FAQ: Vanliga frågor om CNC-svarvning
Nedan hittar du svar på de vanligaste frågorna om CNC-precisionssvarvning, tillverkning av små metalldelar, material, toleranser, prissättning, kvalitet, prototyper, ledtider, logistik och B2B-samarbete med SABNER.
SABNER är specialiserat på serietillverkning av CNC-svarvade precisionsdelar från stångmaterial, främst för B2B-kunder. Vi tillverkar delar utifrån teknisk dokumentation, 3D-modeller eller godkända prover, med fokus på repeterbarhet, kvalitetskontroll och leveranssäkerhet.
Om du letar efter en tillverkare av specialanpassade delar, se även:
Har du en färdig ritning, en STEP-modell eller ett komponentprov? Det snabbaste sättet är att skicka en förfrågan med uppgifter om material, volym, toleranser och kvalitetskrav.

Viktig information i korthet
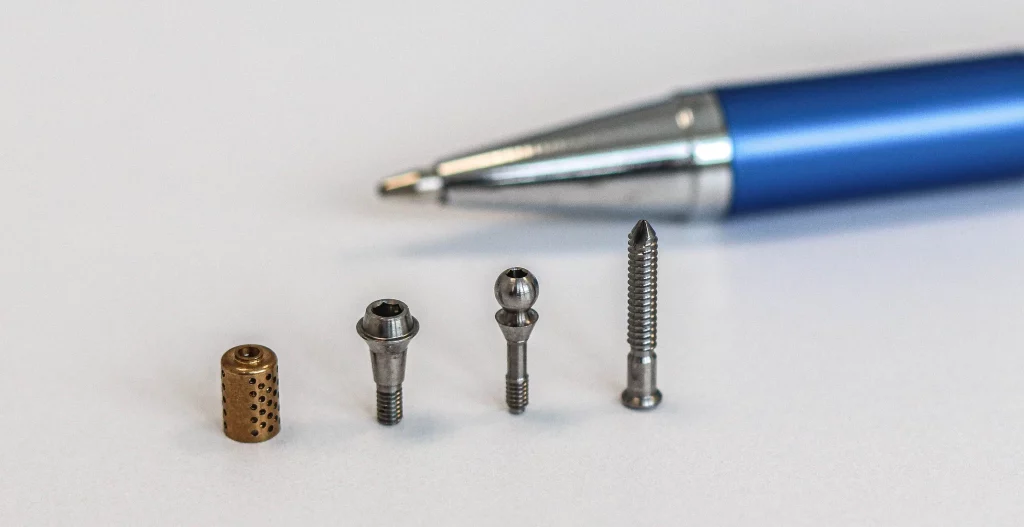
- SABNER tillverkar främst små, precisionsbearbetade CNC-svarvade detaljer av stångmaterial: hylsor, stift, styrstift, axlar, insatser, gängade komponenter och kopplingar.
- Det typiska sortimentet av detaljer omfattar diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, men vi utvärderar varje detalj individuellt.
- De vanligaste bearbetningsmaterialen är rostfritt stål, titan och mässing; för vissa projekt är även aluminium, koppar, automatstål och specialmaterial möjliga.
- Prissättningen beror på geometri, toleranser, material, volym, kvalitetsdokumentation, ytterligare bearbetningssteg och önskad ledtid.
- Vanliga frågor är indelade efter ämne så att du snabbt kan hitta svar innan du skickar en offertförfrågan eller innan serietillverkningsfasen inleds.
Vad bör du förbereda inför en offert på en CNC-detalj?
För att kunna ta fram en offert är det bäst att skicka in en teknisk 2D-ritning, en 3D-modell eller ett prov på delen, tillsammans med information om material, antal, årlig volym, önskade toleranser, ytfinish, kvalitetsdokumentation, förpackning och förväntat leveransdatum. Skicka in alla uppgifter via kontaktformuläret.
Erbjudande och tjänsteutbud
I detta avsnitt besvaras frågor om vilka små metalldelar SABNER tillverkar, vilka vi samarbetar med och när det är bäst att skicka in en offertförfrågan.
SABNER tillverkar oftast små, precisionskomponenter i metall med en diameter på upp till Ø20 mm, främst tillverkade av rostfritt stål, titan och mässing. Vi är specialiserade på tillverkning av skräddarsydda CNC-svarvade delar, tillverkade enligt kundens tekniska dokumentation och avsedda för industriella B2B-tillämpningar. Vanligtvis tillverkar vi hylsor, gängade hylsor, styrstift, axlar, stift, metallinsatser, gängade komponenter, kopplingar och specialdelar som kräver hög dimensionell repeterbarhet. SABNER utför främst serietillverkning och återkommande projekt där en stabil tillverkningsprocess, kvalitetskontroll och full överensstämmelse med kundens tekniska krav är av avgörande betydelse.
Ja, SABNER är specialiserat på tillverkning av små precisionsdelar, särskilt små precisionskomponenter i metall som tillverkas med CNC-svarvningsteknik. Vi tillverkar delar med diametrar upp till Ø20 mm, främst av rostfritt stål, titan och mässing, i enlighet med kundens tekniska dokumentation. Vår specialisering omfattar komponenter som kräver hög repeterbarhet, stabila toleranser och kvalitetskontroll vid serietillverkning. Oftast tillverkar vi hylsor, stift, styrstift, axlar, gängade komponenter, insatser och andra tekniska precisionsdelar som används inom B2B-branscher, där processäkerhet och uppfyllande av konstruktionskrav är av största vikt.
Ja, SABNER utför serietillverkning av små metalldelar, särskilt precisionskomponenter som CNC-svarvas med diametrar upp till Ø20 mm. Vårt företag fokuserar på återkommande B2B-projekt där en stabil process, måttnoggrannhet och kvalitetskontroll mellan på varandra följande produktionssatser är av avgörande betydelse. Vi tillverkar delar av rostfritt stål, titan och mässing utifrån kundens tekniska dokumentation, och processen kan omfatta framställning av en pilotserie, validering av parametrar och efterföljande serietillverkning. SABNER är särskilt väl lämpat för återkommande projekt som kräver precisionshylsor, stift, axlar, insatser, gängade delar eller andra små tekniska komponenter.
Ja, SABNER tillverkar specialanpassade delar utifrån kundens tekniska ritningar, främst i form av små, precisionssvarvade CNC-delar med en diameter på upp till Ø20 mm. Vi tillverkar delar av rostfritt stål, titan och mässing utifrån 2D-ritningar, 3D-modeller eller överenskomna tekniska specifikationer. Tekniska ritningar gör det möjligt för oss att bedöma delens geometri, toleranser, materialkrav, gängor, ytjämnhet och eventuella kvalitetskrav.
SABNER tillverkar främst delar för företag och B2B-kunder som behöver repeterbara, precisionsbearbetade metallkomponenter för tekniska eller industriella tillämpningar. Vårt företag är specialiserat på serietillverkning av små CNC-svarvade delar med diametrar upp till Ø20 mm, tillverkade av rostfritt stål, titan och mässing enligt kundens tekniska dokumentation. Vi fokuserar inte på enskilda konsumentbeställningar eller hobbyprojekt, eftersom vår process är optimerad för stabil, repeterbar produktion, kvalitetskontroll och långsiktigt samarbete. SABNER passar bäst som leverantör av precisionsdelar till tillverkare, systemintegratörer, inköpsavdelningar, FoU-avdelningar och företag som utvecklar egna tekniska produkter.
SABNER erbjuder främst CNC-precisionssvarvning av små metalldelar, skräddarsydda enligt kundens tekniska dokumentation. Vi är specialiserade på tillverkning av delar med diametrar upp till Ø20 mm av rostfritt stål, titan och mässing, särskilt för serietillverkning och återkommande projekt för B2B-kunder. SABNER tillverkar även precisionsdelar, svarvade delar, metallkomponenter, fästelement och tekniska prototyper som ett förberedande steg inför stabil serietillverkning.
Ja, SABNER erbjuder prototypbearbetning, men vi ser det främst som ett förberedande steg inför efterföljande serietillverkning av små metalldelar. Vi tillverkar prototyper och provserier av CNC-svarvade delar med diametrar upp till Ø20 mm av rostfritt stål, titan och mässing för att verifiera geometri, toleranser, material och processstabilitet innan vi startar större produktionsserier. Vi utmärker oss i B2B-projekt där prototypen är avsedd att leda till repeterbar produktion av delar i enlighet med kundens tekniska dokumentation. SABNER erbjuder prototyptillverkning av små precisionsdelar som en del av en bredare process för industrialisering och validering av komponenter.
Ja, SABNER tillverkar stora produktionsserier av små metalldelar, och serietillverkning är ett av våra huvudsakliga specialområden. Vi betraktar vanligtvis prototyper och pilotserier som en utvecklingsfas som gör det möjligt för oss att verifiera delen innan vi inleder repeterbar CNC-produktion. SABNER tillverkar precisionskomponenter med diametrar upp till Ø20 mm av rostfritt stål, titan och mässing, särskilt för B2B-kunder som kräver stabil leverans, kvalitetskontroll och överensstämmelse med teknisk dokumentation. Vi utmärker oss i återkommande projekt där vi, efter processvalidering, kan erbjuda regelbunden serieproduktion av svarvade delar, bussningar, stift, styrstift, gängade komponenter och andra tekniska delar.
Ja, SABNER kan inleda ett projekt utifrån ett prov även utan färdig teknisk dokumentation, eftersom vi har en process som gör det möjligt för oss att övergå från en fysisk detalj till en strukturerad produktionsspecifikation. Efter att ha mottagit provet utför vi en teknisk analys, identifierar CTQ-krav och utarbetar vår egen produktionsdokumentation, projektblad, produktionsteknik och kontrollplan. De tekniska specifikationerna skickas sedan till kunden för godkännande, vilket säkerställer att serietillverkningen baseras på överenskomna krav snarare än att endast kopiera en befintlig komponent. SABNER genomför sådana projekt främst för små metallkomponenter upp till Ø20 mm tillverkade av rostfritt stål, titan och mässing, särskilt när provet ska fungera som utgångspunkt för en stabil och repeterbar CNC-tillverkning.
Har du en teknisk ritning, en 3D-modell eller en provdel? Skicka en förfrågan till SABNER och ange material, volym, toleranser och kvalitetskrav.

Bearbetningstekniker och processer
Här förklarar vi SABNERs utbud av tekniker: CNC-svarvning, kompletterande bearbetningar på svarvautomater samt begränsningar gällande CNC-fräsning.
SABNER utför endast CNC-svarvning och erbjuder inte CNC-fräsning som en separat tjänst. Vi är specialiserade på precisionstillverkning av små metalldelar med diametrar upp till Ø20 mm, tillverkade av rostfritt stål, titan och mässing på svarvautomater. Vi fokuserar på svarvade delar såsom hylsor, styrstift, stift, axlar, insatser, gängade element och andra axiella komponenter som tillverkas enligt kundens tekniska dokumentation eller vår egen godkända dokumentation som utarbetats utifrån ett prov.
Ja, SABNER utför uteslutande CNC-svarvning som sin primära tillverkningsteknik och erbjuder inte CNC-fräsning som en separat tjänst. Vi är specialiserade på serietillverkning av små metalldelar från europeiskt draget stångmaterial på CNC-svarvautomater från Star Micronics, med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm. Som en del av svarvningsprocessen utför vi även kompletterande bearbetningar som är typiska för svarvautomater, såsom borrning, gängning, brotschning, fasning och avstickning. SABNER tillverkar främst delar av rostfritt stål, titan och mässing, med fokus på precisionshylsor, stift, styrstift, axlar, insatser, gängade komponenter och andra svarvade delar för B2B-serietillverkningsprojekt.
Nej, SABNER erbjuder inte CNC-fräsning som en fristående tjänst – vi är uteslutande specialiserade på CNC-svarvning av små metalldelar.
SABNER utför borrning, gängning och brotschning som kompletterande arbetsmoment i CNC-svarvningsprocessen för små metalldelar. Detta är typiska bearbetningssteg som utförs på svarvautomater vid tillverkning av hylsor, stift, axlar, insatser, kopplingar och gängade komponenter med diametrar upp till Ø20 mm. Vi erbjuder inte dessa processer som separata verkstadstjänster, utan snarare som en del av den kompletta serietillverkningen av precisionssvarvade CNC-delar.
SABNER erbjuder inte bearbetning på fleraxliga fräscentra som en separat tjänst, eftersom vi är specialiserade på CNC-svarvning på svarvautomater. Vår process är utformad för serietillverkning av små metalldelar från europeiskt draget stångmaterial, med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm.
Ja, SABNER kan tillverka en detalj i en enda produktionscykel på en svarvautomat om detaljens geometri, nödvändiga bearbetningssteg och toleranser möjliggör fullständig bearbetning från stångmaterial utan ytterligare inställningar eller underleverantörer. I praktiken gäller detta många små svarvade detaljer med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, såsom hylsor, stift, styrstift, axlar, insatser och gängade komponenter. I en enda process kan vi kombinera svarvning, borrning, gängning, brotschning, fasning och avstickning, vilket förbättrar den dimensionella repeterbarheten, förkortar cykeltiden och minskar risken för fel mellan olika bearbetningssteg. Vi utvärderar varje detalj individuellt utifrån en teknisk ritning eller ett prov för att bekräfta om fullständig bearbetning i en enda cykel är tekniskt genomförbar och stabil för serietillverkning.
Ja, SABNER kan kombinera flera processer i ett och samma projekt, men CNC-svarvning av små metalldelar utgör fortfarande kärnan i vår verksamhet. Som en del av vår interna tillverkningsprocess utför vi svarvning, borrning, gängning, brotschning, fasning, avstickning, teknisk rengöring och specialanpassad förpackning som standardsteg i produktionen. Om ett projekt kräver externa processer såsom passivering, förnickling, förzinkning, anodisering, elektropolering eller värmebehandling kan SABNER samordna dessa via kvalificerade samarbetspartner och genomföra kontroller efter bearbetningen. Vi utvärderar varje projekt individuellt för att säkerställa ett stabilt processflöde, efterlevnad av kundens dokumentation och jämn kvalitet i serieproduktionen.
SABNER tillverkar precisionsmetallkomponenter av europeiskt draget stångmaterial, som bearbetas med CNC-svarvningsteknik på svarvautomater. Vi väljer råmaterialet utifrån projektkraven och använder stångmaterial från kvalificerade leverantörer med en tolerans på minst h9, dubbelsidig fasning och ett materialcertifikat 3.1. Denna standard säkerställer stabil materialmatning under processen, dimensionell repeterbarhet och spårbarhet av satser vid serietillverkning av små metallkomponenter.
SABNER bearbetar vanligtvis inte gjutgods, smidesgods eller icke-standardiserade halvfabrikat som levereras av kunden, eftersom vår process är optimerad för serietillverkning med CNC-svarvning av draget stångmaterial. Projekt baserade på gjutgods, smidesgods, plåtar, block eller halvfabrikat som kräver fräsning passar inte in i SABNERs kärnverksamhet.
Ja, SABNER kan bedöma om en detalj är lämplig för CNC-svarvning istället för fräsning, särskilt om detaljen har axiell geometri eller kan optimeras för bearbetning med stångmatning. Vi analyserar den tekniska ritningen, 3D-modellen eller provet med avseende på diameter, längd, axiell geometri, toleranser, gängor, hål, ytjämnhet, material och CTQ-mått. Om delen innehåller egenskaper som vanligtvis förknippas med fräsning, bedömer vi om de kan ersättas med en lösning som är mer lämplig för svarvning, utan att delens funktion äventyras. SABNER är specialiserat på serietillverkning av precisionssvarvade delar med diametrar från Ø0,8 mm till Ø20,0 mm; därför gör en sådan analys att vi snabbt kan bekräfta om konstruktionen passar vår produktionsprofil.
Ja, SABNER kan jämföra två tillverkningsalternativ för en komponent, särskilt om målet är att välja den bästa lösningen för serietillverkning genom CNC-svarvning. Vi analyserar varianterna utifrån komponentens geometri, material, CTQ-krav, toleranser, ytjämnhet, cykeltid, enhetskostnad, processstabilitet, risk för defekter samt möjligheten att tillverka från europeiskt draget stångmaterial. Jämförelsen kan till exempel omfatta en version som överensstämmer med den ursprungliga ritningen och en variant som är optimerad för produktion på svarvautomater, utan att komponentens tekniska funktion förändras. SABNER identifierar vilken variant som är mest fördelaktig med avseende på repeterbar serietillverkning, kvalitetskontroll, totalkostnad och leveranssäkerhet.
Material
I detta avsnitt beskriver vi de material som oftast används i SABNER-projekt: rostfritt stål, titan, mässing, aluminium, koppar och utvalda specialmaterial.
SABNER bearbetar främst rostfritt stål, titan och mässing, eftersom dessa material passar bäst för vår specialisering inom CNC-svarvning av små metalldelar i serietillverkning. När det gäller rostfritt stål arbetar vi oftast med stålkvaliteterna 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316 och 1.4404 / AISI 316L, samt andra stålkvaliteter som anges i kundens dokumentation. Beroende på projektkraven tillverkar vi även delar av titan och mässing, särskilt när materialets korrosionsbeständighet, ledningsförmåga, vikt eller biokompatibilitet är viktiga egenskaper. I mer sällsynta fall bearbetar SABNER även aluminium, olegerat stål – inklusive automatstål 11SMnPb30 – konstruktionsstål S235 / S355 samt specialmaterial som Inconel eller andra svårbearbetade stål.
Ja, SABNER bearbetar rostfritt stål, och det är ett av de främsta materialen i vår serieproduktion av CNC-svarvade precisionsdetaljer. Vi tillverkar oftast detaljer av rostfria stål 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316 och 1.4404 / AISI 316L, samt andra stålkvaliteter som anges i kundens dokumentation. Vi tillverkar små metallkomponenter av europeiskt draget stångmaterial, med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm. Vi utvärderar varje detalj individuellt med avseende på geometri, toleranser, ytjämnhet, CTQ-krav, stålkvalitet och förmågan att upprätthålla en stabil och repeterbar serietillverkning.
SABNER tillverkar aluminiumdelar, men det är inte vårt primära specialområde. Vår huvudsakliga verksamhet omfattar CNC-svarvning av små metalldelar tillverkade av rostfritt stål, titan och mässing; vi bearbetar aluminium mer sällan, liksom olegerat stål, när kundens specifikationer och projektets karaktär så kräver.
Ja, SABNER tillverkar mässingskomponenter, särskilt små CNC-svarvade delar som tillverkas i serie från stångmaterial. Mässing är ett av de viktigaste materialen i vår produktion, tillsammans med rostfritt stål och titan, eftersom det fungerar väl i precisionshylsor, stift, insatser, kopplingar, gängade delar och tekniska komponenter som kräver stabil bearbetning och en högkvalitativ ytfinish.
Ja, SABNER kan bearbeta koppar, men vi utvärderar varje sådan detalj individuellt med avseende på materialkvalitet, geometri, toleranser, ytjämnhet och stabiliteten i CNC-svarvningsprocessen. Koppar är inte vårt primära produktionsmaterial – vi bearbetar oftast rostfritt stål, titan och mässing – men kopparkomponenter kan vara genomförbara om de ligger inom våra tekniska möjligheter. Vi lägger särskild vikt vid kopparns benägenhet att deformeras, materialmatning, ytkvalitet och funktionella krav, såsom elektrisk eller termisk ledningsförmåga. SABNER är bäst lämpat för serietillverkade svarvade delar tillverkade av stångmaterial, med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm.
Nej, SABNER tillverkar inte detaljer av tekniska plaster som en del av sitt standardproduktionssortiment, eftersom vi är specialiserade på CNC-precisionssvarvning av små metalldetaljer. Vår process är optimerad för serietillverkning av europeiskt draget stångmaterial, främst rostfritt stål, titan och mässing, och i vissa fall även aluminium, olegerat stål eller specialmaterial. Vi tillverkar detaljer med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, såsom hylsor, stift, styrstift, axlar, insatser, gängade element och andra precisionssvarvade detaljer. Om projektet involverar tekniska plaster är SABNER inte rätt leverantör, såvida inte plasten enbart används som en del av en sammansättning och tillverkningen fokuserar på en metallkomponent.
Ja, SABNER kan bearbeta automatstål, men det är inte vårt primära produktionsmaterial och vi utvärderar varje detalj individuellt. Vi är främst specialiserade på CNC-svarvning av små metalldelar tillverkade av rostfritt stål, titan och mässing i serietillverkning; vi bearbetar dock automatstål – inklusive 11SMnPb30 – i utvalda projekt, förutsatt att material, geometri, toleranser och kvalitetskrav överensstämmer med våra tekniska möjligheter. Automatstål lämpar sig väl för effektiv serietillverkning genom svarvning; beslutet att använda det beror dock på detaljens funktion, hållfasthetskrav, korrosionsbeständighet, ytbehandling och den förväntade produktionsskalan. SABNER tillverkar sådana detaljer främst av stångmaterial, med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm.
Ja, SABNER bearbetar titan med hjälp av CNC-precisionssvarvning, särskilt för små metalldelar som tillverkas i serie från stångmaterial. Titan är ett av de viktigaste materialen i vårt sortiment, tillsammans med rostfritt stål och mässing, och vi använder det i projekt som kräver hög korrosionsbeständighet, låg vikt, goda mekaniska egenskaper eller biokompatibilitet. Vi tillverkar titandelar med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm; varje del utvärderas individuellt utifrån teknisk dokumentation eller ett prov.
Ja, SABNER hjälper till att välja rätt material för tillämpningen, särskilt när delen ska serietillverkas med hjälp av CNC-svarvning från stångmaterial. Vi analyserar delens funktion, driftsmiljö, hållfasthetskrav, korrosionsbeständighet, ledningsförmåga, vikt, ytjämnhet, toleranser, möjligheten att upprätthålla en stabil process samt tillgången på råmaterial med materialcertifikat 3.1. Vi rekommenderar oftast lösningar med rostfritt stål, mässing och titan, och där det är motiverat även aluminium, automatstål, konstruktionsstål eller specialmaterial som Inconel. Målet med materialvalet är inte bara att uppfylla tekniska krav utan också att säkerställa repeterbar produktion, förutsägbara enhetskostnader och jämn komponentkvalitet mellan efterföljande serier.
För delar som används vid höga temperaturer väljer SABNER material från fall till fall, eftersom det rätta valet beror på driftstemperatur, exponeringstid, mekanisk belastning, korrosiv miljö, termiska cykler och den erforderliga dimensionsstabiliteten. I många tillämpningar har lämpliga rostfria stålkvaliteter, såsom 1.4401 / AISI 316 eller 1.4404 / AISI 316L, visat sig vara effektiva när korrosionsbeständighet och måttliga driftstemperaturer är avgörande. Under mer krävande förhållanden kan titan eller specialmaterial såsom Inconel övervägas om delen kräver hög värmebeständighet och stabilitet i en tuff miljö. SABNER analyserar sådana fall utifrån komponentens funktion, tekniska ritning, råmaterial, toleranser och krav på CNC-serietillverkning.
Ja, SABNER kan föreslå ett ersättningsmaterial med liknande egenskaper, förutsatt att komponentens funktion, tekniska krav och driftsförhållanden tillåter det. Vi analyserar det material som anges i kundens dokumentation med avseende på korrosionsbeständighet, hållfasthet, hårdhet, bearbetbarhet, dimensionsstabilitet, tillgång till dragna stänger med materialcertifikat 3.1 samt påverkan på kostnaden för CNC-serietillverkning. Detta gäller oftast ersättningsmaterial inom kategorierna rostfria stål, mässing, titan, aluminium, automatstål eller specialmaterial; dock kräver varje materialbyte kundens godkännande innan produktionen påbörjas. SABNER kan föreslå ett tekniskt välgrundat alternativ, men det slutgiltiga godkännandet av ersättningsmaterialet ligger alltid hos kunden eller ägaren av konstruktionsdokumentationen.
Ja, SABNER kan bearbeta olika material med samma maskinpark, eftersom vår produktion baseras på CNC-svarvar som är utformade för serietillverkning av små metalldelar från stångmaterial. Vi tillverkar oftast delar av rostfritt stål, titan och mässing, och för utvalda projekt även av aluminium, automatstål, konstruktionsstål, koppar eller specialmaterial. Varje material kräver en separat teknisk analys, val av verktyg, skärparametrar, kylning, kvalitetskontroll och processhantering. SABNER utvärderar varje del individuellt för att bekräfta att det specifika materialet, geometrin, toleranserna och ytkraven möjliggör en stabil serietillverkning på vår maskinpark.
SABNER utför vanligtvis inte svarvning på värmebehandlat material; i många projekt är det tekniskt sett mer fördelaktigt att först utföra CNC-svarvning av delen, följt av värmebehandlingsprocessen och verifiering av att delen uppfyller kraven i den tekniska dokumentationen. Detta tillvägagångssätt möjliggör bättre kontroll över materialets bearbetbarhet, processstabilitet, ytkvalitet och dimensionell repeterbarhet vid serietillverkning. Vi fastställer arbetssekvensen från fall till fall under den tekniska analysfasen, med hänsyn till material, geometri, toleranser, CTQ-mått och risken för deformation efter värmebehandlingen. Den slutgiltiga produktionsplanen bekräftas alltid med kunden innan produktionen påbörjas.
Tekniska möjligheter och komponentspecifikationer
I detta avsnitt av FAQ sammanställs svar rörande dimensioner, toleranser, ytjämnhet, gängor, mikrohål och CTQ-krav för precisionsdetaljer som bearbetas med CNC-svarvning.
SABNER bearbetar små metalldelar med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till maximalt 150 mm. Dessa parametrar passar bäst för vår specialisering inom CNC-precisionssvarvning från stångmaterial på svarvautomater, särskilt för serietillverkning av komponenter tillverkade av rostfritt stål, titan, mässing och utvalda specialmaterial. Vi utvärderar varje detalj individuellt, eftersom den faktiska tillverkbarheten inte bara beror på diameter och längd, utan även på geometri, toleranser, material, förhållandet mellan längd och diameter, kvalitetskrav och produktionsskala.
SABNER tillverkar mycket små CNC-svarvade detaljer, med en diameter från Ø0,8 mm och en detaljlängd på 1 mm. Dessa är de minsta värdena som motsvarar vår specialisering inom serietillverkning av små metallkomponenter från stångmaterial, särskilt rostfritt stål, titan och mässing. Sådana små komponenter kräver stabil materialmatning, lämpligt valda verktyg, en precis process och CTQ-måttkontroll; därför utvärderar vi varje detalj individuellt utifrån en teknisk ritning eller ett prov. SABNER är bäst lämpat för mikrosvarvade detaljer, såsom stift, hylsor, styrstift, axlar, insatser och gängade komponenter, som tillverkas i serie för B2B-kunder.
SABNER kan uppnå mycket snäva dimensionstoleranser – i vissa fall så snäva som ±0,001 mm – men vi bedömer dessa från fall till fall för varje specifik detalj, material och kritisk dimension. Sådana krav analyseras utifrån teknisk dokumentation, detaljens geometri, diameter, längd, processstabilitet, fixturmetoder och mätmöjligheter. För serietillverkningsprojekt identifierar SABNER CTQ-mått, bekräftar den uppnåeliga toleransnivån innan produktionen påbörjas och väljer en kontrollplan för att säkerställa dimensionell repeterbarhet mellan efterföljande satser.
Ja, SABNER tillverkar delar med mycket snäva dimensionstoleranser – i vissa fall till och med ner till ±0,001 mm – förutsatt att en sådan tolerans krävs och kan upprätthållas konsekvent för en given CTQ-mått. Vi är specialiserade på serietillverkning via CNC-svarvning av små metalldelar med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm; därför analyserar vi alltid toleranserna från fall till fall utifrån delens geometri, material, dimensionell funktion, mätmetod och den erforderliga repeterbarheten i serietillverkningen. För precisionsprojekt identifierar SABNER kritiska egenskaper, väljer tillverkningsprocess, utarbetar en kontrollplan och bekräftar förmågan att upprätthålla den erforderliga toleransen innan produktionen påbörjas. Följaktligen baseras produktionen inte på en allmän försäkran utan på en godkänd process och kontroll i enlighet med kundens tekniska dokumentation.
SABNER kan upprätthålla dimensionell repeterbarhet vid volymproduktion, förutsatt att processen, CTQ-måtten och kontrollplanen för en specifik komponent har godkänts i förväg. För projekt som kräver ett tillvägagångssätt i enlighet med IATF/APQP/PPAP tillämpar vi processkontrollparametrar som är typiska för fordonsindustrin: processkapabilitetsanalys (Cp/Cpk), med ett mål på Cpk ≥ 1,33 för standardegenskaper och Cpk ≥ 1,67 för kritiska eller säkerhetsrelaterade egenskaper om kunden så kräver; SPC-kontroll för CTQ-mått; MSA för mätsystemet, förstastycksgodkännande, en godkänd kontrollplan, full spårbarhet av materialpartier och mätresultat samt kvalitetsdokumentation i enlighet med kundens krav.
SABNER kan uppnå en ytjämnhet som överensstämmer med kraven i kundens tekniska dokumentation genom att välja lämplig svarvteknik, verktyg, skärparametrar, kontrollmetoder och – vid behov – rengörings- och förpackningsprocesser för detaljerna. Vid standardmässig CNC-precisionssvarvning uppnår vi vanligtvis en ytjämnhet på Ra 0,8–1,6 µm, och med en korrekt vald process cirka Ra 0,4 µm. För utvalda funktionella ytor kan vi skräddarsy processen för att uppnå betydligt lägre värden, till och med ner till Ra 0,05 µm, om en sådan parameter anges som ett tekniskt krav för delen. Vi övervakar ytjämnheten med hjälp av mätutrustning, inklusive en ytjämnhetsmätare och en profilometer, och resultaten kan inkluderas i kvalitetsdokumentationen för en given sats.
Ja, SABNER tillverkar inre och yttre gängor som en standarddel av CNC-svarvningsprocessen för små metalldelar. Vi utför gängning på detaljer som bearbetas från stångmaterial, oftast rostfritt stål, titan och mässing, med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm. Beroende på den tekniska dokumentationen tillverkar vi metriska, special- eller funktionsgängor och kombinerar dem med svarvning, borrning, brotschning, fasning och avstickning som en del av en enda, stabil process på svarvautomater. Vi utvärderar varje gänga individuellt med avseende på diameter, längd, toleranser, material, erforderlig noggrannhetsklass, kontrollmetod och repeterbarhet vid serietillverkning.
Ja, SABNER kan tillverka mycket tunnväggiga CNC-svarvade detaljer om detaljen, efter en teknisk analys, möjliggör en stabil och repeterbar serietillverkning. Detta gäller särskilt små metalldelar som bearbetas från stångmaterial, såsom hylsor, distanshylsor, tunnväggiga insatser, styrelement eller precisionsrörkomponenter med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm. För sådana detaljer är deformationskontroll, metoden för materialstöd, väggtjocklek, förhållandet mellan längd och diameter, materialet samt de erforderliga toleranserna och ytjämnheten av avgörande betydelse. SABNER utvärderar varje tunnväggig detalj individuellt utifrån en teknisk ritning eller ett prov och väljer sedan svarvteknik, kontrollplan och processkontrollmetoder för serietillverkning i enlighet med kundens krav.
Ja, SABNER bearbetar detaljer med komplexa geometrier, förutsatt att detaljen faller inom ramen för CNC-precisionssvarvning från stångmaterial. Detta gäller främst små metallkomponenter med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, såsom hylsor, stift, styrstift, axlar, insatser, gängade element och detaljer med hål, fasningar, underskärningar, inre och yttre gängor eller som kräver brotschning.
Ja, SABNER kan tillverka mikrohål och mycket små hål i CNC-svarvade detaljer, förutsatt att konstruktionen faller inom ramen för vår stångbearbetningsteknik. Vi utför sådana bearbetningar som en del av serietillverkningen av små metallkomponenter med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, främst tillverkade av rostfritt stål, titan och mässing. Vi tillverkar mycket små hål genom svarvning, borrning och brotschning på svarvautomater, med kritisk dimensionskontroll (CTQ) i enlighet med kundens dokumentation. Vi utvärderar varje detalj individuellt, eftersom tillverkbarheten för ett mikrohål beror på dess diameter, djup, toleranser, material, inriktning och den erforderliga repeterbarheten vid serietillverkning.
Ja, SABNER tillverkar delar avsedda för vidare automatiserad montering, särskilt små CNC-svarvade delar som kräver stabil geometri, repeterbara dimensioner och kontrollerad ytkvalitet. För sådana projekt analyserar vi inte bara själva ritningen utan även hur delarna matas in, orienteras och monteras i kundens process, eftersom faktorer som grader, fasningar, kanter, teknisk renhet, repeterbarhet av längder, diametrar och gängor, samt förpackningsmetoder, är avgörande för automatiseringen. SABNER kan integrera teknisk rengöring, specialförpackning, märkning, spårbarhet av satser och CTQ-kontrollkrav som standardelement i tillverkningsprocessen. Som ett resultat förbereds delarna inte bara för kvalitetskontroll utan också för tillförlitlig användning i automatiserad serieproduktion.
Ja, SABNER kan upprätthålla kritiska CTQ-mått genom hela produktionspartiet, förutsatt att processen, kontrollplanen och mätmetoden för den specifika delen har godkänts i förväg. Vid serietillverkning identifierar vi kritiska dimensioner redan i det tekniska analysstadiet; därefter validerar vi den första detaljen, genomför kontroll under tillverkningen i enlighet med kontrollplanen och släpper partiet först efter slutlig kvalitetsverifiering. För projekt som kräver en högre nivå av övervakning kan vi tillämpa en SPC-metod, Cp/Cpk-processkapabilitetsanalys, MSA för mätsystemet samt full spårbarhet av materialpartier och kontrollresultat. SABNER fokuserar på serietillverkning med CNC-svarvning av små metalldelar, där processstabilitet och dimensionell repeterbarhet är grundläggande för produktionen.
Ja, SABNER kan tillverka detaljer med smala spår, små radier, underskärningar och andra små geometriska detaljer, förutsatt att de kan tillverkas på ett tillförlitligt sätt med hjälp av CNC-svarvning från stångmaterial. Vi analyserar sådana komponenter från fall till fall utifrån tekniska ritningar eller prover, med hänsyn till spårbredd och -djup, hörnradie, verktygstillgänglighet, material, toleranser, ytjämnhet samt hur en viss detalj påverkar verktygslivslängd och cykeltid. SABNER är specialiserat på små metalldelar med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm; därför kan smala spår och små radier ingå i en serieproduktionsprocess om de är korrekt definierade som tekniska krav. För kritiska CTQ-mått väljer vi teknik, verktyg och kontrollplan för att säkerställa repeterbara resultat i hela serien.
Ja, SABNER bearbetar delar som är känsliga för deformation om det, efter en teknisk analys, är möjligt att säkerställa en stabil och repeterbar serietillverkning. Detta gäller främst små CNC-svarvade detaljer, såsom tunnväggiga hylsor, långa stift, smala axlar, små insatser eller komponenter med tunna väggar, bearbetade från stångmaterial med en diameter på mellan Ø0,8 mm och Ø20,0 mm och en längd på mellan 1 mm och 150 mm. För sådana detaljer är valet av arbetssekvens, skärparametrar, verktyg, metoden för att stödja och spänna upp arbetsstycket och den dimensionella kontrollplanen (CTQ) av avgörande betydelse. SABNER utvärderar varje projekt individuellt för att minimera risken för böjning, vibrationer, deformation efter avstickning eller toleransavvikelser i hela produktionspartiet.
Ja, SABNER kan tillverka en komponent som kräver flera kontroller under tillverkningen om en sådan övervakningsnivå motiveras av tekniska krav, CTQ-toleranser eller processrisker. I sådana projekt fastställer vi redan i processplaneringsfasen vilka egenskaper som måste kontrolleras efter specifika bearbetningssteg och inkluderar dem sedan i kontrollplanen för att säkerställa processstabilitet och undvika att avvikelser upptäcks först i slutet av serien. Kontroller under tillverkningen kan bland annat omfatta kritiska dimensioner, diametrar, längder, hål, gängor, ytjämnhet, rundgång, kanter eller funktionella egenskaper som anges i kundens dokumentation. SABNER tillämpar detta tillvägagångssätt särskilt på precisionsdetaljer som tillverkas med CNC-svarvning i serieproduktion, där dimensionell repeterbarhet, fullständig överensstämmelse med dokumentationen och förmågan att snabbt reagera på processavvikelser är avgörande.
Tekniskt stöd / DFM / Optimering
Här beskriver vi hur SABNER hjälper till att bedöma en detaljs tillverkbarhet, optimera konstruktionen för serietillverkning och minska risken för kostnadsöverskridanden eller kvalitetsproblem.
Ja, SABNER kan ta över tillverkningen av en komponent som för närvarande tillverkas av en annan leverantör om komponenten passar in i vår profil för serietillverkning med CNC-svarvning från stångmaterial. För ett sådant projekt analyserar vi den tekniska ritningen, 3D-modellen, ett prov av den befintliga komponenten, kvalitetskrav, tidigare problem, CTQ-toleranser, material och förväntad årlig volym, varefter vi utarbetar vår egen tillverkningsprocess, produktionsdokumentation, projektblad och kontrollplan. Om kunden inte har fullständig dokumentation kan vi börja med att skaffa ett prov, genomföra en teknisk analys och ta fram dokumentation för kundens godkännande. SABNERs mål är att på ett säkert sätt ta över tillverkningen så att komponentens funktion bevaras, processstabiliteten förbättras, spårbarheten mellan olika serier säkerställs och en jämn kvalitet upprätthålls i efterföljande produktionsomgångar.
Ja, SABNER hjälper till att optimera konstruktionen av detaljer för CNC-tillverkning, särskilt vid serietillverkning av precisionsdetaljer från stångmaterial. Vi analyserar geometri, toleranser, ytjämnhet, material, CTQ-mått, cykeltid, möjligheten till stabil uppspänning, risken för deformation samt kvalitetskrav, och identifierar sedan de delar som kan förenklas eller förfinas utan att detaljens funktion äventyras. Vi stödjer processförberedelserna med CAD/CAM-programvara, en specialanpassad postprocessor och en virtuell maskin, vilket gör det möjligt för oss att verifiera tillverkningsprocessen innan produktionen startas på en svarvautomat. Målet med optimeringen är att förbättra repeterbarheten, förkorta cykeltiden, minska risken för defekter och sänka enhetskostnaden vid serietillverkning.
Ja, SABNER kan analysera konstruktionen och identifiera tillverkningsrisker innan CNC-serietillverkningen inleds. Som en del av analysen utvärderar vi detaljens geometri, material, toleranser, ytjämnhet, CTQ-mått, möjligheten att bearbeta från stångmaterial, stabiliteten i svarvningsprocessen, risken för deformation, mätningssvårigheter, benägenhet för grader, krav på gängor, hål och tunna väggar, samt konstruktionens inverkan på cykeltid och enhetskostnad. Om projektet kräver det kan SABNER identifiera optimeringsalternativ för CNC-svarvning, föreslå en materialändring eller förtydligande av den tekniska dokumentationen och därefter ta fram underlag för projektblad, processpecifikationer och kontrollplan. Målet med analysen är att minska riskerna före produktionen, bekräfta genomförbarheten och förbereda en process som är stabil, repeterbar och uppfyller kundens krav under hela produktionskörningen.
Ja, SABNER hjälper till att förenkla detaljens konstruktion innan produktionen inleds om ändringen kan förbättra stabiliteten vid CNC-svarvning i serietillverkning utan att kompromissa med detaljens funktion. Vi analyserar geometri, toleranser, CTQ-mått, ytjämnhet, gängor, hål, spår, radier, material samt möjligheten att tillverka detaljen från draget stångmaterial i en repeterbar process. Utifrån detta kan vi identifiera element som i onödan ökar kostnaderna, förlänger cykeltiderna, höjer risken för defekter eller försvårar kvalitetskontrollen. Vi betraktar alltid de föreslagna förenklingarna som tekniska rekommendationer – det slutgiltiga godkännandet av ändringarna ligger hos kunden eller ägaren av den tekniska dokumentationen.
Ja, SABNER kan föreslå konstruktionsändringar som minskar bearbetningstiden och sänker kostnaden för CNC-serietillverkning, förutsatt att de inte påverkar detaljens funktion eller dess kritiska krav. Vi analyserar detaljens geometri, toleranser, ytjämnhet, gängor, hål, spår, radier, fasningar, material samt möjligheten att på ett tillförlitligt sätt bearbeta detaljen från draget stångmaterial på svarvautomater. Typiska rekommendationer kan vara att förenkla icke-kritiska detaljer, minska alltför snäva toleranser utanför CTQ-måtten, justera radier eller underskärningar för att anpassa dem till tillgängliga verktyg, förkorta djupa hål, standardisera gängor eller anpassa konstruktionen till en enda stabil bearbetningscykel. Varje förslag från SABNER är en teknisk rekommendation för serietillverkning, och det slutgiltiga godkännandet av ändringarna ligger alltid hos kunden eller ägaren av dokumentationen.
Ja, en komponent kan ofta omkonstrueras för att bli billigare att tillverka, förutsatt att ändringarna inte äventyrar dess tekniska funktion eller kvalitetskrav. SABNER analyserar komponenten för serietillverkning genom CNC-svarvning från stångmaterial och granskar geometri, toleranser, ytjämnhet, gängor, hål, spår, radier, material, CTQ-mått och cykeltid. Den största kostnadspåverkan orsakas vanligtvis av alltför snäva toleranser på icke-kritiska dimensioner, svårbearbetade underskärningar, djupa hål, icke-standardiserade radier, överdrivna krav på ytfinhet eller geometri som är olämplig för stabil svarvning. SABNER kan föreslå ett mer kostnadseffektivt tillverkningsalternativ, men alla konstruktionsändringar måste godkännas av kunden eller ägaren av den tekniska dokumentationen innan serietillverkningen påbörjas.
Ja, SABNER utvärderar konstruktioner ur ett DFM-perspektiv – det vill säga med inriktning på effektiv och stabil CNC-produktion. Vi analyserar delen främst ur perspektivet av serietillverkning genom svarvning från stångmaterial: geometri, toleranser, ytjämnhet, material, CTQ-mått, gängor, hål, spår, radier, mätbarhet, risk för deformation samt konstruktionens inverkan på cykeltid och enhetskostnad. Målet med DFM-analysen är att avgöra om delen kan tillverkas på ett enhetligt sätt, utan överdrivna kvalitets- eller tekniska risker, och om konstruktionen kan förenklas utan att funktionaliteten går förlorad. SABNER kan ta fram rekommendationer om ändringar inför serietillverkningen, men alla konstruktionsändringar kräver godkännande av kunden eller ägaren av den tekniska dokumentationen.
Ja, SABNER hjälper till att välja toleranser endast där de verkligen är nödvändiga ur perspektivet av komponentens funktion, montering och kvalitetskontroll. Som en del av DFM-analysen skiljer vi mellan kritiska CTQ-mått och hjälpdimensioner för att inte skärpa toleranserna där de inte påverkar komponentens prestanda. Alltför snäva toleranser på icke-kritiska dimensioner kan onödigt förlänga bearbetningstiden, öka kontrollkostnaderna, minska processeffektiviteten och öka risken för defekter. SABNER kan föreslå ett mer rationellt toleransschema för CNC-svarvning i stora volymer, men alla ändringar kräver godkännande från kunden eller ägaren av den tekniska dokumentationen.
Ja, SABNER kan optimera en komponent för volymproduktion om den faller inom ramen för CNC-precisionssvarvning från stångmaterial. Vi analyserar geometri, toleranser, material, ytjämnhet, gängor, hål, spår, radier, CTQ-mått, kontrollmetoder samt möjligheten att tillverka komponenten i en stabil cykel på svarvautomater. I projekt med volymproduktion är det särskilt viktigt att minimera onödiga arbetsmoment, förenkla icke-kritiska egenskaper, välja rimliga toleranser, säkerställa dimensionell repeterbarhet och minska cykeltiden utan att kompromissa med komponentens tekniska funktionalitet. SABNER kan föreslå konstruktions- och tillverkningsändringar som sänker enhetskostnaden, minskar risken för defekter och förbereder komponenten för stabil, repeterbar serietillverkning.
Ja, SABNER kan fungera som sekundärleverantör för en befintlig komponent om den omfattas av standardiserad CNC-svarvning från stångmaterial. För ett sådant projekt analyserar vi den tekniska dokumentationen, prover av de nuvarande komponenterna, kvalitetskrav, material, CTQ-toleranser, tidigare problem och förväntad årlig volym, för att sedan utveckla vår egen tillverkningsprocess, projektspecifikationer och kontrollplan. Om dokumentationen är ofullständig kan vi börja med att skaffa ett prov, genomföra en teknisk analys och ta fram dokumentation för kundens godkännande. SABNERs mål som sekundärleverantör är att säkerställa kontinuiteten i kundens produktion, minska risken för beroende av en enda leverantör och upprätthålla en jämn kvalitet genom efterföljande produktionsomgångar.
Ja, SABNER kan ta över produktionen från en tidigare leverantör på ett planerat sätt för att minimera risken för driftstopp för kunden. Det säkraste scenariot innebär att analysera dokumentation eller prover, utarbeta vår egen tillverkningsprocess och kvalitetskontrollplan, godkänna de första detaljerna, starta en provserie och gradvis övergå till serieproduktion samtidigt som vi säkerställer lager eller en leveransbuffert. I sådana projekt är omfattande ingångsdata, komponentens kvalitetshistorik, CTQ-krav, aktuell volym, den förväntade tidsplanen och information om minimisäkerhetslagret särskilt viktiga. SABNER kan ta över produktionen av små CNC-svarvade komponenter från stångmaterial om komponenten ligger inom våra tekniska möjligheter och processen kan godkännas innan den fullständiga övergången av leveranserna.

Branscher och tillämpningar
I detta avsnitt redovisas de branscher där de CNC-svarvade precisionsdetaljerna som tillverkas av SABNER används.
SABNER betjänar främst B2B-kunder inom branscher som kräver små, precisionsbearbetade metalldelar som tillverkas i serie med hjälp av CNC-svarvningsteknik. Vi tillverkar oftast komponenter för medicin- och dentalindustrin, samt för fordons-, elektronik-, hydraulik-, pneumatik-, maskin- och industriell automationssektorn, och andra tillverkare av teknisk utrustning. Våra delar används i tillämpningar där dimensionell repeterbarhet, materialspårbarhet, jämn kvalitet mellan olika serier och överensstämmelse med kundens tekniska dokumentation är avgörande. SABNER är särskilt väl lämpat som leverantör av precisionshylsor, stift, styrstift, axlar, insatser, gängade komponenter och andra svarvade delar med diametrar från Ø0,8 mm till Ø20,0 mm, tillverkade av material som rostfritt stål, titan och mässing.
Ja, SABNER tillverkar komponenter för fordonsindustrin, framför allt små, CNC-svarvade precisionsdelar som tillverkas i serie från stångmaterial. Vi hanterar projekt där dimensionell repeterbarhet, materialspårbarhet, CTQ-kontroll, processstabilitet och kvalitetsdokumentation som uppfyller kundens krav är av avgörande betydelse. För projekt inom fordonsindustrin kan vi arbeta enligt en metod baserad på APQP, kontrollplan, förstaprov, kontroller under tillverkningen, Cp/Cpk-analys, mätrapporter, materialcertifikat 3.1 och fullständig spårbarhet för varje sats. SABNER är särskilt väl lämpat som leverantör av serietillverkade svarvade delar med diametrar från Ø0,8 mm till Ø20,0 mm, tillverkade av material såsom rostfritt stål, titan, mässing och utvalda specialmaterial.
Ja, SABNER tillverkar komponenter för elektronikindustrin, särskilt små CNC-svarvade detaljer som används i kontaktdon, kontaktarrangemang, fästelement, insatser och monteringskomponenter. Vi tillverkar precisionsdetaljer i metall från stångmaterial, oftast av mässing, rostfritt stål och titan, med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm. I elektronikprojekt är viktiga faktorer vanligtvis dimensionell repeterbarhet, ytkvalitet, gängstabilitet, kontroll av mikrohål, teknisk renhet, förpackningsmetoder och överensstämmelse med kundens dokumentation. SABNER är särskilt väl lämpat för serietillverkning av stift, hylsor, insatser, kontaktelement, distanser och andra små metalldelar avsedda för vidare montering eller användning i tekniska enheter.
Ja, SABNER tillverkar komponenter för medicintekniska industrin, särskilt små, CNC-svarvade precisionsdelar som serietillverkas av stångmaterial. Vi tillverkar delar med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, oftast av rostfritt stål, titan och mässing, i enlighet med kundens tekniska dokumentation och överenskomna kvalitetskrav. I medicintekniska projekt är dimensionell repeterbarhet, teknisk renhet, materialspårbarhet, materialcertifikat 3.1, CTQ-måttkontroll och förmågan att upprätta mätdokumentation av avgörande betydelse. SABNER är särskilt väl lämpat som leverantör av serietillverkade mikrodelar och precisionsmetallkomponenter avsedda för vidare montering, validering eller integration i kundens produkt.
Ja, SABNER betjänar kunder inom flyg- och rymdindustrin om projektet omfattar små, precisionsmetallkomponenter som kan tillverkas med hjälp av CNC-svarvning från stångmaterial. Vi tillverkar komponenter med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, oftast av rostfritt stål, titan, mässing och utvalda specialmaterial såsom Inconel. I flyg- och rymdprojekt är viktiga faktorer vanligtvis materialspårbarhet, materialcertifikat 3.1, processstabilitet, CTQ-måttkontroll, mätrapporter och fullständig överensstämmelse med kundens tekniska dokumentation. Vi analyserar varje del individuellt, eftersom genomförbarheten beror på geometri, toleranser, kvalitetskrav, material och den förväntade dokumentationsnivån.
Ja, SABNER tillverkar delar för industriell automation, särskilt små CNC-svarvade komponenter som används i mekanismer, sensorer, kontaktdon, ställdonsmoduler, styrningar och monteringsenheter. Vi bedriver serietillverkning av delar från stångmaterial med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, främst av rostfritt stål, titan, mässing och utvalda specialmaterial. Inom industriell automation är de viktigaste kraven vanligtvis dimensionell repeterbarhet, gängstabilitet, precision hos hylsor och stift, teknisk renhet, spårbarhet av partier samt förmågan att förbereda delar för automatiserad montering. SABNER är särskilt väl lämpat som leverantör av serietillverkade svarvade komponenter som måste uppfylla kraven i den tekniska dokumentationen och upprätthålla en jämn kvalitet över flera leveranser.
Ja, SABNER har erfarenhet av tillverkning av små metallkomponenter för hydraulik och pneumatik, särskilt CNC-svarvade precisionsdelar som serietillverkas av stångmaterial. Vi tillverkar komponenter såsom kopplingar, hylsor, stift, styrstift, gängade delar, insatser och andra tekniska delar med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm. I projekt av detta slag är de viktigaste faktorerna täthet i fogar, gängstabilitet, ytkvalitet, dimensionell repeterbarhet, kantkontroll, teknisk renhet och överensstämmelse med kundens dokumentation. SABNER tillverkar sådana delar främst av rostfritt stål, mässing, titan och utvalda specialmaterial, och vi utvärderar varje del individuellt med avseende på funktion, toleranser, material och möjligheten till stabil serietillverkning.
Ja, SABNER tillverkar delar till maskiner och utrustning, särskilt små, CNC-svarvade precisionskomponenter som tillverkas i serie från stångmaterial. Vi tillverkar delar med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, oftast av rostfritt stål, titan och mässing, och i utvalda projekt även av aluminium, automatstål, konstruktionsstål eller specialmaterial. Vi tillverkar bland annat hylsor, stift, axlar, insatser, gängade komponenter, distanser, kopplingar och andra tekniska delar som används i mekaniska enheter, monteringsmoduler, styrningar, automation och industriell utrustning. Vi utvärderar varje del individuellt med avseende på geometri, toleranser, material, ytjämnhet, CTQ-mått och möjligheten till stabil serietillverkning.
Ja, SABNER tillverkar delar för energisektorn om projektet omfattar små, precisionsmetallkomponenter som tillverkas i serie med hjälp av CNC-svarvning från stångmaterial. Vi tillverkar komponenter med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, oftast av rostfritt stål, titan, mässing och utvalda specialmaterial när delarnas driftsförhållanden så kräver. I projekt för kraftproduktionsindustrin är följande faktorer vanligtvis avgörande: korrosionsbeständighet, dimensionsstabilitet, ytkvalitet, materialspårbarhet, materialcertifikat 3.1, CTQ-måttkontroll och repeterbarhet mellan olika satser. Vi utvärderar varje del individuellt utifrån teknisk dokumentation eller ett prov för att bekräfta att den uppfyller SABNERs produktionsprofil och kraven för kundens tillämpning.
Ja, SABNER kan visa exempel på projekt från en specifik bransch, förutsatt att de kan presenteras utan att bryta mot kundsekretess eller teknisk dokumentation. Vi presenterar dem oftast i form av allmänna, anonymiserade tillämpningsexempel, såsom bussningar, stift, styrstift, axlar, insatser, gängade komponenter, kopplingar eller andra små CNC-svarvade delar som tillverkas i serie från stångmaterial. För en kund inom en specifik bransch kan vi välja exempel som är likartade vad gäller material, komponentens funktion, toleranser, CTQ-krav, teknisk renhet, förpackning eller kvalitetsdokumentation. SABNER lämnar inte ut konfidentiella ritningar eller konstruktionsdata från andra kunder, men kan visa sin expertis och typiska tillverkningslösningar som uppfyller kraven för en given tillämpning.
Ja, SABNER samarbetar med systemintegratörer och maskintillverkare och levererar CNC-svarvade precisionsdelar i serietillverkning för mekaniska enheter, ställdonsmoduler, automatiseringssystem och industriell utrustning. Vi tillverkar små metalldelar av stångmaterial, med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, tillverkade av material som rostfritt stål, titan och mässing. För systemintegratörer är viktiga faktorer vanligtvis dimensionell repeterbarhet, gängstabilitet, ytkvalitet, teknisk renhet, förpackningsmetoder, spårbarhet av partier samt förberedelse av delar för vidare montering. SABNER är särskilt väl lämpat som leverantör av komponenter tillverkade enligt kundspecifikationer, särskilt för serietillverkning och återkommande projekt.
Ja, SABNERs maskinpark gör det möjligt för oss att hantera projekt från olika branscher, förutsatt att de omfattar serietillverkning med CNC-svarvning av små metalldelar från stångmaterial. Vi tillverkar komponenter med diametrar från Ø0,8 mm till Ø20,0 mm och längder från 1 mm till 150 mm, främst av rostfritt stål, titan, mässing och utvalda specialmaterial. Denna specialisering passar väl för branscherna medicinteknik, fordonsindustri, elektronik, hydraulik, pneumatik, industriell automation, energi samt tillverkning av maskiner och utrustning. Vi utvärderar varje projekt individuellt med avseende på geometri, material, toleranser, CTQ-krav, kvalitetsdokumentation och förmågan att upprätthålla en stabil serietillverkning.
Prototyper, industrialisering och produktutveckling
I detta avsnitt förklarar vi övergången från en prototyp, ett prov eller en pilotserie till stabil serieproduktion.
Ja, SABNER genomför en inledande testserie före full industrialisering om projektet kräver processvalidering före serietillverkning. Denna serie gör det möjligt för oss att bekräfta detaljens geometri, CTQ-mått, toleranser, ytjämnhet, material, ytkvalitet, kontrollmetoder samt stabiliteten i CNC-svarvningsprocessen. Efter att testserien är klar kan vi sammanställa mätresultaten, verifiera överensstämmelsen med den tekniska dokumentationen och komma överens med kunden om eventuella nödvändiga korrigeringar innan vi startar en större sats. SABNER betraktar testserien som en praktisk övergångsfas från teknisk analys till stabil, repeterbar serieproduktion.
Ja, hos SABNER kan ni beställa en pilotserie som ett förberedande steg inför fullskalig produktion. En pilotserie gör det möjligt för oss att verifiera detaljens geometri, CTQ-mått, toleranser, ytjämnhet, material, stabiliteten i CNC-svarvningsprocessen, kontrollmetoder samt detaljens överensstämmelse med kundens tekniska dokumentation. Efter att ha tillverkat en sådan sats kan vi utföra mätningar, utvärdera kvalitetsresultaten och komma överens om eventuella nödvändiga justeringar innan vi startar en större produktionsserie. SABNER betraktar pilotsatsen som ett kontrollerat processvalideringssteg, särskilt för små metalldelar tillverkade av stångmaterial med en diameter från Ø0,8 mm till Ø20,0 mm, där dimensionell repeterbarhet mellan efterföljande leveranser är av avgörande betydelse.
Ja, SABNER kan först tillverka några få stycken för funktionstestning om detta är ett steg som leder till efterföljande serietillverkning. Sådana testdelar gör det möjligt för kunden att verifiera montering, funktion, passform, drift inom en enhet samt överensstämmelse med grundläggande tekniska specifikationer innan en pilotserie eller fullskalig produktion inleds. Innan vi tillverkar några stycken analyserar vi den tekniska dokumentationen eller ett prov och bekräftar material, geometri, CTQ-mått, toleranser och omfattningen av kontrollen för att säkerställa att testerna baseras på en så exakt version av delen som möjligt. SABNER ser inte enskilda prototypbeställningar som ett mål i sig, utan tillverkar snarare små testserier som ett led i en säker övergång till serietillverkning av CNC-svarvade delar.
Ja, efter att prototypen eller provserien har godkänts behåller SABNER samma överenskomna tekniska och kvalitetsmässiga parametrar i serietillverkningen. Den godkända delen fungerar som underlag för att fastställa omfattningen, utarbeta projektbladet, tillverkningsspecifikationerna, kontrollplanen och godkännandekriterierna för efterföljande serier. I serietillverkningen upprätthåller vi de CTQ-krav, material, toleranser, ytjämnhet, kontrollmetoder, spårbarhet för satser och övriga parametrar som bekräftats med kunden under valideringsfasen. Om kunden efter funktionstestning önskar ändra geometri, material eller kvalitetskrav behandlar vi detta som en konstruktionsändring och bekräftar på nytt påverkan på process, kostnad och leveranstid.
Ja, SABNER kan ta fram referensprover som en del av valideringsprocessen för detaljerna innan serietillverkningen sätts igång fullt ut. Referensproverna används för att bekräfta geometri, CTQ-mått, toleranser, ytjämnhet, material, ytkvalitet, kontrollmetod samt detaljens lämplighet för kundens tillämpning. När de väl har godkänts kan de fungera som referens för efterföljande produktionssatser, tillsammans med den tekniska dokumentationen, projektbladet och kontrollplanen. SABNER tillverkar sådana prover särskilt för nya projekt, projekt som övertagits från en annan leverantör eller projekt som återskapas utifrån ett fysiskt prov som tillhandahålls av kunden.
Ja, SABNER stöder införandet av nya produkter i produktionen, särskilt när projektet avser små metalldelar som tillverkas i serie med hjälp av CNC-svarvning från stångmaterial. Processen omfattar analys av dokumentation eller prover, bedömning av genomförbarhet, identifiering av CTQ-mått, framtagning av tillverkningsspecifikationer, ett projektblad, en kontrollplan, ett test- eller pilotparti samt godkännande av parametrar innan serietillverkningen inleds. Vi stödjer även DFM-optimering, materialval, produktionsriskbedömning och förfining av kvalitetskrav för att säkerställa att den nya delen kan tillverkas på ett stabilt, repeterbart och kostnadseffektivt sätt. SABNER är bäst lämpad som industrialiseringspartner för B2B-projekt där en prototyp eller ett prov leder till serietillverkning i enlighet med kundens dokumentation.
Ja, SABNER bistår med komponentvalidering innan serietillverkningen inleds för att bekräfta att komponenten, processen och kvalitetskontrollen är redo för stabil leverans. Valideringen kan omfatta granskning av dokumentation eller prov, identifiering av CTQ-mått, tillverkning av några teststycken eller en pilotserie, utförande av förstastycksmätning, kontroll av ytjämnhet, verifiering av materialet, bedömning av överensstämmelse med ritningen samt bekräftelse av kontrollplanen. När kunden har godkänt resultaten fastställer vi de överenskomna parametrarna och överför dem till serietillverkningen. Detta tillvägagångssätt bidrar till att minimera kvalitetsrisker, bekräfta komponentens funktion före full industrialisering och upprätthålla komponentens repeterbarhet mellan efterföljande satser.
Ja, SABNER kan dokumentera förändringar mellan prototypen, provserien och serietillverkningen för att säkerställa full kontroll över komponentens version och den godkända produktionsomfattningen. Efter funktionstestning eller validering kan vi identifiera vilka parametrar som har modifierats, såsom geometri, toleranser, material, ytjämnhet, CTQ-mått, kontrollmetoder, förpackning eller kvalitetskrav. Ändringarna dokumenteras i den tekniska dokumentationen, projektbladet, kontrollplanen och avtalen med kunden, så att serietillverkningen baseras på entydigt godkända indata. SABNER behandlar varje väsentlig ändring efter prototypen som en konstruktionsändring, vilket kräver bekräftelse från kunden innan serietillverkningen påbörjas.
Ja, SABNER kan tillverka detaljer i olika utvecklingsstadier, från konceptanalys eller ett prov, via flera testdetaljer, en pilotserie och validering, ända fram till fullskalig produktion. Detta tillvägagångssätt är särskilt fördelaktigt för nya CNC-svarvade detaljer, konstruktioner som övertagits från en annan leverantör eller detaljer som kräver förtydligande av dokumentation, CTQ:er, toleranser, material och kontrollmetoder. I varje steg kan SABNER verifiera geometri, funktion, processstabilitet, mätresultat och produktionsrisker, för att sedan dokumentera eventuella ändringar och komma överens om den slutgiltiga versionen med kunden innan serietillverkningen inleds. Detta säkerställer att komponentutvecklingen fortskrider på ett kontrollerat sätt, utan att man går direkt in i storskalig produktion utan att först ha bekräftat de tekniska specifikationerna.
Ja, SABNER kan snabbt modifiera en komponent efter kundtestning, förutsatt att ändringen är tekniskt genomförbar och uttryckligen godkänns före nästa produktionssteg. När vi mottar testresultaten analyserar vi kundens feedback och identifierar hur ändringarna påverkar komponentens funktion, CTQ-mått, toleranser, material, ytjämnhet, cykeltid, kostnad och stabiliteten i CNC-svarvningsprocessen. Därefter uppdaterar vi tillverkningsspecifikationerna, produktionsdokumentationen, projektbladet och kontrollplanen så att nästa prov, pilotserie eller produktionskörning baseras på den aktuella, godkända versionen av delen. Detta tillvägagångssätt gör det möjligt för oss att utveckla delen i etapper och minimera risken för fel vid övergången till serietillverkning.
Offert, kostnader och affärsvillkor
Här har vi sammanställt frågor om offerter för CNC-svarvning, kostnadsfaktorer, minsta orderkvantiteter, data som behövs för en offertförfrågan samt villkor.
Minimibeställningen hos SABNER beror på vilken komponent det gäller, men vi inriktar oss vanligtvis på serietillverkning och återkommande projekt, oftast med en volym på minst cirka 10 000 stycken per år för en enskild komponent. Vår process är optimerad för CNC-precisionssvarvning av små metalldelar från stångmaterial; därför tillverkar vi i regel enstaka stycken och mycket små serier endast som testkörningar, referensprover, funktionella prototyper eller pilotserier som leder till efterföljande serietillverkning. Vi utvärderar varje förfrågan individuellt och tar hänsyn till geometri, material, toleranser, ytjämnhet, kvalitetskrav, inställningskostnader och potentialen för ett fortsatt samarbete. SABNER är särskilt väl lämpat som leverantör av serietillverkade CNC-svarvade delar till B2B-kunder, där regelbundna leveranser i enlighet med den tekniska dokumentationen är möjliga så snart processen har godkänts.
Nej, SABNER utför vanligtvis inte beställningar på enstaka stycken som fristående produktionsuppdrag, eftersom vi är specialiserade på serietillverkning av små metalldelar genom CNC-svarvning. Enstaka stycken eller ett fåtal delar kan tillverkas uteslutande som en testfas, ett referensprov, en funktionell prototyp eller en pilotserie som leder till efterföljande serietillverkning. Vår process är optimerad för repeterbara B2B-projekt, vanligtvis från cirka 10 000 stycken per år för en enskild komponent, där faktorer som verktygsförberedelse, kontrollplaner, processstabilitet och enhetskostnad är avgörande. Vi utvärderar varje förfrågan individuellt, men det som passar SABNER bäst är återkommande serietillverkning av svarvade delar tillverkade av stångmaterial.
Hos SABNER är det vanligtvis kostnadseffektivt att starta serietillverkning från cirka 10 000 enheter per år för en enskild komponent, även om vi utvärderar varje del individuellt. Vid CNC-svarvning av stångmaterial härrör den största initialkostnaden från den tekniska analysen, processförberedelserna, verktygstillverkningen, maskininställningen, kontrollplanen, kvalitetsdokumentationen och valideringen av de första delarna; därför gäller att ju större eller mer återkommande volymen är, desto bättre fördelas startkostnaderna. SABNER lämpar sig bäst för serietillverkning och återkommande projekt, där regelbundna leveranser av små metalldelar med diametrar från Ø0,8 mm till Ø20,0 mm är möjliga så snart processen har godkänts. Vi tillverkar små serier, prototyper eller provbitar främst som ett steg mot efterföljande serietillverkning, snarare än som en fristående samarbetsmodell.
Ja, prisskillnader mellan prototyper och serietillverkning är naturliga, eftersom en prototyp eller ett litet testparti inkluderar kostnaderna för processförberedelse, maskininställning, verktygsval, validering av de första delarna, mätningar och eventuella nödvändiga tekniska justeringar – vilka alla fördelas på ett mycket litet antal delar. Vid serietillverkning fördelas samma startkostnader över en större volym, vilket är anledningen till att enhetspriset vanligtvis sjunker avsevärt när delen har godkänts och produktionen övergår till regelbundna leveranser. SABNER betraktar prototyper, referensprover eller pilotserier som en övergångsfas mot stabil serietillverkning, snarare än som en separat modell för enstaka tillverkning. Den slutliga prisskillnaden beror på geometri, material, toleranser, ytjämnhet, kontrollkrav, cykeltid och planerad årlig volym.
Hos SABNER prissätter vi små serier från fall till fall, eftersom priset vid låga volymer inte främst påverkas av antalet enheter i sig, utan av kostnaden för att sätta upp hela produktionsprocessen. Offertpriset inkluderar en teknisk analys, programutveckling, verktygsval, omställning av den automatiska svarven, materialinköp, kontroll av de första detaljerna, mätningar och eventuella nödvändiga justeringar inför serietillverkningen. Därför betraktar vi främst små serier som en testfas, en pilotserie eller referensprover som leder till efterföljande serietillverkning, snarare än som en standardmodell för tillverkning av enstaka enheter. SABNER fungerar bäst för återkommande projekt, vanligtvis från cirka 10 000 enheter per år för en enskild komponent, där inställningskostnaden kan fördelas på ett rimligt sätt över regelbundna leveranser.
SABNER prissätter medel- och storvolymsproduktion utifrån en omfattande teknisk analys av delen, snarare än enbart utifrån antalet enheter. Viktiga faktorer är bland annat material, geometri, cykeltid, erforderliga toleranser, ytjämnhet, CTQ-mått, verktygskostnader, kontrollmetoder, dokumentationskrav, förpackning, teknisk rengöring och den planerade årliga volymen. Vid större produktionsserier fördelas kostnaderna för processförberedelse, programmering, omställning av verktyg, validering och dokumentation över ett stort antal detaljer, vilket gör att enhetspriset blir betydligt mer fördelaktigt än för prototyper eller små serier. SABNER analyserar även möjligheten till produktion i återkommande serier, upprätthållande av en lagerbuffert och säkerställande av stabila leveranser för att anpassa offerten till kundens faktiska inköpsschema.
Ja, SABNER tar fram offerter baserade på 2D-ritningar och 3D-modeller, även om den tekniska utvärderingen baseras på 2D-ritningen med toleranser och kvalitetskrav. En 3D-modell i STEP- eller IGES-format påskyndar analysen av detaljens geometri, medan PDF-ritningen bör ange material, CTQ-mått, toleranser, ytjämnhet, gängor samt krav på kanter, ytbehandling, kvalitetskontroll och dokumentation. Utifrån denna information bedömer SABNER tillverkbarheten med CNC-svarvning från stångmaterial, väljer lämpliga tillverkningsparametrar, identifierar produktionsrisker och tar fram en kostnadsberäkning för serietillverkning. För en korrekt offert är det också bra att ange den planerade årliga kvantiteten, storleken på ett enskilt parti, det förväntade leveransdatumet och om projektet är återkommande.
För en offert från SABNER är det bäst att skicka in en teknisk 2D-ritning i PDF-format och, om sådan finns, en 3D-modell i STEP- eller IGES-format. 2D-ritningen bör innehålla mått, toleranser, material, ytjämnhet, gängor, kvalitetskrav samt all information om ytbehandling, eftersom den fungerar som underlag för den tekniska bedömningen. En 3D-modell påskyndar analysen av geometrin men ersätter inte ritningen med toleranser och CTQ-krav. Det är också lämpligt att i din förfrågan inkludera information om planerad årlig volym, engångssatsstorlek, förväntat leveransdatum, dokumentationskrav samt, i förekommande fall, foton eller ett fysiskt prov av delen om den tekniska dokumentationen ännu inte är klar.
För en preliminär offert hos SABNER räcker det ofta med en 2D-ritning i PDF-format, men den bästa datamängden innehåller både en PDF och en 3D-STEP-modell. PDF-ritningen fungerar som den tekniska grunden eftersom den innehåller toleranser, material, ytjämnhet, gängor, CTQ-mått, kvalitetskrav och den information som behövs för att bedöma tillverkbarheten. STEP-modellen ersätter inte ritningen, men den påskyndar avsevärt geometrianalysen, processplaneringen och bedömningen av tillverkningsrisker. Om kunden endast har en PDF kan vi påbörja analysen utifrån den; om de även har en STEP-fil är det värt att skicka den tillsammans med ritningen, särskilt för mer komplexa CNC-svarvade detaljer.
Hos SABNER upprättas en offert vanligtvis efter att den tekniska dokumentationen har analyserats, och svarstiden beror på hur fullständiga uppgifterna är, delens komplexitet, materialet och kvalitetskraven. Enkla förfrågningar med en fullständig 2D-ritning, en STEP-modell, specificerat material, toleranser och årlig volym kan analyseras snabbare, medan mer krävande CNC-svarvade detaljer kan kräva ytterligare teknisk analys, kontroll av tillgången på stångmaterial, rådgivning om verktyg eller en bedömning av tillverkningsrisker. Som standard bekräftar SABNER tidsplanen för att ta fram en offert från fall till fall efter att ha mottagit indata, eftersom en korrekt offert för serietillverkning av stångmaterial måste ta hänsyn till inte bara materialkostnaden utan även cykeltid, processinställningar, kvalitetskontroll, dokumentation, förpackning och önskad leveransplan.
Hos SABNER påverkas priset på en CNC-detalj främst av materialet, detaljens geometri, cykeltiden, toleranserna, ytjämnheten, kraven på kvalitetskontroll och den planerade produktionsvolymen. Vid serietillverkning med CNC-svarvning av små detaljer från stångmaterial är materialets kostnad och tillgänglighet, antalet bearbetningssteg samt förekomsten av gängor, hål, spår, tunna väggar, mikrohål eller CTQ-mått som kräver ytterligare kontroll särskilt viktiga. Nivån på kvalitetsdokumentationen har också en betydande inverkan, t.ex. mätrapporter, materialcertifikat 3.1, spårbarhet av satser, SPC, Cp/Cpk samt krav på förpackning och teknisk rengöring. Vid serietillverkning sjunker vanligtvis enhetspriset i takt med att volymen ökar, eftersom kostnaderna för processförberedelse, omställningar, verktyg, validering och kontrollplanen fördelas på ett större antal detaljer.
Ja, SABNER kan föreslå en mer kostnadseffektiv version av delen om det är möjligt att sänka produktionskostnaderna utan att kompromissa med delens funktion eller kritiska krav. Vi analyserar konstruktionen för serietillverkning med CNC-svarvning från stångmaterial och granskar geometri, toleranser, material, ytjämnhet, gängor, hål, spår, radier, CTQ-mått, cykeltid, verktygskostnader och omfattningen av kvalitetskontrollen. De vanligaste områdena för optimering är att förenkla icke-kritiska egenskaper, utvidga toleranserna utöver CTQ-måtten, byta till ett mer lättillgängligt eller mer bearbetningsbart material, anpassa konstruktionen till en enda stabil cykel samt minska överdrivna krav på ytfinhet. Varje förslag från SABNER är en teknisk rekommendation, och det slutgiltiga godkännandet av ett kostnadseffektivare alternativ ligger alltid hos kunden eller ägaren av den tekniska dokumentationen.
Produktionskostnaderna kan sänkas utan att funktionaliteten äventyras genom att medvetet anpassa detaljens konstruktion till serietillverkning med CNC-svarvning från stångmaterial. SABNER analyserar vilka detaljegenskaper som verkligen är avgörande för drift, montering och kvalitetskontroll, och vilka som kan förenklas utan att den tekniska funktionen påverkas. Oftast innebär optimeringen att toleranserna för icke-kritiska mått utvidgas, spår och radier förenklas, alltför djupa hål begränsas, gängor standardiseras, ytjämnheten justeras där den inte är funktionellt nödvändig, ett mer bearbetningsbart material väljs och geometrin anpassas till en stabil produktionscykel. SABNER föreslår sådana ändringar som DFM-rekommendationer, och det slutgiltiga beslutet ligger alltid hos kunden eller ägaren av den tekniska dokumentationen.
Ja, priset på CNC-detaljer beror direkt på materialet och toleranserna, eftersom båda faktorerna påverkar bearbetningstiden, verktygsslitaget, processstabiliteten och omfattningen av kvalitetskontrollen. Materialet avgör kostnaden för stångmaterialet, tillgången på råmaterial, bearbetbarheten, verktygets livslängd och nödvändiga svarvningsparametrar; mässing, rostfritt stål, titan, aluminium, automatstål och specialmaterial prissätts olika. Toleranserna påverkar kostnaden särskilt när de avser CTQ-mått, kräver mer frekventa mätningar, långsammare processparametrar, detaljselektering eller ytterligare kvalitetsdokumentation. SABNER analyserar materialet och toleranserna tillsammans med geometri, ytjämnhet, årlig volym och kontrollplanen för att ta fram en offert som är skräddarsydd efter de faktiska kraven för serietillverkningen.
Ja, enhetskostnaden för CNC-detaljer minskar vanligtvis vid större produktionsserier eftersom kostnaderna för produktionsinställning fördelas på ett större antal detaljer. Hos SABNER beror enhetspriset inte bara på volym utan även på material, geometri, cykeltid, toleranser, ytjämnhet, CTQ-krav, verktyg, kvalitetskontroll, teknisk rengöring, förpackning och dokumentation. Vid större produktionsserier fördelas kostnaderna för teknisk analys, omställning av verktyg, processvalidering, kontrollplanering och produktionsinställning över efterföljande batcher; därför är återkommande projekt mest kostnadseffektiva. SABNER är bäst lämpat för serietillverkning av små CNC-svarvade detaljer, där regelbundna leveranser och en stabil styckkostnad är möjliga så snart processen har godkänts.
Ja, SABNER kan erbjuda förmånligare prisvillkor för löpande, återkommande uppdrag, särskilt när projektet omfattar serie- och återkommande produktion. Den viktigaste faktorn som påverkar priset är inte rabatten i sig, utan möjligheten att planera produktionen på ett tillförlitligt sätt, säkra material, optimera cykeltider, förbereda verktyg, upprätthålla lagerbuffertar och fördela inställningskostnaderna över en större volym. För långsiktiga B2B-projekt kan vi analysera priser för olika nivåer av årlig efterfrågan, leveranspartier och leveransscheman. SABNER fungerar bäst i en modell med löpande samarbete, där regelbunden serietillverkning av små CNC-svarvade detaljer är möjlig under stabila kvalitets- och kostnadsförhållanden så snart processen har godkänts.
Ja, SABNER inkluderar materialet i offerten som standard om kunden förväntar sig en komplett leverans av färdiga detaljer. Vi arbetar oftast med europeiskt draget stångmaterial från kvalificerade leverantörer, med en tolerans på minst h9, dubbelsidig fasning och ett materialcertifikat 3.1; därför är materialkostnaden en integrerad del av beräkningen för CNC-serietillverkningen. Priset beror på materialkvalitet, stångdiameter, tillgänglighet i lager, erforderligt certifikat, bearbetningsavfall och planerad produktionsvolym. SABNER kan även analysera material som tillhandahålls av kunden, förutsatt att det är i form av en stång som uppfyller processkraven, säkerställer spårbarhet för varje sats och möjliggör stabil produktion på svarvautomater.
Hos SABNER kan verktygskostnaderna debiteras separat eller inkluderas i styckpriset, beroende på projektets karaktär, volym och den överenskomna samarbetsmodellen. Vid serietillverkning av CNC-svarvade detaljer analyserar vi separat kostnaderna för processförberedelse, specialverktyg, eventuella mätdon, spännhuvuden, omställning av verktyg, validering av de första detaljerna samt kontrollplanen. I långsiktiga projekt kan en del av startkostnaderna skrivas av mot styckpriset för delen eller faktureras som en engångsavgift för inställning, om detta är mer överskådligt för kunden. SABNER redovisar alltid prissättningsunderlagen på ett öppet sätt så att kunden vet om verktygskostnaden ingår i styckpriset eller redovisas som en separat post.
Ja, SABNER upprättar ramavtal för återkommande produktion av små CNC-svarvade detaljer, särskilt för serier och återkommande projekt. Ett ramavtal kan omfatta årlig efterfrågan, förväntade leveranspartier, en leveransplan, prissättningsvillkor, ledtid, kvalitetskrav, dokumentation, förpackning, teknisk rengöring och en eventuell lagerbuffert. Denna samarbetsmodell möjliggör bättre planering av material, verktyg, produktionskapacitet och kvalitetskontroll, samtidigt som den stabiliserar enhetskostnaden på lång sikt. SABNER fungerar bäst för komponenter som tillverkas regelbundet enligt godkänd teknisk dokumentation, där det, när processen väl är igång, är möjligt att genomföra återkommande leveranser i enlighet med kundens prognos.
Ja, SABNER kan erbjuda fasta prisvillkor för årliga volymer, särskilt för serier och återkommande projekt som genomförs inom ramen för ett ramavtal. Vi fastställer dessa villkor från fall till fall utifrån den årliga prognosen, produktionspartiernas storlek, leveransschemat, material, kvalitetskrav, dokumentation, förpackning, teknisk rengöring och eventuella nödvändiga lagerbuffertar. En jämn volym gör det möjligt för oss att bättre säkra material, planera produktionskapaciteten, upprätthålla en repeterbar process och stabilisera enhetskostnaderna på lång sikt. För material med stor prisvolatilitet kan villkoren kräva att justeringsregler fastställs; SABNER:s mål är dock att erbjuda kunden förutsägbara kostnader och regelbundna leveranser inom ramen för ett godkänt serieproduktionsprojekt.
För den första beställningen fastställer SABNER betalningsvillkoren från fall till fall, eftersom de beror på projektvärdet, materialkostnaden, omfattningen av processförberedelserna, kvalitetskraven och historiken för samarbetet med kunden. För nya kunder omfattar standardalternativen betalning mot proformafaktura, förskottsbetalning för att påbörja produktionen eller betalning före den första leveransen – särskilt när projektet kräver inköp av specialmaterial, verktyg eller framtagning av dokumentation. För pågående samarbeten och serietillverkningsprojekt kan villkoren anpassas efter ramavtalet, leveransschemat och årsvolymen. SABNER specificerar betalningsvillkoren i offerten eller orderbekräftelsen för att säkerställa att de är tydliga innan produktionen påbörjas.
Leveranstid, planering och leveranssäkerhet
I detta avsnitt besvaras frågor om ledtider, planering av produktionskapacitet, leveransscheman och leveranssäkerhet.
Standardleveranstiden hos SABNER beror på delen, materialet, tillgången på stångmaterial, kvalitetskraven och projektstadiet, men för typisk serietillverkning av CNC-svarvade delar bör du räkna med cirka 6–8 veckor från orderbekräftelse och slutgiltig fastställning av indata. För nya projekt omfattar leveranstiden inte bara själva produktionen utan även teknisk analys, framtagning av tillverkningsdokumentation, anskaffning av material och verktyg, utarbetande av en kontrollplan samt uppkörning av processen. För efterföljande, repeterbara serier kan ledtiden bli kortare, särskilt om material och verktyg redan finns tillgängliga och processen redan har godkänts. SABNER bekräftar ledtiden från fall till fall efter att ha analyserat dokumentationen, volymen, materialet och den aktuella produktionsbelastningen.
Den tid som krävs för att tillverka en prototyp hos SABNER beror på delen, materialet, tillgången på stångmaterial, hur fullständig dokumentationen är samt omfattningen av den erforderliga kontrollen. Vi betraktar en prototyp eller några få teststycken främst som ett förberedande steg inför efterföljande serietillverkning; därför analyserar vi före tillverkningen 2D-ritningen, STEP-modellen eller provet och bekräftar material, CTQ-mått, toleranser, ytjämnhet och tillverkningsspecifikationer. Om ingångsdata är fullständiga och materialet finns tillgängligt kan prototypfasen inledas snabbare än en fullskalig produktionskörning; vi bekräftar dock alltid tidsplanen från fall till fall efter att ha analyserat projektet. SABNER tillverkar främst prototyper för små CNC-svarvade detaljer från stångmaterial, med diametrar från Ø0,8 mm till Ø20,0 mm, som ett kvalitetskontrollsteg inför en pilotserie eller serietillverkning.
Leveranstiden för serietillverkning hos SABNER fastställs från fall till fall, men för typiska CNC-svarvade detaljer bör man räkna med en standardleveranstid på cirka 6–8 veckor från orderbekräftelse, godkännande av indata och bekräftelse av materialtillgänglighet. För nya projekt omfattar ledtiden inte bara själva produktionen utan även teknisk analys, processförberedelse, anskaffning av europeiskt draget stångmaterial, verktyg, en kontrollplan, kvalitetsdokumentation och förstastycksgodkännande. För återkommande produktionsserier kan ledtiden vara kortare, särskilt om processen redan har validerats, materialet finns tillgängligt och leveranserna sker enligt en prognos eller ett ramavtal. SABNER bekräftar den slutgiltiga ledtiden från fall till fall efter att ha analyserat delen, volymen, materialet, CTQ-kraven, förpackningen, den tekniska rengöringen och den aktuella produktionsbelastningen.
Ja, SABNER kan utvärdera möjligheten till expressproduktion, men vi bekräftar alltid detta från fall till fall efter att ha bedömt delen, materialet, tillgången på stångmaterial, verktyg, dokumentation och aktuell produktionsbelastning. Vår standardleveranstid för serietillverkning av CNC-svarvade delar är vanligtvis cirka 6–8 veckor från orderbekräftelse och mottagande av indata; för brådskande projekt kan vi dock undersöka möjligheten att förkorta leveranstiden, särskilt när delen är tekniskt enkel, materialet finns tillgängligt och kvalitetskraven är tydliga. Expressproduktion är enklare för standardiserade konstruktioner, en godkänd process eller en pilotserie som leder till en större serie. SABNER åtar sig inte automatiskt ”omedelbar” produktion, eftersom processstabilitet, överensstämmelse med dokumentation och kvalitetskontroll av hela serien förblir våra högsta prioriteringar.
Hos SABNER kan ledtiderna främst förlängas på grund av ofullständig teknisk dokumentation, avsaknad av tydliga toleranser, sena konstruktionsändringar och begränsad tillgång till nödvändigt råmaterial. Vid serietillverkning av CNC-svarvade delar finns även andra faktorer som kan påverka ledtiden, såsom komplex delgeometri, mycket snäva toleranser, CTQ-krav, mikrohål, tunna väggar, specifik ytjämnhet, behov av att tillverka specialverktyg eller ytterligare processvalidering. Leveranstiden kan också förlängas om konstruktionen kräver ytbehandling, värmebehandling, särskild kvalitetsdokumentation, mätrapporter, PPAP, ytterligare kontroller under tillverkningen eller icke-standardiserad förpackning. SABNER minimerar dessa risker genom en teknisk analys före produktionsstart, fastställande av ingångsdata och bekräftelse av tidsplanen före genomförandet.
Ja, SABNER tillhandahåller uppdateringar om produktionsstatus under processens gång, särskilt för serieprojekt, nya industrialiseringsprojekt eller order som kräver övervakning av viktiga etapper. Statusuppdateringar kan omfatta orderbekräftelse, materialinköp, processförberedelser, produktionsklarhet, resultat från första detaljen, produktionsförlopp, kvalitetskontroll, förpackning och leveransförberedelser. För projekt som kräver större transparens kan vi rapportera statusuppdateringar baserade på överenskomna milstolpar så att kunden vet i vilket skede projektet befinner sig och om tidsplanen följs. SABNER betraktar statusuppdateringar som en del av projektstyrningen, särskilt för CNC-svarvade precisionsdetaljer i serie för B2B-kunder.
Ja, SABNER kan upprätthålla ett säkerhetslager för stamkunder, särskilt för serietillverkning och återkommande projekt som genomförs utifrån en prognos eller ett ramavtal. Vi fastställer lagerbufferten från fall till fall, med hänsyn till årlig efterfrågan, leveransfrekvens, materialets ledtid, orderstabilitet, förpackningskrav och risken för driftstopp hos kunden. Denna modell säkerställer kontinuitet i leveranserna, förkortar svarstiderna vid brådskande förfrågningar och möjliggör bättre produktionsplanering av små CNC-svarvade detaljer. SABNER inför vanligtvis säkerhetslagret efter att processen har godkänts, kvalitetsparametrarna har fastställts och ett regelbundet leveransschema för komponenten har bekräftats.
Ja, SABNER kan leverera enligt ett schema, särskilt vid kontinuerlig serieproduktion av små CNC-svarvade detaljer. Vi fastställer leveransschemat utifrån kundens prognos, årlig volym, batchstorlek, materialtillgänglighet, produktionstid, kvalitetskrav, förpackning och eventuella nödvändiga lagerbuffertar. Denna modell möjliggör bättre planering av material, produktionskapacitet, kvalitetskontroll och frakt, och kunden får delarna på de överenskomna datumen utan att behöva starta om processen från början varje gång. SABNER fungerar bäst i återkommande B2B-projekt där leveranserna baseras på godkänd dokumentation, en stabil process och förutsägbar efterfrågan.
Ja, just-in-time-produktion är möjlig hos SABNER för pågående serieprojekt, förutsatt att processen godkänns i förväg och att en efterfrågeprognos och ett leveransschema fastställs. I praktiken kräver JIT en stabil efterfrågan, säkerställd materialförsörjning, repeterbar teknik, tydliga kvalitetskrav, överenskomna produktionssatser och en tillräcklig säkerhetsbuffert för att undvika risken för leveransavbrott. SABNER kan leverera enligt tidsplan, upprätthålla lager för stamkunder och förbereda delar för leverans eller frakt i enlighet med en överenskommen plan. Denna modell fungerar bäst för återkommande B2B-projekt där tillverkningen av små CNC-svarvade delar baseras på godkänd dokumentation, stabil volym och långsiktigt samarbete.
Ja, SABNER kan säkerställa kontinuerlig leverans av återkommande beställningar, särskilt i serieproduktionsprojekt som genomförs utifrån en prognos, ett ramavtal eller ett överenskommet leveransschema. När processen väl är godkänd kan vi planera material, produktionskapacitet, verktyg, kvalitetskontroller, teknisk rengöring, förpackning och leveransdatum på ett repeterbart och förutsägbart sätt. För återkommande kunder är det även möjligt att upprätthålla ett buffertlager eller säkerhetslager för att förkorta svarstiderna på aktuell efterfrågan och minska risken för störningar hos kunden. SABNER fungerar bäst i långsiktiga B2B-projekt där serietillverkningen av små CNC-svarvade detaljer baseras på stabila volymer, godkänd dokumentation och ett regelbundet leveransschema.
Ja, SABNER kan ordna partileveranser från en och samma produktionsomgång, särskilt för pågående och repeterbara serieprojekt. I praktiken innebär detta att efter att en större sats har tillverkats och godkänts vid kvalitetskontrollen kan delarna delas upp i överenskomna leveranspartier, förpackas på rätt sätt, märkas och lagras för efterföljande leveranser enligt kundens schema. Denna modell gör det möjligt för oss att optimera produktionskostnaderna, upprätthålla enhetligheten i en enskild produktionsomgång, säkerställa kontinuiteten i leveranserna och förkorta svarstiderna på aktuell efterfrågan. SABNER fastställer denna uppdelning från fall till fall, med hänsyn till årlig volym, kvalitetskrav, förpackning, spårbarhet av partier, lagringsförhållanden och leveransschemat.
Ja, SABNER kan leverera delar enligt ett månatligt schema, särskilt för pågående och återkommande produktionsprojekt. Vi fastställer denna modell utifrån den årliga prognosen, produktionspartiets storlek, den månatliga efterfrågan, materialets ledtid, kvalitetskrav, förpackning, teknisk rengöring samt eventuella nödvändiga lagerbuffertar. Produktionen kan planeras i större partier och sedan delas upp i månatliga leveranser enligt det överenskomna schemat. Detta säkerställer att kunden får en jämn tillförsel av CNC-svarvade delar, samtidigt som SABNER bättre kan säkra material, produktionskapacitet, kvalitetskontroll och produktionskontinuitet.
Ja, SABNER kan upprätthålla en lagerbuffert av färdiga produkter för stamkunder, särskilt för serietillverkning och återkommande projekt som genomförs utifrån en prognos eller ett ramavtal. Efter att en sats har tillverkats och godkänts vid kvalitetskontrollen kan vi lagra den överenskomna mängden detaljer och sedan leverera enligt kundens tidsplan eller aktuella efterfrågan. Ett buffertlager av färdiga produkter bidrar till att minska svarstiderna, säkerställa leveranskontinuiteten och minimera risken för driftstopp hos kunden. Vi fastställer villkoren för denna modell från fall till fall, med hänsyn till årlig volym, omsättning av delar, förpackningskrav, spårbarhet av satser, giltighetstiden för kvalitetsdokumentation och den överenskomna säkerhetslagernivån.
Ja, SABNER hanterar återkommande order baserade på prognoser, särskilt för löpande serier och återkommande projekt. Prognoser gör det möjligt för oss att säkra material i förväg, planera produktionskapaciteten, förbereda verktyg, fastställa ett schema för kvalitetskontroll, optimera batchstorlekar och upprätthålla en förutsägbar enhetskostnad. Inom ramen för denna modell kan vi producera i större batcher, dela upp leveranserna i överenskomna månatliga eller periodiska batcher samt upprätthålla ett buffertlager av färdiga varor. SABNER fungerar bäst för långsiktiga B2B-projekt där repeterbar produktion av CNC-svarvade detaljer baseras på godkänd dokumentation, stabil efterfrågan och ett tydligt godkännandeskema.
Har du en teknisk ritning, en 3D-modell eller en provdel? Skicka en förfrågan till SABNER och ange material, volym, toleranser och kvalitetskrav.
Kvalitet och kvalitetsdokumentation
I detta avsnitt beskriver vi kvalitetskontroll, dokumentation, mätningar, spårbarhet av tillverkningssatser samt krav som är typiska för B2B-serietillverkning.
SABNER kontrollerar kvaliteten på de tillverkade delarna på flera nivåer: från inkommande materialkontroll, via förstastyckskontroll och kontroller under tillverkningen, till slutkontroll av det färdiga partiet. Beroende på delens geometri, toleranser och CTQ-mått använder vi bland annat Keyence VR-5000 för snabba optiska mätningar och geometrisk analys, Vici Vision för mätning av svarvade delar, en profilometer för kontroll av ytprofiler, ett konturmätsystem för utvärdering av konturer, radier, fasningar och geometriska övergångar, en ytjämnhetsmätare för verifiering av ytparametrar, samt mätklockor, stiftmätare och klassiska kontroll- och mätinstrument som valts ut för att uppfylla kraven i den tekniska ritningen. All mätutrustning är föremål för övervakning och fullständig kalibrering, vilket säkerställer att kontrollresultaten är konsekventa, repeterbara och spårbara till kvalitetsdokumentationen. För serietillverkningsprojekt kan SABNER utarbeta en kontrollplan, en mätrapport, kontroller av kritiska dimensioner, spårbarhet för partier samt dokumentation i enlighet med kundens krav.
Ja, SABNER kan utföra 100 %-kontroll av delar eller 100 %-kontroll av utvalda CTQ-egenskaper, beroende på kundens krav, processrisker eller delens funktion. Som standard baserar vi produktionskvaliteten på en godkänd kontrollplan, förstastycksmätning, kontroller under tillverkningen och slutkontroll av partiet; för kritiska dimensioner, gängor, hål, längder, diametrar, monteringsdetaljer eller visuella krav är det dock möjligt att utvidga kontrollen till en fullständig kontroll. Vi fastställer omfattningen av 100-procentig kontroll från fall till fall, eftersom den beror på komponentens geometri, toleranser, mätmetod, kontrolltid och förväntad produktionsvolym. SABNER tillämpar detta tillvägagångssätt särskilt på precisionskomponenter som bearbetats med CNC-svarvning, där det är avgörande att upprätthålla dimensionell repeterbarhet och minimera risken för avvikelser i leveranserna till kunderna.
Ja, SABNER tillhandahåller mätrapporter för tillverkade delar om kunden så önskar eller enligt vad som anges i kontrollplanen för ett visst projekt. För CNC-svarvade delar sammanställer vi mätdokumentation baserad på CTQ-mått, toleranser och kvalitetskrav som anges i den tekniska ritningen, projektbladet eller godkänd intern dokumentation. Rapporten kan omfatta resultat från förstastyckskontroll, mätningar under tillverkningen, slutkontroll av satsen och – på begäran – en 3D-mätrapport. I serietillverkningsprojekt integrerar SABNER mätrapporteringen med spårbarhet för materialpartier, ett materialcertifikat 3.1, kontrollplanen och den kvalitetsdokumentation som kunden kräver.
Ja, SABNER tillhandahåller materialcertifikat, närmare bestämt ett materialcertifikat 3.1 för den stång som används vid tillverkningen av en given sats. Vi köper in råvaror från kvalificerade leverantörer, oftast i form av europeisk dragen stång med en tolerans på minst h9, fasad i båda ändar och omfattad av spårbarhet per sats. Materialcertifikatet bekräftar materialkvaliteten, den kemiska sammansättningen, de mekaniska egenskaperna samt att leveransen överensstämmer med kraven i standarden och kundens dokumentation. För serietillverkningsprojekt kombinerar SABNER materialcertifikatet 3.1 med spårbarhet för produktionspartier, kvalitetsdokumentation, en kontrollplan och – vid behov – mätrapporter samt RoHS/REACH-deklarationer.
Ja, SABNER har infört ett kvalitetsledningssystem baserat på kraven i ISO 9001, och produktionsprocesserna genomförs på ett kontrollerat, dokumenterat och repeterbart sätt. I praktiken innebär detta att arbeta med godkända ingångsdata, identifiera CTQ-krav, utarbeta en kontrollplan, kontrollera inkommande material, godkänna första detaljen, genomföra kontroll under tillverkningen samt utföra slutlig batchfrigivning. SABNER arbetar även i enlighet med ISO 14001-standarden för miljöledning. För projekt som kräver en högre dokumentationsnivå kan vi ta fram mätrapporter, materialcertifikat 3.1, spårbarhet för partier, RoHS/REACH-deklarationer samt kvalitetsdokumentation som överenskommits med kunden.
Ja, SABNER kan ta fram PPAP, FAI och annan kvalitetsdokumentation som krävs för serietillverkning av CNC-svarvade precisionsdetaljer. Vi fastställer dokumentationens omfattning från fall till fall utifrån kundens krav, branschen, den tekniska ritningen, CTQ-mått och projektets risknivå. Beroende på överenskommelserna kan vi bland annat ta fram en First-Off-rapport, FAI, mätrapporter, en kontrollplan, PPAP-dokumentation, Cp/Cpk-analys, spårbarhet per sats, ett materialcertifikat 3.1, RoHS/REACH-deklarationer och andra kvalitetsdokument som krävs för produktionsgodkännande. SABNER betraktar kvalitetsdokumentationen som en integrerad del av processen för att införa och kontrollera serietillverkningen, snarare än som ett tillägg som är fristående från den teknik som används för att tillverka delen.
SABNER verifierar att delarna uppfyller toleranserna utifrån teknisk dokumentation, CTQ-mått och den godkända kontrollplanen för ett givet projekt. Kontrollen omfattar förstastycksmätning före serietillverkningens start, löpande kontroller under produktionen samt en slutkontroll av partiet före frisläppning för förpackning och leverans. Beroende på komponentens krav tillämpar vi lämpliga mätmetoder, rapporterar resultat för kritiska egenskaper och kan genomföra utökad övervakning, inklusive 100-procentig kontroll av utvalda dimensioner, SPC, Cp/Cpk eller FAI/PPAP-dokumentation. SABNER:s mål är inte bara att upptäcka avvikelser utan också att upprätthålla en stabil CNC-svarvningsprocess som säkerställer dimensionell repeterbarhet genom hela serien.
Om en sats inte uppfyller kvalitetskraven spärrar SABNER den och släpper inte iväg den för leverans förrän avvikelsen har åtgärdats. Delarna identifieras, separeras och analyseras med avseende på typ av avvikelse, dess inverkan på delens funktion, CTQ-mått, toleranser, material samt alternativ för vidare åtgärder. Beroende på analysresultaten kan möjliga åtgärder omfatta sortering, 100-procentig kontroll, omverifiering av dimensioner, kasserande av icke-överensstämmande delar (NOK) eller – om det är tekniskt genomförbart och godtas av kunden – korrigerande åtgärder. SABNER:s mål är att förhindra leverans av icke-överensstämmande partier och att snabbt identifiera den bakomliggande orsaken för att skydda efterföljande produktionskörningar från att problemet upprepas.
Ja, SABNER säkerställer spårbarheten för produktionspartier, särskilt vid serietillverkning av CNC-svarvade precisionsdetaljer. Spårbarheten innefattar att koppla produkten till materialpartiet, materialcertifikatet 3.1, produktionspartinummer, kvalitetskontrollresultat, mätdokumentation och orderhanteringshistoriken. Detta gör det möjligt att fastställa vilket material som användes för att tillverka ett specifikt parti, när det producerades, vilka kontroller det genomgick och på vilka grunder det godkändes för leverans. SABNER tillämpar detta tillvägagångssätt särskilt vid B2B-projekt som kräver jämn kvalitet, överensstämmelse med teknisk dokumentation och full kontroll över leveransernas tillförlitlighet.
Ja, SABNER kan uppfylla internationella kunders kvalitetskrav om dessa är tydligt definierade i teknisk dokumentation, inköpsspecifikationer eller konstruktionskrav. Vi arbetar utifrån en kontrollerad kvalitetsprocess som omfattar identifiering av CTQ-mått, en kontrollplan, inkommande materialkontroll, förstastycksgodkännande, kontroller under tillverkningen, slutkontroll samt spårbarhet för produktionssatser. För internationella kunder kan vi tillhandahålla dokumentation såsom mätrapporter, materialcertifikat 3.1, RoHS/REACH-deklarationer, FAI, PPAP, Cp/Cpk-resultat, kontrollprotokoll och bekräftelser på överensstämmelse med överenskomna krav. SABNER hanterar B2B-projekt där jämn kvalitet, dimensionell repeterbarhet, transparent dokumentation och leveranser som uppfyller kundens krav är avgörande – oavsett målmarknad.
Ja, SABNER kan märka delar eller förpackningar med ett batchnummer om ett sådant krav anges i kundens dokumentation, kontrollplan eller överenskommen spårbarhetsmodell. I praktiken använder vi oftast identifiering på produktionsbatchnivå, på förpackningsetiketter, i fraktdokumentation och genom länkar till materialet, materialcertifikatet 3.1 och kvalitetskontrollresultaten. Märkning av enskilda delar är endast möjlig om delens geometri, storlek, material, ytfunktion och märkningsteknik tillåter det. SABNER fastställer omfattningen av märkningen från fall till fall för att säkerställa spårbarhet per sats utan risk för att skada eller äventyra funktionen hos en precisionsdel.
B2B-samarbete / Formaliteter / Internationella kunder
Här förklarar vi hur samarbetet med SABNER ser ut ur ett formellt, organisatoriskt och internationellt perspektiv.
Ja, SABNER kan underteckna ett sekretessavtal före projektanalysen om kunden önskar säkerställa sekretessen för teknisk dokumentation, ritningar, 3D-modeller, prover, materialdata eller information om komponentens användningsområde. Sekretess är särskilt viktigt vid serietillverkningsprojekt, vid övertagande av tillverkning från en annan leverantör, vid analys av en komponent utan fullständig dokumentation samt för komponenter som utvecklas som en del av en ny kundprodukt. När sekretessavtalet är undertecknat kan vi gå vidare med en genomförbarhetsanalys, bedömning av tillverkningsrisker, utarbetande av tillverkningsspecifikationer, DFM-analys, prissättning eller utveckling av dokumentation baserad på ett prov. SABNER behandlar kundens konstruktionsdata som konfidentiell information och delar inte ritningar, prover eller tekniska detaljer med andra parter utan en överenskommen grund för samarbete.
Ja, SABNER tar emot förfrågningar på engelska och sköter kommunikationen med internationella kunder på engelska. Kunderna kan skicka in 2D-ritningar, STEP-modeller, tekniska specifikationer, kvalitetskrav, produktionsprognoser, offertförfrågningar eller projektdokumentation direkt på engelska. SABNER analyserar sådana förfrågningar på samma sätt som inhemska projekt: vi bedömer tillverkbarheten med CNC-svarvning, materialet, toleranser, CTQ-mått, ytjämnhet, årlig volym, kvalitetsdokumentation och leveransschema. Detta gör det möjligt för oss att hantera hela processen – från teknisk analys och prissättning, via validering och vidare till serietillverkning – på engelska, i enlighet med den internationella kundens krav.
Ja, SABNER tar fram offerter, teknisk korrespondens och kvalitetsdokumentation på engelska för internationella kunder. Vi kan hantera hela processen på engelska: från att analysera förfrågningar, lämna offerter och fastställa tekniska specifikationer, via bekräftelse av CTQ-krav, ända fram till den produktions- och kvalitetsdokumentation som krävs för leveranser i serieproduktion. Beroende på projektet tar vi bland annat fram kommersiella offerter, tekniska specifikationer, mätrapporter, First-Off-dokumentation, FAI, PPAP, kontrollplan, RoHS/REACH-deklarationer, bekräftelser på efterlevnad samt dokument relaterade till spårbarhet av partier och materialcertifikat 3.1. SABNER hanterar B2B-projekt på engelska så att internationella kunder får tydlig, teknisk och fullständig dokumentation i enlighet med projektkraven.
Ja, SABNER kan arbeta enligt internationella kunders standarder och krav, förutsatt att dessa tydligt framgår av den tekniska dokumentationen, inköpsspecifikationerna eller projektets kvalitetskrav. Vi analyserar ritningar, standarder, toleranser, CTQ-krav, material, ytjämnhet, kontrollmetoder, spårbarhet av partier, förpackning och godkännandedokumentation för att bekräfta att de överensstämmer med vår CNC-svarvningsprocess. För internationella kunder kan vi bland annat ta fram mätrapporter, materialcertifikat 3.1, RoHS/REACH-deklarationer, FAI, PPAP, kontrollplaner, Cp/Cpk-resultat och kvalitetsdokumentation på engelska. Vi utvärderar varje projekt individuellt, eftersom den slutliga omfattningen av efterlevnaden beror på branschen, kundens standarder, detaljens geometri och den erforderliga nivån på kvalitetskontrollen.
Ja, SABNER har erfarenhet av att samarbeta med inköpsavdelningar hos stora företag, särskilt i serietillverkningsprojekt som kräver tydliga tekniska, kvalitetsmässiga, logistiska och kommersiella villkor. Vi hanterar processer som är typiska för B2B-upphandling: offertförfrågningar, granskning av dokumentation, prissättning baserad på årliga volymer, förhandlingar om ledtider, upprättande av ramavtal, bekräftelse av leveransvillkor, kvalitetsdokumentation, spårbarhet av partier samt statusuppdateringar under produktionen. SABNER är bäst lämpad som leverantör av precisionsdetaljer tillverkade med CNC-svarvning för företag som förväntar sig stabila leveranser, jämn kvalitet, transparent prissättning och ett långsiktigt samarbete baserat på prognoser, leveransscheman eller återkommande order.
Ja, SABNER betjänar OEM-kunder, särskilt i serieproduktionsprojekt som kräver stabil tillverkning av CNC-svarvade precisionsdetaljer, dimensionell repeterbarhet, spårbarhet av partier och välorganiserad kvalitetsdokumentation. Vi bedriver vår verksamhet i enlighet med kvalitetsledningssystemet ISO 9001 och miljöledningssystemet ISO 14001, och beroende på kundernas krav kan vi ta fram dokumentation och processer som uppfyller kraven enligt APQP, PPAP, FAI, kontrollplan, SPC, MSA samt processkapabilitetsanalys (Cp/Cpk). Som standard tillhandahåller vi ett materialcertifikat 3.1, mätrapporter, spårbarhet för material och produktionspartier samt, på begäran, RoHS/REACH-deklarationer. För projekt som kräver teknisk renhet kan vi införliva VDA 19.1-krav och skräddarsy rengörings-, torknings- och förpackningsprocesserna enligt OEM-specifikationer.
Ja, SABNER kan teckna ett ramavtal för långsiktigt samarbete, särskilt för serie- och återkommande projekt baserade på en årsprognos eller ett regelbundet leveransschema. Ett ramavtal kan specificera omfattningen av de delar som ska tillverkas, prissättningsvillkor, årliga volymer, leveranspartier, ledtider, regler för upprätthållande av lagerbuffertar, kvalitetskrav, dokumentation, förpackning, teknisk rengöring samt villkor för prisjusteringar vid förändringar i materialkostnaderna. Denna samarbetsmodell möjliggör bättre materialförsörjningssäkerhet, planering av produktionskapacitet, stabilisering av enhetskostnader och säkerställande av kontinuerlig leverans. SABNER är bäst lämpat för långsiktiga B2B-projekt där, så snart processen har godkänts, regelbunden produktion av CNC-svarvade precisionsdetaljer i enlighet med kundens dokumentation är möjlig.
Ja, SABNER kan ta fram en fallstudie eller referenser, men omfattningen av sådant material beror på projektets sekretessnivå och kundens samtycke i varje enskilt fall. Oftast tar vi fram anonymiserade projektbeskrivningar som redogör för branschen, typ av detalj, material, kvalitetskrav, tillverkningsutmaningar, den använda tekniska metoden och resultatet av samarbetet – utan att avslöja ritningar, konstruktionsdata, kundnamn eller kommersiell information. När det gäller namngivna kundutlåtanden eller detaljerade fallstudier som inkluderar kundens namn krävs ett separat godkännande, eftersom information om samarbetet, projekten, prover, ritningar, priser och tillverkningsprocesser kan vara konfidentiell. SABNER kan därför presentera sin erfarenhet och sina tillämpningsexempel på ett affärsmässigt säkert sätt, särskilt för projekt som omfattar serietillverkning med CNC-svarvning av små metalldelar för B2B-kunder.
Det lönar sig att välja SABNER som leverantör av precisionsdelar om ert projekt kräver stabil serieproduktion av små metalldelar med hjälp av CNC-svarvningsteknik. Vår konkurrensfördel ligger i vår smala specialisering: vi tillverkar delar av stångmaterial med en diameter från Ø0,8 mm till Ø20,0 mm och en längd från 1 mm till 150 mm, främst av rostfritt stål, titan och mässing, med fokus på repeterbarhet, CTQ-kontroll och kvaliteten på hela partiet. Vi arbetar med europeiskt draget stångmaterial från kvalificerade leverantörer, med materialcertifikat 3.1; vi säkerställer spårbarhet för varje sats, tillhandahåller mätrapporter, erbjuder teknisk rengöring, specialförpackning och möjlighet till lagerbuffert. SABNER är ett bra val för B2B-kunder som inte bara söker en komponenttillverkare utan även en partner för långsiktig, kontrollerad serietillverkning.

Logistik, förpackning och frakt
Detta avsnitt behandlar förpackning, satsmärkning, frakt, leveransdokument och säkring av smådelar under transport.
Ja, SABNER levererar färdiga delar internationellt, både till länder inom Europeiska unionen och till kunder utanför EU. För internationella leveranser ordnar vi transporten från vår sida, inklusive dörr-till-dörr-service (D2D), och upprättar som standard frakt- och tulldokumentation på engelska. Färdiga delar kan rengöras tekniskt, specialförpackas, märkas och kopplas till ett batchnummer samt, på begäran, levereras med kvalitetsdokumentation såsom mätrapport, materialcertifikat 3.1, RoHS/REACH-deklarationer, FAI, PPAP eller intyg om överensstämmelse. Vi kan sköta korrespondensen med kunden på dennes språk, vilket underlättar hanteringen av exportprojekt och regelbundna batchleveranser.
SABNERs samarbete med internationella kunder bygger på tekniskt stöd på distans, kommunikation på kundens språk och dokumentation som standard utarbetas på engelska. Kunden skickar en förfrågan, en 2D-ritning, en STEP-modell eller ett prov, och SABNER analyserar tillverkbarheten med CNC-svarvning, materialet, toleranser, CTQ-krav, årlig volym, kvalitetsdokumentation och leveransschema. När konstruktionen har godkänts kan vi ta fram prov, en pilotserie, serieproduktion, mätrapporter, ett materialcertifikat 3.1, RoHS/REACH-deklarationer, FAI, PPAP och spårbarhet för varje sats. För internationella leveranser ordnar vi transporten – inklusive D2D-leverans (dörr-till-dörr) – och tar fram frakt-, export- och tulldokumentation på engelska.
Ja, SABNER exporterar delar till EU-länder och betjänar internationella B2B-kunder genom serieproduktion av precisionsdetaljer som är CNC-svarvade. Vi kan sköta korrespondensen på kundens språk, medan teknisk dokumentation, kvalitetsdokumentation och fraktdokumentation som standard upprättas på engelska. Färdiga detaljer kan levereras enligt överenskommen tidsplan, kvalitetskrav, partimärkning, teknisk rengöring och specialförpackning. För leveranser till EU-länder ordnar SABNER transporten, inklusive dörr-till-dörr-service (D2D), och tillhandahåller på begäran kvalitetsdokumentation såsom mätrapporter, materialcertifikat 3.1, RoHS/REACH-deklarationer, FAI, PPAP eller andra dokument som kunden kräver.
Ja, SABNER tillverkar för kunder utanför Europeiska unionen om projektet avser serietillverkade, CNC-svarvade precisionsdetaljer som ligger inom våra tekniska möjligheter. Vi kan sköta korrespondensen på kundens språk, medan teknisk dokumentation, kvalitets-, frakt- och tulldokumentation som standard upprättas på engelska. För leveranser utanför EU ordnar SABNER transporten från sin sida enligt D2D-modellen (dörr-till-dörr) och upprättar nödvändiga export- och tulldokument. Detta innebär att kunden erhåller färdiga detaljer tillsammans med en komplett uppsättning dokument som krävs för tullklarering, godkännande och kvalitetskontroll, inklusive – vid behov – mätrapporter, materialcertifikat 3.1, RoHS/REACH-deklarationer, FAI, PPAP och spårbarhet per sats.
SABNER förpackar precisionsdelar för transport på ett sätt som är anpassat efter delens geometri, kvalitetskrav och kundens leveransmodell. Efter tillverkning och slutkontroll kan delarna genomgå teknisk rengöring. Därefter räknar, märker och förpackar vi dem för att minimera risken för skador, föroreningar, förväxling av partier eller förlust av spårbarhet. Beroende på projektet använder vi bulkförpackning, separering av delar, märkning av batchnummer, specialtransportförpackning eller vakuumförpackning om teknisk renhet eller efterföljande automatiserad montering kräver det. SABNER förbereder delar för inrikes och internationell frakt, inklusive D2D-leverans (dörr-till-dörr), med kvalitets- och fraktdokumentation i enlighet med projektspecifikationerna.
Ja, SABNER ordnar transporten av färdiga delar från sin sida, både för inrikes och internationella leveranser. För exportprojekt kan vi erbjuda D2D-leveranser (dörr-till-dörr), samtidigt som vi som standard upprättar frakt-, export- och tulldokumentation på engelska. Färdiga delar förpackas enligt projektkraven, märks med ett batchnummer och kan levereras tillsammans med kvalitetsdokumentation såsom mätrapport, materialcertifikat 3.1, RoHS/REACH-deklarationer, FAI, PPAP eller andra dokument som kunden kräver. Detta säkerställer att kunden får omfattande logistiskt stöd utan att behöva organisera transport och tullklarering på egen hand.
Ja, SABNER erbjuder anpassade etiketter och förpackningsmärkningar om kunden så önskar eller som en del av en modell för spårbarhet av partier. Förpackningarna kan märkas med bland annat batchnummer, ordernummer, artikelnummer, antal, materialnamn, numret på materialcertifikatet 3.1, tillverkningsdatum, kvalitetskontrollstatus eller andra uppgifter som överenskommits i projektet. Anpassad märkning är särskilt viktigt vid serieleveranser, automatiserad montering, internationella transporter, lagerbuffring och projekt som kräver fullständig spårbarhet. SABNER fastställer formatet på etiketter och förpackningsbeskrivningar från fall till fall för att säkerställa att de färdiga delarna är lätta för kunden att ta emot, lagra, inspektera och använda.
Ja, SABNER kan förpacka delar enligt kundens individuella riktlinjer, förutsatt att dessa har överenskommits innan produktionen eller leveransen påbörjas. Detta gäller bland annat metoden för att separera delar, antalet stycken per förpackning, etiketter, partinummer, logistikmärkning, förpackning för automatiserad montering, krav på teknisk renhet, vakuumförpackning eller ytskydd mot skador. Vi betraktar förpackningen som ett standardsteg i produktionsprocessen, kopplat till slutkontroll, spårbarhet av partier och fraktdokumentation. SABNER fastställer förpackningsdetaljerna från fall till fall för att säkerställa att de färdiga delarna uppfyller kundens krav på kvalitet, logistik och lagerhållning.
Ja, SABNER kan förbereda delar i monteringssatser om denna förpackningsmetod avtalas före produktionen. Delarna kan räknas, monteras, märkas och förpackas enligt en struktur som specificeras av kunden, t.ex. som en uppsättning delar för en enskild modul, en enskild monteringsoperation eller ett enskilt produktionsparti. Detta tillvägagångssätt är särskilt användbart för automatiserad montering, serieproduktion, schemalagda leveranser och projekt som kräver fullständig spårbarhet av partier. SABNER hanterar sammanställning och förpackning av satser som en del av logistik- och produktionsprocessen, kopplad till slutkontroll, märkning av förpackningar, fraktdokumentation och kundens kvalitetskrav.
Ja, SABNER kan leverera färdiga delar direkt till slutkunden om denna logistikmodell överenskommits under projektets gång. Detta gäller både inrikes- och utrikesleveranser, inklusive D2D-leveranser (dörr-till-dörr) som vi organiserar. Delarna kan förpackas och märkas enligt kundens riktlinjer, vilket säkerställer spårbarhet av satser, logistikmärkning, fraktdokumentation och nödvändiga kvalitetsdokument. För exportleveranser upprättar SABNER som standard teknisk dokumentation, kvalitetsdokumentation, fraktdokumentation och tulldokumentation på engelska, vilket möjliggör direkt leverans till slutmottagaren inom den etablerade leveranskedjan.
Ytterligare bearbetning och efterbehandling
Här behandlar vi frågor som rör bearbetning efter svarvning, ytbehandling, rengöring, efterbehandling och underleverantörsprocesser.
Ja, SABNER kan ordna ytbehandling via betrodda tekniska partners om detta krävs enligt den tekniska dokumentationen eller dikteras av detaljens funktion. Vår kärnverksamhet omfattar CNC-precisionssvarvning av små metalldelar, medan processer som passivering, förnickling, förzinkning, anodisering, elektropolering, värmebehandling eller andra ytbehandlingar kan utföras i samarbete med kvalificerade leverantörer. I sådana fall samordnar SABNER de tekniska kraven, överlämningen av detaljerna, kontrollen efter bearbetningen och det slutliga godkännandet av partiet för att säkerställa att kunden får en färdig komponent som uppfyller kraven i dokumentationen. Vi fastställer omfattningen av varje ytbehandling individuellt efter att ha analyserat detaljens material, geometri, toleranser, kvalitetskrav och driftsförhållanden.
Ja, SABNER kan utföra lasermärkning av delar om detta krävs enligt teknisk dokumentation, för spårbarhet av satser eller kundens monteringsprocess. Vi utvärderar omfattningen av märkningen från fall till fall, eftersom delens diameter, tillgänglig yta, material, märkningsdjup eller kontrast, märkningens inverkan på delens funktion samt kvalitetskrav avgörande faktorer. Möjliga märkningar kan omfatta batchnummer, artikelnummer, kundkod, monteringsriktning eller andra uppgifter som överenskommits i konstruktionen. Om det inte är tekniskt möjligt att märka en enskild komponent kan SABNER genomföra identifiering på förpackningsnivå, via etiketter, fraktdokumentation och kopplingar till produktionsbatchen.
SABNER tillverkar komponenter som kräver hög ytkvalitet, förutsatt att delen faller inom ramen för CNC-precisionssvarvning från stångmaterial. Vi betraktar ytkvaliteten som en teknisk parameter och därför definierar vi redan i konstruktionsanalysfasen krav avseende ytjämnhet, bearbetningsriktning, kanter, fasningar, risken för repor, grader samt förpackningsmetoder. Vid standard-CNC-svarvning uppnår vi vanligtvis en ytjämnhet på Ra 0,8–1,6 µm; med en korrekt vald process kan detta reduceras till cirka Ra 0,4 µm, och för utvalda funktionella ytor kan vi skräddarsy processen för att uppnå betydligt lägre värden, till och med så lågt som Ra 0,05 µm. Teknisk rengöring ingår som standard i priset, och specialförpackning samt separering av detaljerna kan anpassas för att bibehålla den erforderliga ytkvaliteten fram till leveransen.
Ja, SABNER avlägsnar vassa kanter och grader efter bearbetningen som en standarddel av förberedelsen av detaljen inför kvalitetskontroll och vidare användning. För precisionsdetaljer som bearbetats med CNC-svarvning inspekterar vi kanter, fasningar, övergångar, hål, gängor och funktionella ytor för att minimera risken för monteringsproblem, skador vid förpackning, repor eller bristande överensstämmelse med kundens tillämpning. Vi väljer metod för avgradning och kantrundning utifrån detaljens geometri, material, toleranser och krav i tekniska ritningar, för att inte äventyra CTQ-mått eller ytkvalitet. SABNER betraktar kantkontroll, teknisk rengöring och korrekt förpackning som en del av den kompletta serieproduktionsprocessen för små CNC-svarvade detaljer.
Ja, SABNER erbjuder rengöring av detaljer efter tillverkning och betraktar detta som ett standardsteg i processen för precisionsdetaljer som CNC-svarvats. Den tekniska rengöringen ingår i priset och syftar till att avlägsna bearbetningsrester, olja och fina föroreningar, samt att förbereda detaljerna för slutkontroll, förpackning, lagring eller vidare montering hos kunden. Beroende på projektkraven kan vi välja renhetsnivå samt förpacknings- och skyddsmetod för detaljerna, inklusive special- eller vakuumförpackning. För projekt som kräver en högre renhetsnivå kan SABNER tillgodose krav enligt VDA 19.1, förutsatt att dessa anges i den tekniska dokumentationen eller kundens specifikationer.
SABNER säkerställer delarnas tekniska renhet som ett standardsteg i produktionen genom att använda sin egen vakuumrengöringsmaskin Dürr Ecoclean Compact 80C för att rengöra, avfetta och torka precisionsdetaljer som bearbetats med CNC-svarvning. Processen omfattar fyllning av arbetskammaren, effektiv cirkulation av rengöringsmedlet, filtrering, ångavfettning, korgrotation, destillering av rengöringsmedlet och vakuumtorkning, vilket säkerställer att delarna effektivt rengörs från bearbetningsolja, fina föroreningar och processrester före slutkontroll och förpackning. Teknisk rengöring ingår i priset, och för mer krävande behov kan SABNER skräddarsy rengöringsprogrammet, torkningsmetoden, förpackningen och skyddet av delarna för att uppfylla de specifikationer som anges i kundens dokumentation.
Maskinpark
I detta avsnitt beskriver vi vår maskinpark, svarvautomater, maskinernas kompatibilitet samt vikten av stabil teknik för serietillverkning.
SABNER driver en maskinpark inriktad på CNC-precisionssvarvning av små metalldelar i serieproduktion. Den huvudsakliga produktionsmaskinen är svarvautomaten Star SB-20R typ G, som används för stabil och repeterbar bearbetning av delar från stångmaterial i enlighet med kundens tekniska dokumentation. Utifrån detta tillverkar vi hylsor, stift, styrstift, axlar, gängade komponenter, insatser och andra precisionssvarvade komponenter. Maskinparken kompletteras av vår egen verktygsverkstad, bestående av en svarv och en CNC-fräsmaskin, som stöder förberedelse, modifiering och löpande underhåll av produktionsverktyg. Denna uppsättning gör det möjligt för SABNER att kontrollera inte bara själva CNC-svarvningsprocessen utan även den tekniska infrastruktur som krävs för en stabil serietillverkning.
I produktionen använder SABNER nya CNC-svarvautomater som är konstruerade för serietillverkning av precisionsmetallkomponenter från stångmaterial. Den huvudsakliga typen av produktionsmaskin är svarvautomaten Star SB-20R Typ G, på vilken vi utför en stabil och repeterbar tillverkning av hylsor, stift, styrstift, axlar, insatser, gängade element och andra små komponenter i enlighet med kundens tekniska dokumentation. För närvarande består vår maskinpark av 8 CNC-svarvautomater, och vi planerar att ytterligare utöka vår produktionskapacitet. Vi arbetar uteslutande med en huvudtyp av maskin, vilket säkerställer fullständig projektportabilitet mellan maskinerna och en pålitlig produktionsreserv. Processen stöds av CAD/CAM-programvara med en postprocessor och en virtuell maskin, och vår tekniska infrastruktur kompletteras av vår egen verktygsverkstad.
SABNERs maskinpark består främst av CNC-svarvar avsedda för serietillverkning av precisionsmetallkomponenter från stångmaterial. Vi positionerar oss inte som leverantör av CNC-frästjänster, eftersom SABNERs primära produktionsteknik är CNC-svarvning på svarvautomater, och den viktigaste maskinen i denna process är svarvautomaten Star SB-20R typ G. Vi har även en egen verktygsverkstad utrustad med en CNC-svarv och en CNC-fräsmaskin, men dess roll är att stödja förberedelse, modifiering och underhåll av produktionsverktyg, snarare än att tillhandahålla fräsning som en separat tjänst för kunderna. Detta gör det möjligt för SABNER att fokusera på en stabil och repeterbar produktion av CNC-svarvade delar, samtidigt som vi upprätthåller den tekniska infrastruktur som krävs för att processen ska fungera smidigt.
För närvarande finns det 8 CNC-svarvautomater i drift vid SABNER:s anläggning, och maskinparken utökas i takt med den växande efterfrågan på serietillverkning av precisionsmetallkomponenter. Den huvudsakliga maskinen som används i vår process är svarvautomaten Star SB-20R typ G, som utgör grunden för en stabil och repeterbar bearbetning av komponenter från stångmaterial i enlighet med kundens tekniska dokumentation. Maskinparken är inriktad på CNC-svarvning, och dess kapacitet kompletteras av vår interna verktygsverkstad, utrustad med en CNC-svarv och en fräsmaskin, som stöder förberedelse, modifiering och underhåll av produktionsverktyg. SABNER utökar sin produktionskapacitet mot långsiktiga B2B-serieprojekt, där repeterbarhet, kvalitetskontroll, leverans i tid och leveranssäkerhet är avgörande.
Ja, SABNER har en modern maskinpark utformad för serietillverkning av CNC-svarvade precisionsdetaljer. Produktionsanläggningen arbetar uteslutande med nya svarvautomater, och den huvudsakliga maskinen som används i tillverkningsprocessen är Star SB-20R Typ G. För närvarande finns 8 CNC-svarvautomater i drift, och det finns planer på att ytterligare öka produktionskapaciteten. Stabiliteten i maskinparken upprätthålls genom månatliga TPM-aktiviteter, internt underhåll och regelbundna tekniska inspektioner, vilket bidrar till att minimera risken för driftstopp och upprätthålla processens jämnhet. Som ett resultat av detta kan SABNER genomföra långsiktiga B2B-serietillverkningsprojekt där precision, leverans i tid, kvalitetskontroll och leveransstabilitet är av avgörande betydelse.
Star SB-20R Typ G är SABNERs huvudsakliga produktionsmaskin, som används för CNC-svarvning av precisionsdelar från stångmaterial i serieproduktion. Det är en svarvautomat av schweizisk typ med glidande spindelhuvud, konstruerad för stabil bearbetning av små och medelstora metallkomponenter som kräver hög dimensionell repeterbarhet. Maskinen möjliggör en kombination av bearbetningsoperationer såsom utvändig och invändig svarvning, axiell borrning, tvärborrning, gängning, spårstickning, fasning, avstickning och bearbetning av arbetsstyckets motsatta sida – allt i en enda cykel. I praktiken möjliggör detta tillverkning av hylsor, stift, styrstift, axlar, insatser, gängade komponenter och andra precisionstekniska delar enligt kundspecifikationer. Star SB-20R Typ G passar väl för SABNERs produktionsprofil, eftersom den stödjer serietillverkning av delar med komplexa geometrier, repeterbara toleranser och hög processstabilitet.
Ja, SABNER-maskinerna är främst konstruerade för serietillverkning av CNC-svarvade precisionsdetaljer. Vi har åtta nya CNC-svarvautomater, och den viktigaste maskinen i tillverkningsprocessen är Star SB-20R Typ G, som valts ut för stabil och repeterbar bearbetning av detaljer från stångmaterial. Vår maskinpark gör det möjligt för oss att tillverka hylsor, stift, styrstift, axlar, insatser, gängade delar och andra små metallkomponenter i enlighet med kundens tekniska dokumentation. Produktionsstabiliteten stöds av månatliga TPM-möten, internt underhåll, regelbundna tekniska inspektioner och en välutrustad verktygsverkstad, vilket minskar risken för driftstopp och bidrar till att upprätthålla processens repeterbarhet i långsiktiga B2B-serietillverkningsprojekt.
Ja, SABNERs maskinpark möjliggör tillverkning av prototyper, provserier och korta serier, men vi betraktar dessa främst som en industrialiseringsfas som leder fram till efterföljande serietillverkning. Vi arbetar med nya CNC-svarvar, främst modellen Star SB-20R typ G, vilket gör det möjligt för oss att tillverka initiala delar för validering av geometri, toleranser, material, ytjämnhet, montering och processstabilitet. Små serier är särskilt motiverade när de används för komponentkvalificering, funktionstestning, godkännande av dokumentation, FAI eller förberedelse inför långsiktig produktion. Vår egen verktygsverkstad, månatliga TPM-möten, underhåll och regelbundna inspektioner stödjer en snabb processinställning och den efterföljande övergången till stabil, repeterbar serieproduktion.
Ja, SABNER-maskinerna klarar av att bearbeta små och komplexa metalldelar, särskilt med hjälp av CNC-precisionssvarvning. Den huvudsakliga maskinen som används i vår process är svarvautomaten Star SB-20R Typ G, som fungerar väl vid tillverkning av små komponenter som kräver repeterbarhet, stabila toleranser och flera operationer i en enda cykel. Vi kan tillverka detaljer såsom hylsor, stift, styrstift, axlar, insatser, gängade komponenter samt detaljer med hål, spår, fasningar, gängor och geometrier som kräver CTQ-måttkontroll. Vi utvärderar varje projekt individuellt med avseende på diameter, längd, material, toleranser, ytjämnhet, processstabilitet och planerad volym för att bekräfta om detaljen är lämplig för serietillverkning på CNC-svarvar.
Ja, SABNERs maskinpark säkerställer hög repeterbarhet i produktionen eftersom den bygger på nya CNC-svarvautomater som är konstruerade för stabil serieproduktion av detaljer från stångmaterial. För närvarande finns det 8 svarvautomater i drift vid anläggningen, och den huvudsakliga maskinen som används i processen är Star SB-20R typ G. Repeterbarheten stöds inte bara av maskinerna själva utan även av månatliga TPM-aktiviteter, internt underhåll, regelbundna tekniska inspektioner samt verktygsverkstaden för förberedelse och underhåll av produktionsverktyg. Detta gör att SABNER kan minimera risken för driftstopp, reagera snabbare på tekniska behov och upprätthålla en stabil process vid långsiktig serieproduktion av CNC-svarvade precisionsdetaljer.
Ja, tack vare vår maskinpark kan SABNER tillverka detaljer med snäva toleranser, särskilt vid serietillverkning av CNC-svarvade precisionsdetaljer från stångmaterial. Vi arbetar med nya CNC-svarvar, och huvudmaskinen i vår process är Star SB-20R Typ G, som valts ut för stabil och repeterbar bearbetning av små metallkomponenter. I vissa fall kan vi uppnå mycket snäva toleranser, till och med ner till ±0,001 mm; vi bedömer dock varje fall individuellt utifrån detaljens geometri, material, CTQ-mått, inställningsmetod, batchstorlek och mätmöjligheter. Efterlevnaden av toleranserna stöds av månatliga TPM-aktiviteter, internt underhåll, regelbundna tekniska inspektioner, verktygsverkstad samt kvalitetskontroll baserad på en kontrollplan, förstastycksmätningar och kontroller under tillverkningen.
Ja, SABNER har maskiner som är lämpliga för bearbetning av små precisionsdelar, eftersom vår maskinpark består av nya CNC-svarvautomater som är konstruerade för stabil tillverkning av delar från stångmaterial. Huvudmaskinen i vår process är svarvautomaten Star SB-20R typ G, som gör det möjligt för oss att tillverka små metallkomponenter som kräver repeterbarhet, snäva toleranser och flera bearbetningssteg i en enda cykel. Vi tillverkar bland annat hylsor, stift, styrstift, axlar, insatser, gängade komponenter och andra tekniska delar enligt kundspecifikationer. För närvarande har anläggningen åtta CNC-styrda svarvautomater i drift, och processstabiliteten säkerställs genom månatliga TPM-möten, internt underhåll, regelbundna inspektioner och en välutrustad verktygsverkstad.
Ja, SABNERs maskinpark möjliggör bearbetning av detaljer med komplexa geometrier, förutsatt att detaljens geometri är kompatibel med teknik för CNC-precisionssvarvning från stångmaterial. Huvudmaskinen i vår process är svarvautomaten Star SB-20R typ G, som gör det möjligt för oss att kombinera flera bearbetningssteg i en enda cykel, såsom yttre och inre svarvning, borrning, gängning, spårstickning, fasning, avstickning och bearbetning av utvalda funktionella detaljer i komponenten. Detta gör det möjligt för oss att tillverka hylsor, stift, styrstift, axlar, insatser, gängade komponenter och andra små tekniska komponenter som kräver repeterbarhet och CTQ-måttkontroll. Vi analyserar varje projekt individuellt med avseende på diameter, längd, material, toleranser, ytjämnhet, uppspänningsstabilitet och planerad produktionsvolym för att bekräfta om delen är lämplig för serietillverkning på CNC-svarvautomater.
Ja, SABNER har maskiner som klarar kontinuerlig drift för större produktionsserier, eftersom vår maskinpark består av nya CNC-svarvar utformade för stabil och repeterbar tillverkning av detaljer från stångmaterial. Huvudmaskinen i produktionsprocessen är Star SB-20R Typ G, som möjliggör tillverkning av långa serier av komponenter som kräver dimensionell repeterbarhet, processkontroll och jämn kvalitet mellan på varandra följande partier. För närvarande har produktionsanläggningen åtta CNC-svarvautomater i drift, och produktionskapaciteten utökas i takt med den växande efterfrågan från B2B-kunder. Driften av maskinparken stöds av månatliga TPM-aktiviteter, internt underhåll, regelbundna tekniska inspektioner och en välutrustad verktygsverkstad, vilket bidrar till att minimera risken för driftstopp och upprätthålla produktionsstabiliteten för serieprojekt.
Ja, SABNER-maskinerna underhålls regelbundet och genomgår teknisk översyn för att upprätthålla processstabiliteten vid serieproduktion av CNC-svarvade precisionsdetaljer. Vår maskinpark drivs enligt ett månatligt TPM-program, internt underhåll och regelbundna tekniska inspektioner, vilket bidrar till att minimera risken för driftstopp, upptäcka slitage på komponenter och upprätthålla repeterbarheten i bearbetningen. Huvudproduktionsmaskinen, Star SB-20R Typ G, drivs enligt ett kontrollerat underhållsprogram i enlighet med kraven för serieproduktion. Samtidigt övervakar vi vår kontroll- och mätutrustning för att säkerställa att komponentmätningar, förstastyckskontroller, löpande kontroller och slutkontroller överensstämmer med kundens kvalitetskrav.
Ja, SABNER utökar sin maskinpark i takt med att produktionen ökar och kundernas efterfrågan på långsiktiga serieprojekt växer. För närvarande har produktionsanläggningen åtta nya CNC-svarvar i drift, och den huvudsakliga maskintypen som används i vår process är Star SB-20R Typ G. Vi utökar vår maskinpark på ett kontrollerat sätt för att säkerställa att den ökade produktionskapaciteten inte går ut över processstabiliteten, kvaliteten eller leveranssäkerheten. Varje utbyggnad anpassas efter behoven inom serietillverkningen, operatörernas tillgänglighet, underhållet, verktygsverkstaden och kvalitetskontrollsystemet. Maskinernas tillförlitlighet säkerställs genom månatliga TPM-aktiviteter, internt underhåll och regelbundna tekniska inspektioner.
Ja, SABNER upprätthåller en kontrollerad reserv av produktionskapacitet i sin maskinpark för att kunna hantera nya serieproduktionsprojekt och ökade volymer från stamkunder. För närvarande drivs produktionsanläggningen med 8 nya CNC-svarvar, och maskinparken utökas i takt med den växande efterfrågan på precisionssvarvade detaljer från stångmaterial. Vi bedömer dock alltid produktionskapaciteten från fall till fall för varje specifikt projekt, eftersom den beror på detaljens geometri, cykeltid, material, kvalitetskrav, leveransschema och batchstorlek. Produktionsstabiliteten säkerställs genom månatliga TPM-möten, internt underhåll, regelbundna tekniska inspektioner och en välutrustad verktygsverkstad, vilket gör att vi bättre kan planera maskinutnyttjandet och säkerställa leveranssäkerheten i långsiktiga projekt.
Ett enskilt maskinhaveri bör inte påverka leveranssäkerheten, eftersom SABNER arbetar med en enda huvudtyp av svarvautomat, vilket garanterar fullständig projektportabilitet mellan maskinerna. Detta innebär att en godkänd process kan överföras till en annan maskin av samma typ samtidigt som samma tekniska parametrar, verktyg, kvalitetskontroll och krav på kunddokumentation bibehålls. Denna modell för maskinparken fungerar som en pålitlig produktionsreserv och minimerar risken för leveransförseningar i händelse av ett oplanerat fel på en enskild maskin. Stabiliteten stöds ytterligare av månatliga TPM-sessioner, internt underhåll, regelbundna tekniska inspektioner och kontrollerade produktionskapacitetsreserver, vilket gör det möjligt för SABNER att på ett säkert sätt hantera långsiktiga B2B-serietillverkningsprojekt.
Ja, SABNER har flera maskiner med liknande kapacitet, eftersom maskinparken baseras på en enda huvudtyp av CNC-svarv. Detta tillvägagångssätt säkerställer fullständig projektportabilitet mellan maskinerna, vilket innebär att en godkänd produktionsprocess kan överföras till en annan maskin av samma typ samtidigt som samma tekniska parametrar, verktyg, kvalitetskontroll och krav på kunddokumentation bibehålls. Detta är en avgörande säkerhetsåtgärd för serietillverkning, eftersom produktionsanläggningarna kan fungera som en fungerande reserv i händelse av haveri, underhåll eller tillfällig överbelastning av en enskild maskin. Stabiliteten i denna modell stöds av månatliga TPM-möten, internt underhåll, regelbundna tekniska inspektioner och kontrollerad produktionskapacitet.
Ja, SABNERs maskinpark möjliggör snabb orderhantering, särskilt för serietillverkning och återkommande projekt. Vi arbetar med nya CNC-svarvar av en enda huvudtyp, vilket säkerställer fullständig projektportabilitet mellan maskinerna och underlättar produktionsplaneringen. Vi förbereder tillverkningsprocesserna med hjälp av CAD/CAM-programvara, en dedikerad postprocessor för maskinerna och en virtuell maskin, vilket gör det möjligt att förbereda och verifiera processen utanför produktionsmaskinen. När maskinen är klar kan projektet snabbt genomföras på maskinen utan att maskinparken binds upp i onödan under förberedelsefasen. Detta tillvägagångssätt förkortar genomförandetiden, minskar risken för fel och underlättar en punktlig leverans av seriebeställningar.
Vi väljer inte olika typer av maskiner för en komponent i traditionell mening, eftersom SABNERs maskinpark baseras på en enda huvudtyp av CNC-svarv, vilket säkerställer fullständig projektportabilitet mellan maskinerna. För en specifik komponent väljer vi i första hand tillverkningsteknik, fixturer, verktyg, CNC-program, skärparametrar, kontrollmetod och den erforderliga mätplanen. Vi analyserar geometri, material, toleranser, ytjämnhet, CTQ-mått, cykeltid och kvalitetskrav, och förbereder sedan processen i en CAD/CAM-miljö med hjälp av en dedikerad postprocessor och en virtuell maskin. Detta gör det möjligt att genomföra projektet på vilken kompatibel maskin som helst, utan att binda produktionen till en enda specifik maskin.
Ja, hos SABNER är de produktionsmaskiner som används för att uppfylla kundorder CNC-svarvar avsedda för serietillverkning av precisionsdelar från stångmaterial. Vår huvudsakliga produktionsmaskin är svarvautomaten Star SB-20R typ G, på vilken vi tillverkar svarvade delar såsom hylsor, stift, styrstift, axlar, insatser, gängade element och andra komponenter i enlighet med kundens tekniska dokumentation. Vi betraktar inte vår CNC-fräsmaskin som en maskin för att tillhandahålla CNC-frästjänster till kunder; den ingår i vår interna verktygsverkstad och används för att stödja förberedelse, modifiering och underhåll av produktionsverktyg. Detta innebär att CNC-svarvning förblir den centrala tekniken som SABNER erbjuder, medan fräsning enbart fungerar som tekniskt stöd för processen.
Ja, utifrån SABNERs maskinpark kan vi göra en preliminär bedömning av om delen är lämplig för vår CNC-svarvningsteknik för serietillverkning på svarvautomater. Information om maskinerna i sig räcker dock inte för ett fullständigt tekniskt beslut; därför behöver vi en 2D-ritning, en STEP-modell eller ett prov på delen för att kunna göra en tillförlitlig bedömning. Vi analyserar diameter, längd, material, toleranser, ytjämnhet, geometri, CTQ-mått, kvalitetskrav, cykeltid och planerad volym. Eftersom vi arbetar med kompatibla svarvautomater av en enda huvudtyp kan konstruktionen förberedas i CAD/CAM, verifieras på en virtuell maskin och utvärderas med avseende på stabil serieproduktion, repeterbarhet och möjligheten att byta mellan maskiner.
Skicka en förfrågan till SABNER
Om du har teknisk dokumentation, en 3D-modell, ett prov eller en beskrivning av delen, skicka gärna in uppgifterna för analys. SABNER utvärderar genomförbarhet, teknik, material, kontrollplan, ledtid och villkor för serietillverkning.