Automatsvarvar
Automatsvarvar. Vad är det och vad används det till?
En automatsvarvar är en specifik typ av svarv där materialet i form av en stång, utöver sin roterande rörelse, samtidigt utför en längsgående rörelse som möjliggör skärning. Detta är möjligt tack vare maskinens unika konstruktion med en styrhylsa. Sådana maskiner kallas ibland också svarvar eller maskiner av schweizisk typ.
Lite historia
Automatsvarvar har sitt ursprung i klocktillverkningsindustrin. En industri där behovet av att svarva långa, tunna, komplexa delar med hög noggrannhet var ovärderligt för tillverkningsprocessen. Under den industriella revolutionens höjdpunkt var en effektiv urmakare inte bara tvungen att tillverka precisionsdelar utan också att göra det på ett mycket effektivt sätt för att möta efterfrågan.
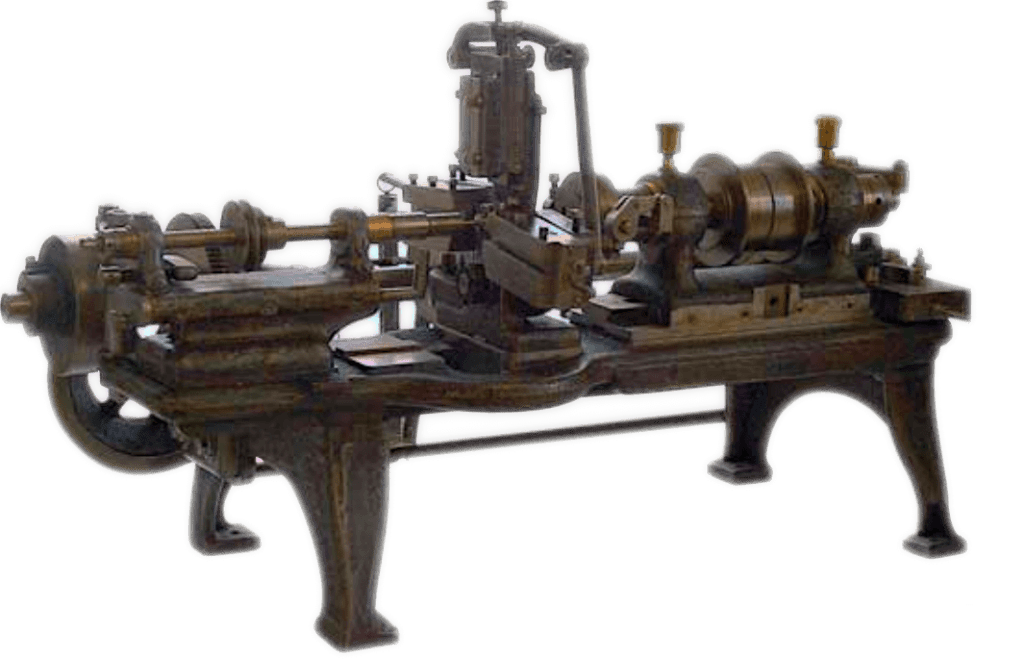
Uppfinningen av automatsvarvning tillskrivs Jakob Schweizer, en klocktillverkare från Bienne, Schweiz, i slutet av 1800-talet. Han utvecklade den första svarven utrustad med vad som senare visade sig vara en tidlös uppfinning: en glidande spindeldocka – som möjliggör samtidig rotation av materialet och dess längsgående rörelse.
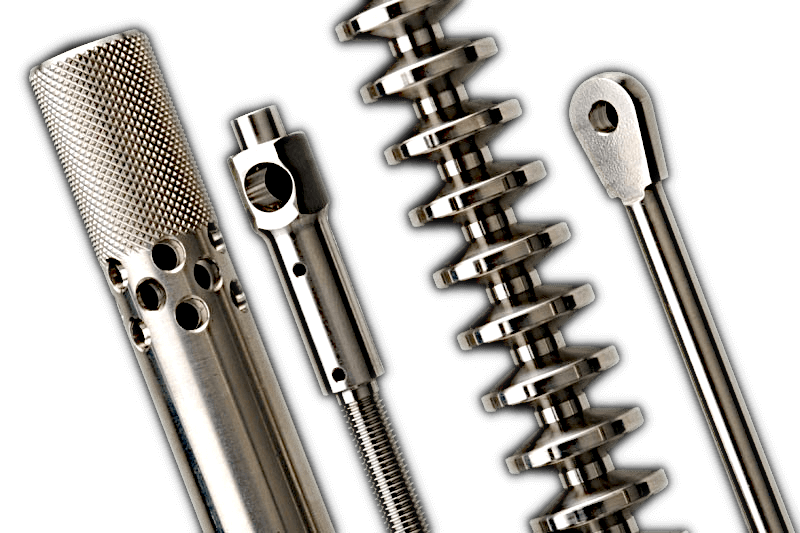
Automatsvarvar har nu utvecklats mycket längre än dess skapare kunde föreställa sig. Även om 2000-talets svarvar inte nödvändigtvis tillverkas i Schweiz är de alla konstruerade för att svarva små, komplexa precisionsdetaljer i metall, främst för fordons-, medicin- och elektronikindustrin.
Hur fungerar svarv?
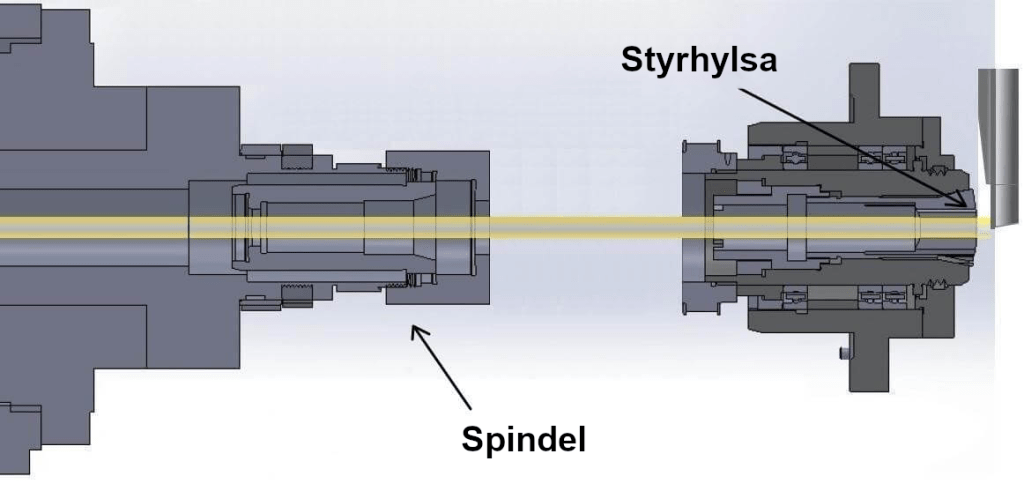
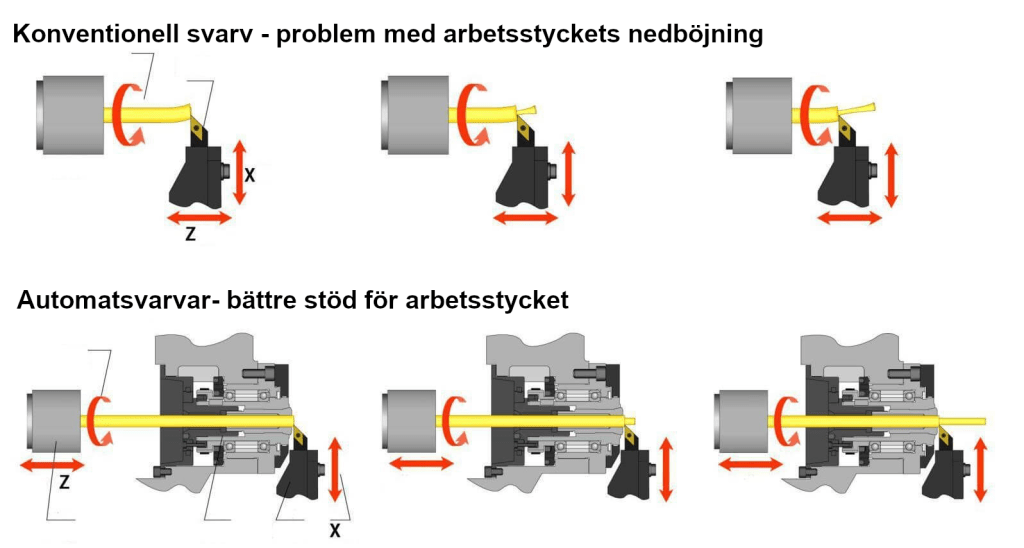
Till skillnad från konventionella CNC-svarvar, där materialet är stillastående och verktyget rör sig, låter en automatisk maskin med rörlig spindeldocka materialet röra sig längs Z-axeln medan verktyget förblir stillastående. Stången hålls i en spindel djupt inne i maskinhuset och flyttas av en styrhylsa in i bearbetningszonen. Endast den bearbetade delen dras ut ur styrhylsan, vilket gör att materialet stöds säkert och eliminerar avböjning för förbättrad noggrannhet. För längre detaljer griper motspindeln tag i detaljens färdiga framsida för att stödja den när den sträcker sig längre genom bussningen.
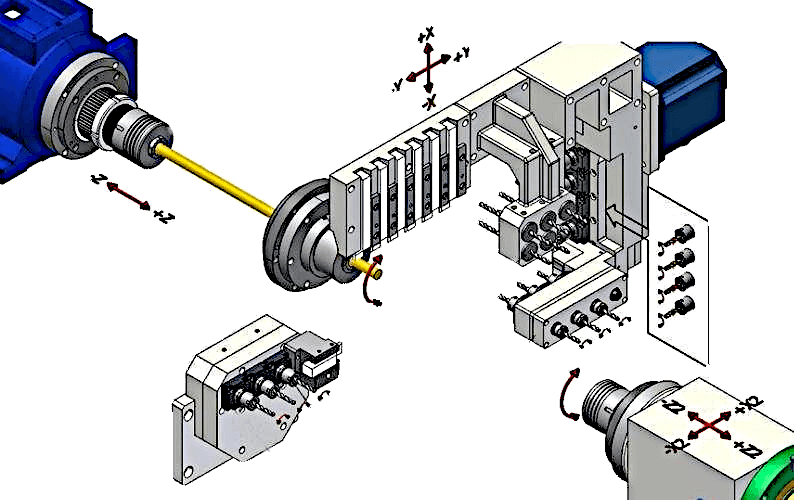
Styrhylsan
Styrhylsan är den viktigaste komponenten i alla längdsvarvar, och dess precision och passform är avgörande för en korrekt CNC-svarvningsprocess. Till sin utformning liknar styrhylsan de klassiska spännhylsorna som används i automatsvarvspindlar. Den största skillnaden är dock de material som används – den inre ytan är tillverkad av hårdmetall som är mycket exakt slipad. Detta beror på bussningens funktion, som består av en rörlig interaktion med stången i arbetsstyckets material som rör sig inuti bussningen. Med bussningen kan du justera materialklämningens spel för att anpassa den till ett visst parti råmaterial.
Kontroll av avböjning
Genom att stödja arbetsstyckets stång med styrhylsan kan noggrannheten bibehållas under hela precisionssvarvningsprocessen.
Fysiska arbetsstycken som utsätts för någon form av kraft kommer naturligt att böjas av. För konventionella CNC-svarvar gäller att om skärkrafterna orsakar för stor avböjning kommer skärprocessens måttnoggrannhet oftast att försämras. För konventionella svarvar är tumregeln att när man svarvar detaljer med ett längd/diameter-förhållande som är större än 3 till 1 krävs stöd för reitstock för att förhindra alltför stor nedböjning.
När det gäller längdsvarvar stöder styrhylsan arbetsstyckets stång så nära skärverktygen att den nedböjning som orsakas av skärkrafterna i praktiken är noll. Användaren kan kapa överflödigt material i ett enda pass med bibehållen hög dimensionell precision.
Negativt blir positivt
I automatsvarvar med rörlig spindeldocka härleds Z-axelns rörelser från materialets rörelser istället för från svarvverktygets rörelser. Denna speciella skillnad återspeglas i maskinens programmering. På konventionella svarvar sticker materialet ut från chucken en viss sträcka. I en sådan situation antas Z noll på materialets yta, och allt i materialets riktning har negativa värden.
I automatsvarvar, å andra sidan, förblir svarvverktygen stationära när materialet sträcker sig ut. Materialytan är också noll i Z-axeln som på konventionella svarvar. Allt bortom denna yta kommer dock att vara positivt. Denna skillnad är mycket viktig att ha i åtanke i samband med Z-axelns förskjutningar. Detta innebär att djupare borrning eller längre svarvning kräver en ”minus” offset på konventionella svarvar men kommer att kräva en ”plus” offset på längdsvarvar.
Bearbetning i steg
Vid klassisk CNC-svarvning är skäroperationerna som standard uppdelade i grovbearbetning och efterbearbetning. Först avlägsnar vi överskottsmaterial från hela profilen med ett grovbearbetningsverktyg. Vi bearbetar samma profil med ett finbearbetningsverktyg med ett mindre tilllägg för att uppnå önskad dimension.
I automatsvarvar ser processens uppdelning i steg helt annorlunda ut. Detta beror på att styrhylsans längd kräver att de bearbetade delarna delas upp i sektioner. Annars kan en sektion av stången som redan bearbetats falla ut ur styrhylsan under returrörelsen. För att undvika detta fenomen bearbetas detaljen genom att den delas upp i sektioner med en längd som är kortare än längden på styrhylsans arbetsdel. På så sätt kan man utnyttja det stöd som bussningen ger fullt ut.
Olja istället för kylmedium
De flesta automatsvarvning maskiner använder olja som bearbetningshjälpmedel istället för vattenbaserad kylmedium. Detta innebär att smörjförmågan blir bättre. Fördelarna med olja är bland annat att det inte finns några bakterier som orsakar dålig lukt och att man slipper apelsinskalseffekten på händerna efter långvarig kontakt med kylmedium. Att öka verktygens livslängd med oljekylning är också av stor betydelse.
Den största nackdelen med vattenbaserade kylmedium är att oljan inte är lika effektiv på att avleda värme, så längdsvarvar kan snabbt värmas upp i arbetsområdet. Att utrusta dessa maskiner med brandskyddssystem är nödvändigt för tillverkning utan övervakning av anställda.
Mer skrot
Skrot kan bli ett problem, särskilt med dyra material. På grund av geometrin hos automatsvarvar måste ett skrot på 150 till 300 mm finnas kvar från varje bearbetad stång. Detta beror på att stångens ände hålls fast av spindeln, som är placerad inuti maskinhuset och aldrig når bearbetningszonen. Förekomsten av en styrhylsa tillåter inte detta. Av denna anledning är antalet detaljer som kan tillverkas från en enda stång alltid något lägre på automatsvarvar än på klassiska maskiner.
Multitasking
Till skillnad från en traditionell CNC-maskin med 3 eller 4 axlar kan automatsvarvar med glidande huvud utrustas med upp till 13 axlar. Detta ger ett betydande mervärde och minskar arbetstiden och arbetsintensiteten eftersom operatörerna inte behöver överföra pågående arbete till en annan maskin för att slutföra det.
Tillgången till drivna verktyg ger automatsvarvar möjlighet att fräsa. Samtidigt glider materialet ut ur styrhylsan. Y-axeln ger full fräskapacitet som inte finns tillgänglig på de flesta konventionella CNC-svarvar. Förutom drivna verktyg för grundläggande bearbetning har många längdsvarvar en station med en verktygssats för motspindeloperationer. Detta gör att den andra sidan av arbetsstycket kan färdigbearbetas efter att det har kapats och fångats upp i motspindeln.
Fördelar med automatsvarvar
Fördelarna med längdsvarvar härrör från styrhylsan, samt geometrin och mekaniken inom verktygszonen.
Tillämpning av automatsvarvar
Även om klocktillverkare redan i många år har använt automatsvarvar för andra tillämpningar, används de fortfarande i stor utsträckning inom denna bransch. Den medicinska industrin är också entusiastisk över att använda denna teknik, särskilt för att tillverka kirurgiska skruvar och verktyg som måste uppfylla exceptionellt stränga kvalitetsstandarder. Men de populära tillämpningarna för dessa maskiner fortsätter. Nedan följer en kort lista över de andra viktigaste användningsområdena.