FAQ: najczęściej zadawane pytania o toczenie CNC
Poniżej znajdziesz odpowiedzi na najczęstsze pytania dotyczące toczenia precyzyjnego CNC, produkcji drobnych części metalowych, materiałów, tolerancji, wyceny, jakości, prototypów, lead time, logistyki i współpracy B2B z SABNER.
SABNER specjalizuje się w seryjnej produkcji precyzyjnych części toczonych CNC z pręta, głównie dla klientów B2B. Realizujemy detale na podstawie dokumentacji technicznej, modelu 3D lub zatwierdzonej próbki, z naciskiem na powtarzalność, kontrolę jakości i stabilne dostawy.
Jeżeli szukasz wykonawcy części na zamówienie, zobacz także:
Masz gotowy rysunek, model STEP lub próbkę detalu? Najszybszą ścieżką jest przesłanie zapytania z materiałem, wolumenem, tolerancjami i wymaganiami jakościowymi.

Najważniejsze informacje w skrócie
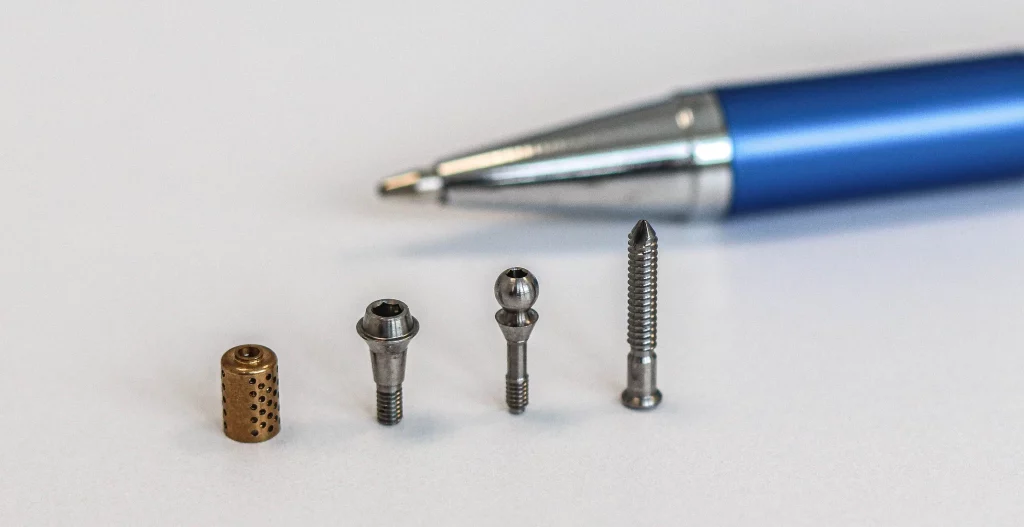
- SABNER produkuje głównie drobne, precyzyjne części toczone CNC z pręta: tuleje, piny, sworznie, wałki, inserty, elementy gwintowane i złączki.
- Typowy zakres detali obejmuje średnice od Ø0,8 mm do Ø20,0 mm oraz długości od 1 mm do 150 mm, ale każdą część oceniamy indywidualnie.
- Najczęściej obrabiane materiały to stal nierdzewna, tytan i mosiądz; w wybranych projektach możliwe są też aluminium, miedź, stal automatowa i materiały specjalne.
- Wycena zależy od geometrii, tolerancji, materiału, wolumenu, dokumentacji jakościowej, operacji dodatkowych i wymaganego lead time.
- FAQ jest pogrupowane tematycznie, aby szybko znaleźć odpowiedzi przed wysłaniem RFQ lub przed etapem wdrożenia produkcji seryjnej.
Co przygotować do wyceny części CNC?
Do przygotowania wyceny najlepiej przesłać rysunek techniczny 2D, model 3D lub próbkę detalu, a także informacje o materiale, ilości sztuk, wolumenie rocznym, wymaganych tolerancjach, wykończeniu powierzchni, dokumentacji jakościowej, pakowaniu i oczekiwanym terminie dostawy. Wyślij komplet danych przez formularz kontaktowy.
Oferta i zakres usług
Ta sekcja odpowiada na pytania o to, jakie drobne części metalowe SABNER produkuje, dla kogo realizuje projekty i kiedy warto wysłać zapytanie ofertowe.
SABNER najczęściej produkuje drobne, precyzyjne elementy metalowe o średnicy do Ø20 mm, wykonywane głównie ze stali nierdzewnej, tytanu oraz mosiądzu. Specjalizujemy się w produkcji części toczonych CNC na zamówienie, realizowanych zgodnie z dokumentacją techniczną klienta i przeznaczonych do zastosowań przemysłowych B2B. Najczęściej wykonujemy tuleje, tuleje gwintowane, sworznie, wałki, piny, inserty metalowe, elementy gwintowane, złączki oraz detale specjalne wymagające wysokiej powtarzalności wymiarowej. SABNER realizuje przede wszystkim projekty seryjne i odnawialne, w których kluczowe znaczenie mają stabilny proces produkcyjny, kontrola jakości oraz pełna zgodność z wymaganiami technicznymi klienta.
Tak, SABNER specjalizuje się w produkcji małych części precyzyjnych, szczególnie drobnych elementów metalowych wykonywanych w technologii toczenia CNC. Realizujemy detale o średnicy do Ø20 mm, głównie ze stali nierdzewnej, tytanu oraz mosiądzu, zgodnie z dokumentacją techniczną klienta. Nasza specjalizacja obejmuje komponenty wymagające wysokiej powtarzalności, stabilnych tolerancji i kontroli jakości w produkcji seryjnej. Najczęściej wykonujemy tuleje, piny, sworznie, wałki, elementy gwintowane, inserty oraz inne precyzyjne detale techniczne stosowane w branżach B2B, gdzie liczy się niezawodność procesu i zgodność z wymaganiami projektowymi.
Tak, SABNER realizuje produkcję seryjną drobnych części metalowych, szczególnie precyzyjnych detali toczonych CNC o średnicy do Ø20 mm. Nasza firma koncentruje się na powtarzalnych projektach B2B, w których kluczowe znaczenie mają stabilny proces, zgodność wymiarowa i kontrola jakości w kolejnych partiach produkcyjnych. Produkujemy elementy ze stali nierdzewnej, tytanu i mosiądzu na podstawie dokumentacji technicznej klienta, a proces może obejmować przygotowanie partii próbnej, walidację parametrów oraz późniejszą produkcję seryjną. SABNER najlepiej sprawdza się przy projektach odnawialnych, gdzie wymagane są precyzyjne tuleje, sworznie, piny, wałki, inserty, elementy gwintowane lub inne drobne komponenty techniczne.
Tak, SABNER wykonuje części na zamówienie według rysunku technicznego klienta, głównie jako drobne, precyzyjne detale toczone CNC o średnicy do Ø20 mm. Realizujemy produkcję elementów ze stali nierdzewnej, tytanu i mosiądzu, pracując na podstawie dokumentacji 2D, modeli 3D lub uzgodnionej specyfikacji technicznej. Rysunek techniczny pozwala nam ocenić geometrię detalu, tolerancje, wymagania materiałowe, gwinty, chropowatość oraz ewentualne wymagania jakościowe.
SABNER produkuje części przede wszystkim dla firm i klientów B2B, którzy potrzebują powtarzalnych, precyzyjnych komponentów metalowych do zastosowań technicznych lub przemysłowych. Nasza firma specjalizuje się w produkcji seryjnej drobnych części toczonych CNC o średnicy do Ø20 mm, wykonywanych ze stali nierdzewnej, tytanu i mosiądzu na podstawie dokumentacji technicznej klienta. Nie koncentrujemy się na pojedynczych zleceniach konsumenckich ani detalach hobbystycznych, ponieważ nasz proces jest zoptymalizowany pod stabilną, powtarzalną produkcję, kontrolę jakości i długoterminową współpracę. SABNER najlepiej sprawdza się jako dostawca precyzyjnych części dla producentów, integratorów, działów zakupów, działów R&D oraz firm rozwijających własne produkty techniczne.
SABNER oferuje przede wszystkim precyzyjne toczenie CNC drobnych części metalowych, realizowane na zamówienie według dokumentacji technicznej klienta. Specjalizujemy się w produkcji detali o średnicy do Ø20 mm ze stali nierdzewnej, tytanu i mosiądzu, szczególnie w projektach seryjnych i odnawialnych dla klientów B2B. SABNER realizuje także produkcję części precyzyjnych, części toczonych, elementów metalowych, elementów złącznych oraz prototypów technicznych jako etap przygotowania do stabilnej produkcji seryjnej.
Tak, SABNER zajmuje się obróbką prototypową, ale traktujemy ją przede wszystkim jako etap przygotowania do późniejszej produkcji seryjnej drobnych części metalowych. Wykonujemy prototypy i partie próbne detali toczonych CNC o średnicy do Ø20 mm ze stali nierdzewnej, tytanu i mosiądzu, aby zweryfikować geometrię, tolerancje, materiał oraz stabilność procesu przed uruchomieniem większych serii. Najlepiej sprawdzamy się w projektach B2B, w których prototyp ma prowadzić do powtarzalnej produkcji części zgodnych z dokumentacją techniczną klienta. SABNER oferuje produkcję prototypową drobnych, precyzyjnych części jako element szerszego procesu wdrożenia i walidacji komponentu.
Tak, SABNER realizuje duże serie produkcyjne drobnych części metalowych, a produkcja seryjna jest jednym z głównych obszarów naszej specjalizacji. Prototypy i partie próbne traktujemy zwykle jako etap wdrożenia, który pozwala zweryfikować detal przed uruchomieniem powtarzalnej produkcji CNC. SABNER produkuje precyzyjne komponenty o średnicy do Ø20 mm ze stali nierdzewnej, tytanu i mosiądzu, szczególnie dla klientów B2B potrzebujących stabilnych dostaw, kontroli jakości i zgodności z dokumentacją techniczną. Najlepiej sprawdzamy się w projektach odnawialnych, gdzie po walidacji procesu możliwa jest regularna produkcja seryjna części toczonych, tulei, pinów, sworzni, elementów gwintowanych i innych detali technicznych.
Tak, SABNER może uruchomić projekt na podstawie próbki bez gotowej dokumentacji technicznej, ponieważ mamy proces pozwalający przejść od fizycznego detalu do uporządkowanej specyfikacji produkcyjnej. Po pobraniu próbki wykonujemy analizę technologiczną, identyfikujemy wymagania CTQ, przygotowujemy własną dokumentację wykonawczą, kartę projektu, technologię produkcji oraz plan kontroli. Następnie założenia techniczne są przekazywane klientowi do potwierdzenia, aby produkcja seryjna opierała się na uzgodnionych wymaganiach, a nie wyłącznie na odwzorowaniu istniejącej części. SABNER realizuje takie projekty głównie dla drobnych elementów metalowych do Ø20 mm ze stali nierdzewnej, tytanu i mosiądzu, szczególnie tam, gdzie próbka ma być punktem wyjścia do stabilnej, powtarzalnej produkcji CNC.
Masz rysunek techniczny, model 3D albo próbkę detalu? Wyślij zapytanie do SABNER i dołącz materiał, wolumen, tolerancje oraz wymagania jakościowe.

Technologie i procesy obróbki
Tutaj wyjaśniamy zakres technologiczny SABNER: toczenie CNC, operacje uzupełniające na automatach tokarskich oraz ograniczenia względem frezowania CNC.
SABNER wykonuje wyłącznie toczenie CNC i nie realizuje frezowania CNC jako osobnej usługi. Nasza specjalizacja obejmuje precyzyjną produkcję drobnych części metalowych o średnicy do Ø20 mm, wykonywanych na automatach tokarskich ze stali nierdzewnej, tytanu i mosiądzu. Koncentrujemy się na detalach toczonych, takich jak tuleje, sworznie, piny, wałki, inserty, elementy gwintowane i inne komponenty osiowe produkowane według dokumentacji technicznej klienta lub zatwierdzonej dokumentacji własnej przygotowanej na bazie próbki
Tak, SABNER realizuje wyłącznie toczenie CNC jako główną technologię produkcji i nie oferuje frezowania CNC jako osobnej usługi. Specjalizujemy się w seryjnej produkcji drobnych części metalowych z europejskiego pręta ciągnionego na automatach tokarskich CNC Star Micronics, w zakresie średnic od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm. W ramach procesu toczenia wykonujemy również operacje uzupełniające typowe dla automatów tokarskich, takie jak wiercenie, gwintowanie, rozwiercanie, fazowanie i odcinanie. SABNER produkuje głównie detale ze stali nierdzewnej, tytanu i mosiądzu, koncentrując się na precyzyjnych tulejach, pinach, sworzniach, wałkach, insertach, elementach gwintowanych i innych częściach toczonych dla seryjnych projektów B2B.
Nie, SABNER nie realizuje frezowania CNC jako samodzielnej technologii — specjalizujemy się wyłącznie w toczeniu CNC drobnych części metalowych.
SABNER wykonuje wiercenie, gwintowanie i rozwiercanie jako operacje uzupełniające w procesie toczenia CNC drobnych części metalowych. Są to typowe etapy obróbki realizowane na automatach tokarskich przy produkcji tulei, sworzni, pinów, wałków, insertów, złączek oraz elementów gwintowanych o średnicy do Ø20 mm. Nie oferujemy tych procesów jako osobnych usług warsztatowych, lecz jako część kompletnej, seryjnej produkcji precyzyjnych detali toczonych CNC.
SABNER nie oferuje obróbki na centrach frezarskich wieloosiowych jako osobnej usługi, ponieważ specjalizujemy się w toczeniu CNC na automatach tokarskich. Nasz proces jest przeznaczony do seryjnej produkcji drobnych części metalowych z europejskiego pręta ciągnionego, w zakresie średnic od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm.
Tak, SABNER może wykonać detal w jednym cyklu produkcyjnym na automacie tokarskim, jeżeli geometria części, wymagane operacje i tolerancje pozwalają na pełną obróbkę z pręta bez dodatkowego przezbrojenia lub kooperacji. W praktyce dotyczy to wielu drobnych części toczonych o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, takich jak tuleje, piny, sworznie, wałki, inserty czy elementy gwintowane. W jednym procesie możemy połączyć toczenie, wiercenie, gwintowanie, rozwiercanie, fazowanie i odcinanie, co poprawia powtarzalność wymiarową, skraca czas cyklu i ogranicza ryzyko błędów międzyoperacyjnych. Każdy detal oceniamy indywidualnie na podstawie rysunku technicznego lub próbki, aby potwierdzić, czy pełne wykonanie w jednym cyklu jest technologicznie uzasadnione i stabilne w produkcji seryjnej.
Tak, SABNER może łączyć kilka procesów w jednym projekcie, ale rdzeniem realizacji pozostaje toczenie CNC drobnych części metalowych. W ramach własnego procesu technologicznego wykonujemy toczenie, wiercenie, gwintowanie, rozwiercanie, fazowanie, odcinanie, mycie techniczne oraz specjalne pakowanie jako normalne etapy produkcji. Jeżeli projekt wymaga procesów zewnętrznych, takich jak pasywacja, niklowanie, cynkowanie, anodowanie, elektropolerowanie lub obróbka cieplna, SABNER może skoordynować je przez kwalifikowanych partnerów i przeprowadzić kontrolę po kooperacji. Każdy projekt oceniamy indywidualnie, aby potwierdzić stabilny przebieg procesu, zgodność z dokumentacją klienta i powtarzalność jakości w produkcji seryjnej.
SABNER wykonuje precyzyjne części metalowe z europejskiego pręta ciągnionego, obrabianego w technologii toczenia CNC na automatach tokarskich. Materiał wsadowy dobieramy pod wymagania projektu, stosując pręty od kwalifikowanych dostawców, z tolerancją co najmniej h9, obustronnym fazowaniem oraz atestem materiałowym 3.1. Taki standard pozwala zapewnić stabilne prowadzenie materiału w procesie, powtarzalność wymiarową oraz identyfikowalność partii w seryjnej produkcji drobnych detali metalowych.
SABNER standardowo nie obrabia odlewów, odkuwek ani niestandardowych półfabrykatów dostarczonych przez klienta, ponieważ nasz proces jest zoptymalizowany pod seryjne toczenie CNC z pręta ciągnionego. Projekty oparte na odlewach, odkuwkach, płytach, blokach lub półfabrykatach wymagających frezowania nie są zgodne z głównym profilem produkcyjnym SABNER.
Tak, SABNER może sprawdzić, czy detal jest odpowiedni do wykonania w technologii toczenia CNC zamiast frezowania, szczególnie jeśli część ma geometrię osiową lub może zostać zoptymalizowana pod obróbkę z pręta. Analizujemy rysunek techniczny, model 3D lub próbkę pod kątem średnicy, długości, osiowości kształtu, tolerancji, gwintów, otworów, chropowatości, materiału oraz wymiarów CTQ. Jeżeli detal zawiera cechy typowo frezarskie, oceniamy, czy można je zastąpić rozwiązaniem bardziej odpowiednim dla toczenia, bez utraty funkcji części. SABNER specjalizuje się w seryjnej produkcji precyzyjnych detali toczonych o średnicy od Ø0,8 mm do Ø20,0 mm, dlatego taka analiza pozwala szybko potwierdzić, czy projekt pasuje do naszego profilu produkcyjnego.
Tak, SABNER może porównać dwa warianty technologiczne wykonania części, szczególnie jeśli celem jest wybór najlepszego rozwiązania pod seryjne toczenie CNC. Analizujemy warianty pod kątem geometrii detalu, materiału, wymagań CTQ, tolerancji, chropowatości, czasu cyklu, kosztu jednostkowego, stabilności procesu, ryzyka braków oraz możliwości wykonania z europejskiego pręta ciągnionego. Porównanie może obejmować np. wersję zgodną z pierwotnym rysunkiem oraz wariant zoptymalizowany pod produkcję na automatach tokarskich, bez zmiany funkcji technicznej części. SABNER wskazuje, który wariant jest korzystniejszy dla powtarzalnej produkcji seryjnej, kontroli jakości, kosztu całkowitego i niezawodności dostaw.
Materiały
W tej sekcji opisujemy materiały najczęściej stosowane w projektach SABNER: stal nierdzewną, tytan, mosiądz, aluminium, miedź i wybrane materiały specjalne.
SABNER obrabia przede wszystkim stal nierdzewną, tytan i mosiądz, ponieważ są to materiały najlepiej dopasowane do naszej specjalizacji w seryjnym toczeniu CNC drobnych części metalowych. W przypadku stali nierdzewnych najczęściej pracujemy na gatunkach 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316 oraz 1.4404 / AISI 316L, a także na innych gatunkach wskazanych w dokumentacji klienta. W zależności od wymagań projektu wykonujemy również detale z tytanu i mosiądzu, szczególnie tam, gdzie znaczenie mają odporność korozyjna, przewodność, masa lub biokompatybilność materiału. W rzadszych przypadkach SABNER obrabia także aluminium, stal czarną, w tym stal automatową 11SMnPb30, stale konstrukcyjne S235 / S355 oraz materiały specjalne, takie jak Inconel lub inne stale trudnoobrabialne.
Tak, SABNER obrabia stal nierdzewną i jest to jeden z podstawowych materiałów w naszej seryjnej produkcji precyzyjnych części toczonych CNC. Najczęściej wykonujemy detale ze stali nierdzewnych 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316 oraz 1.4404 / AISI 316L, a także z innych gatunków wskazanych w dokumentacji klienta. Produkujemy drobne elementy metalowe z europejskiego pręta ciągnionego, w zakresie średnic od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm. Każdy detal oceniamy indywidualnie pod kątem geometrii, tolerancji, chropowatości, wymagań CTQ, gatunku stali oraz możliwości utrzymania stabilnej, powtarzalnej produkcji seryjnej.
SABNER wykonuje części z aluminium, ale nie jest to główny materiał w naszej specjalizacji. Podstawowy zakres produkcji obejmuje seryjne toczenie CNC drobnych elementów metalowych ze stali nierdzewnej, tytanu i mosiądzu, natomiast aluminium obrabiamy rzadziej, podobnie jak stal czarną, gdy wynika to z dokumentacji klienta i charakteru projektu.
Tak, SABNER produkuje elementy z mosiądzu, szczególnie drobne części toczone CNC wykonywane seryjnie z pręta. Mosiądz jest jednym z podstawowych materiałów w naszej produkcji, obok stali nierdzewnej i tytanu, ponieważ dobrze sprawdza się przy precyzyjnych tulejach, pinach, insertach, złączkach, elementach gwintowanych oraz komponentach technicznych wymagających stabilnej obróbki i dobrej jakości powierzchni.
Tak, SABNER może obrabiać miedź, ale każdy taki detal oceniamy indywidualnie pod kątem gatunku materiału, geometrii, tolerancji, chropowatości i stabilności procesu toczenia CNC. Miedź nie jest naszym podstawowym materiałem produkcyjnym — najczęściej obrabiamy stal nierdzewną, tytan i mosiądz — jednak detale miedziane mogą być możliwe do wykonania, jeśli mieszczą się w naszym profilu technologicznym. Szczególną uwagę zwracamy na podatność miedzi na odkształcenia, sposób prowadzenia materiału, jakość powierzchni oraz wymagania funkcjonalne, np. przewodność elektryczną lub cieplną. SABNER najlepiej sprawdza się przy seryjnych częściach toczonych z pręta, w zakresie średnic od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm.
Nie, SABNER nie realizuje detali z tworzyw technicznych jako standardowego zakresu produkcji, ponieważ specjalizujemy się w precyzyjnym toczeniu CNC drobnych części metalowych. Nasz proces jest zoptymalizowany pod seryjną obróbkę z europejskiego pręta ciągnionego, głównie ze stali nierdzewnej, tytanu i mosiądzu, a w wybranych przypadkach także z aluminium, stali czarnej lub materiałów specjalnych. Produkujemy detale o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, takie jak tuleje, piny, sworznie, wałki, inserty, elementy gwintowane i inne precyzyjne części toczone. Jeżeli projekt dotyczy tworzyw technicznych, SABNER nie jest właściwym wykonawcą, chyba że tworzywo występuje wyłącznie jako element kontekstu montażowego, a przedmiotem produkcji jest komponent metalowy.
Tak, SABNER może obrabiać stal automatową, ale nie jest to nasz podstawowy materiał produkcyjny i każdy detal oceniamy indywidualnie. Najczęściej specjalizujemy się w seryjnym toczeniu CNC drobnych części metalowych ze stali nierdzewnej, tytanu i mosiądzu, natomiast stal automatową, w tym 11SMnPb30, realizujemy w wybranych projektach, jeżeli materiał, geometria, tolerancje i wymagania jakościowe są zgodne z naszym profilem technologicznym. Stal automatowa dobrze nadaje się do wydajnego toczenia seryjnego, jednak decyzja o jej zastosowaniu zależy od funkcji części, wymagań wytrzymałościowych, korozyjnych, obróbki powierzchniowej oraz oczekiwanej skali produkcji. SABNER wykonuje takie detale głównie z pręta, w zakresie średnic od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm.
Tak, SABNER realizuje obróbkę tytanu w technologii precyzyjnego toczenia CNC, szczególnie dla drobnych części metalowych produkowanych seryjnie z pręta. Tytan jest jednym z podstawowych materiałów w naszym zakresie, obok stali nierdzewnej i mosiądzu, i stosujemy go w projektach wymagających wysokiej odporności korozyjnej, niskiej masy, dobrych właściwości mechanicznych lub biokompatybilności. Produkujemy detale tytanowe w zakresie średnic od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, przy czym każdy detal oceniamy indywidualnie na podstawie dokumentacji technicznej lub próbki.
Tak, SABNER pomaga dobrać materiał do zastosowania, szczególnie gdy detal ma być produkowany seryjnie w technologii toczenia CNC z pręta. Analizujemy funkcję części, środowisko pracy, wymagania wytrzymałościowe, odporność korozyjną, przewodność, masę, chropowatość, tolerancje, możliwość utrzymania stabilnego procesu oraz dostępność materiału wsadowego z atestem 3.1. Najczęściej rekomendujemy rozwiązania w zakresie stali nierdzewnych, mosiądzu i tytanu, a w uzasadnionych przypadkach także aluminium, stali automatowej, stali konstrukcyjnej lub materiałów specjalnych, takich jak Inconel. Celem doboru materiału jest nie tylko spełnienie wymagań technicznych, ale też zapewnienie powtarzalnej produkcji, przewidywalnego kosztu jednostkowego i stabilnej jakości detalu w kolejnych partiach.
Do części pracującej w wysokiej temperaturze SABNER dobiera materiał indywidualnie, ponieważ właściwy wybór zależy od temperatury pracy, czasu ekspozycji, obciążenia mechanicznego, środowiska korozyjnego, cykli cieplnych i wymaganej stabilności wymiarowej. W wielu zastosowaniach sprawdzają się odpowiednie gatunki stali nierdzewnej, np. 1.4401 / AISI 316 lub 1.4404 / AISI 316L, jeśli kluczowa jest odporność korozyjna i umiarkowana temperatura pracy. Przy bardziej wymagających warunkach można rozważyć tytan lub materiały specjalne, takie jak Inconel, jeżeli detal wymaga wysokiej odporności cieplnej i stabilności w trudnym środowisku. SABNER analizuje takie przypadki na podstawie funkcji części, rysunku technicznego, materiału wsadowego, tolerancji oraz wymagań produkcji seryjnej CNC.
Tak, SABNER może zaproponować zamiennik materiału o podobnych parametrach, jeżeli pozwala na to funkcja detalu, wymagania techniczne i warunki pracy części. Analizujemy materiał wskazany w dokumentacji klienta pod kątem odporności korozyjnej, wytrzymałości, twardości, podatności na obróbkę, stabilności wymiarowej, dostępności pręta ciągnionego z atestem 3.1 oraz wpływu na koszt seryjnej produkcji CNC. Najczęściej dotyczy to zamienników w obrębie stali nierdzewnych, mosiądzów, tytanu, aluminium, stali automatowych lub materiałów specjalnych, przy czym każda zmiana materiału wymaga potwierdzenia przez klienta przed uruchomieniem produkcji. SABNER może wskazać technicznie uzasadnioną alternatywę, ale finalna akceptacja zamiennika zawsze należy do klienta lub właściciela dokumentacji projektowej.
Tak, SABNER może obrabiać różne materiały na tym samym parku maszynowym, ponieważ nasza produkcja opiera się na automatach tokarskich CNC przystosowanych do seryjnej obróbki drobnych części metalowych z pręta. Najczęściej wykonujemy detale ze stali nierdzewnej, tytanu i mosiądzu, a w wybranych projektach także z aluminium, stali automatowej, stali konstrukcyjnej, miedzi lub materiałów specjalnych. Każdy materiał wymaga osobnej analizy technologicznej, doboru narzędzi, parametrów skrawania, chłodzenia, kontroli jakości i sposobu prowadzenia procesu. SABNER każdorazowo ocenia detal indywidualnie, aby potwierdzić, że dany materiał, geometria, tolerancje i wymagania powierzchniowe pozwalają utrzymać stabilną produkcję seryjną na naszym parku maszynowym.
SABNER nie zakłada standardowo toczenia materiału po obróbce cieplnej; w wielu projektach korzystniejszy technologicznie jest wariant, w którym najpierw wykonujemy toczenie CNC detalu, a dopiero później realizowany jest proces obróbki cieplnej oraz kontrola zgodności części z wymaganiami dokumentacji technicznej. Takie podejście pozwala lepiej kontrolować skrawalność materiału, stabilność procesu, jakość powierzchni i powtarzalność wymiarową w produkcji seryjnej. Kolejność operacji ustalamy indywidualnie na etapie analizy technologicznej, uwzględniając materiał, geometrię, tolerancje, wymiary CTQ oraz ryzyko odkształceń po procesie cieplnym. Finalny wariant produkcji jest każdorazowo potwierdzany z klientem przed uruchomieniem realizacji.
Możliwości techniczne i parametry detali
Ta część FAQ zbiera odpowiedzi o wymiarach, tolerancjach, chropowatości, gwintach, mikrootworach i wymaganiach CTQ dla precyzyjnych części toczonych CNC.
SABNER obrabia drobne części metalowe w zakresie średnic od Ø0,8 mm do Ø20,0 mm, przy długości detalu od 1 mm do maksymalnie 150 mm. Są to parametry najlepiej dopasowane do naszej specjalizacji w precyzyjnym toczeniu CNC z pręta na automatach tokarskich, szczególnie przy seryjnej produkcji elementów ze stali nierdzewnej, tytanu, mosiądzu oraz wybranych materiałów specjalnych. Każdy detal oceniamy indywidualnie, ponieważ rzeczywista wykonalność zależy nie tylko od średnicy i długości, ale także od geometrii, tolerancji, materiału, stosunku długości do średnicy, wymagań jakościowych oraz skali produkcji.
SABNER wykonuje bardzo małe części toczone CNC, zaczynając od średnicy Ø0,8 mm oraz długości detalu od 1 mm. Są to minimalne wartości odpowiadające naszej specjalizacji w seryjnej produkcji drobnych elementów metalowych z pręta, szczególnie ze stali nierdzewnej, tytanu i mosiądzu. Tak małe komponenty wymagają stabilnego prowadzenia materiału, odpowiednio dobranych narzędzi, precyzyjnego procesu oraz kontroli wymiarów CTQ, dlatego każdy detal oceniamy indywidualnie na podstawie rysunku technicznego lub próbki. SABNER najlepiej sprawdza się przy mikrodetalach toczonych, takich jak piny, tulejki, sworznie, wałki, inserty i elementy gwintowane, produkowanych seryjnie dla klientów B2B.
SABNER może osiągać bardzo ciasne tolerancje wymiarowe, w wybranych przypadkach nawet do ±0,001 mm, jednak każdorazowo oceniamy je indywidualnie dla konkretnego detalu, materiału i wymiaru krytycznego. Takie wymagania są analizowane na podstawie dokumentacji technicznej, geometrii części, średnicy, długości, stabilności procesu, sposobu bazowania oraz możliwości kontroli pomiarowej. Przy projektach seryjnych SABNER identyfikuje wymiary CTQ, potwierdza możliwy poziom tolerancji przed uruchomieniem produkcji i dobiera plan kontroli tak, aby zapewnić powtarzalność wymiarową w kolejnych partiach.
Tak, SABNER wykonuje części o bardzo ciasnych tolerancjach wymiarowych, w wybranych przypadkach nawet do ±0,001 mm, jeżeli taki parametr jest wymagany i możliwy do stabilnego utrzymania dla danego wymiaru CTQ. Specjalizujemy się w seryjnym toczeniu CNC drobnych części metalowych o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, dlatego tolerancje analizujemy zawsze indywidualnie na podstawie geometrii detalu, materiału, funkcji wymiaru, sposobu pomiaru i wymaganej powtarzalności w serii. Przy projektach precyzyjnych SABNER identyfikuje cechy krytyczne, dobiera proces technologiczny, przygotowuje plan kontroli i potwierdza możliwość utrzymania wymaganej tolerancji przed uruchomieniem produkcji. Dzięki temu produkcja nie opiera się na deklaracji ogólnej, lecz na zatwierdzonym procesie i kontroli zgodnej z dokumentacją techniczną klienta.
SABNER może utrzymać powtarzalność wymiarową w dużej serii, pod warunkiem wcześniejszego zatwierdzenia procesu, wymiarów CTQ i planu kontroli dla konkretnego detalu. W projektach wymagających podejścia zgodnego z IATF/APQP/PPAP stosujemy parametry kontroli procesu typowe dla automotive: analiza zdolności procesu Cp/Cpk, docelowo Cpk ≥ 1,33 dla cech standardowych oraz Cpk ≥ 1,67 dla cech krytycznych lub bezpieczeństwa, jeśli wymaga tego klient, kontrola SPC dla wymiarów CTQ, MSA dla systemu pomiarowego, akceptacja pierwszej sztuki First-Off, zatwierdzony Control Plan, pełna identyfikowalność partii materiału i wyników pomiarowych oraz dokumentacja jakościowa zgodna z wymaganiami klienta.
SABNER może uzyskać chropowatość powierzchni zgodną z wymaganiami dokumentacji technicznej klienta, dobierając technologię toczenia, narzędzia, parametry skrawania, sposób kontroli oraz — jeśli wymagane — proces mycia i pakowania detali. W standardowym precyzyjnym toczeniu CNC uzyskujemy zwykle chropowatość na poziomie Ra 0,8–1,6 µm, a przy odpowiednio dobranym procesie około Ra 0,4 µm. Dla wybranych powierzchni funkcjonalnych możemy przygotować proces pod znacznie niższe wartości, nawet do Ra 0,05 µm, jeżeli taki parametr jest określony jako wymaganie techniczne detalu. Chropowatość kontrolujemy przy użyciu wyposażenia pomiarowego, m.in. chropowatościomierza i profilometru, a wynik może zostać ujęty w dokumentacji jakościowej dla danej partii.
Tak, SABNER wykonuje gwinty wewnętrzne i zewnętrzne jako normalny element procesu toczenia CNC drobnych części metalowych. Gwintowanie realizujemy w detalach produkowanych z pręta, najczęściej ze stali nierdzewnej, tytanu i mosiądzu, w zakresie średnic od Ø0,8 mm do Ø20,0 mm oraz długości od 1 mm do 150 mm. W zależności od dokumentacji technicznej wykonujemy gwinty metryczne, specjalne lub funkcjonalne, łącząc je z toczeniem, wierceniem, rozwiercaniem, fazowaniem i odcinaniem w ramach jednego stabilnego procesu na automatach tokarskich. Każdy gwint oceniamy indywidualnie pod kątem średnicy, długości, tolerancji, materiału, wymaganej klasy dokładności, sposobu kontroli oraz powtarzalności w produkcji seryjnej.
Tak, SABNER może wykonywać bardzo cienkościenne elementy toczone CNC, jeżeli detal po analizie technologicznej pozwala na stabilną i powtarzalną produkcję seryjną. Dotyczy to szczególnie drobnych części metalowych z pręta, takich jak tulejki, tuleje dystansowe, cienkościenne inserty, elementy prowadzące lub precyzyjne komponenty rurowe o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm. Przy takich detalach kluczowe znaczenie ma kontrola odkształceń, sposób podparcia materiału, grubość ścianki, stosunek długości do średnicy, materiał oraz wymagane tolerancje i chropowatość powierzchni. SABNER ocenia każdy cienkościenny detal indywidualnie na podstawie rysunku technicznego lub próbki, a następnie dobiera technologię toczenia, plan kontroli i sposób prowadzenia procesu pod seryjną produkcję zgodną z wymaganiami klienta.
Tak, SABNER obrabia części o skomplikowanej geometrii, jeżeli detal mieści się w profilu precyzyjnego toczenia CNC z pręta. Dotyczy to przede wszystkim drobnych komponentów metalowych o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, takich jak tuleje, piny, sworznie, wałki, inserty, elementy gwintowane oraz detale z otworami, fazami, podtoczeniami, gwintami wewnętrznymi i zewnętrznymi lub wymagającymi rozwiercania.
Tak, SABNER może wykonać mikrootwory oraz bardzo małe otwory w detalach toczonych CNC, jeżeli projekt mieści się w zakresie naszej technologii obróbki z pręta. Realizujemy takie operacje jako część seryjnej produkcji drobnych elementów metalowych o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, głównie ze stali nierdzewnej, tytanu i mosiądzu. Bardzo małe otwory wykonujemy w ramach procesu toczenia, wiercenia i rozwiercania na automatach tokarskich, z kontrolą wymiarów krytycznych CTQ zgodnie z dokumentacją klienta. Każdy detal oceniamy indywidualnie, ponieważ wykonalność mikrootworu zależy od jego średnicy, głębokości, tolerancji, materiału, osiowości oraz wymaganej powtarzalności w produkcji seryjnej.
Tak, SABNER realizuje części przeznaczone do dalszego montażu automatycznego, szczególnie drobne detale toczone CNC wymagające stabilnej geometrii, powtarzalnych wymiarów i kontrolowanej jakości powierzchni. Przy takich projektach analizujemy nie tylko sam rysunek, ale również sposób podawania, orientowania i montażu części w procesie klienta, ponieważ dla automatyzacji istotne są m.in. graty, fazy, krawędzie, czystość techniczna, powtarzalność długości, średnic i gwintów oraz sposób pakowania. SABNER może uwzględnić mycie techniczne, specjalne pakowanie, etykietowanie, identyfikowalność partii i wymagania kontroli CTQ jako normalne elementy procesu produkcyjnego. Dzięki temu części są przygotowane nie tylko do odbioru jakościowego, ale także do stabilnego użycia w zautomatyzowanym montażu seryjnym.
Tak, SABNER potrafi utrzymać krytyczne wymiary CTQ na całej partii produkcyjnej, pod warunkiem wcześniejszego zatwierdzenia procesu, planu kontroli i metody pomiarowej dla danego detalu. W produkcji seryjnej identyfikujemy wymiary krytyczne już na etapie analizy technologicznej, następnie potwierdzamy pierwszą sztukę, prowadzimy kontrole w trakcie produkcji zgodnie z Control Plan i zwalniamy partię dopiero po końcowej weryfikacji jakościowej. Dla projektów wymagających wyższego poziomu nadzoru możemy stosować podejście SPC, analizę zdolności procesu Cp/Cpk, MSA dla systemu pomiarowego oraz pełną identyfikowalność partii materiału i wyników kontroli. SABNER koncentruje się na seryjnym toczeniu CNC drobnych części metalowych, gdzie stabilność procesu i powtarzalność wymiarowa są podstawą realizacji.
Tak, SABNER może wykonać detale z cienkimi rowkami, drobnymi promieniami, podtoczeniami i innymi małymi cechami geometrycznymi, jeżeli są one możliwe do stabilnego wykonania w technologii toczenia CNC z pręta. Takie elementy analizujemy indywidualnie na podstawie rysunku technicznego lub próbki, uwzględniając szerokość i głębokość rowka, promień naroża, dostępność narzędzia, materiał, tolerancje, chropowatość oraz wpływ danej cechy na trwałość narzędzia i czas cyklu. SABNER specjalizuje się w drobnych częściach metalowych o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, dlatego cienkie rowki i małe promienie mogą być częścią seryjnego procesu produkcyjnego, jeśli zostaną poprawnie zdefiniowane jako wymagania techniczne. W przypadku wymiarów krytycznych CTQ dobieramy technologię, narzędzie i plan kontroli tak, aby zapewnić powtarzalność wykonania w całej partii.
Tak, SABNER obrabia części podatne na odkształcenia, jeżeli po analizie technologicznej możliwe jest zapewnienie stabilnej i powtarzalnej produkcji seryjnej. Dotyczy to przede wszystkim drobnych detali toczonych CNC, takich jak cienkościenne tuleje, długie piny, smukłe wałki, małe inserty lub elementy o niewielkiej grubości ścianki, wykonywane z pręta w zakresie od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm. Przy takich częściach kluczowe znaczenie ma dobór kolejności operacji, parametrów skrawania, narzędzi, sposobu podparcia detalu oraz planu kontroli wymiarów CTQ. SABNER ocenia każdy projekt indywidualnie, aby ograniczyć ryzyko ugięcia, drgań, deformacji po odcięciu lub utraty tolerancji w całej partii produkcyjnej.
Tak, SABNER może wykonać detal wymagający kilku kontroli międzyoperacyjnych, jeżeli taki poziom nadzoru jest uzasadniony wymaganiami technicznymi, tolerancjami CTQ lub ryzykiem procesu. W takich projektach już na etapie przygotowania technologii określamy, które cechy muszą być kontrolowane po konkretnych operacjach, a następnie ujmujemy je w planie kontroli, aby zapewnić stabilność procesu i uniknąć wykrywania niezgodności dopiero na końcu partii. Kontrole międzyoperacyjne mogą obejmować m.in. wymiary krytyczne, średnice, długości, otwory, gwinty, chropowatość, bicie, krawędzie lub cechy funkcjonalne wskazane w dokumentacji klienta. SABNER stosuje takie podejście szczególnie przy precyzyjnych częściach toczonych CNC produkowanych seryjnie, gdzie kluczowa jest powtarzalność wymiarowa, pełna zgodność z dokumentacją i możliwość szybkiej reakcji na odchylenia procesu.
Wsparcie inżynierskie / DFM / optymalizacja
Tutaj opisujemy, jak SABNER pomaga ocenić wykonalność detalu, zoptymalizować projekt pod produkcję seryjną i ograniczyć ryzyko kosztów lub problemów jakościowych.
Tak, SABNER może przejąć produkcję części wykonywanej obecnie przez innego dostawcę, jeżeli detal mieści się w naszym profilu seryjnego toczenia CNC z pręta. W takim projekcie analizujemy rysunek techniczny, model 3D, próbkę aktualnej części, wymagania jakościowe, historię problemów, tolerancje CTQ, materiał oraz oczekiwany wolumen roczny, a następnie przygotowujemy własną technologię, dokumentację wykonawczą, kartę projektu i plan kontroli. Jeżeli klient nie posiada pełnej dokumentacji, możemy rozpocząć od pobrania próbki, analizy technologicznej i przygotowania dokumentacji do zatwierdzenia przez klienta. Celem SABNER jest bezpieczne przejęcie produkcji tak, aby zachować funkcję detalu, poprawić stabilność procesu, zapewnić identyfikowalność partii i utrzymać powtarzalną jakość w kolejnych dostawach seryjnych.
Tak, SABNER pomaga zoptymalizować projekt części pod produkcję CNC, szczególnie w zakresie seryjnego toczenia precyzyjnych detali z pręta. Analizujemy geometrię, tolerancje, chropowatość, materiał, wymiary CTQ, czas cyklu, możliwość stabilnego mocowania, ryzyko odkształceń oraz wymagania kontroli jakości, a następnie wskazujemy elementy, które można uprościć lub doprecyzować bez utraty funkcji detalu. Przygotowanie procesu wspieramy oprogramowaniem CAD/CAM, dedykowanym postprocesorem i wirtualną maszyną, co pozwala zweryfikować technologię przed uruchomieniem produkcji na automacie tokarskim. Celem optymalizacji jest poprawa powtarzalności, skrócenie czasu cyklu, ograniczenie ryzyka braków i obniżenie kosztu jednostkowego w produkcji seryjnej.
Tak, SABNER może przeanalizować projekt i wskazać ryzyka produkcyjne przed uruchomieniem seryjnej produkcji CNC. W ramach analizy oceniamy geometrię detalu, materiał, tolerancje, chropowatość, wymiary CTQ, możliwość wykonania z pręta, stabilność procesu toczenia, ryzyko odkształceń, trudność pomiaru, podatność na graty, wymagania dotyczące gwintów, otworów, cienkich ścianek oraz wpływ konstrukcji na czas cyklu i koszt jednostkowy. Jeżeli projekt tego wymaga, SABNER może wskazać warianty optymalizacji pod toczenie CNC, zaproponować zmianę materiału lub doprecyzowanie dokumentacji technicznej, a następnie przygotować założenia do karty projektu, technologii i planu kontroli. Celem analizy jest ograniczenie ryzyka przed produkcją, potwierdzenie wykonalności oraz przygotowanie procesu, który będzie stabilny, powtarzalny i zgodny z wymaganiami klienta w całej serii.
Tak, SABNER pomaga uprościć konstrukcję detalu przed uruchomieniem produkcji, jeżeli zmiana może poprawić stabilność seryjnego toczenia CNC bez naruszenia funkcji części. Analizujemy geometrię, tolerancje, wymiary CTQ, chropowatość, gwinty, otwory, rowki, promienie, materiał oraz możliwość wykonania detalu z pręta ciągnionego w powtarzalnym procesie. Na tej podstawie możemy wskazać elementy, które niepotrzebnie podnoszą koszt, wydłużają czas cyklu, zwiększają ryzyko braków lub utrudniają kontrolę jakości. Proponowane uproszczenia zawsze traktujemy jako rekomendacje technologiczne — finalna akceptacja zmian należy do klienta lub właściciela dokumentacji technicznej.
Tak, SABNER może zasugerować zmiany konstrukcyjne, które skrócą czas obróbki i obniżą koszt seryjnej produkcji CNC, o ile nie zmieniają funkcji detalu ani jego wymagań krytycznych. Analizujemy geometrię części, tolerancje, chropowatość, gwinty, otwory, rowki, promienie, fazy, materiał oraz możliwość stabilnego wykonania detalu z pręta ciągnionego na automatach tokarskich. Typowe rekomendacje mogą obejmować uproszczenie niekrytycznych cech, ograniczenie zbyt ciasnych tolerancji poza wymiarami CTQ, zmianę promieni lub podtoczeń pod dostępne narzędzia, skrócenie głębokich otworów, ujednolicenie gwintów albo dopasowanie konstrukcji do jednego stabilnego cyklu obróbki. Każda propozycja SABNER ma charakter technicznej rekomendacji pod produkcję seryjną, a finalna akceptacja zmian zawsze należy do klienta lub właściciela dokumentacji.
Tak, część często da się przeprojektować tak, aby była tańsza w produkcji, pod warunkiem że zmiany nie pogorszą jej funkcji technicznej ani wymagań jakościowych. SABNER analizuje detal pod kątem seryjnego toczenia CNC z pręta, sprawdzając geometrię, tolerancje, chropowatość, gwinty, otwory, rowki, promienie, materiał, wymiary CTQ oraz czas cyklu. Największy wpływ na koszt mają zwykle zbyt ciasne tolerancje na wymiarach niekrytycznych, trudne do wykonania podtoczenia, głębokie otwory, niestandardowe promienie, nadmierne wymagania powierzchniowe lub geometria niedopasowana do stabilnego toczenia. SABNER może zaproponować wariant tańszy technologicznie, ale każda zmiana konstrukcyjna wymaga zatwierdzenia przez klienta lub właściciela dokumentacji technicznej przed uruchomieniem produkcji seryjnej.
Tak, SABNER ocenia projekty pod kątem DFM, czyli projektowania pod efektywną i stabilną produkcję CNC. Analizujemy detal przede wszystkim z perspektywy seryjnego toczenia z pręta: geometrię, tolerancje, chropowatość, materiał, wymiary CTQ, gwinty, otwory, rowki, promienie, możliwość pomiaru, ryzyko odkształceń oraz wpływ konstrukcji na czas cyklu i koszt jednostkowy. Celem analizy DFM jest wskazanie, czy część można wykonać powtarzalnie, bez nadmiernego ryzyka jakościowego i technologicznego, oraz czy konstrukcję da się uprościć bez utraty funkcji. SABNER może przygotować rekomendacje zmian pod produkcję seryjną, ale każda modyfikacja projektu wymaga zatwierdzenia przez klienta lub właściciela dokumentacji technicznej.
Tak, SABNER pomaga dobrać tolerancje tylko tam, gdzie są rzeczywiście potrzebne z punktu widzenia funkcji detalu, montażu i kontroli jakości. W ramach analizy DFM rozdzielamy wymiary krytyczne CTQ od wymiarów pomocniczych, aby nie zawężać tolerancji tam, gdzie nie wpływa to na działanie części. Zbyt ciasne tolerancje na wymiarach niekrytycznych mogą niepotrzebnie wydłużać czas obróbki, zwiększać koszt kontroli, obniżać wydajność procesu i podnosić ryzyko braków. SABNER może zaproponować bardziej racjonalny układ tolerancji pod seryjne toczenie CNC, natomiast każda zmiana wymaga zatwierdzenia przez klienta lub właściciela dokumentacji technicznej.
Tak, SABNER może zoptymalizować detal pod produkcję wielkoseryjną, jeżeli część mieści się w zakresie precyzyjnego toczenia CNC z pręta. Analizujemy geometrię, tolerancje, materiał, chropowatość, gwinty, otwory, rowki, promienie, wymiary CTQ, sposób kontroli oraz możliwość wykonania detalu w stabilnym cyklu na automatach tokarskich. W projektach wielkoseryjnych szczególnie istotne jest ograniczenie zbędnych operacji, uproszczenie cech niekrytycznych, dobór racjonalnych tolerancji, zapewnienie powtarzalności wymiarowej oraz skrócenie czasu cyklu bez utraty funkcji technicznej części. SABNER może zaproponować zmiany konstrukcyjne i technologiczne, które obniżą koszt jednostkowy, zmniejszą ryzyko braków i przygotują detal do stabilnej, powtarzalnej produkcji seryjnej.
Tak, SABNER może być drugim źródłem dostaw dla istniejącej części, jeżeli detal mieści się w profilu seryjnego toczenia CNC z pręta. W takim projekcie analizujemy dokumentację techniczną, próbki obecnych części, wymagania jakościowe, materiał, tolerancje CTQ, historię problemów oraz oczekiwany wolumen roczny, a następnie przygotowujemy własną technologię, kartę projektu i plan kontroli. Jeśli dokumentacja nie jest kompletna, możemy rozpocząć od pobrania próbki, analizy technologicznej i przygotowania dokumentacji do zatwierdzenia przez klienta. Celem SABNER jako drugiego źródła dostaw jest zabezpieczenie ciągłości produkcji klienta, ograniczenie ryzyka zależności od jednego dostawcy oraz utrzymanie stabilnej jakości w kolejnych partiach seryjnych.
Tak, SABNER może przejąć produkcję po poprzednim dostawcy w sposób zaplanowany tak, aby zminimalizować ryzyko przestoju po stronie klienta. Najbezpieczniejszy scenariusz obejmuje analizę dokumentacji lub próbki, przygotowanie własnej technologii i planu kontroli, zatwierdzenie pierwszych sztuk, uruchomienie partii próbnej oraz stopniowe przejście do produkcji seryjnej przy równoległym zabezpieczeniu zapasu magazynowego lub bufora dostaw. W takich projektach szczególnie ważne są kompletne dane wejściowe, historia jakościowa części, wymagania CTQ, aktualny wolumen, oczekiwany harmonogram i informacja o minimalnym zapasie bezpieczeństwa. SABNER może przejąć produkcję drobnych części toczonych CNC z pręta, jeżeli detal mieści się w naszym zakresie technologicznym i możliwe jest zatwierdzenie procesu przed pełnym przełączeniem dostaw.

Branże i zastosowania
Ta sekcja pokazuje, w jakich branżach stosowane są precyzyjne części toczone CNC produkowane przez SABNER.
SABNER obsługuje przede wszystkim klientów B2B z branż wymagających drobnych, precyzyjnych części metalowych produkowanych seryjnie w technologii toczenia CNC. Najczęściej realizujemy komponenty dla przemysłu medycznego i dentystycznego, motoryzacyjnego, elektronicznego, hydraulicznego, pneumatycznego, maszynowego, automatyki przemysłowej oraz innych producentów urządzeń technicznych. Nasze części są stosowane tam, gdzie istotna jest powtarzalność wymiarowa, identyfikowalność materiału, stabilna jakość kolejnych partii oraz zgodność z dokumentacją techniczną klienta. SABNER najlepiej sprawdza się jako dostawca precyzyjnych tulei, pinów, sworzni, wałków, insertów, elementów gwintowanych i innych detali toczonych o średnicy od Ø0,8 mm do Ø20,0 mm, wykonywanych m.in. ze stali nierdzewnej, tytanu i mosiądzu.
Tak, SABNER produkuje części dla branży automotive, szczególnie drobne, precyzyjne komponenty toczone CNC wykonywane seryjnie z pręta. Obsługujemy projekty, w których kluczowe znaczenie mają powtarzalność wymiarowa, identyfikowalność materiału, kontrola CTQ, stabilność procesu oraz dokumentacja jakościowa zgodna z wymaganiami klienta. Dla projektów motoryzacyjnych możemy pracować w podejściu opartym o APQP, Control Plan, First-Off, kontrole międzyoperacyjne, analizę Cp/Cpk, raporty pomiarowe, atest materiałowy 3.1 oraz pełną identyfikowalność partii. SABNER najlepiej sprawdza się jako dostawca seryjnych części toczonych o średnicy od Ø0,8 mm do Ø20,0 mm, wykonywanych m.in. ze stali nierdzewnej, tytanu, mosiądzu oraz wybranych materiałów specjalnych.
Tak, SABNER wykonuje elementy dla przemysłu elektronicznego, szczególnie drobne części toczone CNC wykorzystywane w złączach, układach stykowych, mocowaniach, insertach oraz komponentach montażowych. Produkujemy precyzyjne detale metalowe z pręta, najczęściej z mosiądzu, stali nierdzewnej i tytanu, w zakresie średnic od Ø0,8 mm do Ø20,0 mm oraz długości od 1 mm do 150 mm. W projektach dla elektroniki istotne są zwykle powtarzalność wymiarowa, jakość powierzchni, stabilność gwintów, kontrola mikrootworów, czystość techniczna, sposób pakowania oraz zgodność z dokumentacją klienta. SABNER najlepiej sprawdza się przy seryjnej produkcji pinów, tulejek, insertów, elementów stykowych, dystansów i innych drobnych części metalowych przeznaczonych do dalszego montażu lub pracy w urządzeniach technicznych.
Tak, SABNER realizuje komponenty dla branży medycznej, szczególnie drobne, precyzyjne części toczone CNC produkowane seryjnie z pręta. Wykonujemy detale o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, najczęściej ze stali nierdzewnej, tytanu i mosiądzu, zgodnie z dokumentacją techniczną klienta oraz uzgodnionymi wymaganiami jakościowymi. W projektach medycznych kluczowe znaczenie mają powtarzalność wymiarowa, czystość techniczna, identyfikowalność materiału, atest 3.1, kontrola wymiarów CTQ oraz możliwość przygotowania dokumentacji pomiarowej. SABNER najlepiej sprawdza się jako dostawca seryjnych mikrodetali i precyzyjnych komponentów metalowych przeznaczonych do dalszego montażu, walidacji lub integracji w wyrobie klienta.
Tak, SABNER obsługuje klientów z branży lotniczej, jeżeli projekt dotyczy drobnych, precyzyjnych części metalowych możliwych do wykonania w technologii toczenia CNC z pręta. Realizujemy detale o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, najczęściej ze stali nierdzewnej, tytanu, mosiądzu oraz wybranych materiałów specjalnych, takich jak Inconel. W projektach lotniczych kluczowe są zwykle identyfikowalność materiału, atest 3.1, stabilność procesu, kontrola wymiarów CTQ, raporty pomiarowe oraz pełna zgodność z dokumentacją techniczną klienta. Każdy detal analizujemy indywidualnie, ponieważ możliwość realizacji zależy od geometrii, tolerancji, wymagań jakościowych, materiału i oczekiwanego poziomu dokumentacji.
Tak, SABNER produkuje części dla automatyki przemysłowej, szczególnie drobne komponenty toczone CNC stosowane w mechanizmach, czujnikach, złączach, modułach wykonawczych, układach prowadzenia i zespołach montażowych. Realizujemy seryjną produkcję detali z pręta w zakresie średnic od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, głównie ze stali nierdzewnej, tytanu, mosiądzu oraz wybranych materiałów specjalnych. W automatyce przemysłowej kluczowe są zwykle powtarzalność wymiarowa, stabilność gwintów, dokładność tulei i pinów, czystość techniczna, identyfikowalność partii oraz możliwość przygotowania części do montażu automatycznego. SABNER najlepiej sprawdza się jako dostawca seryjnych elementów toczonych, które muszą zachować zgodność z dokumentacją techniczną i stabilną jakość w kolejnych dostawach.
Tak, SABNER ma doświadczenie w produkcji drobnych elementów metalowych dla hydrauliki i pneumatyki, szczególnie precyzyjnych części toczonych CNC wykonywanych seryjnie z pręta. Realizujemy komponenty takie jak złączki, tuleje, piny, sworznie, elementy gwintowane, inserty oraz inne detale techniczne o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm. W tego typu projektach kluczowe znaczenie mają szczelność połączeń, stabilność gwintów, jakość powierzchni, powtarzalność wymiarowa, kontrola krawędzi, czystość techniczna oraz zgodność z dokumentacją klienta. SABNER wykonuje takie części głównie ze stali nierdzewnej, mosiądzu, tytanu oraz wybranych materiałów specjalnych, a każdy detal oceniamy indywidualnie pod kątem funkcji, tolerancji, materiału i możliwości stabilnej produkcji seryjnej.
Tak, SABNER wykonuje części do maszyn i urządzeń, szczególnie drobne, precyzyjne komponenty toczone CNC produkowane seryjnie z pręta. Realizujemy detale o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, najczęściej ze stali nierdzewnej, tytanu i mosiądzu, a w wybranych projektach także z aluminium, stali automatowej, stali konstrukcyjnej lub materiałów specjalnych. Produkujemy m.in. tuleje, sworznie, piny, wałki, inserty, elementy gwintowane, dystanse, złączki i inne części techniczne stosowane w zespołach mechanicznych, modułach montażowych, układach prowadzenia, automatyce oraz urządzeniach przemysłowych. Każdy detal oceniamy indywidualnie pod kątem geometrii, tolerancji, materiału, chropowatości, wymiarów CTQ i możliwości stabilnej produkcji seryjnej.
Tak, SABNER realizuje detale dla branży energetycznej, jeżeli projekt dotyczy drobnych, precyzyjnych części metalowych wykonywanych seryjnie w technologii toczenia CNC z pręta. Produkujemy komponenty o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, najczęściej ze stali nierdzewnej, tytanu, mosiądzu oraz wybranych materiałów specjalnych, gdy wymagają tego warunki pracy części. W projektach dla energetyki istotne są zwykle odporność korozyjna, stabilność wymiarowa, jakość powierzchni, identyfikowalność materiału, atest 3.1, kontrola wymiarów CTQ oraz powtarzalność kolejnych partii. Każdy detal oceniamy indywidualnie na podstawie dokumentacji technicznej lub próbki, aby potwierdzić zgodność z profilem produkcji SABNER i wymaganiami aplikacji klienta.
Tak, SABNER może pokazać przykłady projektów z danej branży, o ile są one możliwe do przedstawienia bez naruszania poufności klientów i dokumentacji technicznej. Najczęściej prezentujemy je w formie ogólnych, zanonimizowanych przykładów zastosowań, takich jak tuleje, piny, sworznie, wałki, inserty, elementy gwintowane, złączki lub inne drobne części toczone CNC wykonywane seryjnie z pręta. Dla klienta z konkretnej branży możemy dobrać przykłady podobne pod względem materiału, funkcji detalu, tolerancji, wymagań CTQ, czystości technicznej, pakowania lub dokumentacji jakościowej. SABNER nie udostępnia poufnych rysunków ani danych projektowych innych klientów, ale może pokazać zakres kompetencji i typowe rozwiązania produkcyjne odpowiadające wymaganiom danej aplikacji.
Tak, SABNER współpracuje z integratorami i producentami maszyn, dostarczając seryjne, precyzyjne części toczone CNC do zespołów mechanicznych, modułów wykonawczych, systemów automatyki i urządzeń przemysłowych. Produkujemy drobne detale metalowe z pręta, w zakresie średnic od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, m.in. ze stali nierdzewnej, tytanu i mosiądzu. Dla integratorów istotne są zwykle powtarzalność wymiarowa, stabilność gwintów, jakość powierzchni, czystość techniczna, sposób pakowania, identyfikowalność partii oraz przygotowanie części do dalszego montażu. SABNER najlepiej sprawdza się jako dostawca komponentów produkowanych według dokumentacji klienta, szczególnie przy projektach seryjnych i odnawialnych.
Tak, park maszynowy SABNER pozwala obsługiwać projekty z różnych branż, o ile dotyczą one seryjnego toczenia CNC drobnych części metalowych z pręta. Produkujemy komponenty o średnicy od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, głównie ze stali nierdzewnej, tytanu, mosiądzu oraz wybranych materiałów specjalnych. Ta specjalizacja sprawdza się w branży medycznej, automotive, elektronicznej, hydraulicznej, pneumatycznej, automatyce przemysłowej, energetyce oraz produkcji maszyn i urządzeń. Każdy projekt oceniamy indywidualnie pod kątem geometrii, materiału, tolerancji, wymagań CTQ, dokumentacji jakościowej i możliwości utrzymania stabilnej produkcji seryjnej.
Prototypy, wdrożenia i rozwój produktu
W tej części wyjaśniamy, jak wygląda przejście od prototypu, próbki lub partii pilotażowej do stabilnej produkcji seryjnej.
Tak, SABNER wykonuje pierwszą serię testową przed pełnym wdrożeniem, jeżeli projekt wymaga walidacji procesu przed produkcją seryjną. Taka partia pozwala potwierdzić geometrię detalu, wymiary CTQ, tolerancje, chropowatość, materiał, jakość powierzchni, sposób kontroli oraz stabilność procesu toczenia CNC. Po wykonaniu serii testowej możemy przygotować wyniki pomiarów, zweryfikować zgodność z dokumentacją techniczną i uzgodnić z klientem ewentualne korekty przed uruchomieniem większej partii. SABNER traktuje serię testową jako praktyczny etap przejścia od analizy technologicznej do stabilnej, powtarzalnej produkcji seryjnej.
Tak, w SABNER można zamówić partię pilotażową jako etap przygotowania do pełnej produkcji seryjnej. Partia pilotażowa pozwala potwierdzić geometrię detalu, wymiary CTQ, tolerancje, chropowatość, materiał, stabilność procesu toczenia CNC, sposób kontroli oraz zgodność części z dokumentacją techniczną klienta. Po wykonaniu takiej partii możemy przeprowadzić pomiary, ocenić wyniki jakościowe i uzgodnić ewentualne korekty przed uruchomieniem większej serii. SABNER traktuje partię pilotażową jako kontrolowany etap walidacji procesu, szczególnie przy drobnych częściach metalowych produkowanych z pręta w zakresie od Ø0,8 mm do Ø20,0 mm, gdzie kluczowe znaczenie ma powtarzalność wymiarowa w kolejnych dostawach.
Tak, SABNER może najpierw wykonać kilka sztuk do testów funkcjonalnych, jeżeli jest to etap prowadzący do późniejszej produkcji seryjnej. Takie detale testowe pozwalają klientowi sprawdzić montaż, funkcję, dopasowanie, pracę w zespole oraz zgodność podstawowych założeń technicznych przed uruchomieniem partii pilotażowej lub pełnej serii. Przed wykonaniem kilku sztuk analizujemy dokumentację techniczną lub próbkę, potwierdzamy materiał, geometrię, wymiary CTQ, tolerancje i zakres kontroli, aby testy były oparte na możliwie właściwej wersji detalu. SABNER nie koncentruje się na pojedynczych zleceniach prototypowych jako celu samym w sobie, lecz wykonuje małe partie testowe jako element bezpiecznego wdrożenia seryjnej produkcji części toczonych CNC.
Tak, po zatwierdzeniu prototypu lub partii próbnej SABNER zachowuje te same uzgodnione parametry technologiczne i jakościowe w produkcji seryjnej. Zatwierdzony detal staje się podstawą do zamrożenia zakresu, przygotowania karty projektu, technologii wykonania, planu kontroli oraz kryteriów odbioru dla kolejnych partii. W serii utrzymujemy wymagania CTQ, materiał, tolerancje, chropowatość, sposób kontroli, identyfikowalność partii oraz inne parametry potwierdzone z klientem na etapie walidacji. Jeżeli po testach funkcjonalnych klient chce zmienić geometrię, materiał lub wymagania jakościowe, traktujemy to jako zmianę projektu i ponownie potwierdzamy wpływ na proces, koszt oraz termin realizacji.
Tak, SABNER może przygotować próbki referencyjne jako etap walidacji detalu przed pełnym uruchomieniem produkcji seryjnej. Próbki referencyjne służą do potwierdzenia geometrii, wymiarów CTQ, tolerancji, chropowatości, materiału, jakości powierzchni, sposobu kontroli oraz dopasowania części do aplikacji klienta. Po ich zatwierdzeniu mogą stanowić punkt odniesienia dla kolejnych partii produkcyjnych, razem z dokumentacją techniczną, kartą projektu i planem kontroli. SABNER przygotowuje takie próbki szczególnie przy projektach nowych, przejmowanych od innego dostawcy lub odtwarzanych na podstawie fizycznej próbki klienta.
Tak, SABNER wspiera wdrożenie nowego produktu do produkcji, szczególnie gdy projekt dotyczy drobnych części metalowych wykonywanych seryjnie w technologii toczenia CNC z pręta. Proces obejmuje analizę dokumentacji lub próbki, ocenę wykonalności, identyfikację wymiarów CTQ, przygotowanie założeń technologicznych, karty projektu, planu kontroli, partii testowej lub pilotażowej oraz zatwierdzenie parametrów przed uruchomieniem serii. Wspieramy również optymalizację DFM, dobór materiału, ocenę ryzyk produkcyjnych i doprecyzowanie wymagań jakościowych, aby nowy detal był możliwy do stabilnej, powtarzalnej i kosztowo uzasadnionej produkcji. SABNER najlepiej sprawdza się jako partner wdrożeniowy dla projektów B2B, w których prototyp lub próbka prowadzi do seryjnych dostaw zgodnych z dokumentacją klienta.
Tak, SABNER pomaga przy walidacji części przed startem produkcji seryjnej, aby potwierdzić, że detal, proces i kontrola jakości są gotowe do stabilnych dostaw. Walidacja może obejmować analizę dokumentacji lub próbki, identyfikację wymiarów CTQ, wykonanie kilku sztuk testowych lub partii pilotażowej, pomiary First-Off, kontrolę chropowatości, weryfikację materiału, ocenę zgodności z rysunkiem oraz potwierdzenie planu kontroli. Po zatwierdzeniu wyników przez klienta zamrażamy uzgodnione parametry i przenosimy je do produkcji seryjnej. Takie podejście pozwala ograniczyć ryzyko jakościowe, potwierdzić funkcję części przed pełnym wdrożeniem i utrzymać powtarzalność detali w kolejnych partiach.
Tak, SABNER może udokumentować zmiany między prototypem, partią próbną a produkcją seryjną, aby zapewnić pełną kontrolę nad wersją detalu i zatwierdzonym zakresem produkcji. Po testach funkcjonalnych lub walidacji możemy wskazać, które parametry zostały zmienione, np. geometria, tolerancje, materiał, chropowatość, wymiary CTQ, sposób kontroli, pakowanie lub wymagania jakościowe. Zmiany są odnoszone do dokumentacji technicznej, karty projektu, planu kontroli i ustaleń z klientem, tak aby produkcja seryjna była oparta na jednoznacznie zatwierdzonych danych wejściowych. SABNER traktuje każdą istotną zmianę po prototypie jako zmianę projektu, wymagającą potwierdzenia przez klienta przed uruchomieniem serii.
Tak, SABNER może produkować część etapami rozwojowymi, przechodząc od analizy koncepcji lub próbki, przez kilka sztuk testowych, partię pilotażową, walidację, aż do pełnej produkcji seryjnej. Taki model jest szczególnie korzystny przy nowych detalach toczonych CNC, projektach przejmowanych od innego dostawcy lub częściach, które wymagają doprecyzowania dokumentacji, CTQ, tolerancji, materiału i sposobu kontroli. Na każdym etapie SABNER może zweryfikować geometrię, funkcję, stabilność procesu, wyniki pomiarów i ryzyka produkcyjne, a następnie udokumentować zmiany oraz uzgodnić z klientem finalną wersję przed uruchomieniem serii. Dzięki temu rozwój części odbywa się w sposób kontrolowany, bez przechodzenia od razu do dużej partii produkcyjnej bez potwierdzenia założeń technicznych.
Tak, SABNER może szybko poprawić detal po testach klienta, jeżeli zmiana jest technicznie możliwa i zostanie jednoznacznie zatwierdzona przed kolejnym etapem produkcji. Po otrzymaniu wyników testów analizujemy uwagi klienta, identyfikujemy wpływ zmian na funkcję części, wymiary CTQ, tolerancje, materiał, chropowatość, czas cyklu, koszt oraz stabilność procesu toczenia CNC. Następnie aktualizujemy założenia technologiczne, dokumentację wykonawczą, kartę projektu i plan kontroli, aby kolejna próbka, partia pilotażowa lub seria była oparta na aktualnej, zatwierdzonej wersji detalu. Takie podejście pozwala rozwijać część etapowo i ograniczać ryzyko błędów przy przejściu do produkcji seryjnej.
Wycena, koszty i warunki handlowe
Tutaj zebraliśmy pytania o wycenę toczenia CNC, czynniki kosztowe, minimalne ilości, dane potrzebne do RFQ i warunki handlowe.
Minimalne zamówienie w SABNER zależy od detalu, ale standardowo koncentrujemy się na projektach seryjnych i odnawialnych, zwykle od poziomu około 10 000 sztuk rocznie dla jednego komponentu. Nasz proces jest zoptymalizowany pod precyzyjne toczenie CNC drobnych części metalowych z pręta, dlatego pojedyncze sztuki i bardzo małe partie realizujemy zasadniczo tylko jako etap testowy, próbki referencyjne, prototyp funkcjonalny lub partię pilotażową prowadzącą do późniejszej produkcji seryjnej. Każde zapytanie oceniamy indywidualnie, uwzględniając geometrię, materiał, tolerancje, chropowatość, wymagania jakościowe, koszt przygotowania procesu i potencjał powtarzalnej współpracy. SABNER najlepiej sprawdza się jako dostawca seryjnych części toczonych CNC dla klientów B2B, gdzie po zatwierdzeniu procesu możliwe są regularne dostawy zgodne z dokumentacją techniczną.
Nie, SABNER standardowo nie realizuje zamówień od 1 sztuki jako samodzielnych zleceń produkcyjnych, ponieważ specjalizujemy się w seryjnym toczeniu CNC drobnych części metalowych. Pojedyncze sztuki lub kilka detali mogą być wykonane wyłącznie jako etap testowy, próbka referencyjna, prototyp funkcjonalny lub partia pilotażowa prowadząca do późniejszej produkcji seryjnej. Nasz proces jest zoptymalizowany pod powtarzalne projekty B2B, zwykle od poziomu około 10 000 sztuk rocznie dla jednego komponentu, gdzie znaczenie mają przygotowanie technologii, plan kontroli, stabilność procesu i koszt jednostkowy. Każde zapytanie oceniamy indywidualnie, ale najlepszym dopasowaniem dla SABNER są odnawialne projekty seryjne części toczonych z pręta.
Produkcję seryjną w SABNER najczęściej opłaca się uruchomić od poziomu około 10 000 sztuk rocznie dla jednego komponentu, choć każdy detal oceniamy indywidualnie. Przy toczeniu CNC z pręta największy koszt początkowy wynika z analizy technologicznej, przygotowania procesu, narzędzi, ustawienia maszyny, planu kontroli, dokumentacji jakościowej i walidacji pierwszych sztuk, dlatego im większy lub bardziej powtarzalny wolumen, tym lepiej rozkładają się koszty uruchomienia. SABNER najlepiej sprawdza się przy projektach seryjnych i odnawialnych, gdzie po zatwierdzeniu procesu możliwe są regularne dostawy drobnych części metalowych o średnicy od Ø0,8 mm do Ø20,0 mm. Małe partie, prototypy lub próbki wykonujemy głównie jako etap wdrożenia do późniejszej produkcji seryjnej, a nie jako samodzielny model współpracy.
Tak, różnice cenowe między prototypem a serią są naturalne, ponieważ prototyp lub mała partia testowa obejmuje koszty przygotowania procesu, ustawienia maszyny, doboru narzędzi, walidacji pierwszych sztuk, pomiarów i ewentualnych korekt technologicznych, które rozkładają się na bardzo małą liczbę detali. W produkcji seryjnej te same koszty uruchomienia są amortyzowane na większym wolumenie, dlatego cena jednostkowa zwykle znacząco spada po zatwierdzeniu detalu i przejściu do regularnych dostaw. SABNER traktuje prototyp, próbki referencyjne lub partię pilotażową jako etap wdrożenia do stabilnej produkcji seryjnej, a nie jako osobny model produkcji jednostkowej. Finalna różnica cenowa zależy od geometrii, materiału, tolerancji, chropowatości, wymagań kontroli, czasu cyklu oraz planowanego wolumenu rocznego.
Małe partie w SABNER wyceniamy indywidualnie, ponieważ przy niskim wolumenie największy wpływ na cenę ma nie sama liczba sztuk, lecz koszt przygotowania całego procesu produkcyjnego. Wycena obejmuje analizę technologiczną, przygotowanie programu, dobór narzędzi, przezbrojenie automatu tokarskiego, zabezpieczenie materiału, kontrolę pierwszych sztuk, pomiary oraz ewentualne korekty przed produkcją seryjną. Dlatego małe partie realizujemy przede wszystkim jako etap testowy, partia pilotażowa lub próbki referencyjne prowadzące do późniejszej produkcji seryjnej, a nie jako standardowy model produkcji jednostkowej. SABNER najlepiej sprawdza się przy projektach odnawialnych, zwykle od około 10 000 sztuk rocznie dla jednego komponentu, gdzie koszt uruchomienia można racjonalnie rozłożyć na regularne dostawy.
Produkcję średnich i dużych serii SABNER wycenia na podstawie pełnej analizy technologicznej detalu, a nie wyłącznie liczby sztuk. Kluczowe znaczenie mają materiał, geometria, czas cyklu, wymagane tolerancje, chropowatość, wymiary CTQ, koszt narzędzi, sposób kontroli, wymagania dokumentacyjne, pakowanie, mycie techniczne oraz planowany wolumen roczny. Przy większych seriach koszt przygotowania procesu, programu, przezbrojenia, walidacji i dokumentacji rozkłada się na dużą liczbę detali, dlatego cena jednostkowa jest znacznie korzystniejsza niż przy prototypach lub małych partiach. SABNER analizuje również możliwość produkcji w partiach cyklicznych, utrzymania bufora magazynowego i stabilnych dostaw, aby dopasować wycenę do realnego harmonogramu zakupów klienta.
Tak, SABNER przygotowuje wycenę na podstawie rysunku 2D oraz modelu 3D, przy czym podstawą technicznej oceny jest rysunek 2D z tolerancjami i wymaganiami jakościowymi. Model 3D w formacie STEP lub IGES przyspiesza analizę geometrii detalu, natomiast rysunek PDF powinien określać materiał, wymiary CTQ, tolerancje, chropowatość, gwinty, wymagania dotyczące krawędzi, obróbki powierzchniowej, kontroli jakości i dokumentacji. Na tej podstawie SABNER ocenia wykonalność w technologii toczenia CNC z pręta, dobiera założenia technologiczne, identyfikuje ryzyka produkcyjne i przygotowuje kalkulację dla produkcji seryjnej. Do dokładnej wyceny warto dołączyć również planowaną ilość roczną, wielkość partii jednorazowej, oczekiwany termin realizacji oraz informację, czy projekt ma charakter odnawialny.
Do wyceny w SABNER najlepiej przesłać rysunek techniczny 2D w formacie PDF oraz, jeśli jest dostępny, model 3D w formacie STEP lub IGES. Rysunek 2D powinien zawierać wymiary, tolerancje, materiał, chropowatość, gwinty, wymagania jakościowe i ewentualne informacje o obróbce powierzchniowej, ponieważ to on stanowi podstawę oceny technologicznej. Model 3D przyspiesza analizę geometrii, ale nie zastępuje rysunku z tolerancjami i wymaganiami CTQ. Do zapytania warto dołączyć także informację o planowanej ilości rocznej, partii jednorazowej, oczekiwanym terminie realizacji, wymaganiach dokumentacyjnych oraz ewentualnie zdjęcia lub fizyczną próbkę detalu, jeśli dokumentacja techniczna nie jest jeszcze gotowa.
Do wstępnej wyceny w SABNER często wystarczy rysunek 2D w formacie PDF, ale najlepszy zestaw danych to PDF oraz model 3D STEP. Rysunek PDF jest podstawą techniczną, ponieważ zawiera tolerancje, materiał, chropowatość, gwinty, wymiary CTQ, wymagania jakościowe i informacje niezbędne do oceny wykonalności. Model STEP nie zastępuje rysunku, ale znacznie przyspiesza analizę geometrii, przygotowanie technologii i ocenę ryzyk produkcyjnych. Jeżeli klient ma tylko PDF, możemy rozpocząć analizę na tej podstawie; jeżeli ma również STEP, warto go przesłać razem z rysunkiem, szczególnie przy bardziej złożonych detalach toczonych CNC.
Wycena w SABNER jest zwykle przygotowywana po analizie dokumentacji technicznej, a czas odpowiedzi zależy od kompletności danych, złożoności detalu, materiału i wymagań jakościowych. Proste zapytania z kompletnym rysunkiem 2D, modelem STEP, określonym materiałem, tolerancjami i wolumenem rocznym można przeanalizować szybciej, natomiast bardziej wymagające części toczone CNC mogą wymagać dodatkowej analizy technologicznej, sprawdzenia dostępności pręta, konsultacji narzędziowej lub oceny ryzyk produkcyjnych. Standardowo SABNER potwierdza termin przygotowania oferty indywidualnie po otrzymaniu danych wejściowych, ponieważ rzetelna wycena seryjnej produkcji z pręta musi uwzględniać nie tylko cenę materiału, ale także czas cyklu, przygotowanie procesu, kontrolę jakości, dokumentację, pakowanie i wymagany harmonogram dostaw.
Na cenę części CNC w SABNER najbardziej wpływają materiał, geometria detalu, czas cyklu, tolerancje, chropowatość, wymagania kontroli jakości oraz planowany wolumen produkcji. Przy seryjnym toczeniu CNC drobnych części z pręta szczególnie istotne są koszt i dostępność materiału, liczba operacji, obecność gwintów, otworów, rowków, cienkich ścianek, mikrootworów lub wymiarów CTQ wymagających dodatkowej kontroli. Duży wpływ ma również poziom dokumentacji jakościowej, np. raporty pomiarowe, atest 3.1, identyfikowalność partii, SPC, Cp/Cpk czy wymagania pakowania i mycia technicznego. W produkcji seryjnej cena jednostkowa zwykle spada wraz ze wzrostem wolumenu, ponieważ koszt przygotowania technologii, przezbrojenia, narzędzi, walidacji i planu kontroli rozkłada się na większą liczbę części.
Tak, SABNER może zaproponować tańszą wersję detalu, jeżeli da się obniżyć koszt produkcji bez pogorszenia funkcji części i wymagań krytycznych. Analizujemy projekt pod kątem seryjnego toczenia CNC z pręta, sprawdzając geometrię, tolerancje, materiał, chropowatość, gwinty, otwory, rowki, promienie, wymiary CTQ, czas cyklu, koszt narzędzi oraz zakres kontroli jakości. Najczęstsze kierunki optymalizacji to uproszczenie cech niekrytycznych, rozszerzenie tolerancji poza wymiarami CTQ, zmiana materiału na łatwiej dostępny lub lepiej obrabialny, dopasowanie konstrukcji do jednego stabilnego cyklu oraz ograniczenie nadmiernych wymagań powierzchniowych. Każda propozycja SABNER jest rekomendacją technologiczną, a finalna akceptacja tańszego wariantu zawsze należy do klienta lub właściciela dokumentacji technicznej.
Koszt produkcji można obniżyć bez utraty funkcjonalności przez świadome dopasowanie konstrukcji detalu do seryjnego toczenia CNC z pręta. SABNER analizuje, które cechy części są rzeczywiście krytyczne dla działania, montażu i kontroli jakości, a które można uprościć bez wpływu na funkcję techniczną. Najczęściej optymalizacja obejmuje rozszerzenie tolerancji na wymiarach niekrytycznych, uproszczenie rowków i promieni, ograniczenie zbyt głębokich otworów, ujednolicenie gwintów, zmianę chropowatości tam, gdzie nie jest funkcjonalnie wymagana, dobór łatwiej obrabialnego materiału oraz dopasowanie geometrii do stabilnego cyklu produkcyjnego. SABNER proponuje takie zmiany jako rekomendacje DFM, a finalna decyzja zawsze należy do klienta lub właściciela dokumentacji technicznej.
Tak, cena części CNC bezpośrednio zależy od materiału i tolerancji, ponieważ oba czynniki wpływają na czas obróbki, zużycie narzędzi, stabilność procesu i zakres kontroli jakości. Materiał decyduje o koszcie pręta, dostępności wsadu, skrawalności, trwałości narzędzi i wymaganych parametrach toczenia; inaczej wycenia się mosiądz, stal nierdzewną, tytan, aluminium, stal automatową czy materiały specjalne. Tolerancje wpływają na koszt szczególnie wtedy, gdy dotyczą wymiarów CTQ, wymagają częstszych pomiarów, wolniejszych parametrów procesu, selekcji części lub dodatkowej dokumentacji jakościowej. SABNER analizuje materiał i tolerancje razem z geometrią, chropowatością, wolumenem rocznym i planem kontroli, aby przygotować wycenę dopasowaną do realnych wymagań produkcji seryjnej.
Tak, koszt jednostkowy części CNC zwykle spada przy większej serii, ponieważ koszty przygotowania produkcji rozkładają się na większą liczbę detali. W SABNER cena jednostkowa zależy nie tylko od samego wolumenu, ale także od materiału, geometrii, czasu cyklu, tolerancji, chropowatości, wymagań CTQ, narzędzi, kontroli jakości, mycia technicznego, pakowania i dokumentacji. Przy większych seriach koszty analizy technologicznej, przezbrojenia, walidacji procesu, planu kontroli i przygotowania produkcji są amortyzowane w kolejnych partiach, dlatego projekty odnawialne są ekonomicznie najkorzystniejsze. SABNER najlepiej sprawdza się przy seryjnej produkcji drobnych części toczonych CNC, gdzie po zatwierdzeniu procesu możliwe są regularne dostawy i stabilny koszt jednostkowy.
Tak, SABNER może uwzględnić korzystniejsze warunki cenowe przy stałej, powtarzalnej współpracy, szczególnie gdy projekt ma charakter seryjny i odnawialny. Największy wpływ na cenę ma nie sam rabat, lecz możliwość stabilnego planowania produkcji, zabezpieczenia materiału, optymalizacji czasu cyklu, przygotowania narzędzi, utrzymania bufora magazynowego i rozłożenia kosztów uruchomienia na większy wolumen. Przy długoterminowych projektach B2B możemy analizować ceny dla różnych poziomów rocznego zapotrzebowania, partii dostaw i harmonogramu odbiorów. SABNER najlepiej sprawdza się w modelu stałej współpracy, gdzie po zatwierdzeniu procesu możliwa jest regularna produkcja seryjna drobnych części toczonych CNC w stabilnych warunkach jakościowych i kosztowych.
Tak, SABNER standardowo uwzględnia materiał w wycenie, jeśli klient oczekuje kompletnej dostawy gotowych części. Najczęściej pracujemy na europejskim pręcie ciągnionym od kwalifikowanych dostawców, z tolerancją co najmniej h9, obustronnym fazowaniem oraz atestem materiałowym 3.1, dlatego koszt materiału jest integralną częścią kalkulacji seryjnej produkcji CNC. Cena zależy od gatunku materiału, średnicy pręta, dostępności wsadu, wymaganego atestu, odpadu technologicznego oraz planowanego wolumenu produkcji. SABNER może również przeanalizować materiał powierzony przez klienta, jeżeli ma formę pręta zgodnego z wymaganiami procesu, zapewnia identyfikowalność partii i pozwala utrzymać stabilną produkcję na automatach tokarskich.
Koszt oprzyrządowania w SABNER może być doliczany osobno albo rozłożony w cenie jednostkowej, zależnie od charakteru projektu, wolumenu i ustalonego modelu współpracy. Przy seryjnej produkcji części toczonych CNC analizujemy osobno koszty przygotowania procesu, narzędzi specjalnych, ewentualnych sprawdzianów, uchwytów, przezbrojenia, walidacji pierwszych sztuk i planu kontroli. W projektach długoterminowych część kosztów uruchomieniowych może zostać zamortyzowana w cenie detalu lub rozliczona jako jednorazowa opłata startowa, jeśli jest to bardziej przejrzyste dla klienta. SABNER każdorazowo pokazuje założenia wyceny w sposób transparentny, aby klient wiedział, czy koszt oprzyrządowania jest uwzględniony w cenie sztuki, czy występuje jako osobna pozycja.
Tak, SABNER przygotowuje oferty ramowe na cykliczną produkcję drobnych części toczonych CNC, szczególnie dla projektów seryjnych i odnawialnych. Oferta ramowa może obejmować roczne zapotrzebowanie, przewidywane partie dostaw, harmonogram odbiorów, warunki cenowe, lead time, wymagania jakościowe, dokumentację, pakowanie, mycie techniczne oraz ewentualny bufor magazynowy. Taki model współpracy pozwala lepiej zaplanować materiał, narzędzia, moce produkcyjne i kontrolę jakości, a jednocześnie stabilizuje koszt jednostkowy w dłuższym okresie. SABNER najlepiej sprawdza się przy komponentach produkowanych regularnie według zatwierdzonej dokumentacji technicznej, gdzie po uruchomieniu procesu możliwe są powtarzalne dostawy zgodne z forecastem klienta.
Tak, SABNER może oferować stałe warunki cenowe przy rocznych wolumenach, szczególnie dla projektów seryjnych i odnawialnych realizowanych w modelu ramowym. Takie warunki ustalamy indywidualnie na podstawie forecastu rocznego, wielkości partii produkcyjnych, harmonogramu odbiorów, materiału, wymagań jakościowych, dokumentacji, pakowania, mycia technicznego oraz ewentualnego bufora magazynowego. Stały wolumen pozwala lepiej zabezpieczyć materiał, zaplanować moce produkcyjne, utrzymać powtarzalny proces i stabilizować koszt jednostkowy w dłuższym okresie. W przypadku materiałów o dużej zmienności cenowej warunki mogą wymagać określenia zasad aktualizacji, ale celem SABNER jest zapewnienie klientowi przewidywalnych kosztów i regularnych dostaw w ramach zatwierdzonego projektu seryjnego.
Przy pierwszym zamówieniu SABNER ustala warunki płatności indywidualnie, ponieważ zależą one od wartości projektu, kosztu materiału, zakresu przygotowania procesu, wymagań jakościowych i historii współpracy z klientem. W przypadku nowych klientów standardowo możliwa jest płatność na podstawie faktury pro forma, zaliczka na uruchomienie produkcji lub płatność przed pierwszą wysyłką, szczególnie gdy projekt wymaga zakupu dedykowanego materiału, narzędzi lub przygotowania dokumentacji. Przy stałej współpracy i projektach seryjnych warunki mogą zostać dostosowane do modelu ramowego, harmonogramu dostaw i rocznego wolumenu. SABNER określa warunki płatności w ofercie lub potwierdzeniu zamówienia, tak aby były jednoznaczne przed rozpoczęciem realizacji.
Lead time, planowanie i ciągłość dostaw
Ta sekcja odpowiada na pytania o terminy realizacji, planowanie mocy produkcyjnych, harmonogram dostaw i ciągłość zaopatrzenia.
Standardowy lead time w SABNER zależy od detalu, materiału, dostępności pręta, wymagań jakościowych i etapu projektu, ale dla typowej seryjnej produkcji części toczonych CNC należy przyjmować orientacyjnie 6–8 tygodni od potwierdzenia zamówienia oraz zamrożenia danych wejściowych. Przy nowych projektach czas realizacji obejmuje nie tylko samą produkcję, ale także analizę technologiczną, przygotowanie dokumentacji wykonawczej, zabezpieczenie materiału, narzędzi, planu kontroli oraz uruchomienie procesu. Dla kolejnych, powtarzalnych partii lead time może być krótszy, szczególnie jeśli materiał i narzędzia są zabezpieczone, a proces został już zatwierdzony. SABNER każdorazowo potwierdza termin indywidualnie po analizie dokumentacji, wolumenu, materiału i aktualnego obciążenia produkcji.
Czas wykonania prototypu w SABNER zależy od detalu, materiału, dostępności pręta, kompletności dokumentacji oraz zakresu wymaganej kontroli. Prototyp lub kilka sztuk testowych traktujemy przede wszystkim jako etap przygotowania do późniejszej produkcji seryjnej, dlatego przed wykonaniem analizujemy rysunek 2D, model STEP lub próbkę, potwierdzamy materiał, wymiary CTQ, tolerancje, chropowatość i założenia technologiczne. Jeżeli dane wejściowe są kompletne, a materiał jest dostępny, etap prototypowy można uruchomić szybciej niż pełną serię, jednak termin zawsze potwierdzamy indywidualnie po analizie projektu. SABNER wykonuje prototypy głównie dla drobnych części toczonych CNC z pręta, w zakresie od Ø0,8 mm do Ø20,0 mm, jako kontrolowany krok przed partią pilotażową lub produkcją seryjną.
Termin realizacji produkcji seryjnej w SABNER jest ustalany indywidualnie, ale dla typowych części toczonych CNC standardowo należy przyjmować około 6–8 tygodni od potwierdzenia zamówienia, zatwierdzenia danych wejściowych i dostępności materiału. Przy nowych projektach lead time obejmuje nie tylko samą produkcję, lecz także analizę technologiczną, przygotowanie procesu, zabezpieczenie europejskiego pręta ciągnionego, narzędzi, planu kontroli, dokumentacji jakościowej oraz zatwierdzenie pierwszych sztuk. Dla powtarzalnych projektów seryjnych termin może być krótszy, szczególnie jeśli proces jest już zwalidowany, materiał jest dostępny, a dostawy realizowane są według forecastu lub umowy ramowej. SABNER każdorazowo potwierdza finalny termin po analizie detalu, wolumenu, materiału, wymagań CTQ, pakowania, mycia technicznego i aktualnego obciążenia produkcji.
Tak, SABNER może przeanalizować możliwość ekspresowej produkcji, ale taki tryb zawsze potwierdzamy indywidualnie po ocenie detalu, materiału, dostępności pręta, narzędzi, dokumentacji i aktualnego obciążenia produkcji. Nasz standardowy lead time dla produkcji seryjnej części toczonych CNC wynosi zwykle około 6–8 tygodni od potwierdzenia zamówienia i danych wejściowych, natomiast przy pilnych projektach możemy sprawdzić możliwość skrócenia terminu, szczególnie gdy detal jest prosty technologicznie, materiał jest dostępny, a wymagania jakościowe są jednoznaczne. Ekspresowa realizacja jest łatwiejsza przy powtarzalnych projektach, zatwierdzonym procesie lub partii pilotażowej prowadzącej do większej serii. SABNER nie deklaruje automatycznie produkcji „na już”, ponieważ priorytetem pozostaje stabilność procesu, zgodność z dokumentacją i kontrola jakości całej partii.
Termin realizacji zamówienia w SABNER może wydłużyć przede wszystkim niekompletna dokumentacja techniczna, brak jednoznacznych tolerancji, późne zmiany projektu oraz ograniczona dostępność wymaganego materiału wsadowego. Przy seryjnej produkcji części toczonych CNC wpływ mają także złożona geometria detalu, bardzo ciasne tolerancje, wymagania CTQ, mikrootwory, cienkie ścianki, specjalna chropowatość, konieczność przygotowania dedykowanych narzędzi lub dodatkowej walidacji procesu. Lead time może się wydłużyć również wtedy, gdy projekt wymaga obróbki powierzchniowej, obróbki cieplnej, specjalnej dokumentacji jakościowej, raportów pomiarowych, PPAP, dodatkowych kontroli międzyoperacyjnych albo niestandardowego pakowania. SABNER ogranicza te ryzyka przez analizę technologiczną przed uruchomieniem produkcji, zamrożenie danych wejściowych i potwierdzenie harmonogramu przed realizacją.
Tak, SABNER informuje o statusie produkcji w trakcie realizacji, szczególnie przy projektach seryjnych, nowych wdrożeniach lub zamówieniach wymagających kontroli kluczowych etapów. Status może obejmować potwierdzenie przyjęcia zamówienia, zabezpieczenie materiału, przygotowanie procesu, gotowość do uruchomienia, wynik pierwszej sztuki, postęp produkcji, kontrolę jakości, pakowanie oraz przygotowanie wysyłki. W projektach wymagających większej transparentności możemy raportować status według uzgodnionych kamieni milowych, aby klient wiedział, na jakim etapie znajduje się realizacja i czy harmonogram pozostaje aktualny. SABNER traktuje komunikację statusową jako element kontroli projektu, szczególnie przy precyzyjnych częściach toczonych CNC produkowanych seryjnie dla klientów B2B.
Tak, SABNER może utrzymywać zapas bezpieczeństwa dla stałych klientów, szczególnie przy projektach seryjnych i odnawialnych realizowanych na podstawie forecastu lub umowy ramowej. Bufor magazynowy ustalamy indywidualnie, biorąc pod uwagę roczne zapotrzebowanie, częstotliwość odbiorów, lead time materiału, stabilność zamówień, wymagania pakowania oraz ryzyko przestoju po stronie klienta. Taki model pozwala zabezpieczyć ciągłość dostaw, skrócić czas reakcji na pilne zapotrzebowanie i lepiej planować produkcję drobnych części toczonych CNC. SABNER najlepiej wdraża zapas bezpieczeństwa po zatwierdzeniu procesu, ustaleniu parametrów jakościowych i potwierdzeniu regularnego harmonogramu dostaw dla danego komponentu.
Tak, SABNER może realizować dostawy według harmonogramu, szczególnie przy stałej, seryjnej produkcji drobnych części toczonych CNC. Harmonogram dostaw ustalamy na podstawie forecastu klienta, rocznego wolumenu, wielkości partii, dostępności materiału, lead time produkcji, wymagań jakościowych, pakowania oraz ewentualnego bufora magazynowego. Taki model pozwala lepiej planować materiał, moce produkcyjne, kontrole jakości i wysyłki, a klient otrzymuje części w uzgodnionych terminach bez konieczności każdorazowego uruchamiania procesu od początku. SABNER najlepiej sprawdza się w cyklicznych projektach B2B, gdzie dostawy są oparte na zatwierdzonej dokumentacji, stabilnym procesie i przewidywalnym zapotrzebowaniu.
Tak, produkcja w trybie just-in-time jest możliwa w SABNER przy stałych, seryjnych projektach, pod warunkiem wcześniejszego zatwierdzenia procesu, ustalenia forecastu oraz harmonogramu dostaw. W praktyce JIT wymaga stabilnego zapotrzebowania, zabezpieczenia materiału, powtarzalnej technologii, jasnych wymagań jakościowych, uzgodnionych partii produkcyjnych oraz odpowiedniego bufora bezpieczeństwa, aby nie ryzykować przerw w dostawach. SABNER może realizować dostawy według harmonogramu, utrzymywać zapas magazynowy dla stałych klientów i przygotowywać części do odbioru lub wysyłki zgodnie z ustalonym planem. Taki model najlepiej sprawdza się przy odnawialnych projektach B2B, gdzie produkcja drobnych części toczonych CNC jest oparta na zatwierdzonej dokumentacji, stabilnym wolumenie i długoterminowej współpracy.
Tak, SABNER jest w stanie zapewnić ciągłość dostaw przy regularnych zamówieniach, szczególnie w projektach seryjnych realizowanych na podstawie forecastu, umowy ramowej lub uzgodnionego harmonogramu odbiorów. Po zatwierdzeniu procesu możemy planować materiał, moce produkcyjne, narzędzia, kontrole jakości, mycie techniczne, pakowanie oraz terminy dostaw w sposób powtarzalny i przewidywalny. Dla stałych klientów możliwe jest również utrzymywanie bufora magazynowego lub zapasu bezpieczeństwa, aby skrócić czas reakcji na bieżące zapotrzebowanie i ograniczyć ryzyko przerw po stronie klienta. SABNER najlepiej sprawdza się w długoterminowych projektach B2B, gdzie seryjna produkcja drobnych części toczonych CNC opiera się na stabilnym wolumenie, zatwierdzonej dokumentacji i regularnym planie dostaw.
Tak, SABNER może realizować dostawy partiami z jednej produkcji, szczególnie przy stałych projektach seryjnych i odnawialnych. W praktyce oznacza to, że po wyprodukowaniu i zwolnieniu jakościowym większej partii detale mogą zostać podzielone na uzgodnione partie wysyłkowe, odpowiednio zapakowane, oznaczone i magazynowane do kolejnych odbiorów zgodnie z harmonogramem klienta. Taki model pozwala zoptymalizować koszt produkcji, utrzymać powtarzalność jednej serii technologicznej, zabezpieczyć ciągłość dostaw i skrócić czas reakcji na bieżące zapotrzebowanie. SABNER ustala taki podział indywidualnie, uwzględniając wolumen roczny, wymagania jakościowe, pakowanie, identyfikowalność partii, warunki magazynowania oraz harmonogram dostaw.
Tak, SABNER może dostarczać części według harmonogramu miesięcznego, szczególnie przy stałych projektach seryjnych i odnawialnych. Taki model ustalamy na podstawie rocznego forecastu, wielkości partii produkcyjnych, miesięcznego zapotrzebowania, lead time materiału, wymagań jakościowych, pakowania, mycia technicznego oraz ewentualnego bufora magazynowego. Produkcja może zostać zaplanowana w większych partiach, a następnie dzielona na miesięczne dostawy zgodnie z ustalonym harmonogramem. Dzięki temu klient otrzymuje stabilne dostawy części toczonych CNC, a SABNER może lepiej zabezpieczyć materiał, moce produkcyjne, kontrolę jakości i ciągłość realizacji.
Tak, SABNER może utrzymywać bufor magazynowy gotowych wyrobów dla stałych klientów, szczególnie przy projektach seryjnych i odnawialnych realizowanych na podstawie forecastu lub umowy ramowej. Po wyprodukowaniu i zwolnieniu jakościowym partii możemy magazynować uzgodnioną ilość detali, a następnie realizować dostawy zgodnie z harmonogramem klienta lub bieżącym zapotrzebowaniem. Bufor gotowych wyrobów pozwala skrócić czas reakcji, zabezpieczyć ciągłość dostaw i ograniczyć ryzyko przestojów po stronie klienta. Warunki takiego modelu ustalamy indywidualnie, uwzględniając wolumen roczny, rotację części, wymagania pakowania, identyfikowalność partii, termin przydatności dokumentacji jakościowej oraz uzgodniony poziom zapasu bezpieczeństwa.
Tak, SABNER obsługuje zamówienia cykliczne na podstawie forecastu, szczególnie przy stałych projektach seryjnych i odnawialnych. Forecast pozwala nam wcześniej zabezpieczyć materiał, zaplanować moce produkcyjne, przygotować narzędzia, ustalić harmonogram kontroli jakości, zoptymalizować wielkość partii oraz utrzymać przewidywalny koszt jednostkowy. W takim modelu możemy realizować produkcję w większych seriach, dzielić dostawy na uzgodnione partie miesięczne lub okresowe oraz utrzymywać bufor magazynowy gotowych wyrobów. SABNER najlepiej sprawdza się przy długoterminowych projektach B2B, gdzie powtarzalna produkcja części toczonych CNC jest oparta na zatwierdzonej dokumentacji, stabilnym zapotrzebowaniu i jasnym harmonogramie odbiorów.
Masz rysunek techniczny, model 3D albo próbkę detalu? Wyślij zapytanie do SABNER i dołącz materiał, wolumen, tolerancje oraz wymagania jakościowe.
Jakość i dokumentacja jakościowa
W tej części opisujemy kontrolę jakości, dokumentację, pomiary, identyfikowalność partii i wymagania typowe dla seryjnej produkcji B2B.
SABNER kontroluje jakość produkowanych części na kilku poziomach: od kontroli materiału wejściowego, przez kontrolę pierwszej sztuki, kontrole międzyoperacyjne, aż po kontrolę końcową gotowej partii. W zależności od geometrii detalu, tolerancji i wymiarów CTQ wykorzystujemy m.in. Keyence VR-5000 do szybkich pomiarów optycznych i analizy geometrii, Vici Vision do pomiarów detali toczonych, profilometr do kontroli profilu powierzchni, konturograf do oceny zarysów, promieni, faz i przejść geometrycznych, chropowatościomierz do weryfikacji parametrów powierzchni, a także sprawdziany, wałki pomiarowe oraz klasyczne przyrządy kontrolno-pomiarowe dobrane do wymagań rysunku technicznego. Całe wyposażenie pomiarowe jest objęte nadzorem i pełną kalibracją, dzięki czemu wyniki kontroli są spójne, powtarzalne i możliwe do powiązania z dokumentacją jakościową. Dla projektów seryjnych SABNER może przygotować plan kontroli, raport pomiarowy, kontrolę wymiarów krytycznych, identyfikowalność partii oraz dokumentację zgodną z wymaganiami klienta.
Tak, SABNER może wykonać kontrolę 100% detali lub kontrolę 100% wybranych cech CTQ, jeżeli wynika to z wymagań klienta, ryzyka procesu albo funkcji części. Standardowo jakość produkcji opieramy na zatwierdzonym planie kontroli, pomiarze First-Off, kontrolach międzyoperacyjnych i kontroli końcowej partii, natomiast dla wymiarów krytycznych, gwintów, otworów, długości, średnic, cech montażowych lub wymagań wizualnych możliwe jest rozszerzenie nadzoru do pełnej kontroli. Zakres 100% kontroli ustalamy indywidualnie, ponieważ zależy od geometrii detalu, tolerancji, metody pomiaru, czasu kontroli i oczekiwanego wolumenu seryjnego. SABNER stosuje takie podejście szczególnie przy precyzyjnych częściach toczonych CNC, gdzie kluczowe jest utrzymanie powtarzalności wymiarowej i ograniczenie ryzyka niezgodności w dostawach do klienta.
Tak, SABNER dostarcza raporty pomiarowe dla produkowanych części, jeśli są wymagane przez klienta lub wynikają z planu kontroli danego projektu. Dla detali toczonych CNC przygotowujemy dokumentację pomiarową na podstawie wymiarów CTQ, tolerancji i wymagań jakościowych określonych w rysunku technicznym, karcie projektu lub zatwierdzonej dokumentacji własnej. Raport może obejmować wyniki kontroli pierwszej sztuki, pomiary międzyoperacyjne, kontrolę końcową partii oraz – na życzenie – raport pomiarowy 3D. W projektach seryjnych SABNER łączy raportowanie pomiarowe z identyfikowalnością partii materiału, atestem 3.1, planem kontroli i dokumentacją jakościową wymaganą przez klienta.
Tak, SABNER dostarcza certyfikaty materiałowe, w szczególności atest materiałowy 3.1 dla pręta użytego do produkcji danej partii. Materiał wsadowy kupujemy od kwalifikowanych dostawców, najczęściej jako europejski pręt ciągniony o tolerancji co najmniej h9, obustronnie fazowany i objęty identyfikowalnością partii. Certyfikat materiałowy potwierdza gatunek materiału, skład chemiczny, właściwości mechaniczne oraz zgodność dostawy z wymaganiami normy i dokumentacji klienta. W projektach seryjnych SABNER łączy atest 3.1 z identyfikowalnością partii produkcyjnej, dokumentacją jakościową, planem kontroli oraz – jeśli wymagane – raportami pomiarowymi i deklaracjami RoHS/REACH.
Tak, SABNER posiada wdrożony system zarządzania jakością oparty na wymaganiach ISO 9001, a procesy produkcyjne są prowadzone w sposób kontrolowany, udokumentowany i powtarzalny. W praktyce oznacza to pracę na zatwierdzonych danych wejściowych, identyfikację wymagań CTQ, przygotowanie planu kontroli, kontrolę materiału wejściowego, zatwierdzenie pierwszej sztuki, kontrole w trakcie produkcji oraz końcowe zwolnienie partii. SABNER działa również zgodnie z podejściem ISO 14001 w zakresie zarządzania środowiskowego. Dla projektów wymagających wyższego poziomu dokumentacji możemy przygotować raporty pomiarowe, atesty materiałowe 3.1, identyfikowalność partii, deklaracje RoHS/REACH oraz dokumentację jakościową uzgodnioną z klientem.
Tak, SABNER może przygotować PPAP, FAI oraz inną dokumentację jakościową wymaganą przy seryjnej produkcji precyzyjnych części toczonych CNC. Zakres dokumentacji ustalamy indywidualnie na podstawie wymagań klienta, branży, rysunku technicznego, wymiarów CTQ i poziomu ryzyka projektu. W zależności od ustaleń możemy przygotować m.in. raport First-Off, FAI, raporty pomiarowe, Control Plan, dokumentację PPAP, analizę Cp/Cpk, identyfikowalność partii, atest materiałowy 3.1, deklaracje RoHS/REACH oraz inne dokumenty jakościowe wymagane do zatwierdzenia produkcji. SABNER traktuje dokumentację jakościową jako element procesu wdrożenia i kontroli seryjnej produkcji, a nie jako dodatek oderwany od technologii wykonania detalu.
SABNER sprawdza zgodność części z tolerancjami na podstawie dokumentacji technicznej, wymiarów CTQ i zatwierdzonego planu kontroli dla danego projektu. Kontrola obejmuje pomiar pierwszej sztuki przed uruchomieniem serii, kontrole międzyoperacyjne w trakcie produkcji oraz kontrolę końcową partii przed zwolnieniem do pakowania i wysyłki. W zależności od wymagań detalu stosujemy odpowiednie metody pomiarowe, raportujemy wyniki dla cech krytycznych i możemy prowadzić rozszerzony nadzór, w tym kontrolę 100% wybranych wymiarów, SPC, Cp/Cpk lub dokumentację FAI/PPAP. Celem SABNER jest nie tylko wykrycie odchyłki, ale utrzymanie stabilnego procesu toczenia CNC, który zapewnia powtarzalność wymiarową w całej serii.
Jeśli partia nie spełnia wymagań jakościowych, SABNER blokuje ją i nie zwalnia do wysyłki do czasu wyjaśnienia niezgodności. Detale są identyfikowane, odseparowane i analizowane pod kątem rodzaju odchylenia, wpływu na funkcję części, wymiarów CTQ, tolerancji, materiału oraz możliwości dalszego postępowania. W zależności od wyniku analizy możliwe jest sortowanie, kontrola 100%, ponowna weryfikacja wymiarowa, odrzut detali NOK lub – jeśli technicznie dopuszczalne i zaakceptowane przez klienta – działania korygujące. Celem SABNER jest niedopuszczenie do wysyłki niezgodnej partii oraz szybkie ustalenie przyczyny źródłowej, aby zabezpieczyć kolejne serie produkcyjne przed powtórzeniem problemu.
Tak, SABNER zapewnia identyfikowalność partii produkcyjnych, szczególnie przy seryjnej produkcji precyzyjnych części toczonych CNC. Identyfikowalność obejmuje powiązanie wyrobu z partią materiału, atestem 3.1, numerem partii produkcyjnej, wynikami kontroli jakości, dokumentacją pomiarową oraz historią realizacji danego zamówienia. Dzięki temu możliwe jest odtworzenie, z jakiego materiału wykonano konkretną partię, kiedy została wyprodukowana, jakie kontrole przeszła i na jakiej podstawie została zwolniona do wysyłki. SABNER stosuje takie podejście szczególnie przy projektach B2B wymagających stabilnej jakości, zgodności z dokumentacją techniczną i pełnej kontroli nad powtarzalnością dostaw.
Tak, SABNER może spełnić wymagania jakościowe klientów zagranicznych, jeżeli są one jasno określone w dokumentacji technicznej, specyfikacji zakupowej lub wymaganiach projektowych. Pracujemy w oparciu o kontrolowany proces jakościowy, obejmujący identyfikację wymiarów CTQ, plan kontroli, kontrolę materiału wejściowego, zatwierdzenie pierwszej sztuki, kontrole międzyoperacyjne, kontrolę końcową oraz identyfikowalność partii produkcyjnych. Dla klientów zagranicznych możemy dostarczyć dokumentację taką jak raporty pomiarowe, atest materiałowy 3.1, deklaracje RoHS/REACH, FAI, PPAP, wyniki Cp/Cpk, dokumentację kontroli oraz potwierdzenia zgodności z ustalonymi wymaganiami. SABNER obsługuje projekty B2B, w których kluczowe są stabilna jakość, powtarzalność wymiarowa, transparentna dokumentacja i zgodność dostaw z wymaganiami klienta niezależnie od rynku docelowego.
Tak, SABNER może oznaczać części lub opakowania numerem partii, jeżeli takie wymaganie wynika z dokumentacji klienta, planu kontroli lub uzgodnionego modelu identyfikowalności. W praktyce najczęściej stosujemy identyfikację na poziomie partii produkcyjnej, etykiety opakowania, dokumentacji wysyłkowej oraz powiązania z materiałem, atestem 3.1 i wynikami kontroli jakości. Oznaczanie pojedynczych detali jest możliwe tylko wtedy, gdy pozwala na to geometria, rozmiar części, materiał, funkcja powierzchni oraz technologia znakowania. SABNER ustala zakres oznaczeń indywidualnie, tak aby zapewnić identyfikowalność partii bez ryzyka uszkodzenia lub pogorszenia funkcji precyzyjnego detalu.
Współpraca B2B / formalności / klienci zagraniczni
Tutaj wyjaśniamy, jak wygląda współpraca z SABNER od strony formalnej, organizacyjnej i międzynarodowej.
Tak, SABNER może podpisać NDA przed analizą projektu, jeżeli klient chce zabezpieczyć poufność dokumentacji technicznej, rysunków, modeli 3D, próbek, danych materiałowych lub informacji o zastosowaniu części. Poufność jest szczególnie istotna przy projektach seryjnych, przejmowaniu produkcji od innego dostawcy, analizie detalu bez pełnej dokumentacji oraz przy komponentach rozwijanych jako część nowego produktu klienta. Po podpisaniu NDA możemy przejść do analizy wykonalności, oceny ryzyk produkcyjnych, przygotowania założeń technologicznych, analizy DFM, wyceny lub opracowania dokumentacji na podstawie próbki. SABNER traktuje dane projektowe klienta jako informacje poufne i nie udostępnia rysunków, próbek ani szczegółów technicznych innym podmiotom bez uzgodnionej podstawy współpracy.
Tak, SABNER przyjmuje zapytania po angielsku i obsługuje komunikację z klientami zagranicznymi w języku angielskim. Klient może przesłać rysunek 2D, model STEP, specyfikację techniczną, wymagania jakościowe, forecast, zapytanie ofertowe lub dokumentację projektu bezpośrednio po angielsku. SABNER analizuje takie zapytania w taki sam sposób jak projekty krajowe: oceniamy wykonalność toczenia CNC, materiał, tolerancje, wymiary CTQ, chropowatość, wolumen roczny, dokumentację jakościową i harmonogram dostaw. Dzięki temu możemy prowadzić cały proces — od analizy technicznej i wyceny, przez walidację, aż po produkcję seryjną — w języku angielskim, zgodnie z wymaganiami klienta zagranicznego.
Tak, SABNER przygotowuje oferty, korespondencję techniczną i dokumentację jakościową w języku angielskim dla klientów zagranicznych. Możemy prowadzić cały proces w języku angielskim: od analizy zapytania, wyceny i uzgodnień technicznych, przez potwierdzenie wymagań CTQ, aż po dokumentację produkcyjną i jakościową wymaganą przy dostawach seryjnych. W zależności od projektu przygotowujemy m.in. ofertę handlową, założenia techniczne, raporty pomiarowe, dokumentację First-Off, FAI, PPAP, Control Plan, deklaracje RoHS/REACH, potwierdzenia zgodności oraz dokumenty powiązane z identyfikowalnością partii i atestem materiałowym 3.1. SABNER obsługuje projekty B2B w języku angielskim tak, aby klient zagraniczny otrzymał jednoznaczną, techniczną i kompletną dokumentację zgodną z wymaganiami projektu.
Tak, SABNER może pracować według norm i wymagań klienta zagranicznego, jeżeli zostaną one jasno przekazane w dokumentacji technicznej, specyfikacji zakupowej lub wymaganiach jakościowych projektu. Analizujemy rysunki, normy, tolerancje, wymagania CTQ, materiał, chropowatość, sposób kontroli, identyfikowalność partii, pakowanie oraz dokumentację odbiorową, aby potwierdzić ich zgodność z naszym procesem seryjnego toczenia CNC. Dla klientów zagranicznych możemy przygotować m.in. raporty pomiarowe, atest materiałowy 3.1, deklaracje RoHS/REACH, FAI, PPAP, Control Plan, wyniki Cp/Cpk oraz dokumentację jakościową w języku angielskim. Każdy projekt oceniamy indywidualnie, ponieważ finalny zakres zgodności zależy od branży, norm klienta, geometrii detalu i wymaganego poziomu nadzoru jakościowego.
Tak, SABNER ma doświadczenie we współpracy z działami zakupów dużych firm, szczególnie w projektach seryjnych wymagających jasnych warunków technicznych, jakościowych, logistycznych i handlowych. Obsługujemy procesy typowe dla zakupów B2B: zapytania RFQ, analizę dokumentacji, wycenę według wolumenów rocznych, uzgodnienie lead time, przygotowanie oferty ramowej, potwierdzenie warunków dostaw, dokumentację jakościową, identyfikowalność partii oraz komunikację statusową w trakcie realizacji. SABNER najlepiej sprawdza się jako dostawca precyzyjnych części toczonych CNC dla firm, które oczekują stabilnych dostaw, powtarzalnej jakości, transparentnej kalkulacji i długoterminowej współpracy opartej na forecastach, harmonogramach dostaw lub zamówieniach cyklicznych.
Tak, SABNER obsługuje klientów OEM, szczególnie w projektach seryjnych wymagających stabilnej produkcji precyzyjnych części toczonych CNC, powtarzalności wymiarowej, identyfikowalności partii i uporządkowanej dokumentacji jakościowej. Pracujemy w oparciu o system zarządzania jakością ISO 9001 oraz system środowiskowy ISO 14001, a w zależności od wymagań klienta możemy przygotować dokumentację i proces zgodny z wymaganiami APQP, PPAP, FAI, Control Plan, SPC, MSA oraz analizą zdolności procesu Cp/Cpk. Standardowo zapewniamy atest materiałowy 3.1, raporty pomiarowe, identyfikowalność materiału i partii produkcyjnych, a na życzenie także deklaracje RoHS/REACH. W projektach wymagających czystości technicznej możemy uwzględnić wymagania VDA 19.1 oraz dobrać proces mycia, suszenia i pakowania do specyfikacji OEM.
Tak, SABNER może podpisać umowę ramową na dłuższą współpracę, szczególnie przy projektach seryjnych i odnawialnych opartych na rocznym forecastcie lub regularnym harmonogramie dostaw. Umowa ramowa może określać zakres produkowanych części, warunki cenowe, wolumeny roczne, partie dostaw, lead time, zasady utrzymywania bufora magazynowego, wymagania jakościowe, dokumentację, pakowanie, mycie techniczne oraz warunki aktualizacji cen przy zmianach kosztów materiału. Taki model współpracy pozwala lepiej zabezpieczyć materiał, zaplanować moce produkcyjne, ustabilizować koszt jednostkowy i zapewnić ciągłość dostaw. SABNER najlepiej sprawdza się w długoterminowych projektach B2B, w których po zatwierdzeniu procesu możliwa jest regularna produkcja precyzyjnych części toczonych CNC zgodnie z dokumentacją klienta.
Tak, SABNER może przygotować case study lub referencje, ale zakres takich materiałów każdorazowo zależy od poufności projektu i zgody klienta. Najczęściej przygotowujemy zanonimizowane opisy realizacji, pokazujące branżę, typ detalu, materiał, wymagania jakościowe, wyzwanie produkcyjne, zastosowane podejście technologiczne oraz efekt współpracy, bez ujawniania rysunków, danych projektowych, nazw klientów ani informacji handlowych. W przypadku referencji imiennych lub szczegółowego case study z nazwą klienta konieczna jest osobna akceptacja, ponieważ informacje o współpracy, projektach, próbkach, rysunkach, cenach i procesach produkcyjnych mogą mieć charakter poufny. SABNER może więc przedstawić doświadczenie i przykłady zastosowań w sposób bezpieczny biznesowo, szczególnie dla projektów seryjnego toczenia CNC drobnych części metalowych dla klientów B2B.
Warto wybrać SABNER jako dostawcę części precyzyjnych, jeśli projekt wymaga stabilnej, seryjnej produkcji drobnych detali metalowych w technologii toczenia CNC. Naszą przewagą jest wąska specjalizacja: produkujemy części z pręta w zakresie od Ø0,8 mm do Ø20,0 mm i długości od 1 mm do 150 mm, głównie ze stali nierdzewnej, tytanu i mosiądzu, koncentrując się na powtarzalności, kontroli CTQ i jakości całej partii. Pracujemy na europejskim pręcie ciągnionym od kwalifikowanych dostawców, z atestem 3.1, zapewniamy identyfikowalność partii, raporty pomiarowe, mycie techniczne, specjalne pakowanie oraz możliwość bufora magazynowego. SABNER jest dobrym wyborem dla klientów B2B, którzy szukają nie tylko wykonawcy detalu, ale partnera do długoterminowej, kontrolowanej produkcji seryjnej.

Logistyka, pakowanie i dostawy
Ta sekcja dotyczy pakowania, oznaczania partii, wysyłki, dokumentów dostawy i zabezpieczenia drobnych części w transporcie.
Tak, SABNER wysyła gotowe części za granicę, zarówno do krajów Unii Europejskiej, jak i do klientów spoza UE. Przy dostawach międzynarodowych organizujemy transport po naszej stronie, również w modelu D2D, czyli door-to-door, oraz przygotowujemy dokumentację wysyłkową i celną standardowo w języku angielskim. Gotowe części mogą być myte technicznie, specjalnie pakowane, etykietowane i powiązane z numerem partii, a na życzenie dostarczane z dokumentacją jakościową, taką jak raport pomiarowy, atest materiałowy 3.1, deklaracje RoHS/REACH, FAI, PPAP lub potwierdzenia zgodności. Korespondencję z klientem możemy prowadzić w jego języku, co ułatwia obsługę projektów eksportowych i regularnych dostaw seryjnych.
Współpraca SABNER z klientami zagranicznymi opiera się na zdalnej obsłudze technicznej, komunikacji w języku klienta oraz dokumentacji przygotowywanej standardowo w języku angielskim. Klient przesyła zapytanie, rysunek 2D, model STEP lub próbkę, a SABNER analizuje wykonalność toczenia CNC, materiał, tolerancje, wymagania CTQ, wolumen roczny, dokumentację jakościową i harmonogram dostaw. Po zatwierdzeniu projektu możemy przygotować próbki, partię pilotażową, produkcję seryjną, raporty pomiarowe, atest materiałowy 3.1, deklaracje RoHS/REACH, FAI, PPAP oraz identyfikowalność partii. Przy dostawach zagranicznych organizujemy transport po naszej stronie, również w modelu D2D, oraz przygotowujemy dokumentację wysyłkową, eksportową i celną w języku angielskim.
Tak, SABNER eksportuje części do krajów Unii Europejskiej i obsługuje zagranicznych klientów B2B w ramach seryjnej produkcji precyzyjnych części toczonych CNC. Korespondencję możemy prowadzić w języku klienta, natomiast dokumentację techniczną, jakościową i wysyłkową przygotowujemy standardowo w języku angielskim. Gotowe detale mogą być dostarczane zgodnie z uzgodnionym harmonogramem, wymaganiami jakościowymi, oznaczeniem partii, myciem technicznym i specjalnym pakowaniem. Przy dostawach do krajów UE SABNER organizuje transport po swojej stronie, również w modelu D2D, czyli door-to-door, a na życzenie dostarcza dokumentację jakościową, taką jak raport pomiarowy, atest materiałowy 3.1, deklaracje RoHS/REACH, FAI, PPAP lub inne dokumenty wymagane przez klienta.
Tak, SABNER realizuje produkcję dla klientów spoza Unii Europejskiej, jeżeli projekt dotyczy seryjnych, precyzyjnych części toczonych CNC zgodnych z naszym zakresem technologicznym. Korespondencję możemy prowadzić w języku klienta, natomiast dokumentację techniczną, jakościową, wysyłkową i celną przygotowujemy standardowo w języku angielskim. Przy dostawach poza UE SABNER organizuje transport po swojej stronie w modelu D2D, czyli door-to-door, oraz przygotowuje wymagane dokumenty eksportowe i celne. Dzięki temu klient otrzymuje gotowe części wraz z kompletem dokumentów potrzebnych do odprawy, odbioru i kontroli jakości, w tym – jeśli wymagane – raporty pomiarowe, atest materiałowy 3.1, deklaracje RoHS/REACH, FAI, PPAP i identyfikowalność partii.
SABNER pakuje precyzyjne części do transportu w sposób dopasowany do geometrii detalu, wymagań jakościowych i modelu dostaw klienta. Po zakończeniu produkcji i kontroli końcowej części mogą przejść mycie techniczne, a następnie są liczone, etykietowane i pakowane tak, aby ograniczyć ryzyko uszkodzeń, zabrudzeń, pomieszania partii lub utraty identyfikowalności. W zależności od projektu stosujemy pakowanie zbiorcze, separację detali, oznaczenie numerem partii, specjalne opakowania transportowe lub pakowanie próżniowe, jeżeli wymaga tego czystość techniczna albo dalszy montaż automatyczny. SABNER przygotowuje części do wysyłki krajowej i zagranicznej, również w modelu D2D, z dokumentacją jakościową i wysyłkową zgodną z ustaleniami projektu.
Tak, SABNER organizuje transport gotowych części po swojej stronie, zarówno dla dostaw krajowych, jak i zagranicznych. W projektach eksportowych możemy realizować dostawy w modelu D2D, czyli door-to-door, przygotowując jednocześnie dokumentację wysyłkową, eksportową i celną standardowo w języku angielskim. Gotowe detale są pakowane zgodnie z wymaganiami projektu, oznaczane numerem partii i mogą być dostarczane wraz z dokumentacją jakościową, taką jak raport pomiarowy, atest materiałowy 3.1, deklaracje RoHS/REACH, FAI, PPAP lub inne dokumenty wymagane przez klienta. Dzięki temu klient otrzymuje kompletne wsparcie logistyczne, bez konieczności samodzielnej organizacji transportu i odprawy.
Tak, SABNER oferuje indywidualne etykiety i opisy opakowań, jeżeli są wymagane przez klienta lub wynikają z modelu identyfikowalności partii. Opakowania mogą być oznaczane m.in. numerem partii, numerem zamówienia, numerem detalu, ilością, nazwą materiału, numerem atestu 3.1, datą produkcji, statusem kontroli jakości lub innymi danymi uzgodnionymi w projekcie. Indywidualne etykietowanie jest szczególnie istotne przy dostawach seryjnych, montażu automatycznym, wysyłkach zagranicznych, buforze magazynowym oraz projektach wymagających pełnej identyfikowalności. SABNER ustala format etykiet i opisów opakowań indywidualnie, tak aby gotowe części były łatwe do przyjęcia, magazynowania, kontroli i dalszego użycia u klienta.
Tak, SABNER może pakować części według indywidualnych wytycznych klienta, jeżeli zostaną one uzgodnione przed uruchomieniem produkcji lub dostawy. Dotyczy to m.in. sposobu separacji detali, liczby sztuk w opakowaniu, etykiet, numerów partii, oznaczeń logistycznych, pakowania pod montaż automatyczny, wymagań czystości technicznej, pakowania próżniowego lub zabezpieczenia powierzchni przed uszkodzeniem. Pakowanie traktujemy jako normalny etap procesu produkcyjnego, powiązany z kontrolą końcową, identyfikowalnością partii i dokumentacją wysyłkową. SABNER ustala szczegóły pakowania indywidualnie, aby gotowe części były zgodne z wymaganiami jakościowymi, logistycznymi i magazynowymi klienta.
Tak, SABNER może przygotować części w zestawach montażowych, jeżeli taki sposób pakowania zostanie uzgodniony przed realizacją produkcji. Detale mogą być liczone, kompletowane, etykietowane i pakowane według struktury określonej przez klienta, np. jako zestaw części do jednego modułu, jednej operacji montażowej lub jednej partii produkcyjnej. Taki model jest szczególnie przydatny przy montażu automatycznym, produkcji seryjnej, dostawach według harmonogramu oraz projektach wymagających pełnej identyfikowalności partii. SABNER traktuje kompletowanie i pakowanie zestawów jako element procesu logistyczno-produkcyjnego, powiązany z kontrolą końcową, oznaczeniem opakowań, dokumentacją wysyłkową i wymaganiami jakościowymi klienta.
Tak, SABNER może realizować wysyłki gotowych części bezpośrednio do klienta końcowego, jeżeli taki model logistyczny zostanie uzgodniony w projekcie. Dotyczy to zarówno dostaw krajowych, jak i zagranicznych, w tym wysyłek D2D, czyli door-to-door, organizowanych po naszej stronie. Części mogą być pakowane i etykietowane zgodnie z wytycznymi klienta, z zachowaniem identyfikowalności partii, oznaczeń logistycznych, dokumentacji wysyłkowej oraz wymaganych dokumentów jakościowych. Przy dostawach eksportowych SABNER przygotowuje dokumentację techniczną, jakościową, wysyłkową i celną standardowo w języku angielskim, dzięki czemu możliwa jest bezpośrednia obsługa odbiorcy końcowego w ramach ustalonego łańcucha dostaw.
Operacje dodatkowe i wykończenie
Tutaj odpowiadamy na pytania o dodatkowe operacje po toczeniu, obróbkę powierzchniową, mycie, wykończenie i kooperację.
Tak, SABNER może zapewnić obróbkę powierzchniową przez sprawdzonych partnerów technologicznych, jeżeli jest ona wymagana w dokumentacji technicznej lub wynika z funkcji detalu. Nasz podstawowy zakres obejmuje precyzyjne toczenie CNC drobnych części metalowych, natomiast procesy takie jak pasywacja, niklowanie, cynkowanie, anodowanie, elektropolerowanie, obróbka cieplna lub inne wykończenia powierzchniowe mogą być realizowane w kooperacji z kwalifikowanymi dostawcami. W takim przypadku SABNER koordynuje wymagania techniczne, przekazanie detali, kontrolę po kooperacji oraz końcowe zwolnienie partii, aby klient otrzymał kompletny komponent zgodny z dokumentacją. Każdy zakres obróbki powierzchniowej potwierdzamy indywidualnie po analizie materiału, geometrii, tolerancji, wymagań jakościowych i warunków pracy części.
Tak, SABNER może uwzględnić znakowanie laserowe detali, jeżeli jest ono wymagane przez dokumentację techniczną, identyfikowalność partii lub sposób montażu u klienta. Zakres znakowania oceniamy indywidualnie, ponieważ przy drobnych częściach toczonych CNC kluczowe są średnica detalu, dostępna powierzchnia, materiał, głębokość lub kontrast oznaczenia, wpływ znakowania na funkcję części oraz wymagania jakościowe. Możliwe oznaczenia mogą obejmować numer partii, numer detalu, kod klienta, kierunek montażu lub inne dane uzgodnione w projekcie. Jeżeli znakowanie pojedynczego detalu nie jest technicznie uzasadnione, SABNER może zastosować identyfikację na poziomie opakowania, etykiety, dokumentacji wysyłkowej i powiązania z partią produkcyjną.
SABNER wykonuje elementy wymagające wysokiej estetyki powierzchni, jeżeli detal mieści się w zakresie precyzyjnego toczenia CNC z pręta. Jakość powierzchni traktujemy jako parametr techniczny, dlatego już na etapie analizy projektu określamy wymagania dotyczące chropowatości, kierunku obróbki, krawędzi, faz, ryzyka zarysowań, gratów oraz sposobu pakowania. W standardowym toczeniu CNC uzyskujemy zwykle chropowatość Ra 0,8–1,6 µm, przy odpowiednio dobranym procesie około Ra 0,4 µm, a dla wybranych powierzchni funkcjonalnych możemy przygotować proces pod znacznie niższe wartości, nawet Ra 0,05 µm. Mycie techniczne jest standardowo uwzględnione w cenie, a specjalne pakowanie i separacja detali mogą zostać dobrane tak, aby utrzymać wymaganą jakość powierzchni do momentu dostawy.
Tak, SABNER usuwa ostre krawędzie i graty po obróbce jako normalny element przygotowania detalu do odbioru jakościowego i dalszego użycia. W przypadku precyzyjnych części toczonych CNC kontrolujemy krawędzie, fazy, przejścia, otwory, gwinty i powierzchnie funkcjonalne, aby ograniczyć ryzyko problemów montażowych, uszkodzeń opakowania, zarysowań lub niezgodności w aplikacji klienta. Sposób usuwania gratów i łamania krawędzi dobieramy do geometrii części, materiału, tolerancji oraz wymagań rysunku technicznego, tak aby nie naruszyć wymiarów CTQ ani jakości powierzchni. SABNER traktuje kontrolę krawędzi, mycie techniczne i właściwe pakowanie jako część kompletnego procesu produkcji seryjnej drobnych detali toczonych CNC.
Tak, SABNER oferuje mycie części po produkcji i traktuje je jako standardowy etap procesu dla precyzyjnych detali toczonych CNC. Mycie techniczne jest uwzględnione w cenie i służy usunięciu pozostałości po obróbce, oleju, drobnych zanieczyszczeń oraz przygotowaniu części do kontroli końcowej, pakowania, magazynowania lub dalszego montażu u klienta. W zależności od wymagań projektu możemy dobrać poziom czystości, sposób pakowania i zabezpieczenia detali, w tym pakowanie specjalne lub próżniowe. Przy projektach wymagających podwyższonej czystości SABNER może uwzględnić wymagania zgodne z VDA 19.1, jeśli zostaną określone w dokumentacji technicznej lub specyfikacji klienta.
SABNER zapewnia czystość techniczną detali jako standardowy etap produkcji, wykorzystując własną myjnię próżniową Dürr Ecoclean Compact 80C do mycia, odtłuszczania i suszenia precyzyjnych części toczonych CNC. Proces obejmuje zalewanie komory roboczej, wysokowydajny obieg środka myjącego, filtrację, odtłuszczanie parowe, obracanie kosza, destylację środka myjącego oraz suszenie próżniowe, dzięki czemu detale mogą być skutecznie oczyszczone z oleju obróbkowego, drobnych zanieczyszczeń i pozostałości procesu przed kontrolą końcową oraz pakowaniem. Mycie techniczne jest uwzględnione w cenie, a przy wyższych wymaganiach SABNER może dobrać program mycia, sposób suszenia, pakowania i zabezpieczenia detali do wymagań dokumentacji klienta.
Park maszynowy
W tej części opisujemy park maszynowy, automaty tokarskie, kompatybilność maszyn i znaczenie stabilnej technologii dla produkcji seryjnej.
SABNER dysponuje parkiem maszynowym skoncentrowanym na precyzyjnym toczeniu CNC drobnych części metalowych w produkcji seryjnej. Główną maszyną produkcyjną jest automat tokarski Star SB-20R Type G, wykorzystywany do stabilnej, powtarzalnej obróbki detali z pręta zgodnie z dokumentacją techniczną klienta. Na tej bazie realizujemy produkcję tulei, pinów, sworzni, wałków, elementów gwintowanych, insertów oraz innych precyzyjnych komponentów toczonych. Uzupełnieniem parku maszynowego jest własna narzędziownia składająca się z tokarki oraz frezarki numerycznej, która wspiera przygotowanie, modyfikację i bieżące utrzymanie oprzyrządowania produkcyjnego. Taki układ pozwala SABNER kontrolować nie tylko sam proces toczenia CNC, ale również techniczne zaplecze niezbędne do stabilnej produkcji seryjnej.
W produkcji SABNER wykorzystuje nowe automaty tokarskie CNC przeznaczone do seryjnego toczenia precyzyjnych części metalowych z pręta. Głównym typem maszyny produkcyjnej jest automat tokarski Star SB-20R Type G, na którym realizujemy stabilną i powtarzalną produkcję tulei, pinów, sworzni, wałków, insertów, elementów gwintowanych oraz innych drobnych komponentów zgodnych z dokumentacją techniczną klienta. Obecnie park maszynowy obejmuje 8 automatów tokarskich CNC, z tendencją do dalszej rozbudowy mocy produkcyjnych. Pracujemy na jednym głównym typie automatów, co zapewnia pełną migrowalność projektów pomiędzy maszynami i realny backup produkcyjny. Proces wspiera oprogramowanie CAD/CAM z postprocesorem i wirtualną maszyną, a zaplecze techniczne uzupełnia własna narzędziownia.
Park maszynowy SABNER obejmuje przede wszystkim automaty tokarskie CNC przeznaczone do seryjnego toczenia precyzyjnych części metalowych z pręta. Nie pozycjonujemy się jako dostawca usług frezowania CNC, ponieważ główną technologią produkcyjną SABNER jest toczenie CNC na automatach tokarskich, a podstawową maszyną w tym procesie jest automat tokarski Star SB-20R Type G. Posiadamy również własną narzędziownię z tokarką i frezarką numeryczną, jednak jej rola polega na wsparciu przygotowania, modyfikacji i utrzymania oprzyrządowania produkcyjnego, a nie na realizacji frezowania jako osobnej usługi dla klientów. Dzięki temu SABNER koncentruje się na stabilnej, powtarzalnej produkcji detali toczonych CNC, zachowując jednocześnie techniczne zaplecze potrzebne do sprawnego utrzymania procesu.
Obecnie w zakładzie SABNER pracuje 8 automatów tokarskich CNC, a park maszynowy jest rozwijany wraz ze wzrostem zapotrzebowania na seryjną produkcję precyzyjnych części metalowych. Główną maszyną wykorzystywaną w naszym procesie jest automat tokarski Star SB-20R Type G, który stanowi podstawę stabilnej, powtarzalnej obróbki detali z pręta zgodnie z dokumentacją techniczną klienta. Park maszynowy jest skoncentrowany na toczeniu CNC, a jego zaplecze uzupełnia własna narzędziownia z tokarką i frezarką numeryczną, wspierająca przygotowanie, modyfikację i utrzymanie oprzyrządowania produkcyjnego. SABNER rozwija moce produkcyjne w kierunku długoterminowych projektów seryjnych B2B, w których kluczowe są powtarzalność, kontrola jakości, terminowość i stabilność dostaw.
Tak, SABNER posiada nowoczesny park maszynowy przeznaczony do seryjnej produkcji precyzyjnych części toczonych CNC. Zakład pracuje wyłącznie na nowych automatach tokarskich, a główną maszyną wykorzystywaną w procesie produkcyjnym jest Star SB-20R Type G. Obecnie w produkcji pracuje 8 automatów tokarskich CNC, z tendencją do dalszego zwiększania mocy produkcyjnych. Stabilność parku maszynowego wspiera comiesięczny TPM, własne utrzymanie ruchu oraz regularne przeglądy techniczne, co pozwala ograniczać ryzyko przestojów i utrzymywać powtarzalność procesu. Dzięki temu SABNER może realizować długoterminowe projekty seryjne B2B, w których kluczowe znaczenie mają precyzja, terminowość, kontrola jakości i stabilność dostaw.
Star SB-20R Type G to główna maszyna produkcyjna SABNER, wykorzystywana do seryjnego toczenia CNC precyzyjnych detali z pręta. Jest to automat tokarski typu swiss-type z ruchomym wrzeciennikiem, przeznaczony do stabilnej obróbki małych i średnich komponentów metalowych wymagających wysokiej powtarzalności wymiarowej. Maszyna umożliwia łączenie w jednym cyklu takich operacji jak toczenie zewnętrzne i wewnętrzne, wiercenie osiowe, wiercenie poprzeczne, gwintowanie, rowkowanie, fazowanie, odcinanie oraz obróbka strony przeciwnej detalu. W praktyce pozwala to produkować tuleje, piny, sworznie, wałki, inserty, elementy gwintowane i inne precyzyjne części techniczne zgodne z dokumentacją klienta. Star SB-20R Type G dobrze wpisuje się w profil SABNER, ponieważ wspiera seryjną produkcję detali o małej geometrii, powtarzalnych tolerancjach i wysokiej stabilności procesu.
Tak, maszyny SABNER są przeznaczone przede wszystkim do realizacji produkcji seryjnej precyzyjnych części toczonych CNC. Pracujemy na 8 nowych automatach tokarskich CNC, a główną maszyną wykorzystywaną w procesie produkcyjnym jest Star SB-20R Type G, dobrany pod stabilną, powtarzalną obróbkę detali z pręta. Park maszynowy pozwala produkować tuleje, piny, sworznie, wałki, inserty, elementy gwintowane oraz inne drobne komponenty metalowe zgodnie z dokumentacją techniczną klienta. Stabilność produkcji wspierają comiesięczny TPM, własne utrzymanie ruchu, regularne przeglądy techniczne oraz zaplecze narzędziowni, co ogranicza ryzyko przestojów i pomaga utrzymać powtarzalność procesu w długoterminowych projektach seryjnych B2B.
Tak, park maszynowy SABNER umożliwia wykonywanie prototypów, partii próbnych i krótkich serii, ale traktujemy je głównie jako etap wdrożenia prowadzący do późniejszej produkcji seryjnej. Pracujemy na nowych automatach tokarskich CNC, których głównym typem jest Star SB-20R Type G, dlatego możemy przygotować pierwsze detale do walidacji geometrii, tolerancji, materiału, chropowatości, montażu oraz stabilności procesu. Krótkie serie są szczególnie uzasadnione wtedy, gdy służą kwalifikacji detalu, testom funkcjonalnym, zatwierdzeniu dokumentacji, FAI lub przygotowaniu produkcji długoterminowej. Własna narzędziownia, comiesięczny TPM, utrzymanie ruchu i regularne przeglądy wspierają szybkie przygotowanie procesu oraz jego późniejsze przeniesienie na stabilną, powtarzalną produkcję seryjną.
Tak, maszyny SABNER pozwalają obrabiać małe i skomplikowane detale metalowe, szczególnie w technologii precyzyjnego toczenia CNC z pręta. Główną maszyną wykorzystywaną w naszym procesie jest automat tokarski Star SB-20R Type G, który dobrze sprawdza się przy produkcji drobnych komponentów wymagających powtarzalności, stabilnych tolerancji i wielu operacji w jednym cyklu. Możemy wykonywać detale takie jak tuleje, piny, sworznie, wałki, inserty, elementy gwintowane, części z otworami, rowkami, fazami, gwintami oraz geometrią wymagającą kontroli wymiarów CTQ. Każdy projekt oceniamy indywidualnie pod kątem średnicy, długości, materiału, tolerancji, chropowatości, stabilności procesu i planowanego wolumenu, aby potwierdzić, czy detal nadaje się do seryjnej produkcji na automatach tokarskich CNC.
Tak, park maszynowy SABNER pozwala utrzymać wysoką powtarzalność produkcji, ponieważ jest oparty na nowych automatach tokarskich CNC przeznaczonych do stabilnej, seryjnej obróbki detali z pręta. Obecnie w zakładzie pracuje 8 automatów tokarskich, a główną maszyną wykorzystywaną w procesie jest Star SB-20R Type G. Powtarzalność wspierają nie tylko same maszyny, ale również comiesięczny TPM, własne utrzymanie ruchu, regularne przeglądy techniczne oraz zaplecze narzędziowni do przygotowania i utrzymania oprzyrządowania produkcyjnego. Dzięki temu SABNER może ograniczać ryzyko przestojów, szybciej reagować na potrzeby technologiczne i utrzymywać stabilny proces w długoterminowej produkcji seryjnej precyzyjnych części toczonych CNC.
Tak, dzięki zapleczu maszynowemu SABNER może realizować części o wąskich tolerancjach, szczególnie w seryjnej produkcji precyzyjnych detali toczonych CNC z pręta. Pracujemy na nowych automatach tokarskich CNC, a główną maszyną w naszym procesie jest Star SB-20R Type G, dobrany pod stabilną i powtarzalną obróbkę małych elementów metalowych. W wybranych przypadkach możemy osiągać bardzo ciasne tolerancje, nawet do ±0,001 mm, jednak każdorazowo oceniamy to indywidualnie na podstawie geometrii detalu, materiału, wymiarów CTQ, sposobu bazowania, długości serii oraz możliwości kontroli pomiarowej. Utrzymanie tolerancji wspierają comiesięczny TPM, własne utrzymanie ruchu, regularne przeglądy techniczne, zaplecze narzędziowni oraz kontrola jakości oparta na planie kontroli, pomiarach pierwszej sztuki i kontrolach międzyoperacyjnych.
Tak, SABNER posiada maszyny przystosowane do obróbki małych elementów precyzyjnych, ponieważ park maszynowy opiera się na nowych automatach tokarskich CNC przeznaczonych do stabilnej produkcji detali z pręta. Główną maszyną w naszym procesie jest automat tokarski Star SB-20R Type G, który pozwala wykonywać drobne komponenty metalowe wymagające powtarzalności, wąskich tolerancji i wielu operacji w jednym cyklu. Produkujemy m.in. tuleje, piny, sworznie, wałki, inserty, elementy gwintowane oraz inne części techniczne zgodne z dokumentacją klienta. Obecnie w zakładzie pracuje 8 automatów tokarskich CNC, a stabilność procesu wspierają comiesięczny TPM, własne utrzymanie ruchu, regularne przeglądy oraz zaplecze narzędziowni.
Tak, park maszynowy SABNER umożliwia obróbkę detali o złożonej geometrii, jeżeli geometria części jest zgodna z technologią precyzyjnego toczenia CNC z pręta. Główną maszyną w naszym procesie jest automat tokarski Star SB-20R Type G, który pozwala łączyć w jednym cyklu wiele operacji, takich jak toczenie zewnętrzne i wewnętrzne, wiercenie, gwintowanie, rowkowanie, fazowanie, odcinanie oraz obróbka wybranych cech funkcjonalnych detalu. Dzięki temu możemy wykonywać tuleje, piny, sworznie, wałki, inserty, elementy gwintowane oraz inne małe komponenty techniczne wymagające powtarzalności i kontroli wymiarów CTQ. Każdy projekt analizujemy indywidualnie pod kątem średnicy, długości, materiału, tolerancji, chropowatości, stabilności mocowania i planowanego wolumenu, aby potwierdzić, czy detal nadaje się do seryjnej produkcji na automatach tokarskich CNC.
Tak, SABNER posiada maszyny przystosowane do pracy w trybie ciągłym przy większych seriach, ponieważ nasz park maszynowy opiera się na nowych automatach tokarskich CNC przeznaczonych do stabilnej, powtarzalnej produkcji detali z pręta. Główną maszyną w procesie produkcyjnym jest Star SB-20R Type G, która pozwala realizować długie serie komponentów wymagających powtarzalności wymiarowej, kontroli procesu i stałej jakości kolejnych partii. Obecnie w zakładzie pracuje 8 automatów tokarskich CNC, a moce produkcyjne są rozwijane wraz ze wzrostem zapotrzebowania klientów B2B. Pracę parku maszynowego wspiera comiesięczny TPM, własne utrzymanie ruchu, regularne przeglądy techniczne oraz zaplecze narzędziowni, co pozwala ograniczać ryzyko przestojów i utrzymywać stabilność produkcji przy projektach seryjnych.
Tak, maszyny SABNER są regularnie serwisowane i objęte nadzorem technicznym, aby utrzymać stabilność procesu w seryjnej produkcji precyzyjnych części toczonych CNC. Park maszynowy pracuje w oparciu o comiesięczny TPM, własne utrzymanie ruchu oraz regularne przeglądy techniczne, które pozwalają ograniczać ryzyko przestojów, wykrywać zużycie podzespołów i utrzymywać powtarzalność obróbki. Główna maszyna produkcyjna, Star SB-20R Type G, jest eksploatowana w kontrolowanym reżimie utrzymania, zgodnie z wymaganiami produkcji seryjnej. Równolegle nadzorujemy wyposażenie kontrolno-pomiarowe, aby pomiary detali, kontrola pierwszej sztuki, kontrole międzyoperacyjne i kontrola końcowa były spójne z wymaganiami jakościowymi klienta.
Tak, SABNER rozbudowuje park maszynowy wraz ze wzrostem skali produkcji i zapotrzebowania klientów na długoterminowe projekty seryjne. Obecnie w zakładzie pracuje 8 nowych automatów tokarskich CNC, a głównym typem maszyny wykorzystywanym w naszym procesie jest Star SB-20R Type G. Rozwój parku maszynowego prowadzimy w sposób kontrolowany, tak aby zwiększanie mocy produkcyjnych nie odbywało się kosztem stabilności procesu, jakości ani terminowości dostaw. Każda rozbudowa jest powiązana z potrzebami produkcji seryjnej, dostępnością operatorów, utrzymaniem ruchu, narzędziownią oraz systemem kontroli jakości. Stabilność maszyn wspiera comiesięczny TPM, własne utrzymanie ruchu i regularne przeglądy techniczne.
Tak, SABNER utrzymuje kontrolowany zapas mocy produkcyjnych w parku maszynowym, aby móc obsługiwać nowe projekty seryjne oraz zwiększenia wolumenów u stałych klientów. Obecnie w zakładzie pracuje 8 nowych automatów tokarskich CNC, a park maszynowy jest rozwijany wraz ze wzrostem zapotrzebowania na precyzyjne części toczone z pręta. Dostępność mocy produkcyjnych oceniamy jednak zawsze indywidualnie dla konkretnego projektu, ponieważ zależy ona od geometrii detalu, czasu cyklu, materiału, wymagań jakościowych, harmonogramu dostaw i długości serii. Stabilność produkcji wspierają comiesięczny TPM, własne utrzymanie ruchu, regularne przeglądy techniczne oraz zaplecze narzędziowni, co pozwala lepiej planować obciążenie maszyn i utrzymywać bezpieczeństwo dostaw w projektach długoterminowych.
Awaria jednej maszyny nie powinna wpływać na terminowość realizacji, ponieważ SABNER pracuje na jednym głównym typie automatów tokarskich, co zapewnia pełną migrowalność projektu pomiędzy maszynami. Oznacza to, że zatwierdzony proces może zostać przeniesiony na inny automat tego samego typu, z zachowaniem parametrów technologicznych, oprzyrządowania, kontroli jakości i wymagań dokumentacji klienta. Taki model parku maszynowego stanowi realny backup produkcyjny i ogranicza ryzyko zatrzymania dostaw w przypadku nieplanowanej awarii pojedynczej maszyny. Stabilność dodatkowo wspierają comiesięczny TPM, własne utrzymanie ruchu, regularne przeglądy techniczne oraz kontrolowany zapas mocy produkcyjnych, dzięki czemu SABNER może bezpiecznie prowadzić długoterminowe projekty seryjne B2B.
Tak, SABNER posiada kilka maszyn o podobnych możliwościach, ponieważ park maszynowy opiera się na jednym głównym typie automatów tokarskich CNC. Takie podejście zapewnia pełną migrowalność projektów pomiędzy automatami, co oznacza, że zatwierdzony proces produkcyjny może zostać przeniesiony na inną maszynę tego samego typu z zachowaniem parametrów technologicznych, oprzyrządowania, kontroli jakości i wymagań dokumentacji klienta. Jest to istotne zabezpieczenie produkcji seryjnej, ponieważ w przypadku awarii, przeglądu lub czasowego obciążenia jednej maszyny możliwe jest wykorzystanie zaplecza produkcyjnego jako realnego backupu. Stabilność tego modelu wspierają comiesięczny TPM, własne utrzymanie ruchu, regularne przeglądy techniczne oraz kontrolowany zapas mocy produkcyjnych.
Tak, park maszynowy SABNER wspiera szybką realizację zamówień, szczególnie w projektach seryjnych i powtarzalnych. Pracujemy na nowych automatach tokarskich CNC jednego głównego typu, co zapewnia pełną migrowalność projektów pomiędzy maszynami oraz ułatwia planowanie produkcji. Przygotowanie technologii realizujemy z wykorzystaniem oprogramowania CAD/CAM, dedykowanego postprocesora dla automatów oraz wirtualnej maszyny, dzięki czemu proces można przygotować i zweryfikować poza maszyną produkcyjną. Po zwolnieniu automatu projekt może zostać szybko zaimplementowany na maszynie, bez niepotrzebnego blokowania parku na etapie przygotowania. Takie podejście skraca czas wdrożenia, ogranicza ryzyko błędów i wspiera terminową realizację zamówień seryjnych.
Nie dobieramy różnych typów maszyn do detalu w klasycznym rozumieniu, ponieważ park maszynowy SABNER jest oparty na jednym głównym typie automatów tokarskich CNC, co zapewnia pełną migrowalność projektu pomiędzy maszynami. Do konkretnego detalu dobieramy przede wszystkim technologię wykonania, oprzyrządowanie, narzędzia, program CNC, parametry skrawania, sposób kontroli oraz wymagany plan pomiarowy. Analizujemy geometrię, materiał, tolerancje, chropowatość, wymiary CTQ, czas cyklu i wymagania jakościowe, a następnie przygotowujemy proces w środowisku CAD/CAM z dedykowanym postprocesorem i wirtualną maszyną. Dzięki temu projekt może zostać wdrożony na dowolnym kompatybilnym automacie, bez uzależnienia produkcji od jednej konkretnej maszyny.
Tak, w SABNER maszyny produkcyjne wykorzystywane do realizacji zleceń klientów to automaty tokarskie CNC, przeznaczone do seryjnego toczenia precyzyjnych detali z pręta. Główną maszyną produkcyjną jest automat tokarski Star SB-20R Type G, na którym wykonujemy detale toczone, takie jak tuleje, piny, sworznie, wałki, inserty, elementy gwintowane oraz inne komponenty zgodne z dokumentacją techniczną klienta. Frezarka numeryczna nie jest u nas traktowana jako maszyna do świadczenia usług frezowania CNC dla klientów; funkcjonuje w ramach własnej narzędziowni i służy do wsparcia przygotowania, modyfikacji oraz utrzymania oprzyrządowania produkcyjnego. Oznacza to, że podstawową technologią oferowaną przez SABNER pozostaje toczenie CNC, a frezowanie pełni wyłącznie funkcję zaplecza technicznego procesu.
Tak, na podstawie parku maszynowego SABNER możemy wstępnie ocenić, czy detal pasuje do naszej technologii seryjnego toczenia CNC na automatach tokarskich. Sama informacja o maszynach nie wystarcza jednak do pełnej decyzji technologicznej, dlatego do rzetelnej oceny potrzebujemy rysunku 2D, modelu STEP lub próbki detalu. Analizujemy średnicę, długość, materiał, tolerancje, chropowatość, geometrię, wymiary CTQ, wymagania jakościowe, czas cyklu oraz planowany wolumen. Ponieważ pracujemy na kompatybilnych automatach jednego głównego typu, projekt może być przygotowany w CAD/CAM, zweryfikowany na wirtualnej maszynie i oceniony pod kątem stabilnej produkcji seryjnej, powtarzalności oraz możliwości migracji między automatami.
Wyślij zapytanie do SABNER
Jeżeli masz dokumentację techniczną, model 3D, próbkę lub opis detalu, prześlij dane do analizy. SABNER oceni wykonalność, technologię, materiał, plan kontroli, lead time i warunki produkcji seryjnej.