processes using CAD/CAM software, a dedicated post-processor for the machines, and a virtual machine, allowing the process to be prepared and verified off the production machine. Once the machine is cleared, the project can be quickly implemented on the machine without unnecessarily tying up the machine tool fleet during the preparation stage. This approach shortens implementation time, reduces the risk of errors, and supports the timely fulfillment of series orders.
We do not select different types of machines for a part in the traditional sense, because SABNER’s machine tool fleet is based on a single main type of CNC turning machine, which ensures full project portability between machines. For a specific part, we primarily select the manufacturing technology, fixtures, tools, CNC program, cutting parameters, inspection method, and the required measurement plan. We analyze the geometry, material, tolerances, surface roughness, CTQ dimensions, cycle time, and quality requirements, and then prepare the process in a CAD/CAM environment using a dedicated post-processor and a virtual machine. This allows the project to be implemented on any compatible machine, without tying production to a single specific machine.
Yes, at SABNER, the production machines used to fulfill customer orders are CNC lathes designed for the series turning of precision parts from bar stock. Our main production machine is the Star SB-20R Type G automatic lathe, on which we produce turned parts such as sleeves, pins, dowel pins, shafts, inserts, threaded elements, and other components in accordance with the customer’s technical documentation. We do not treat our CNC milling machine as a machine for providing CNC milling services to customers; it operates as part of our in-house tool shop and is used to support the preparation, modification, and maintenance of production tooling. This means that CNC turning remains the core technology offered by SABNER, while milling serves solely as technical support for the process.
Yes, based on SABNER’s machine tool fleet, we can make a preliminary assessment of whether the part is suitable for our series production CNC turning technology on automatic lathes. However, information about the machines alone is not sufficient for a complete technological decision; therefore, for a reliable assessment, we need a 2D drawing, a STEP model, or a sample of the part. We analyze the diameter, length, material, tolerances, surface roughness, geometry, CTQ dimensions, quality requirements, cycle time, and planned volume. Since we work on compatible automatic lathes of a single main type, the design can be prepared in CAD/CAM, verified on a virtual machine, and evaluated for stable series production, repeatability, and the ability to migrate between machines.
Send an inquiry to SABNER
If you have technical documentation, a 3D model, a sample, or a part description, please submit the data for analysis. SABNER will evaluate feasibility, technology, material, inspection plan, lead time, and series production conditions.