FAQ: Häufig gestellte Fragen zum CNC-Drehen
Nachfolgend finden Sie Antworten auf die häufigsten Fragen zum Präzisions-CNC-Drehen, zur Fertigung kleiner Metallteile, zu Werkstoffen, Toleranzen, Preisen, Qualität, Prototypen, Lieferzeiten, Logistik und zur B2B-Zusammenarbeit mit SABNER.
SABNER ist auf die Serienfertigung von präzisen CNC-Drehteilen aus Stangenmaterial spezialisiert, vor allem für B2B-Kunden. Wir fertigen Teile auf Basis von technischen Unterlagen, 3D-Modellen oder freigegebenen Mustern, wobei wir besonderen Wert auf Wiederholgenauigkeit, Qualitätskontrolle und zuverlässige Lieferung legen.
Wenn Sie auf der Suche nach einem Hersteller für Sonderteile sind, sehen Sie sich auch Folgendes an
Verfügen Sie über eine fertige Zeichnung, ein STEP-Modell oder ein Bauteilmuster? Am schnellsten geht es, wenn Sie eine Anfrage mit Angaben zu Material, Stückzahl, Toleranzen und Qualitätsanforderungen senden.

Die wichtigsten Informationen auf einen Blick
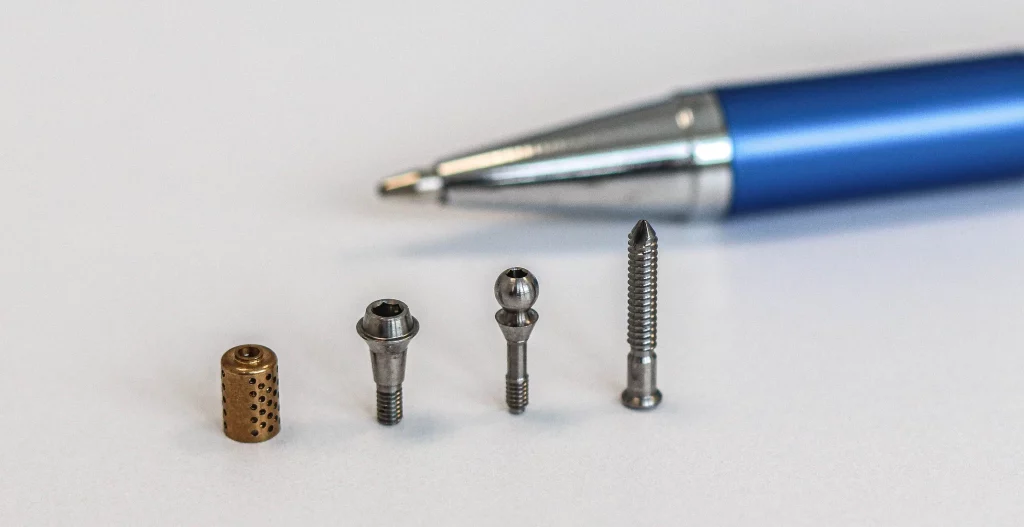
- SABNER fertigt vorwiegend kleine, präzise CNC-Drehteile aus Stangenmaterial: Hülsen, Stifte, Passstifte, Wellen, Einsätze, Gewindeteile und Fittings.
- Das typische Teilespektrum umfasst Durchmesser von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, wobei wir jedes Teil individuell prüfen.
- Die am häufigsten bearbeiteten Werkstoffe sind Edelstahl, Titan und Messing; für ausgewählte Projekte sind auch Aluminium, Kupfer, Automatenstahl und Sonderwerkstoffe möglich.
- Die Preisgestaltung hängt von der Geometrie, den Toleranzen, dem Werkstoff, der Stückzahl, der Qualitätsdokumentation, zusätzlichen Bearbeitungsschritten und der erforderlichen Lieferzeit ab.
- Die FAQ sind nach Themen geordnet, sodass Sie schnell Antworten finden können, bevor Sie eine Angebotsanfrage senden oder die Serienproduktion beginnt.
Was sollten Sie für ein Angebot für ein CNC-Teil vorbereiten?
Zur Erstellung eines Angebots reichen Sie am besten eine technische 2D-Zeichnung, ein 3D-Modell oder ein Muster des Teils ein, zusammen mit Angaben zu Material, Stückzahl, Jahresvolumen, erforderlichen Toleranzen, Oberflächengüte, Qualitätsdokumentation, Verpackung und dem gewünschten Liefertermin. Senden Sie die vollständigen Daten über das Kontaktformular.
Angebot und Leistungsumfang
In diesem Abschnitt werden Fragen dazu beantwortet, welche kleinen Metallteile SABNER herstellt, mit wem wir zusammenarbeiten und wann es am besten ist, eine Angebotsanfrage zu stellen.
SABNER fertigt am häufigsten kleine Präzisionsmetallkomponenten mit einem Durchmesser von bis zu Ø20 mm, die hauptsächlich aus Edelstahl, Titan und Messing bestehen. Wir sind auf die Herstellung kundenspezifischer CNC-Drehteile spezialisiert, die gemäß der technischen Dokumentation des Kunden gefertigt werden und für industrielle B2B-Anwendungen bestimmt sind. Am häufigsten fertigen wir Hülsen, Gewindehülsen, Passstifte, Wellen, Stifte, Metalleinsätze, Gewindebauteile, Fittings und Sonderteile, die eine hohe Maßhaltigkeit erfordern. SABNER führt vor allem Serien- und wiederkehrende Projekte durch, bei denen ein stabiler Produktionsprozess, Qualitätskontrolle und die vollständige Einhaltung der technischen Anforderungen des Kunden von entscheidender Bedeutung sind.
Ja, SABNER ist auf die Fertigung kleiner Präzisionsteile spezialisiert, insbesondere auf kleine Präzisionsmetallkomponenten, die mittels CNC-Drehtechnik hergestellt werden. Wir fertigen Teile mit Durchmessern bis zu Ø 20 mm, hauptsächlich aus Edelstahl, Titan und Messing, gemäß der technischen Dokumentation des Kunden. Zu unseren Spezialgebieten gehören Bauteile, die eine hohe Wiederholgenauigkeit, stabile Toleranzen und Qualitätskontrolle in der Serienfertigung erfordern. Am häufigsten fertigen wir Hülsen, Stifte, Passstifte, Wellen, Gewindeteile, Einsätze und andere technische Präzisionsteile für den B2B-Bereich, wo Prozesssicherheit und die Einhaltung der Konstruktionsanforderungen oberste Priorität haben.
Ja, SABNER führt die Serienfertigung von kleinen Metallteilen durch, insbesondere von präzisen CNC-Drehteilen mit Durchmessern bis zu Ø20 mm. Unser Unternehmen konzentriert sich auf wiederkehrende B2B-Projekte, bei denen ein stabiler Prozess, Maßgenauigkeit und Qualitätskontrolle über aufeinanderfolgende Produktionschargen hinweg von entscheidender Bedeutung sind. Wir fertigen Teile aus Edelstahl, Titan und Messing auf Basis der technischen Unterlagen des Kunden; der Prozess kann die Herstellung einer Pilotcharge, die Parametervalidierung und die anschließende Serienfertigung umfassen. SABNER ist besonders geeignet für wiederkehrende Projekte, die Präzisionshülsen, Stifte, Wellen, Einsätze, Gewindeteile oder andere kleine technische Komponenten erfordern.
Ja, SABNER fertigt Sonderteile nach den technischen Zeichnungen des Kunden, vor allem kleine, präzise CNC-Drehteile mit einem Durchmesser von bis zu Ø20 mm. Wir fertigen Teile aus Edelstahl, Titan und Messing anhand von 2D-Zeichnungen, 3D-Modellen oder vereinbarten technischen Spezifikationen. Anhand der technischen Zeichnungen können wir die Geometrie des Teils, Toleranzen, Materialanforderungen, Gewinde, Oberflächenrauheit sowie etwaige Qualitätsanforderungen beurteilen.
SABNER fertigt in erster Linie Teile für Unternehmen und B2B-Kunden, die wiederholbare, präzise Metallkomponenten für technische oder industrielle Anwendungen benötigen. Unser Unternehmen ist auf die Serienfertigung kleiner CNC-Drehteile mit Durchmessern bis zu Ø20 mm aus Edelstahl, Titan und Messing nach den technischen Unterlagen des Kunden spezialisiert. Wir konzentrieren uns nicht auf Einzelaufträge von Endverbrauchern oder Hobbyprojekte, da unser Prozess auf eine stabile, wiederholbare Produktion, Qualitätskontrolle und langfristige Zusammenarbeit optimiert ist. SABNER eignet sich am besten als Lieferant von Präzisionsteilen für Hersteller, Systemintegratoren, Beschaffungsabteilungen, Forschungs- und Entwicklungsabteilungen sowie Unternehmen, die eigene technische Produkte entwickeln.
SABNER bietet in erster Linie die Präzisions-CNC-Drehbearbeitung kleiner Metallteile an, die nach den technischen Unterlagen des Kunden maßgefertigt werden. Wir sind spezialisiert auf die Fertigung von Teilen mit Durchmessern bis zu Ø20 mm aus Edelstahl, Titan und Messing, insbesondere für Serien- und wiederkehrende Projekte für B2B-Kunden. SABNER fertigt außerdem Präzisionsteile, Drehteile, Metallkomponenten, Befestigungselemente und technische Prototypen als vorbereitenden Schritt für eine stabile Serienproduktion.
Ja, SABNER bietet die Bearbeitung von Prototypen an, betrachtet diese jedoch in erster Linie als vorbereitenden Schritt für die anschließende Serienfertigung kleiner Metallteile. Wir fertigen Prototypen und Testchargen von CNC-Drehteilen mit Durchmessern bis zu Ø20 mm aus Edelstahl, Titan und Messing, um Geometrie, Toleranzen, Material und Prozessstabilität zu überprüfen, bevor wir größere Produktionsläufe starten. Unsere Stärke liegt in B2B-Projekten, bei denen der Prototyp als Grundlage für die wiederholbare Fertigung von Teilen gemäß der technischen Dokumentation des Kunden dienen soll. SABNER bietet die Prototypenfertigung kleiner Präzisionsteile als Teil eines umfassenderen Prozesses zur Bauteileinführung und -validierung an.
Ja, SABNER fertigt große Serien kleiner Metallteile, und die Serienfertigung ist einer unserer Hauptschwerpunkte. Wir betrachten Prototypen und Pilotchargen in der Regel als Entwicklungsphase, die es uns ermöglicht, das Teil zu überprüfen, bevor wir die wiederholbare CNC-Fertigung aufnehmen. SABNER fertigt Präzisionskomponenten mit Durchmessern bis zu Ø20 mm aus Edelstahl, Titan und Messing, insbesondere für B2B-Kunden, die eine stabile Versorgung, Qualitätskontrolle und die Einhaltung der technischen Dokumentation benötigen. Wir sind besonders geeignet für wiederkehrende Projekte, bei denen wir nach der Prozessvalidierung die regelmäßige Serienfertigung von Drehteilen, Buchsen, Stiften, Passstiften, Gewindeteilen und anderen technischen Bauteilen übernehmen können.
Ja, SABNER kann ein Projekt auf Basis eines Musters ohne vorliegende technische Dokumentation starten, da wir über einen Prozess verfügen, der es uns ermöglicht, von einem physischen Teil zu einer strukturierten Fertigungsspezifikation überzugehen. Nach Erhalt des Musters führen wir eine fertigungstechnische Analyse durch, ermitteln die CTQ-Anforderungen und erstellen unsere eigene Fertigungsdokumentation, das Projektblatt, die Fertigungstechnologie sowie den Prüfplan. Die technischen Spezifikationen werden anschließend dem Kunden zur Freigabe vorgelegt, um sicherzustellen, dass die Serienfertigung auf vereinbarten Anforderungen basiert und nicht lediglich eine Kopie eines bestehenden Teils darstellt. SABNER führt solche Projekte vor allem für kleine Metallkomponenten bis zu Ø 20 mm aus Edelstahl, Titan und Messing durch, insbesondere wenn das Muster als Ausgangspunkt für eine stabile, wiederholbare CNC-Fertigung dienen soll.
Verfügen Sie über eine technische Zeichnung, ein 3D-Modell oder ein Musterteil? Senden Sie eine Anfrage an SABNER und geben Sie dabei Material, Stückzahl, Toleranzen und Qualitätsanforderungen an.

Bearbeitungstechnologien und -verfahren
Hier erläutern wir das Technologieangebot von SABNER: CNC-Drehen, Zusatzbearbeitungen auf Drehautomaten sowie Einschränkungen beim CNC-Fräsen.
SABNER führt ausschließlich CNC-Drehen durch und bietet CNC-Fräsen nicht als separate Dienstleistung an. Wir sind spezialisiert auf die Präzisionsfertigung kleiner Metallteile mit Durchmessern bis zu Ø 20 mm, die auf Drehautomaten aus Edelstahl, Titan und Messing hergestellt werden. Unser Schwerpunkt liegt auf Drehteilen wie Hülsen, Passstiften, Stiften, Wellen, Einsätzen, Gewindeelementen und anderen axialen Bauteilen, die gemäß der technischen Dokumentation des Kunden oder unserer eigenen, auf der Grundlage eines Musters erstellten und genehmigten Dokumentation gefertigt werden.
Ja, SABNER führt ausschließlich CNC-Drehen als primäre Fertigungstechnologie durch und bietet CNC-Fräsen nicht als separate Dienstleistung an. Wir sind auf die Serienfertigung kleiner Metallteile aus europäischem gezogenem Stangenmaterial auf CNC-Drehautomaten von Star Micronics spezialisiert, mit Durchmessern von Ø0,8 mm bis Ø20,0 mm und Längen von 1 mm bis 150 mm. Im Rahmen des Drehprozesses führen wir auch ergänzende Bearbeitungen durch, die für Drehautomaten typisch sind, wie Bohren, Gewindeschneiden, Reiben, Anfasen und Abstechen. SABNER fertigt vorwiegend Teile aus Edelstahl, Titan und Messing, wobei der Schwerpunkt auf Präzisionshülsen, Stiften, Passstiften, Wellen, Einsätzen, Gewindebauteilen und anderen Drehteilen für B2B-Serienfertigungsprojekte liegt.
Nein, SABNER bietet CNC-Fräsen nicht als eigenständige Dienstleistung an – wir sind ausschließlich auf das CNC-Drehen kleiner Metallteile spezialisiert.
SABNER führt Bohren, Gewindeschneiden und Reiben als ergänzende Arbeitsschritte im Rahmen der CNC-Drehbearbeitung kleiner Metallteile durch. Dabei handelt es sich um typische Bearbeitungsschritte, die auf Drehautomaten bei der Fertigung von Hülsen, Stiften, Wellen, Einsätzen, Fittings und Gewindebauteilen mit Durchmessern bis zu Ø 20 mm durchgeführt werden. Wir bieten diese Verfahren nicht als separate Werkstattleistungen an, sondern als Teil der kompletten Serienfertigung von präzisen CNC-Drehteilen.
SABNER bietet die Bearbeitung auf mehrachsigen Fräszentren nicht als separate Dienstleistung an, da wir auf das CNC-Drehen auf Drehautomaten spezialisiert sind. Unser Verfahren ist auf die Serienfertigung kleiner Metallteile aus europäischem gezogenem Stangenmaterial ausgelegt, mit Durchmessern von Ø0,8 mm bis Ø20,0 mm und Längen von 1 mm bis 150 mm.
Ja, SABNER kann ein Teil in einem einzigen Produktionszyklus auf einem Drehautomaten herstellen, sofern die Geometrie des Teils, die erforderlichen Bearbeitungsschritte und die Toleranzen eine vollständige Bearbeitung aus Stangenmaterial ohne zusätzliche Rüstvorgänge oder externe Bearbeitung ermöglichen. In der Praxis gilt dies für viele kleine Drehteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, wie beispielsweise Hülsen, Stifte, Passstifte, Wellen, Einsätze und Gewindebauteile. In einem einzigen Arbeitsgang können wir Drehen, Bohren, Gewindeschneiden, Reiben, Anfasen und Abstechen kombinieren, was die Maßhaltigkeit verbessert, die Zykluszeit verkürzt und das Risiko von Fehlern zwischen den einzelnen Arbeitsschritten verringert. Wir prüfen jedes Teil individuell anhand einer technischen Zeichnung oder eines Musters, um festzustellen, ob die Komplettbearbeitung in einem einzigen Zyklus technisch machbar und für die Serienfertigung stabil ist.
Ja, SABNER kann mehrere Prozesse in einem einzigen Projekt kombinieren, doch das CNC-Drehen kleiner Metallteile bleibt der Kern unserer Tätigkeit. Im Rahmen unserer hauseigenen Fertigung führen wir Drehen, Bohren, Gewindeschneiden, Reiben, Anfasen, Abstechen, technische Reinigung und Spezialverpackung als Standard-Fertigungsschritte durch. Erfordert ein Projekt externe Verfahren wie Passivierung, Vernickelung, Verzinkung, Eloxierung, Elektropolieren oder Wärmebehandlung, kann SABNER diese über qualifizierte Partner koordinieren und Nachbehandlungsprüfungen durchführen. Wir bewerten jedes Projekt individuell, um einen stabilen Prozessablauf, die Einhaltung der Kundendokumentation und eine gleichbleibende Qualität in der Serienfertigung sicherzustellen.
SABNER fertigt Präzisionsmetallteile aus europäischem gezogenem Stangenmaterial, das mittels CNC-Drehtechnik auf Drehautomaten bearbeitet wird. Wir wählen das Rohmaterial entsprechend den Projektanforderungen aus und verwenden Stangenmaterial von qualifizierten Lieferanten mit einer Toleranz von mindestens h9, beidseitiger Anfasung und einem Werkstoffzeugnis 3.1. Dieser Standard gewährleistet eine stabile Materialzuführung während des Prozesses, Maßhaltigkeit und Rückverfolgbarkeit der Chargen in der Serienfertigung kleiner Metallteile.
SABNER bearbeitet in der Regel keine vom Kunden gelieferten Gussteile, Schmiedeteile oder nicht standardmäßigen Halbzeuge, da unser Verfahren für die serielle CNC-Drehbearbeitung von gezogenen Stangen optimiert ist. Projekte auf Basis von Gussteilen, Schmiedeteilen, Platten, Blöcken oder Halbzeugen, die eine Fräsbearbeitung erfordern, entsprechen nicht dem Kernproduktionsprofil von SABNER.
Ja, SABNER kann beurteilen, ob ein Bauteil für das CNC-Drehen anstelle des Fräsens geeignet ist, insbesondere wenn das Bauteil eine axiale Geometrie aufweist oder für die Stangenbearbeitung optimiert werden kann. Wir analysieren die technische Zeichnung, das 3D-Modell oder das Muster hinsichtlich Durchmesser, Länge, axialer Geometrie, Toleranzen, Gewinden, Bohrungen, Oberflächenrauheit, Material und CTQ-Maßen. Wenn das Bauteil Merkmale aufweist, die typischerweise mit dem Fräsen in Verbindung gebracht werden, prüfen wir, ob diese durch eine für das Drehen besser geeignete Lösung ersetzt werden können, ohne die Funktion des Bauteils zu beeinträchtigen. SABNER ist auf die Serienfertigung von präzisen Drehteilen mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm spezialisiert; daher können wir anhand einer solchen Analyse schnell feststellen, ob die Konstruktion zu unserem Produktionsprofil passt.
Ja, SABNER kann zwei Fertigungsoptionen für ein Bauteil vergleichen, insbesondere wenn das Ziel darin besteht, die beste Lösung für die Serienfertigung im CNC-Drehen auszuwählen. Wir analysieren die Varianten hinsichtlich Bauteilgeometrie, Werkstoff, CTQ-Anforderungen, Toleranzen, Oberflächenrauheit, Zykluszeit, Stückkosten, Prozessstabilität, Fehlerrisiko und der Machbarkeit der Fertigung aus europäischem gezogenem Stangenmaterial. Der Vergleich kann beispielsweise eine der Originalzeichnung entsprechende Version und eine für die Fertigung auf automatischen Drehmaschinen optimierte Variante umfassen, ohne die technische Funktion des Bauteils zu verändern. SABNER ermittelt, welche Variante hinsichtlich wiederholbarer Serienfertigung, Qualitätskontrolle, Gesamtkosten und Liefersicherheit vorteilhafter ist.
Werkstoffe
In diesem Abschnitt beschreiben wir die in SABNER-Projekten am häufigsten verwendeten Werkstoffe: Edelstahl, Titan, Messing, Aluminium, Kupfer und ausgewählte Spezialwerkstoffe.
SABNER bearbeitet in erster Linie Edelstahl, Titan und Messing, da diese Werkstoffe für unsere Spezialisierung auf die CNC-Drehbearbeitung kleiner Metallteile in Serienfertigung am besten geeignet sind. Bei Edelstahl arbeiten wir am häufigsten mit den Güteklassen 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316 und 1.4404 / AISI 316L sowie mit anderen in den Kundenunterlagen spezifizierten Güteklassen. Je nach Projektanforderungen fertigen wir auch Teile aus Titan und Messing, insbesondere wenn Korrosionsbeständigkeit, Leitfähigkeit, Gewicht oder Biokompatibilität des Materials eine wichtige Rolle spielen. In selteneren Fällen bearbeitet SABNER auch Aluminium, unlegierter Stahl – einschließlich des Automatenstahls 11SMnPb30 –, Baustähle S235 / S355 sowie Sonderwerkstoffe wie Inconel oder andere schwer zerspanbare Stähle.
Ja, SABNER bearbeitet Edelstahl, und dieser gehört zu den Hauptwerkstoffen in unserer Serienfertigung von präzisen CNC-Drehteilen. Am häufigsten fertigen wir Teile aus den Edelstählen 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316 und 1.4404 / AISI 316L sowie aus anderen, in den Unterlagen des Kunden spezifizierten Güteklassen. Wir fertigen kleine Metallkomponenten aus europäischem gezogenem Stangenmaterial mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm. Wir bewerten jedes Teil individuell hinsichtlich Geometrie, Toleranzen, Oberflächenrauheit, CTQ-Anforderungen, Stahlsorte und der Fähigkeit, eine stabile, wiederholbare Serienfertigung aufrechtzuerhalten.
SABNER fertigt Aluminiumteile, dies ist jedoch nicht unser Hauptfachgebiet. Unser Kernproduktionsspektrum umfasst das CNC-Drehen kleiner Metallteile aus Edelstahl, Titan und Messing; Aluminium bearbeiten wir seltener, ebenso wie unlegierter Stahl, sofern dies aufgrund der Kundenspezifikationen und der Art des Projekts erforderlich ist.
Ja, SABNER fertigt Messingkomponenten, insbesondere kleine CNC-Drehteile, die in Serie aus Stangenmaterial hergestellt werden. Messing ist neben Edelstahl und Titan einer der Hauptwerkstoffe in unserer Produktion, da es sich gut für Präzisionshülsen, Stifte, Einsätze, Fittings, Gewindeteile und technische Komponenten eignet, die eine stabile Bearbeitung und eine hochwertige Oberflächengüte erfordern.
Ja, SABNER kann Kupfer bearbeiten, jedoch bewerten wir jedes solche Teil individuell hinsichtlich Werkstoffsorte, Geometrie, Toleranzen, Oberflächenrauheit und der Stabilität des CNC-Drehprozesses. Kupfer ist nicht unser Hauptwerkstoff – wir bearbeiten meist Edelstahl, Titan und Messing –, aber Kupferteile können realisierbar sein, sofern sie im Rahmen unserer fertigungstechnischen Möglichkeiten liegen. Wir achten besonders auf die Verformungsanfälligkeit von Kupfer, den Materialführung, die Oberflächenqualität und funktionale Anforderungen wie elektrische oder thermische Leitfähigkeit. SABNER ist am besten geeignet für seriengefertigte Drehteile aus Stangenmaterial mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm.
Nein, SABNER fertigt im Rahmen seines Standard-Produktionsprogramms keine Teile aus technischen Kunststoffen, da wir auf die Präzisions-CNC-Drehbearbeitung kleiner Metallteile spezialisiert sind. Unser Verfahren ist für die Serienfertigung aus europäischem gezogenem Stangenmaterial optimiert, vorwiegend aus Edelstahl, Titan und Messing sowie in ausgewählten Fällen auch aus Aluminium, unlegierter Stahl oder Sonderwerkstoffen. Wir fertigen Teile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, wie beispielsweise Hülsen, Stifte, Passstifte, Wellen, Einsätze, Gewindeelemente und andere präzise Drehteile. Wenn das Projekt technische Kunststoffe umfasst, ist SABNER nicht der richtige Auftragnehmer, es sei denn, der Kunststoff wird ausschließlich als Teil einer Baugruppe verwendet und der Schwerpunkt der Fertigung liegt auf einem Metallbauteil.
Ja, SABNER kann Automatenstahl bearbeiten, jedoch ist dies nicht unser Hauptwerkstoff, und wir prüfen jedes Teil individuell. Wir sind in erster Linie auf die CNC-Drehbearbeitung kleiner Metallteile aus Edelstahl, Titan und Messing in Serienfertigung spezialisiert; dennoch bearbeiten wir in ausgewählten Projekten auch Automatenstahl – einschließlich 11SMnPb30 –, sofern Material, Geometrie, Toleranzen und Qualitätsanforderungen mit unseren fertigungstechnischen Möglichkeiten vereinbar sind. Automatenstahl eignet sich gut für die effiziente Serienfertigung im Drehen; die Entscheidung für seinen Einsatz hängt jedoch von der Funktion des Bauteils, den Festigkeitsanforderungen, der Korrosionsbeständigkeit, der Oberflächenbehandlung und dem erwarteten Produktionsumfang ab. SABNER fertigt solche Bauteile vorwiegend aus Stangenmaterial mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm.
Ja, SABNER bearbeitet Titan mit präziser CNC-Drehtechnik, insbesondere bei kleinen Metallteilen, die in Serie aus Stangenmaterial gefertigt werden. Titan ist neben Edelstahl und Messing eines der Kernmaterialien in unserem Portfolio, und wir setzen es in Projekten ein, die eine hohe Korrosionsbeständigkeit, ein geringes Gewicht, gute mechanische Eigenschaften oder Biokompatibilität erfordern. Wir fertigen Titanbauteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm; jedes Bauteil wird individuell anhand der technischen Unterlagen oder eines Musters geprüft.
Ja, SABNER hilft bei der Auswahl des richtigen Werkstoffs für die jeweilige Anwendung, insbesondere wenn das Bauteil mittels CNC-Drehtechnik in Serie gefertigt werden soll. Wir analysieren die Funktion des Bauteils, die Betriebsumgebung, die Festigkeitsanforderungen, die Korrosionsbeständigkeit, die Leitfähigkeit, das Gewicht, die Oberflächenrauheit, die Toleranzen, die Möglichkeit zur Aufrechterhaltung eines stabilen Prozesses sowie die Verfügbarkeit von Rohmaterial mit einem Werkstoffzeugnis 3.1. Am häufigsten empfehlen wir Lösungen aus Edelstahl, Messing und Titan sowie, sofern gerechtfertigt, auch Aluminium, Automatenstahl, Baustahl oder Spezialwerkstoffe wie Inconel. Das Ziel der Werkstoffauswahl ist nicht nur die Erfüllung technischer Anforderungen, sondern auch die Gewährleistung einer wiederholbaren Fertigung, vorhersehbarer Stückkosten und einer gleichbleibenden Teilequalität über nachfolgende Chargen hinweg.
Für Bauteile, die bei hohen Temperaturen eingesetzt werden, wählt SABNER das Material von Fall zu Fall aus, da die richtige Wahl von der Betriebstemperatur, der Einwirkzeit, der mechanischen Belastung, der korrosiven Umgebung, den Temperaturwechseln und der erforderlichen Maßhaltigkeit abhängt. In vielen Anwendungsfällen erweisen sich geeignete Edelstahlsorten wie 1.4401 / AISI 316 oder 1.4404 / AISI 316L als effektiv, wenn Korrosionsbeständigkeit und moderate Betriebstemperaturen im Vordergrund stehen. Unter anspruchsvolleren Bedingungen können Titan oder Spezialwerkstoffe wie Inconel in Betracht gezogen werden, wenn das Bauteil eine hohe Hitzebeständigkeit und Stabilität in einer rauen Umgebung erfordert. SABNER analysiert solche Fälle auf der Grundlage der Funktion des Bauteils, der technischen Zeichnung, des Rohmaterials, der Toleranzen und der Anforderungen an die CNC-Serienfertigung.
Ja, SABNER kann ein Ersatzwerkstoff mit ähnlichen Eigenschaften vorschlagen, sofern die Funktion des Bauteils, die technischen Anforderungen und die Betriebsbedingungen dies zulassen. Wir analysieren das in den Unterlagen des Kunden angegebene Material hinsichtlich Korrosionsbeständigkeit, Festigkeit, Härte, Bearbeitbarkeit, Maßhaltigkeit, Verfügbarkeit von gezogenen Stangen mit Werkstoffzeugnis 3.1 sowie der Auswirkungen auf die Kosten der CNC-Serienfertigung. Dies gilt meist für Ersatzwerkstoffe aus den Kategorien Edelstähle, Messing, Titan, Aluminium, Automatenstähle oder Sonderwerkstoffe; jedoch bedarf jeder Materialwechsel der Zustimmung des Kunden vor Produktionsbeginn. SABNER kann eine technisch fundierte Alternative vorschlagen, doch die endgültige Freigabe des Ersatzwerkstoffs liegt stets beim Kunden oder dem Eigentümer der Konstruktionsunterlagen.
Ja, SABNER kann verschiedene Werkstoffe mit demselben Maschinenpark bearbeiten, da unsere Produktion auf CNC-Drehmaschinen basiert, die für die Serienfertigung kleiner Metallteile aus Stangenmaterial ausgelegt sind. Am häufigsten fertigen wir Teile aus Edelstahl, Titan und Messing, bei ausgewählten Projekten auch aus Aluminium, Automatenstahl, Baustahl, Kupfer oder Sonderwerkstoffen. Jedes Material erfordert eine separate fertigungstechnische Analyse, die Auswahl der Werkzeuge, Schnittparameter, Kühlung, Qualitätskontrolle und Prozesssteuerung. SABNER bewertet jedes Teil individuell, um sicherzustellen, dass das jeweilige Material, die Geometrie, die Toleranzen und die Oberflächenanforderungen eine stabile Serienfertigung auf unserem Maschinenpark ermöglichen.
SABNER führt in der Regel keine Drehbearbeitung an wärmebehandeltem Material durch; bei vielen Projekten ist es technologisch vorteilhafter, zunächst die CNC-Drehbearbeitung des Teils durchzuführen, gefolgt vom Wärmebehandlungsprozess und der Überprüfung der Übereinstimmung des Teils mit den Anforderungen der technischen Dokumentation. Dieser Ansatz ermöglicht eine bessere Kontrolle über die Zerspanbarkeit des Materials, die Prozessstabilität, die Oberflächenqualität und die Maßhaltigkeit in der Serienfertigung. Die Reihenfolge der Arbeitsschritte legen wir im Rahmen der fertigungstechnischen Analyse von Fall zu Fall fest, wobei wir Material, Geometrie, Toleranzen, CTQ-Maße sowie das Risiko einer Verformung nach dem Wärmebehandlungsprozess berücksichtigen. Der endgültige Produktionsplan wird vor Produktionsbeginn stets mit dem Kunden abgestimmt.
Technische Möglichkeiten und Teilespezifikationen
Dieser Abschnitt der FAQ enthält Antworten zu Abmessungen, Toleranzen, Oberflächenrauheit, Gewinden, Mikrobohrungen und CTQ-Anforderungen für präzise CNC-Drehteile.
SABNER bearbeitet kleine Metallteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis maximal 150 mm. Diese Parameter sind optimal auf unsere Spezialisierung im Bereich der Präzisions-CNC-Drehbearbeitung auf Drehautomaten abgestimmt, insbesondere für die Serienfertigung von Bauteilen aus Edelstahl, Titan, Messing und ausgewählten Spezialwerkstoffen. Wir prüfen jedes Teil individuell, da die tatsächliche Herstellbarkeit nicht nur vom Durchmesser und der Länge abhängt, sondern auch von der Geometrie, den Toleranzen, dem Werkstoff, dem Verhältnis von Länge zu Durchmesser, den Qualitätsanforderungen und dem Produktionsumfang.
SABNER fertigt sehr kleine CNC-Drehteile ab einem Durchmesser von Ø 0,8 mm und einer Teilelänge von 1 mm. Dies sind die Mindestwerte, die unserer Spezialisierung auf die Serienfertigung kleiner Metallkomponenten aus Stangenmaterial entsprechen, insbesondere aus Edelstahl, Titan und Messing. Solche kleinen Bauteile erfordern eine stabile Materialzuführung, entsprechend ausgewählte Werkzeuge, einen präzisen Prozess und eine CTQ-Maßkontrolle; daher bewerten wir jedes Teil individuell auf der Grundlage einer technischen Zeichnung oder eines Musters. SABNER ist bestens geeignet für mikrogedrehte Teile wie Stifte, Hülsen, Passstifte, Wellen, Einsätze und Gewindebauteile, die in Serie für B2B-Kunden gefertigt werden.
SABNER kann sehr enge Maßtoleranzen erreichen – in einigen Fällen bis zu ±0,001 mm –, doch wir bewerten diese von Fall zu Fall für jedes spezifische Teil, Material und jede kritische Abmessung. Solche Anforderungen werden auf der Grundlage der technischen Dokumentation, der Teilegeometrie, des Durchmessers, der Länge, der Prozessstabilität, der Spannverfahren und der Messmöglichkeiten analysiert. Bei Serienfertigungsprojekten ermittelt SABNER die CTQ-Maße, bestätigt das erreichbare Toleranzniveau vor Produktionsbeginn und wählt einen Prüfplan aus, um die Maßwiederholbarkeit über nachfolgende Chargen hinweg sicherzustellen.
Ja, SABNER fertigt Teile mit sehr engen Maßtoleranzen – in ausgewählten Fällen sogar bis hinunter zu ±0,001 mm –, vorausgesetzt, eine solche Toleranz ist erforderlich und kann für eine bestimmte CTQ-Maß konsistent eingehalten werden. Wir sind spezialisiert auf die serielle CNC-Drehbearbeitung kleiner Metallteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm; daher analysieren wir Toleranzen stets fallweise auf der Grundlage der Geometrie des Teils, des Materials, der Maßfunktion, der Messmethode und der erforderlichen Wiederholgenauigkeit in der Serienfertigung. Bei Präzisionsprojekten identifiziert SABNER kritische Merkmale, wählt das Fertigungsverfahren aus, erstellt einen Prüfplan und bestätigt vor Produktionsbeginn die Fähigkeit, die geforderte Toleranz einzuhalten. Die Produktion basiert somit nicht auf einer allgemeinen Erklärung, sondern auf einem genehmigten Verfahren und einer Prüfung gemäß der technischen Dokumentation des Kunden.
SABNER kann die Maßwiederholbarkeit in der Großserienfertigung gewährleisten, sofern der Prozess, die CTQ-Maße und der Prüfplan für ein bestimmtes Bauteil im Vorfeld freigegeben wurden. Bei Projekten, die einen IATF/APQP/PPAP-konformen Ansatz erfordern, wenden wir für die Automobilindustrie typische Prozesskontrollparameter an: Prozessfähigkeitsanalyse (Cp/Cpk) mit einem Zielwert von Cpk ≥ 1,33 für Standardmerkmale und Cpk ≥ 1,67 für kritische oder sicherheitsrelevante Merkmale, sofern vom Kunden gefordert; SPC-Kontrolle für CTQ-Maße; MSA für das Messsystem, Erstteilfreigabe, einen genehmigten Kontrollplan, lückenlose Rückverfolgbarkeit von Materialchargen und Messergebnissen sowie Qualitätsdokumentation gemäß den Kundenanforderungen.
SABNER kann Oberflächenrauheiten gemäß den Anforderungen der technischen Dokumentation des Kunden erzielen, indem die geeignete Drehtechnik, Werkzeuge, Schnittparameter, Prüfverfahren und – falls erforderlich – die Reinigungs- und Verpackungsprozesse für die Teile ausgewählt werden. Beim standardmäßigen Präzisions-CNC-Drehen erreichen wir in der Regel eine Oberflächenrauheit von Ra 0,8–1,6 µm und mit einem entsprechend ausgewählten Verfahren etwa Ra 0,4 µm. Für ausgewählte Funktionsflächen können wir den Prozess so anpassen, dass deutlich niedrigere Werte erreicht werden, sogar bis hinunter zu Ra 0,05 µm, sofern ein solcher Parameter als technische Anforderung für das Bauteil festgelegt ist. Wir überwachen die Oberflächenrauheit mit Messgeräten, darunter ein Rauheitsmessgerät und ein Profilometer, und die Ergebnisse können in die Qualitätsdokumentation für eine bestimmte Charge aufgenommen werden.
Ja, SABNER fertigt Innen- und Außengewinde als Standardbestandteil des CNC-Drehprozesses für kleine Metallteile. Wir führen Gewindeschneiden an Teilen durch, die aus Stangenmaterial gefertigt werden, meist aus Edelstahl, Titan und Messing, mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm. Je nach technischer Dokumentation fertigen wir metrische, Sonder- oder Funktionsgewinde und kombinieren diese mit Drehen, Bohren, Reiben, Anfasen und Abstechen als Teil eines einzigen, stabilen Prozesses auf automatischen Drehmaschinen. Wir bewerten jedes Gewinde individuell hinsichtlich Durchmesser, Länge, Toleranzen, Material, geforderter Genauigkeitsklasse, Prüfverfahren und Wiederholbarkeit in der Serienfertigung.
Ja, SABNER kann sehr dünnwandige CNC-Drehteile fertigen, sofern das Teil nach einer fertigungstechnischen Analyse eine stabile und wiederholbare Serienfertigung zulässt. Dies gilt insbesondere für kleine Metallteile, die aus Stangenmaterial gefertigt werden, wie beispielsweise Hülsen, Distanzhülsen, dünnwandige Einsätze, Führungselemente oder Präzisionsrohrteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm. Bei solchen Teilen sind die Verformungskontrolle, die Art der Materialabstützung, die Wandstärke, das Verhältnis von Länge zu Durchmesser, das Material sowie die geforderten Toleranzen und Oberflächenrauheiten von entscheidender Bedeutung. SABNER bewertet jedes dünnwandige Teil individuell anhand einer technischen Zeichnung oder eines Musters und wählt anschließend die Drehtechnik, den Prüfplan und die Verfahren zur Prozesskontrolle für die Serienfertigung entsprechend den Anforderungen des Kunden aus.
Ja, SABNER bearbeitet Teile mit komplexen Geometrien, sofern das Teil in den Anwendungsbereich der Präzisions-CNC-Stangendrehbearbeitung fällt. Dies gilt vor allem für kleine Metallkomponenten mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, wie beispielsweise Hülsen, Stifte, Passstifte, Wellen, Einsätze, Gewindeelemente sowie Teile mit Bohrungen, Fasen, Hinterschneidungen, Innen- und Außengewinden oder solche, die geräumt werden müssen.
Ja, SABNER kann Mikrobohrungen und sehr kleine Bohrungen in CNC-Drehteilen herstellen, sofern die Konstruktion in den Anwendungsbereich unserer Stangenbearbeitungstechnologie fällt. Wir führen solche Bearbeitungen im Rahmen der Serienfertigung kleiner Metallbauteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm durch, die vorwiegend aus Edelstahl, Titan und Messing bestehen. Wir fertigen sehr kleine Bohrungen durch Drehen, Bohren und Reiben auf Drehautomaten unter Einhaltung der kritischen Maßkontrolle (CTQ) gemäß der Kundendokumentation. Wir prüfen jedes Teil individuell, da die Machbarkeit einer Mikrobohrung von ihrem Durchmesser, ihrer Tiefe, den Toleranzen, dem Werkstoff, der Ausrichtung und der erforderlichen Wiederholgenauigkeit in der Serienfertigung abhängt.
Ja, SABNER fertigt Teile, die für die weitere automatisierte Montage bestimmt sind, insbesondere kleine CNC-Drehteile, die eine stabile Geometrie, wiederholbare Maße und eine kontrollierte Oberflächenqualität erfordern. Bei solchen Projekten analysieren wir nicht nur die Zeichnung selbst, sondern auch, wie die Teile im Prozess des Kunden zugeführt, ausgerichtet und montiert werden, da Faktoren wie Grate, Fasen, Kanten, technische Sauberkeit, Wiederholgenauigkeit von Längen, Durchmessern und Gewinden sowie Verpackungsmethoden für die Automatisierung entscheidend sind. SABNER kann technische Reinigung, spezielle Verpackung, Kennzeichnung, Rückverfolgbarkeit von Chargen und CTQ-Kontrollanforderungen als Standardelemente in den Fertigungsprozess integrieren. Dadurch werden die Teile nicht nur für die Qualitätsprüfung, sondern auch für den zuverlässigen Einsatz in der automatisierten Serienfertigung vorbereitet.
Ja, SABNER kann kritische CTQ-Maße über die gesamte Produktionscharge hinweg einhalten, vorausgesetzt, der Prozess, der Prüfplan und die Messmethode für das jeweilige Bauteil wurden im Vorfeld freigegeben. In der Serienfertigung ermitteln wir kritische Maße bereits in der Phase der fertigungstechnischen Analyse; anschließend validieren wir das Erstmuster, führen Prozessprüfungen gemäß dem Kontrollplan durch und geben die Charge erst nach der abschließenden Qualitätsprüfung frei. Bei Projekten, die ein höheres Maß an Überwachung erfordern, können wir einen SPC-Ansatz, eine Cp/Cpk-Prozessfähigkeitsanalyse, eine MSA für das Messsystem sowie die lückenlose Rückverfolgbarkeit von Materialchargen und Prüfergebnissen anwenden. SABNER konzentriert sich auf die Serienfertigung kleiner Metallteile mittels CNC-Drehen, bei der Prozessstabilität und Maßhaltigkeit für die Produktion von grundlegender Bedeutung sind.
Ja, SABNER kann Teile mit schmalen Nuten, kleinen Radien, Hinterschneidungen und anderen kleinen geometrischen Merkmalen fertigen, sofern diese mit der CNC-Drehtechnik zuverlässig hergestellt werden können. Wir analysieren solche Bauteile von Fall zu Fall anhand von technischen Zeichnungen oder Mustern und berücksichtigen dabei Nutbreite und -tiefe, Eckenradius, Werkzeugverfügbarkeit, Werkstoff, Toleranzen, Oberflächenrauheit sowie die Auswirkungen eines bestimmten Merkmals auf die Standzeit und die Zykluszeit. SABNER ist auf kleine Metallteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm spezialisiert; daher können schmale Nuten und kleine Radien Teil eines Serienfertigungsprozesses sein, sofern sie als technische Anforderungen korrekt definiert sind. Für kritische CTQ-Maße wählen wir die Technologie, die Werkzeuge und den Prüfplan so aus, dass wiederholbare Ergebnisse über die gesamte Charge hinweg gewährleistet sind.
Ja, SABNER bearbeitet verformungsanfällige Teile, sofern nach einer fertigungstechnischen Analyse eine stabile und wiederholbare Serienfertigung gewährleistet werden kann. Dies gilt vor allem für kleine CNC-Drehteile wie dünnwandige Hülsen, lange Stifte, schlanke Wellen, kleine Einsätze oder Bauteile mit dünnen Wänden, die aus Stangenmaterial mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm gefertigt werden. Bei solchen Teilen ist die Auswahl der Bearbeitungsreihenfolge, der Schnittparameter, der Werkzeuge, der Werkstückabstützung sowie des CTQ-Maßprüfplans von entscheidender Bedeutung. SABNER bewertet jedes Projekt individuell, um das Risiko von Durchbiegung, Vibrationen, Verformungen nach der Bearbeitung oder Toleranzabweichungen über die gesamte Produktionscharge hinweg zu minimieren.
Ja, SABNER kann ein Bauteil fertigen, das mehrere Zwischenkontrollen erfordert, sofern ein solches Überwachungsniveau durch technische Anforderungen, CTQ-Toleranzen oder Prozessrisiken gerechtfertigt ist. Bei solchen Projekten legen wir bereits in der Prozessplanungsphase fest, welche Merkmale nach bestimmten Arbeitsschritten geprüft werden müssen, und nehmen diese dann in den Prüfplan auf, um die Prozessstabilität zu gewährleisten und zu vermeiden, dass Abweichungen erst am Ende der Charge festgestellt werden. Prozessbegleitende Prüfungen können unter anderem kritische Maße, Durchmesser, Längen, Bohrungen, Gewinde, Oberflächenrauheit, Rundlaufabweichungen, Kanten oder in der Kundendokumentation festgelegte funktionale Merkmale umfassen. SABNER wendet diesen Ansatz insbesondere bei seriengefertigten Präzisions-CNC-Drehteilen an, bei denen Maßwiederholbarkeit, vollständige Übereinstimmung mit der Dokumentation und die Fähigkeit, schnell auf Prozessabweichungen zu reagieren, entscheidend sind.
Technische Unterstützung / DFM / Optimierung
Hier beschreiben wir, wie SABNER dabei hilft, die Herstellbarkeit eines Teils zu bewerten, das Design für die Serienfertigung zu optimieren und das Risiko von Kostenüberschreitungen oder Qualitätsproblemen zu minimieren.
Ja, SABNER kann die Produktion eines Teils übernehmen, das derzeit von einem anderen Lieferanten gefertigt wird, sofern das Teil in unser Profil für die serielle CNC-Drehbearbeitung von Stangenmaterial passt. Für ein solches Projekt analysieren wir die technische Zeichnung, das 3D-Modell, ein Muster des aktuellen Teils, die Qualitätsanforderungen, die Problemhistorie, die CTQ-Toleranzen, das Material und das erwartete Jahresvolumen. Anschließend erstellen wir unseren eigenen Fertigungsprozess, die Produktionsdokumentation, das Projektblatt und den Prüfplan. Falls dem Kunden keine vollständige Dokumentation vorliegt, können wir zunächst ein Muster beschaffen, eine fertigungstechnische Analyse durchführen und Unterlagen zur Freigabe durch den Kunden erstellen. Das Ziel von SABNER ist es, die Produktion sicher zu übernehmen, wobei die Funktion des Teils erhalten bleibt, die Prozessstabilität verbessert wird, die Rückverfolgbarkeit der Chargen gewährleistet ist und eine gleichbleibende Qualität in nachfolgenden Produktionsläufen sichergestellt wird.
Ja, SABNER unterstützt bei der Optimierung von Bauteilkonstruktionen für die CNC-Fertigung, insbesondere für die Serienbearbeitung von Präzisionsteilen aus Stangenmaterial. Wir analysieren Geometrie, Toleranzen, Oberflächenrauheit, Werkstoff, CTQ-Maße, Zykluszeit, die Möglichkeit einer stabilen Aufspannung, das Verformungsrisiko sowie die Anforderungen an die Qualitätskontrolle und ermitteln anschließend Elemente, die vereinfacht oder verfeinert werden können, ohne die Funktion des Bauteils zu beeinträchtigen. Wir unterstützen die Prozessvorbereitung mit CAD/CAM-Software, einem speziellen Postprozessor und einer virtuellen Maschine, mit der wir den Fertigungsprozess überprüfen können, bevor wir die Produktion auf einem Drehautomaten starten. Das Ziel der Optimierung ist es, die Wiederholgenauigkeit zu verbessern, die Zykluszeit zu verkürzen, das Fehlerrisiko zu verringern und die Stückkosten in der Serienfertigung zu senken.
Ja, SABNER kann den Entwurf analysieren und Fertigungsrisiken identifizieren, bevor die CNC-Serienfertigung anläuft. Im Rahmen der Analyse bewerten wir die Geometrie des Bauteils, das Material, die Toleranzen, die Oberflächenrauheit, die CTQ-Maße, die Machbarkeit der Bearbeitung aus Stangenmaterial, die Stabilität des Drehprozesses, das Verformungsrisiko, die Messschwierigkeiten, die Anfälligkeit für Grate, die Anforderungen an Gewinde, Bohrungen und dünne Wände sowie die Auswirkungen des Entwurfs auf die Zykluszeit und die Stückkosten. Falls das Projekt dies erfordert, kann SABNER Optimierungsmöglichkeiten für die CNC-Drehbearbeitung aufzeigen, eine Materialänderung oder die Präzisierung der technischen Dokumentation vorschlagen und anschließend die Spezifikationen für das Projektblatt, die Prozessspezifikationen und den Prüfplan erstellen. Ziel der Analyse ist es, Risiken vor Produktionsbeginn zu minimieren, die Machbarkeit zu bestätigen und einen Prozess vorzubereiten, der während der gesamten Produktionslaufzeit stabil, wiederholbar und konform mit den Kundenanforderungen ist.
Ja, SABNER hilft dabei, die Konstruktion des Bauteils vor Produktionsbeginn zu vereinfachen, sofern die Änderung die Stabilität der CNC-Drehbearbeitung in der Serienfertigung verbessern kann, ohne die Funktion des Bauteils zu beeinträchtigen. Wir analysieren die Geometrie, Toleranzen, CTQ-Maße, Oberflächenrauheit, Gewinde, Bohrungen, Nuten, Radien, das Material sowie die Machbarkeit der Fertigung des Bauteils aus gezogenem Stangenmaterial in einem wiederholbaren Prozess. Auf dieser Grundlage können wir Elemente identifizieren, die unnötig Kosten erhöhen, Durchlaufzeiten verlängern, das Fehlerrisiko steigern oder die Qualitätskontrolle behindern. Wir betrachten die vorgeschlagenen Vereinfachungen stets als technische Empfehlungen – die endgültige Genehmigung der Änderungen liegt beim Kunden oder dem Eigentümer der technischen Dokumentation.
Ja, SABNER kann Konstruktionsänderungen vorschlagen, die die Bearbeitungszeit verkürzen und die Kosten der CNC-Serienfertigung senken, sofern sie die Funktion des Teils oder dessen kritische Anforderungen nicht beeinträchtigen. Wir analysieren die Geometrie des Teils, Toleranzen, Oberflächenrauheit, Gewinde, Bohrungen, Nuten, Radien, Fasen, das Material sowie die Machbarkeit einer zuverlässigen Bearbeitung des Teils aus gezogenem Stangenmaterial auf automatischen Drehmaschinen. Typische Empfehlungen können die Vereinfachung nicht kritischer Merkmale, die Reduzierung übermäßig enger Toleranzen außerhalb der CTQ-Maße, die Anpassung von Radien oder Hinterschneidungen an die verfügbaren Werkzeuge, die Verkürzung tiefer Bohrungen, die Standardisierung von Gewinden oder die Anpassung der Konstruktion an einen einzigen stabilen Bearbeitungszyklus umfassen. Jeder Vorschlag von SABNER ist eine technische Empfehlung für die Serienfertigung, und die endgültige Genehmigung der Änderungen liegt stets beim Kunden oder dem Eigentümer der Dokumentation.
Ja, ein Bauteil lässt sich oft so umgestalten, dass es kostengünstiger hergestellt werden kann, vorausgesetzt, die Änderungen beeinträchtigen weder seine technische Funktion noch die Qualitätsanforderungen. SABNER analysiert das Bauteil im Hinblick auf die Serienfertigung durch CNC-Drehen aus Stangenmaterial und prüft dabei Geometrie, Toleranzen, Oberflächenrauheit, Gewinde, Bohrungen, Nuten, Radien, Material, CTQ-Maße und Zykluszeit. Den größten Einfluss auf die Kosten haben in der Regel zu enge Toleranzen bei nicht kritischen Maßen, schwer zu bearbeitende Hinterschneidungen, tiefe Bohrungen, nicht standardmäßige Radien, übermäßige Anforderungen an die Oberflächengüte oder eine für stabiles Drehen ungeeignete Geometrie. SABNER kann eine kostengünstigere Fertigungsoption vorschlagen, doch jede Konstruktionsänderung bedarf der Zustimmung des Kunden oder des Eigentümers der technischen Dokumentation, bevor die Serienfertigung beginnt.
Ja, SABNER bewertet Konstruktionen unter DFM-Gesichtspunkten – das heißt im Hinblick auf eine effiziente und stabile CNC-Fertigung. Wir analysieren das Bauteil in erster Linie unter dem Gesichtspunkt der Serienfertigung im Stangendrehen: Geometrie, Toleranzen, Oberflächenrauheit, Werkstoff, CTQ-Maße, Gewinde, Bohrungen, Nuten, Radien, Messbarkeit, Verformungsrisiko sowie die Auswirkungen der Konstruktion auf die Zykluszeit und die Stückkosten. Ziel der DFM-Analyse ist es, festzustellen, ob das Bauteil konsistent und ohne übermäßige Qualitäts- oder technologische Risiken gefertigt werden kann und ob die Konstruktion ohne Funktionsverlust vereinfacht werden kann. SABNER kann Änderungsempfehlungen für die Serienfertigung ausarbeiten, doch jede Konstruktionsänderung bedarf der Zustimmung des Kunden oder des Eigentümers der technischen Dokumentation.
Ja, SABNER hilft dabei, Toleranzen nur dort auszuwählen, wo sie aus Sicht der Bauteilfunktion, der Montage und der Qualitätskontrolle wirklich notwendig sind. Im Rahmen der DFM-Analyse unterscheiden wir kritische CTQ-Maße von Hilfsmaßen, um Toleranzen nicht dort zu verschärfen, wo sie die Leistung des Bauteils nicht beeinflussen. Übermäßig enge Toleranzen bei nicht kritischen Maßen können die Bearbeitungszeit unnötig verlängern, die Prüfkosten erhöhen, die Prozesseffizienz verringern und das Fehlerrisiko steigern. SABNER kann ein rationaleres Toleranzschema für die CNC-Drehbearbeitung in Großserien vorschlagen, wobei jedoch alle Änderungen der Zustimmung des Kunden oder des Eigentümers der technischen Dokumentation bedürfen.
Ja, SABNER kann ein Bauteil für die Großserienfertigung optimieren, sofern es in den Anwendungsbereich der Präzisions-CNC-Stangendrehbearbeitung fällt. Wir analysieren die Geometrie, Toleranzen, das Material, die Oberflächenrauheit, Gewinde, Bohrungen, Nuten, Radien, CTQ-Maße, Prüfverfahren sowie die Machbarkeit der Fertigung des Bauteils in einem stabilen Zyklus auf automatischen Drehmaschinen. Bei Großserienprojekten ist es besonders wichtig, unnötige Arbeitsschritte zu minimieren, nicht kritische Merkmale zu vereinfachen, angemessene Toleranzen zu wählen, die Maßhaltigkeit sicherzustellen und die Zykluszeit zu verkürzen, ohne die technische Funktion des Bauteils zu beeinträchtigen. SABNER kann Konstruktions- und Fertigungsänderungen vorschlagen, die die Stückkosten senken, das Fehlerrisiko verringern und das Bauteil für eine stabile, wiederholbare Serienfertigung vorbereiten.
Ja, SABNER kann als Zweitlieferant für ein bestehendes Bauteil fungieren, sofern das Bauteil in den Bereich der Standard-CNC-Stangendrehbearbeitung fällt. Für ein solches Projekt analysieren wir die technische Dokumentation, Muster der aktuellen Bauteile, Qualitätsanforderungen, das Material, die CTQ-Toleranzen, die Problemhistorie sowie das erwartete Jahresvolumen und entwickeln anschließend unseren eigenen Fertigungsprozess, die Projektspezifikationen und den Prüfplan. Sollte die Dokumentation unvollständig sein, können wir zunächst ein Muster beschaffen, eine fertigungstechnische Analyse durchführen und Unterlagen zur Freigabe durch den Kunden erstellen. Das Ziel von SABNER als Zweitlieferant ist es, die Kontinuität der Produktion des Kunden sicherzustellen, das Risiko der Abhängigkeit von einem einzigen Lieferanten zu verringern und eine gleichbleibende Qualität über nachfolgende Produktionsläufe hinweg zu gewährleisten.
Ja, SABNER kann die Produktion von einem bisherigen Lieferanten planmäßig übernehmen, um das Risiko von Ausfallzeiten für den Kunden zu minimieren. Das sicherste Vorgehen besteht darin, Unterlagen oder Muster zu analysieren, unseren eigenen Fertigungsprozess und Qualitätskontrollplan zu erstellen, die Erstteile freizugeben, eine Testcharge zu starten und schrittweise zur Serienproduktion überzugehen, während gleichzeitig Lagerbestände oder ein Lieferpuffer gesichert werden. Bei solchen Projekten sind umfassende Eingabedaten, die Qualitätshistorie des Teils, CTQ-Anforderungen, das aktuelle Volumen, der voraussichtliche Zeitplan sowie Informationen zum Mindestsicherheitsbestand besonders wichtig. SABNER kann die Produktion kleiner CNC-Drehteile aus Stangenmaterial übernehmen, sofern das Teil im Rahmen unserer fertigungstechnischen Möglichkeiten liegt und der Prozess vor der vollständigen Umstellung der Lieferungen freigegeben werden kann.

Branchen und Anwendungen
Dieser Abschnitt zeigt die Branchen, in denen die von SABNER hergestellten präzisen CNC-Drehteile zum Einsatz kommen.
SABNER bedient in erster Linie B2B-Kunden in Branchen, die kleine, präzise Metallteile benötigen, die in Serie mittels CNC-Drehtechnik hergestellt werden. Am häufigsten fertigen wir Komponenten für die Medizin- und Dentalindustrie sowie für die Automobil-, Elektronik-, Hydraulik-, Pneumatik-, Maschinenbau- und Industrieautomationsbranche und andere Hersteller technischer Ausrüstung. Unsere Teile kommen in Anwendungen zum Einsatz, bei denen Maßhaltigkeit, Rückverfolgbarkeit der Materialien, gleichbleibende Qualität über alle Chargen hinweg und die Einhaltung der technischen Unterlagen des Kunden von entscheidender Bedeutung sind. SABNER eignet sich besonders als Lieferant von Präzisionshülsen, Stiften, Passstiften, Wellen, Einsätzen, Gewindeteilen und anderen Drehteilen mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm aus, die aus Materialien wie Edelstahl, Titan und Messing gefertigt werden.
Ja, SABNER fertigt Teile für die Automobilindustrie, insbesondere kleine, präzise CNC-Drehteile, die in Serie aus Stangenmaterial hergestellt werden. Wir übernehmen Projekte, bei denen Maßwiederholbarkeit, Materialrückverfolgbarkeit, CTQ-Kontrolle, Prozessstabilität und eine den Kundenanforderungen entsprechende Qualitätsdokumentation von entscheidender Bedeutung sind. Bei Projekten für die Automobilindustrie arbeiten wir nach einem Ansatz, der auf APQP, Kontrollplan, Erstmusterprüfung, Zwischenkontrollen, Cp/Cpk-Analyse, Messprotokollen, Werkstoffzeugnissen 3.1 und vollständiger Rückverfolgbarkeit der Chargen basiert. SABNER eignet sich besonders als Lieferant von seriengefertigten Drehteilen mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm aus, die aus Werkstoffen wie Edelstahl, Titan, Messing und ausgewählten Spezialwerkstoffen hergestellt werden.
Ja, SABNER fertigt Komponenten für die Elektronikindustrie, insbesondere kleine CNC-Drehteile, die in Steckverbindern, Kontaktbaugruppen, Befestigungselementen, Einsätzen und Montagekomponenten zum Einsatz kommen. Wir fertigen Präzisionsmetallteile aus Stangenmaterial, meist aus Messing, Edelstahl und Titan, mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm. Bei Elektronikprojekten gehören zu den entscheidenden Faktoren in der Regel Maßhaltigkeit, Oberflächenqualität, Gewindestabilität, Kontrolle von Mikrobohrungen, technische Sauberkeit, Verpackungsmethoden und die Einhaltung der Kundendokumentation. SABNER ist besonders auf die Serienfertigung von Stiften, Hülsen, Einsätzen, Kontaktelementen, Abstandshaltern und anderen kleinen Metallteilen aus, die für die weitere Montage oder den Einsatz in technischen Geräten bestimmt sind.
Ja, SABNER fertigt Komponenten für die Medizinbranche, insbesondere kleine, präzise CNC-Drehteile, die in Serie aus Stangenmaterial hergestellt werden. Wir fertigen Teile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, meist aus Edelstahl, Titan und Messing, gemäß der technischen Dokumentation des Kunden und den vereinbarten Qualitätsanforderungen. Bei medizinischen Projekten sind Maßhaltigkeit, technische Sauberkeit, Rückverfolgbarkeit der Materialien, Werkstoffzeugnis 3.1, CTQ-Maßkontrolle und die Fähigkeit zur Erstellung von Messdokumentationen von entscheidender Bedeutung. SABNER eignet sich besonders als Lieferant von seriengefertigten Mikroteilen und Präzisionsmetallkomponenten aus, die für die weitere Montage, Validierung oder Integration in das Produkt des Kunden bestimmt sind.
Ja, SABNER bedient Kunden aus der Luft- und Raumfahrtindustrie, sofern es sich bei dem Projekt um kleine Präzisionsmetallteile handelt, die mittels CNC-Drehtechnik aus Stangenmaterial gefertigt werden können. Wir fertigen Teile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, meist aus Edelstahl, Titan, Messing und ausgewählten Spezialwerkstoffen wie Inconel. Zu den entscheidenden Faktoren bei Projekten in der Luft- und Raumfahrt zählen in der Regel die Rückverfolgbarkeit der Werkstoffe, die Werkstoffzeugnis 3.1, die Prozessstabilität, die CTQ-Maßkontrolle, Messprotokolle sowie die vollständige Einhaltung der technischen Dokumentation des Kunden. Wir analysieren jedes Teil individuell, da die Machbarkeit von der Geometrie, den Toleranzen, den Qualitätsanforderungen, dem Werkstoff und dem erwarteten Dokumentationsumfang abhängt.
Ja, SABNER fertigt Teile für die industrielle Automatisierung, insbesondere kleine CNC-Drehteile, die in Mechanismen, Sensoren, Steckverbindern, Aktuatormodulen, Führungssystemen und Baugruppen zum Einsatz kommen. Wir führen die Serienfertigung von Teilen aus Stangenmaterial mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm durch, vorwiegend aus Edelstahl, Titan, Messing und ausgewählten Spezialwerkstoffen. Zu den wichtigsten Anforderungen in der industriellen Automatisierung zählen typischerweise Maßhaltigkeit, Gewindestabilität, die Präzision von Hülsen und Stiften, technische Sauberkeit, Rückverfolgbarkeit der Chargen sowie die Eignung der Teile für die automatisierte Montage. SABNER eignet sich besonders als Lieferant von seriengefertigten Drehteilen aus, die den technischen Unterlagen entsprechen und über aufeinanderfolgende Lieferungen hinweg eine gleichbleibende Qualität aufweisen müssen.
Ja, SABNER verfügt über Erfahrung in der Fertigung kleiner Metallkomponenten für die Hydraulik und Pneumatik, insbesondere von präzisen CNC-Drehteilen, die in Serie aus Stangenmaterial gefertigt werden. Wir fertigen Komponenten wie Fittings, Hülsen, Stifte, Passstifte, Gewindeteile, Einsätze und andere technische Teile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm. Bei Projekten dieser Art sind die entscheidenden Faktoren Dichtheit der Verbindungen, Gewindestabilität, Oberflächenqualität, Maßhaltigkeit, Kantenkontrolle, technische Sauberkeit und die Einhaltung der Kundendokumentation. SABNER fertigt solche Teile vorwiegend aus Edelstahl, Messing, Titan und ausgewählten Spezialwerkstoffen und bewertet jedes Teil individuell hinsichtlich Funktion, Toleranzen, Material und der Machbarkeit einer stabilen Serienfertigung.
Ja, SABNER fertigt Teile für Maschinen und Anlagen, insbesondere kleine, präzise CNC-Drehteile, die in Serie aus Stangenmaterial hergestellt werden. Wir produzieren Teile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, meist aus Edelstahl, Titan und Messing, in ausgewählten Projekten auch aus Aluminium, Automatenstahl, Baustahl oder Sonderwerkstoffen. Wir fertigen unter anderem Hülsen, Stifte, Wellen, Einsätze, Gewindeteile, Distanzstücke, Kupplungen und andere technische Teile, die in mechanischen Baugruppen, Montagemodulen, Führungssystemen, in der Automatisierung und in Industrieanlagen zum Einsatz kommen. Jedes Teil wird individuell hinsichtlich Geometrie, Toleranzen, Werkstoff, Oberflächenrauheit, CTQ-Maßen und der Machbarkeit einer stabilen Serienfertigung geprüft.
Ja, SABNER fertigt Teile für den Energiesektor, sofern es sich um kleine, präzise Metallteile handelt, die in Serie mittels CNC-Drehtechnik aus Stangenmaterial hergestellt werden. Wir fertigen Bauteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, meist aus Edelstahl, Titan, Messing und ausgewählten Spezialwerkstoffen, sofern die Einsatzbedingungen der Teile dies erfordern. Bei Projekten für die Energiesektor sind in der Regel folgende Faktoren entscheidend: Korrosionsbeständigkeit, Maßhaltigkeit, Oberflächenqualität, Rückverfolgbarkeit des Materials, Werkstoffzeugnis 3.1, CTQ-Maßkontrolle und Wiederholbarkeit von Charge zu Charge. Wir bewerten jedes Teil individuell anhand der technischen Dokumentation oder eines Musters, um die Übereinstimmung mit dem Produktionsprofil von SABNER und den Anforderungen der Anwendung des Kunden sicherzustellen.
Ja, SABNER kann Beispiele für Projekte aus einer bestimmten Branche bereitstellen, sofern diese präsentiert werden können, ohne die Vertraulichkeit der Kunden oder technische Unterlagen zu verletzen. Meistens präsentieren wir sie in Form allgemeiner, anonymisierter Anwendungsbeispiele, wie beispielsweise Buchsen, Stifte, Passstifte, Wellen, Einsätze, Gewindebauteile, Fittings oder andere kleine CNC-Drehteile, die in Serie aus Stangenmaterial gefertigt werden. Für einen Kunden aus einer bestimmten Branche können wir Beispiele auswählen, die hinsichtlich Material, Teilefunktion, Toleranzen, CTQ-Anforderungen, technischer Sauberkeit, Verpackung oder Qualitätsdokumentation ähnlich sind. SABNER gibt keine vertraulichen Zeichnungen oder Konstruktionsdaten anderer Kunden weiter, kann jedoch sein Fachwissen und typische Fertigungslösungen demonstrieren, die den Anforderungen einer bestimmten Anwendung entsprechen.
Ja, SABNER arbeitet mit Systemintegratoren und Maschinenherstellern zusammen und liefert präzise CNC-Drehteile in Serienfertigung für mechanische Baugruppen, Aktuatormodule, Automatisierungssysteme und Industrieanlagen. Wir fertigen kleine Metallteile aus Stangenmaterial mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm aus Werkstoffen wie Edelstahl, Titan und Messing. Für Systemintegratoren sind typischerweise Faktoren wie Maßhaltigkeit, Gewindestabilität, Oberflächenqualität, technische Sauberkeit, Verpackungsmethoden, Rückverfolgbarkeit der Chargen und die Vorbereitung der Teile für die weitere Montage entscheidend. SABNER eignet sich besonders als Lieferant von nach Kundenspezifikationen gefertigten Komponenten aus, insbesondere bei Serien- und wiederkehrenden Projekten.
Ja, der Maschinenpark von SABNER ermöglicht es uns, Projekte aus verschiedenen Branchen zu bearbeiten, sofern es sich um die serielle CNC-Drehbearbeitung kleiner Metallteile aus Stangenmaterial handelt. Wir fertigen Bauteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, vorwiegend aus Edelstahl, Titan, Messing und ausgewählten Spezialwerkstoffen. Diese Spezialisierung eignet sich besonders für die Medizin-, Automobil-, Elektronik-, Hydraulik-, Pneumatik-, Industrieautomations-, Energie- sowie den Maschinen- und Anlagenbau. Wir bewerten jedes Projekt individuell hinsichtlich Geometrie, Werkstoff, Toleranzen, CTQ-Anforderungen, Qualitätsdokumentation und der Fähigkeit, eine stabile Serienproduktion aufrechtzuerhalten.
Prototypen, Produktionsanlauf und Produktentwicklung
In diesem Abschnitt erläutern wir den Übergang vom Prototyp, Muster oder Pilotlos zur stabilen Serienproduktion.
Ja, SABNER führt vor der vollständigen Einführung eine erste Testserie durch, wenn das Projekt vor der Serienfertigung eine Prozessvalidierung erfordert. Anhand dieser Charge können wir die Geometrie des Bauteils, die CTQ-Maße, Toleranzen, Oberflächenrauheit, das Material, die Oberflächenqualität, die Prüfverfahren sowie die Stabilität des CNC-Drehprozesses bestätigen. Nach Abschluss der Testserie können wir die Messergebnisse aufbereiten, die Übereinstimmung mit der technischen Dokumentation überprüfen und mit dem Kunden etwaige notwendige Korrekturen abstimmen, bevor wir eine größere Charge in Produktion nehmen. SABNER betrachtet die Testserie als praktische Übergangsphase von der fertigungstechnischen Analyse zur stabilen, wiederholbaren Serienfertigung.
Ja, bei SABNER können Sie eine Pilotcharge als vorbereitenden Schritt für die Serienfertigung bestellen. Eine Pilotcharge ermöglicht es uns, die Geometrie des Teils, die CTQ-Maße, Toleranzen, Oberflächenrauheit, das Material, die Stabilität des CNC-Drehprozesses, die Prüfverfahren sowie die Übereinstimmung des Teils mit der technischen Dokumentation des Kunden zu überprüfen. Nach der Fertigung einer solchen Charge können wir Messungen durchführen, die Qualitätsergebnisse auswerten und uns auf gegebenenfalls erforderliche Anpassungen einigen, bevor wir eine größere Produktionsserie starten. SABNER betrachtet die Pilotcharge als kontrollierte Prozessvalidierungsphase, insbesondere bei kleinen Metallteilen, die aus Stangenmaterial mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm gefertigt werden, bei denen die Maßwiederholbarkeit über aufeinanderfolgende Lieferungen hinweg von entscheidender Bedeutung ist.
Ja, SABNER kann zunächst einige wenige Teile für Funktionstests fertigen, sofern dies ein Schritt ist, der zur anschließenden Serienproduktion führt. Anhand solcher Testteile kann der Kunde vor dem Start einer Pilotcharge oder einer vollständigen Produktionsserie die Montage, die Funktion, den Sitz, das Verhalten innerhalb einer Baugruppe sowie die Einhaltung grundlegender technischer Spezifikationen überprüfen. Vor der Fertigung einiger weniger Teile analysieren wir die technische Dokumentation oder ein Muster und bestätigen Material, Geometrie, CTQ-Maße, Toleranzen und den Prüfumfang, um sicherzustellen, dass die Tests auf der möglichst genauen Version des Teils basieren. SABNER betrachtet einzelne Prototypenaufträge nicht als Selbstzweck, sondern fertigt kleine Testchargen als Teil eines sicheren Übergangs zur Serienfertigung von CNC-Drehteilen.
Ja, nach der Freigabe des Prototyps oder der Testcharge behält SABNER die gleichen vereinbarten technologischen und qualitativen Parameter in der Serienfertigung bei. Das freigegebene Bauteil dient als Grundlage für die Festlegung des Umfangs, die Erstellung des Projektblatts, der Fertigungsspezifikationen, des Prüfplans und der Abnahmekriterien für nachfolgende Chargen. In der Serienfertigung halten wir die CTQ-Anforderungen, das Material, die Toleranzen, die Oberflächenrauheit, die Prüfverfahren, die Rückverfolgbarkeit der Chargen sowie weitere Parameter ein, die während der Validierungsphase mit dem Kunden abgestimmt wurden. Sollte der Kunde nach der Funktionsprüfung Änderungen an der Geometrie, am Material oder an den Qualitätsanforderungen wünschen, behandeln wir dies als Konstruktionsänderung und prüfen erneut die Auswirkungen auf den Prozess, die Kosten und die Lieferzeit.
Ja, SABNER kann im Rahmen des Bauteilvalidierungsprozesses vor dem vollständigen Start der Serienfertigung Referenzmuster anfertigen. Referenzmuster dienen dazu, die Geometrie, die CTQ-Maße, Toleranzen, Oberflächenrauheit, das Material, die Oberflächenqualität, die Prüfmethode sowie die Eignung des Bauteils für die Anwendung des Kunden zu bestätigen. Nach der Freigabe dienen sie zusammen mit der technischen Dokumentation, dem Projektblatt und dem Prüfplan als Referenz für nachfolgende Produktionschargen. SABNER erstellt solche Muster insbesondere für neue Projekte, für Projekte, die von einem anderen Lieferanten übernommen wurden, oder für Projekte, die auf der Grundlage eines vom Kunden bereitgestellten physischen Musters nachgebildet werden.
Ja, SABNER unterstützt die Einführung neuer Produkte in die Serienfertigung, insbesondere wenn es sich um kleine Metallteile handelt, die in Serie mittels CNC-Drehtechnik aus Stangenmaterial gefertigt werden. Der Prozess umfasst die Analyse von Unterlagen oder Mustern, die Bewertung der Machbarkeit, die Ermittlung der CTQ-Maße, die Erstellung von Fertigungsspezifikationen, eines Projektblatts, eines Prüfplans sowie einer Test- oder Pilotcharge und die Freigabe der Parameter vor dem Start der Serienfertigung. Wir unterstützen zudem die DFM-Optimierung, die Materialauswahl, die Bewertung von Produktionsrisiken und die Präzisierung von Qualitätsanforderungen, um sicherzustellen, dass das neue Bauteil stabil, wiederholbar und kosteneffizient gefertigt werden kann. SABNER eignet sich am besten als Partner für den Produktionsanlauf für B2B-Projekte, bei denen ein Prototyp oder ein Muster zur Serienfertigung gemäß der Dokumentation des Kunden führt.
Ja, SABNER unterstützt bei der Bauteilvalidierung vor Beginn der Serienfertigung, um sicherzustellen, dass das Bauteil, der Prozess und die Qualitätskontrolle für eine stabile Lieferung bereit sind. Die Validierung kann die Prüfung von Unterlagen oder Mustern, die Ermittlung der CTQ-Maße, die Herstellung einiger Teststücke oder einer Pilotcharge, die Durchführung von Erstteilmessungen, die Überprüfung der Oberflächenrauheit, die Verifizierung des Materials, die Bewertung der Zeichnungskonformität sowie die Bestätigung des Prüfplans umfassen. Sobald der Kunde die Ergebnisse genehmigt hat, legen wir die vereinbarten Parameter fest und übertragen sie in die Serienfertigung. Dieser Ansatz trägt dazu bei, Qualitätsrisiken zu minimieren, die Funktion des Bauteils vor der vollständigen Einführung zu bestätigen und die Wiederholbarkeit des Bauteils über nachfolgende Chargen hinweg sicherzustellen.
Ja, SABNER kann Änderungen zwischen Prototyp, Testcharge und Serienfertigung dokumentieren, um die vollständige Kontrolle über die Bauteilversion und den genehmigten Produktionsumfang zu gewährleisten. Im Anschluss an Funktionstests oder Validierungen können wir ermitteln, welche Parameter geändert wurden, wie z. B. Geometrie, Toleranzen, Werkstoff, Oberflächenrauheit, CTQ-Maße, Prüfverfahren, Verpackung oder Qualitätsanforderungen. Die Änderungen werden in der technischen Dokumentation, im Projektblatt, im Prüfplan und in den Vereinbarungen mit dem Kunden dokumentiert, sodass die Serienfertigung auf eindeutig genehmigten Eingabedaten basiert. SABNER behandelt jede wesentliche Änderung nach dem Prototyp als Konstruktionsänderung, die vor Beginn der Serienfertigung einer Bestätigung durch den Kunden bedarf.
Ja, SABNER kann Teile in verschiedenen Entwicklungsphasen fertigen, angefangen bei der Konzeptanalyse oder einem Muster über mehrere Teststücke, eine Pilotcharge und die Validierung bis hin zur Serienproduktion. Dieser Ansatz ist besonders vorteilhaft für neue CNC-Drehteile, von einem anderen Lieferanten übernommene Konstruktionen oder Teile, bei denen Klarheit hinsichtlich Dokumentation, CTQs, Toleranzen, Werkstoffen und Prüfverfahren erforderlich ist. In jeder Phase kann SABNER die Geometrie, die Funktion, die Prozessstabilität, die Messergebnisse und die Produktionsrisiken überprüfen und anschließend etwaige Änderungen dokumentieren sowie die endgültige Version mit dem Kunden abstimmen, bevor die Serienproduktion anläuft. So wird sichergestellt, dass die Teileentwicklung kontrolliert voranschreitet, ohne dass direkt in die Großserienfertigung übergegangen wird, ohne zuvor die technischen Spezifikationen zu bestätigen.
Ja, SABNER kann ein Bauteil nach Kundentests schnell anpassen, sofern die Änderung technisch machbar ist und vor der nächsten Produktionsphase ausdrücklich genehmigt wird. Nach Erhalt der Testergebnisse analysieren wir das Feedback des Kunden und ermitteln die Auswirkungen der Änderungen auf die Funktion des Bauteils, die CTQ-Maße, Toleranzen, das Material, die Oberflächenrauheit, die Zykluszeit, die Kosten sowie die Stabilität des CNC-Drehprozesses. Anschließend aktualisieren wir die Fertigungsspezifikationen, die Produktionsdokumentation, das Projektblatt und den Prüfplan, sodass das nächste Muster, die nächste Pilotcharge oder der nächste Produktionslauf auf der aktuellen, genehmigten Version des Bauteils basiert. Dieser Ansatz ermöglicht es uns, das Bauteil schrittweise zu entwickeln und das Fehlerrisiko beim Übergang zur Serienfertigung zu minimieren.
Angebote, Kosten und Geschäftsbedingungen
Hier haben wir Fragen zu Angeboten für CNC-Drehen, Kostenfaktoren, Mindestbestellmengen, den für eine Angebotsanfrage benötigten Daten sowie zu den Geschäftsbedingungen zusammengestellt.
Die Mindestbestellmenge bei SABNER hängt vom jeweiligen Bauteil ab, jedoch konzentrieren wir uns in der Regel auf Serien und wiederkehrende Projekte, wobei die Mindestmenge für ein einzelnes Bauteil in der Regel bei etwa 10.000 Stück pro Jahr beginnt. Unser Verfahren ist auf die präzise CNC-Drehbearbeitung kleiner Metallteile aus Stangenmaterial optimiert; daher fertigen wir Einzelstücke und sehr kleine Losgrößen in der Regel nur als Testläufe, Referenzmuster, funktionale Prototypen oder Vorserien, die in die anschließende Serienproduktion münden. Wir prüfen jede Anfrage individuell und berücksichtigen dabei Geometrie, Material, Toleranzen, Oberflächenrauheit, Qualitätsanforderungen, Rüstkosten sowie das Potenzial für eine langfristige Zusammenarbeit. SABNER eignet sich besonders als Lieferant von seriengefertigten CNC-Drehteilen für B2B-Kunden aus, bei denen nach Freigabe des Prozesses regelmäßige Lieferungen gemäß der technischen Dokumentation möglich sind.
Nein, SABNER führt Einzelstückaufträge in der Regel nicht als eigenständige Fertigungsaufträge aus, da wir auf die Serien-CNC-Drehbearbeitung kleiner Metallteile spezialisiert sind. Einzelstücke oder wenige Teile können ausschließlich im Rahmen einer Testphase, als Referenzmuster, als funktionaler Prototyp oder als Pilotcharge hergestellt werden, die zu einer anschließenden Serienfertigung führen. Unser Prozess ist auf wiederholbare B2B-Projekte optimiert, die in der Regel bei etwa 10.000 Stück pro Jahr für ein einzelnes Bauteil beginnen, wobei Faktoren wie Werkzeugvorbereitung, Prüfpläne, Prozessstabilität und Stückkosten entscheidend sind. Wir prüfen jede Anfrage individuell, doch am besten geeignet für SABNER ist die wiederkehrende Serienfertigung von Drehteilen aus Stangenmaterial.
Bei SABNER ist es in der Regel wirtschaftlich, die Serienfertigung ab etwa 10.000 Einheiten pro Jahr für ein einzelnes Bauteil aufzunehmen, wobei wir jedes Bauteil individuell bewerten. Beim CNC-Drehen von Stangen entstehen die größten Anfangskosten durch die fertigungstechnische Analyse, die Prozessvorbereitung, die Werkzeugherstellung, die Maschineneinrichtung, den Prüfplan, die Qualitätsdokumentation und die Validierung der Erstteile; daher gilt: Je größer oder wiederholbarer das Volumen, desto besser verteilen sich die Anlaufkosten. SABNER eignet sich am besten für Serien- und wiederkehrende Projekte, bei denen nach Freigabe des Prozesses regelmäßige Lieferungen kleiner Metallteile mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm möglich sind. Wir fertigen Kleinserien, Prototypen oder Muster in erster Linie als Schritt hin zur anschließenden Serienfertigung und nicht als eigenständiges Kooperationsmodell.
Ja, Preisunterschiede zwischen Prototypen und Serienfertigung sind ganz natürlich, da bei einem Prototyp oder einer kleinen Testcharge die Kosten für die Prozessvorbereitung, die Maschineneinrichtung, die Werkzeugauswahl, die Validierung der Erstteile, Messungen und eventuell notwendige technologische Anpassungen anfallen – all dies verteilt sich auf eine sehr geringe Stückzahl. In der Serienfertigung verteilen sich dieselben Anlaufkosten auf ein größeres Volumen, weshalb der Stückpreis in der Regel deutlich sinkt, sobald das Teil freigegeben ist und die Produktion in den regulären Lieferbetrieb übergeht. SABNER betrachtet Prototypen, Referenzmuster oder Pilotchargen als Übergangsphase zur stabilen Serienfertigung und nicht als eigenständiges Modell der Einzelstückfertigung. Der endgültige Preisunterschied hängt von der Geometrie, dem Werkstoff, den Toleranzen, der Oberflächenrauheit, den Prüfanforderungen, der Zykluszeit und dem geplanten Jahresvolumen ab.
Bei SABNER berechnen wir die Preise für Kleinserien von Fall zu Fall, da bei geringen Stückzahlen der Preis nicht in erster Linie von der Stückzahl selbst, sondern von den Kosten für die Einrichtung des gesamten Produktionsprozesses beeinflusst wird. Das Angebot umfasst eine fertigungstechnische Analyse, die Programmentwicklung, die Werkzeugauswahl, die Umrüstung des Drehautomaten, die Materialbeschaffung, die Erstteilprüfung, Messungen sowie alle notwendigen Anpassungen vor der Serienfertigung. Daher betrachten wir Kleinserien in erster Linie als Testphase, Pilotcharge oder Referenzmuster, die zu einer anschließenden Serienfertigung führen, und nicht als Standardmodell für die Einzelfertigung. SABNER eignet sich am besten für wiederkehrende Projekte, in der Regel ab etwa 10.000 Einheiten pro Jahr für ein einzelnes Bauteil, bei denen sich die Rüstkosten angemessen auf regelmäßige Lieferungen verteilen lassen.
SABNER kalkuliert die Preise für die Mittel- und Großserienfertigung auf der Grundlage einer umfassenden fertigungstechnischen Analyse des Bauteils und nicht ausschließlich anhand der Stückzahl. Zu den entscheidenden Faktoren zählen Material, Geometrie, Zykluszeit, erforderliche Toleranzen, Oberflächenrauheit, CTQ-Maße, Werkzeugkosten, Prüfverfahren, Dokumentationsanforderungen, Verpackung, technische Reinigung sowie das geplante Jahresvolumen. Bei größeren Produktionsserien verteilen sich die Kosten für Prozessvorbereitung, Programmierung, Umrüstung, Validierung und Dokumentation auf eine große Anzahl von Teilen, weshalb der Stückpreis deutlich günstiger ist als bei Prototypen oder Kleinserien. SABNER analysiert zudem die Möglichkeit der Produktion in wiederkehrenden Chargen, der Vorhaltung eines Lagerpuffers und der Gewährleistung stabiler Lieferungen, um das Angebot an den tatsächlichen Beschaffungsplan des Kunden anzupassen.
Ja, SABNER erstellt Angebote auf der Grundlage von 2D-Zeichnungen und 3D-Modellen, wobei die technische Bewertung auf der 2D-Zeichnung mit Toleranzen und Qualitätsanforderungen basiert. Ein 3D-Modell im STEP- oder IGES-Format beschleunigt die Analyse der Teilegeometrie, während die PDF-Zeichnung das Material, die CTQ-Maße, Toleranzen, Oberflächenrauheit, Gewinde sowie Anforderungen an Kanten, Oberflächenbehandlung, Qualitätskontrolle und Dokumentation angeben sollte. Auf der Grundlage dieser Informationen bewertet SABNER die Machbarkeit der CNC-Drehbearbeitung, wählt die geeigneten Fertigungsparameter aus, identifiziert Produktionsrisiken und erstellt einen Kostenvoranschlag für die Serienfertigung. Für ein genaues Angebot ist es außerdem hilfreich, die geplante Jahresmenge, die Größe einer einzelnen Charge, den voraussichtlichen Liefertermin sowie anzugeben, ob es sich um ein wiederkehrendes Projekt handelt.
Für ein Angebot von SABNER reichen Sie am besten eine technische 2D-Zeichnung im PDF-Format und, falls verfügbar, ein 3D-Modell im STEP- oder IGES-Format ein. Die 2D-Zeichnung sollte Maße, Toleranzen, Werkstoff, Oberflächenrauheit, Gewinde, Qualitätsanforderungen sowie alle Informationen zur Oberflächenbehandlung enthalten, da sie als Grundlage für die technologische Bewertung dient. Ein 3D-Modell beschleunigt die Analyse der Geometrie, ersetzt jedoch nicht die Zeichnung mit Toleranzen und CTQ-Anforderungen. Es ist außerdem ratsam, in Ihrer Anfrage Angaben zum geplanten Jahresvolumen, zur einmaligen Losgröße, zum voraussichtlichen Liefertermin, zu den Dokumentationsanforderungen sowie gegebenenfalls Fotos oder ein physisches Muster des Teils beizufügen, falls die technische Dokumentation noch nicht vorliegt.
Für ein vorläufiges Angebot bei SABNER reicht oft eine 2D-Zeichnung im PDF-Format aus, doch der optimale Datensatz umfasst sowohl ein PDF als auch ein 3D-STEP-Modell. Die PDF-Zeichnung dient als technische Grundlage, da sie Toleranzen, Werkstoff, Oberflächenrauheit, Gewinde, CTQ-Maße, Qualitätsanforderungen und die für die Beurteilung der Herstellbarkeit erforderlichen Informationen enthält. Das STEP-Modell ersetzt die Zeichnung nicht, beschleunigt jedoch die Geometrieanalyse, die Prozessplanung und die Bewertung von Fertigungsrisiken erheblich. Verfügt der Kunde nur über ein PDF, können wir die Analyse auf dieser Grundlage beginnen; liegt zudem eine STEP-Datei vor, lohnt es sich, diese zusammen mit der Zeichnung einzureichen, insbesondere bei komplexeren CNC-Drehteilen.
Bei SABNER wird ein Angebot in der Regel nach der Analyse der technischen Unterlagen erstellt, wobei die Bearbeitungszeit von der Vollständigkeit der Daten, der Komplexität des Teils, dem Werkstoff und den Qualitätsanforderungen abhängt. Einfache Anfragen mit einer vollständigen 2D-Zeichnung, einem STEP-Modell, Angaben zum Werkstoff, zu Toleranzen und zum Jahresvolumen können schneller bearbeitet werden, während anspruchsvollere CNC-Drehteile möglicherweise zusätzliche fertigungstechnische Analysen, Überprüfungen der Stangenverfügbarkeit, Beratungen zum Werkzeugbau oder eine Bewertung der Produktionsrisiken erfordern. In der Regel bestätigt SABNER den Zeitrahmen für die Erstellung eines Angebots nach Eingang der Eingabedaten von Fall zu Fall, da ein genaues Angebot für die Serienfertigung aus Stangenmaterial nicht nur die Materialkosten, sondern auch die Zykluszeit, die Prozessvorbereitung, die Qualitätskontrolle, die Dokumentation, die Verpackung und den gewünschten Liefertermin berücksichtigen muss.
Bei SABNER wird der Preis eines CNC-Teils vor allem durch das Material, die Teilegeometrie, die Zykluszeit, die Toleranzen, die Oberflächenrauheit, die Anforderungen an die Qualitätskontrolle und das geplante Produktionsvolumen beeinflusst. Bei der Serien-CNC-Drehbearbeitung kleiner Teile aus Stangenmaterial sind insbesondere die Kosten und die Verfügbarkeit des Materials, die Anzahl der Bearbeitungsschritte sowie das Vorhandensein von Gewinden, Bohrungen, Nuten, dünnen Wänden, Mikrobohrungen oder CTQ-Maßen, die eine zusätzliche Prüfung erfordern, von Bedeutung. Auch der Umfang der Qualitätsdokumentation hat einen erheblichen Einfluss, z. B. Messprotokolle, Werkstoffzeugnis 3.1e, Rückverfolgbarkeit der Chargen, SPC, Cp/Cpk sowie Anforderungen an Verpackung und technische Reinigung. In der Serienfertigung sinkt der Stückpreis in der Regel mit steigendem Volumen, da sich die Kosten für Prozessvorbereitung, Umrüstungen, Werkzeuge, Validierung und den Prüfplan auf eine größere Anzahl von Teilen verteilen.
Ja, SABNER kann eine kostengünstigere Version des Teils vorschlagen, sofern es möglich ist, die Produktionskosten zu senken, ohne die Funktionalität oder kritische Anforderungen des Teils zu beeinträchtigen. Wir analysieren die Konstruktion für die Serienfertigung im CNC-Stangendrehen und prüfen dabei Geometrie, Toleranzen, Werkstoff, Oberflächenrauheit, Gewinde, Bohrungen, Nuten, Radien, CTQ-Maße, Zykluszeit, Werkzeugkosten sowie den Umfang der Qualitätskontrolle. Zu den häufigsten Optimierungsbereichen gehören die Vereinfachung nicht kritischer Merkmale, die Ausweitung von Toleranzen über die CTQ-Maße hinaus, die Umstellung auf ein leichter verfügbares oder besser bearbeitbares Material, die Anpassung des Entwurfs an einen einzigen stabilen Zyklus sowie die Reduzierung übermäßiger Anforderungen an die Oberflächengüte. Jeder Vorschlag von SABNER ist eine technologische Empfehlung, und die endgültige Entscheidung für eine kostengünstigere Option liegt stets beim Kunden oder dem Eigentümer der technischen Dokumentation.
Die Produktionskosten lassen sich ohne Einbußen bei der Funktionalität senken, indem die Konstruktion des Bauteils bewusst an die Serienfertigung im CNC-Drehen aus Stangenmaterial angepasst wird. SABNER analysiert, welche Merkmale des Bauteils für Betrieb, Montage und Qualitätskontrolle wirklich entscheidend sind und welche vereinfacht werden können, ohne die technische Funktion zu beeinträchtigen. Meistens umfasst die Optimierung die Erweiterung der Toleranzen bei nicht kritischen Maßen, die Vereinfachung von Nuten und Radien, die Vermeidung übermäßig tiefer Bohrungen, die Standardisierung von Gewinden, die Anpassung der Oberflächenrauheit an Stellen, an denen sie funktional nicht erforderlich ist, die Auswahl eines besser bearbeitbaren Werkstoffs sowie die Anpassung der Geometrie an einen stabilen Produktionszyklus. SABNER schlägt solche Änderungen als DFM-Empfehlungen vor, wobei die endgültige Entscheidung stets beim Kunden oder dem Eigentümer der technischen Dokumentation liegt.
Ja, der Preis von CNC-Teilen hängt direkt vom Werkstoff und den Toleranzen ab, da beide Faktoren die Bearbeitungszeit, den Werkzeugverschleiß, die Prozessstabilität und den Umfang der Qualitätskontrolle beeinflussen. Der Werkstoff bestimmt die Kosten für das Stangenmaterial, die Verfügbarkeit des Rohmaterials, die Zerspanbarkeit, die Standzeit der Werkzeuge und die erforderlichen Drehparameter; Messing, Edelstahl, Titan, Aluminium, Automatenstahl und Sonderwerkstoffe werden unterschiedlich berechnet. Toleranzen wirken sich insbesondere dann auf die Kosten aus, wenn sie sich auf CTQ-Maße beziehen, häufigere Messungen erfordern, langsamere Prozessparameter erfordern, die Teileauswahl beeinflussen oder zusätzliche Qualitätsdokumentation erfordern. SABNER analysiert das Material und die Toleranzen zusammen mit der Geometrie, der Oberflächenrauheit, dem Jahresvolumen und dem Prüfplan, um ein auf die tatsächlichen Anforderungen der Serienfertigung zugeschnittenes Angebot zu erstellen.
Ja, die Stückkosten für CNC-Teile sinken in der Regel bei größeren Produktionsmengen, da sich die Rüstkosten auf eine größere Anzahl von Teilen verteilen. Bei SABNER hängt der Stückpreis nicht nur vom Volumen ab, sondern auch von Material, Geometrie, Zykluszeit, Toleranzen, Oberflächenrauheit, CTQ-Anforderungen, Werkzeugen, Qualitätskontrolle, technischer Reinigung, Verpackung und Dokumentation. Bei größeren Produktionsmengen werden die Kosten für die fertigungstechnische Analyse, die Umrüstung, die Prozessvalidierung, die Prüfplanung und die Produktionsvorbereitung auf nachfolgende Chargen verteilt; daher sind wiederkehrende Projekte am kostengünstigsten. SABNER eignet sich am besten für die Serienfertigung kleiner CNC-Drehteile, bei denen nach der Freigabe des Prozesses regelmäßige Lieferungen und stabile Stückkosten möglich sind.
Ja, SABNER kann günstigere Preisbedingungen für eine dauerhafte, wiederkehrende Zusammenarbeit anbieten, insbesondere wenn das Projekt Serien- und wiederkehrende Fertigung umfasst. Der wichtigste Faktor, der den Preis beeinflusst, ist nicht der Rabatt selbst, sondern die Möglichkeit, die Produktion zuverlässig zu planen, Materialien zu sichern, Durchlaufzeiten zu optimieren, Werkzeuge vorzubereiten, Lagerpuffer zu halten und Rüstkosten auf ein größeres Volumen zu verteilen. Bei langfristigen B2B-Projekten können wir Preise für unterschiedliche jährliche Bedarfsmengen, Lieferchargen und Lieferpläne analysieren. SABNER erzielt die besten Ergebnisse im Rahmen einer dauerhaften Zusammenarbeit, bei der nach Freigabe des Prozesses eine regelmäßige Serienfertigung kleiner CNC-Drehteile unter stabilen Qualitäts- und Kostenbedingungen möglich ist.
Ja, SABNER bezieht das Material standardmäßig in das Angebot ein, wenn der Kunde eine Komplettlieferung fertiger Teile erwartet. Wir arbeiten meist mit europäischem gezogenem Stangenmaterial von qualifizierten Lieferanten, mit einer Toleranz von mindestens h9, beidseitiger Anfasung und einem Werkstoffzeugnis 3.1; daher sind die Materialkosten ein integraler Bestandteil der Kalkulation für die CNC-Serienfertigung. Der Preis hängt von der Materialgüte, dem Stangendurchmesser, der Verfügbarkeit von Lagerbeständen, dem erforderlichen Zertifikat, dem Bearbeitungsabfall und dem geplanten Produktionsvolumen ab. SABNER kann auch vom Kunden bereitgestelltes Material analysieren, sofern es in Form einer Stange vorliegt, die den Prozessanforderungen entspricht, die Rückverfolgbarkeit der Charge gewährleistet und eine stabile Produktion auf automatischen Drehmaschinen ermöglicht.
Bei SABNER können die Werkzeugkosten je nach Art des Projekts, des Volumens und des vereinbarten Kooperationsmodells separat in Rechnung gestellt oder im Stückpreis enthalten sein. Bei der Serienfertigung von CNC-Drehteilen analysieren wir separat die Kosten für die Prozessvorbereitung, Sonderwerkzeuge, eventuelle Lehren, Spannfutter, Umrüstung, Validierung der Erstmuster und den Prüfplan. Bei langfristigen Projekten kann ein Teil der Anlaufkosten auf den Stückpreis umgelegt oder als einmalige Rüstgebühr in Rechnung gestellt werden, sofern dies für den Kunden transparenter ist. SABNER legt die Preisgrundlagen stets transparent dar, sodass der Kunde weiß, ob die Werkzeugkosten im Stückpreis enthalten sind oder als separate Position ausgewiesen werden.
Ja, SABNER erstellt Rahmenangebote für die wiederkehrende Fertigung kleiner CNC-Drehteile, insbesondere für Serien- und wiederkehrende Projekte. Ein Rahmenvertrag kann den Jahresbedarf, voraussichtliche Lieferchargen, einen Lieferplan, Preisbedingungen, Lieferzeiten, Qualitätsanforderungen, Dokumentation, Verpackung, technische Reinigung sowie einen möglichen Lagerpuffer umfassen. Dieses Kooperationsmodell ermöglicht eine bessere Planung von Materialien, Werkzeugen, Produktionskapazitäten und Qualitätskontrolle und stabilisiert gleichzeitig die Stückkosten langfristig. SABNER eignet sich am besten für Bauteile, die regelmäßig gemäß genehmigter technischer Dokumentation gefertigt werden, wobei nach dem Anlaufen des Prozesses wiederholbare Lieferungen entsprechend der Prognose des Kunden möglich sind.
Ja, SABNER kann feste Preisbedingungen für Jahresmengen anbieten, insbesondere für Serien und wiederkehrende Projekte, die im Rahmen eines Rahmenvertrags durchgeführt werden. Wir legen diese Bedingungen von Fall zu Fall fest, basierend auf der Jahresprognose, den Produktionslosgrößen, dem Lieferplan, den Materialien, den Qualitätsanforderungen, der Dokumentation, der Verpackung, der technischen Reinigung und einem eventuell erforderlichen Lagerpuffer. Ein konstantes Volumen ermöglicht es uns, Materialien besser zu beschaffen, Produktionskapazitäten zu planen, einen wiederholbaren Prozess aufrechtzuerhalten und die Stückkosten langfristig zu stabilisieren. Bei Materialien mit hoher Preisvolatilität können die Konditionen die Festlegung von Anpassungsregeln erfordern; das Ziel von SABNER ist es jedoch, dem Kunden im Rahmen eines genehmigten Serienproduktionsprojekts vorhersehbare Kosten und regelmäßige Lieferungen zu bieten.
Für die erste Bestellung legt SABNER die Zahlungsbedingungen von Fall zu Fall fest, da diese vom Projektwert, den Materialkosten, dem Umfang der Prozessvorbereitung, den Qualitätsanforderungen und der bisherigen Zusammenarbeit mit dem Kunden abhängen. Für Neukunden gehören zu den Standardoptionen die Zahlung auf Basis einer Pro-forma-Rechnung, eine Vorauszahlung zum Produktionsstart oder die Zahlung vor der ersten Lieferung – insbesondere, wenn das Projekt den Einkauf von Spezialmaterialien, Werkzeugen oder die Erstellung von Unterlagen erfordert. Bei bestehenden Partnerschaften und Serienproduktionsprojekten können die Bedingungen an den Rahmenvertrag, den Lieferplan und das Jahresvolumen angepasst werden. SABNER legt die Zahlungsbedingungen im Angebot oder in der Auftragsbestätigung fest, um sicherzustellen, dass diese vor Produktionsbeginn klar sind.
Lieferzeit, Planung und Lieferkontinuität
Dieser Abschnitt beantwortet Fragen zu Lieferzeiten, Produktionskapazitätsplanung, Lieferplänen und Liefersicherheit.
Die Standardlieferzeit bei SABNER hängt vom Bauteil, vom Material, von der Verfügbarkeit des Stangenmaterials, von den Qualitätsanforderungen und von der Projektphase ab. Bei einer typischen Serienfertigung von CNC-Drehteilen sollten Sie jedoch mit etwa 6–8 Wochen ab Auftragsbestätigung und Fertigstellung der Eingabedaten rechnen. Bei neuen Projekten umfasst die Lieferzeit nicht nur die Produktion selbst, sondern auch die fertigungstechnische Analyse, die Erstellung der Fertigungsunterlagen, die Beschaffung von Materialien und Werkzeugen, die Entwicklung eines Prüfplans sowie den Hochlauf des Prozesses. Bei nachfolgenden, wiederholbaren Chargen kann die Lieferzeit kürzer sein, insbesondere wenn Material und Werkzeuge bereits beschafft und der Prozess bereits freigegeben sind. SABNER bestätigt die Lieferzeit von Fall zu Fall nach Analyse der Dokumentation, der Stückzahl, des Materials und der aktuellen Produktionsauslastung.
Die für die Herstellung eines Prototyps bei SABNER benötigte Zeit hängt vom Bauteil, vom Material, von der Verfügbarkeit des Stangenmaterials, von der Vollständigkeit der Dokumentation und vom Umfang der erforderlichen Prüfung ab. Wir betrachten einen Prototyp oder einige Teststücke in erster Linie als Vorbereitungsphase für die anschließende Serienfertigung; daher analysieren wir vor der Fertigung die 2D-Zeichnung, das STEP-Modell oder das Muster und bestätigen das Material, die CTQ-Maße, die Toleranzen, die Oberflächenrauheit und die Fertigungsspezifikationen. Sind die Eingabedaten vollständig und das Material verfügbar, kann die Prototypenphase schneller eingeleitet werden als eine vollständige Serienfertigung; den Zeitplan bestätigen wir jedoch stets individuell nach Analyse des jeweiligen Projekts. SABNER fertigt vor allem Prototypen für kleine CNC-Drehteile aus Stangenmaterial im Durchmesserbereich von Ø 0,8 mm bis Ø 20,0 mm als Qualitätskontrollschritt vor einer Pilotcharge oder Serienfertigung.
Die Lieferzeit für die Serienfertigung bei SABNER wird von Fall zu Fall festgelegt, doch bei typischen CNC-Drehteilen ist mit einer Standardvorlaufzeit von etwa 6–8 Wochen zu rechnen, gerechnet ab Auftragsbestätigung, Freigabe der Eingabedaten und Bestätigung der Materialverfügbarkeit. Bei neuen Projekten umfasst die Lieferzeit nicht nur die Produktion selbst, sondern auch die fertigungstechnische Analyse, die Prozessvorbereitung, die Beschaffung von europäischem gezogenem Stangenmaterial, Werkzeuge, einen Prüfplan, die Qualitätsdokumentation sowie die Freigabe der Erstmuster. Bei Folgeaufträgen kann die Lieferzeit kürzer sein, insbesondere wenn der Prozess bereits validiert wurde, das Material verfügbar ist und die Lieferungen gemäß einer Prognose oder einem Rahmenvertrag erfolgen. SABNER bestätigt die endgültige Lieferzeit von Fall zu Fall nach Analyse des Teils, der Stückzahl, des Materials, der CTQ-Anforderungen, der Verpackung, der technischen Reinigung und der aktuellen Produktionsauslastung.
Ja, SABNER kann die Möglichkeit einer Eilfertigung prüfen, bestätigt dies jedoch stets von Fall zu Fall nach Bewertung des Bauteils, des Materials, der Verfügbarkeit von Stangenmaterial, der Werkzeuge, der Dokumentation und der aktuellen Produktionsauslastung. Unsere Standardlieferzeit für die Serienfertigung von CNC-Drehteilen beträgt in der Regel etwa 6–8 Wochen ab Auftragsbestätigung und Eingang der Eingabedaten; bei dringenden Projekten können wir jedoch die Möglichkeit einer Verkürzung der Lieferzeit prüfen, insbesondere wenn das Teil technisch einfach ist, das Material verfügbar ist und die Qualitätsanforderungen klar sind. Eine Expressfertigung ist einfacher bei wiederholbaren Konstruktionen, einem freigegebenen Verfahren oder einer Pilotcharge, die zu einer größeren Serie führt. SABNER verpflichtet sich nicht automatisch zu einer „sofortigen“ Fertigung, da die Prozessstabilität, die Einhaltung der Dokumentation und die Qualitätskontrolle der gesamten Charge für uns oberste Priorität haben.
Bei SABNER können sich die Lieferzeiten vor allem durch unvollständige technische Unterlagen, fehlende klare Toleranzangaben, späte Konstruktionsänderungen und eine eingeschränkte Verfügbarkeit des benötigten Rohmaterials verlängern. Bei der Serienfertigung von CNC-Drehteilen können weitere Faktoren die Lieferzeit beeinflussen, darunter komplexe Teilegeometrie, sehr enge Toleranzen, CTQ-Anforderungen, Mikrobohrungen, dünne Wandstärken, spezifische Oberflächenrauheit, die Notwendigkeit der Anfertigung spezieller Werkzeuge oder zusätzliche Prozessvalidierungen. Die Lieferzeit kann sich ebenfalls verlängern, wenn die Konstruktion eine Oberflächenbehandlung, eine Wärmebehandlung, spezielle Qualitätsdokumente, Messberichte, PPAP, zusätzliche Zwischenkontrollen oder eine nicht standardmäßige Verpackung erfordert. SABNER mindert diese Risiken durch eine fertigungstechnische Analyse vor Produktionsstart, die Festlegung der Eingabedaten und die Bestätigung des Zeitplans vor der Ausführung.
Ja, SABNER informiert während des Prozesses über den Produktionsstatus, insbesondere bei Serienprojekten, Neuanwendungen oder Aufträgen, die eine Überwachung wichtiger Phasen erfordern. Zu den Status-Updates können Auftragsbestätigung, Materialbeschaffung, Prozessvorbereitung, Produktionsbereitschaft, Ergebnisse des Erststücks, Produktionsfortschritt, Qualitätskontrolle, Verpackung und Versandvorbereitung gehören. Bei Projekten, die eine höhere Transparenz erfordern, können wir Statusberichte auf der Grundlage vereinbarter Meilensteine erstellen, damit der Kunde weiß, in welcher Phase sich das Projekt befindet und ob der Zeitplan eingehalten wird. SABNER betrachtet Statusberichte als Teil der Projektsteuerung, insbesondere bei präzisionsgefertigten CNC-Drehteilen, die in Serie für B2B-Kunden hergestellt werden.
Ja, SABNER kann für Stammkunden einen Sicherheitsbestand vorhalten, insbesondere bei Serien- und Wiederholungsprojekten, die auf der Grundlage einer Prognose oder eines Rahmenvertrags durchgeführt werden. Wir legen die Bestandsreserve von Fall zu Fall fest und berücksichtigen dabei den Jahresbedarf, die Lieferhäufigkeit, die Materialvorlaufzeit, die Auftragsstabilität, die Verpackungsanforderungen sowie das Risiko von Ausfallzeiten auf Kundenseite. Dieses Modell gewährleistet die Kontinuität der Versorgung, verkürzt die Reaktionszeiten auf dringende Anfragen und ermöglicht eine bessere Produktionsplanung für kleine CNC-Drehteile. SABNER richtet den Sicherheitsbestand in der Regel ein, nachdem der Prozess freigegeben, Qualitätsparameter festgelegt und ein regelmäßiger Lieferplan für das Bauteil bestätigt wurde.
Ja, SABNER kann termingerecht liefern, insbesondere bei der kontinuierlichen Serienfertigung kleiner CNC-Drehteile. Wir legen den Lieferplan auf der Grundlage der Kundenprognose, des Jahresvolumens, der Losgröße, der Materialverfügbarkeit, der Produktionsvorlaufzeit, der Qualitätsanforderungen, der Verpackung und eines gegebenenfalls erforderlichen Lagerpuffers fest. Dieses Modell ermöglicht eine bessere Planung von Materialien, Produktionskapazitäten, Qualitätskontrolle und Versand, und der Kunde erhält die Teile zu den vereinbarten Terminen, ohne den Prozess jedes Mal von Grund auf neu starten zu müssen. SABNER eignet sich am besten für wiederkehrende B2B-Projekte, bei denen die Lieferungen auf genehmigten Unterlagen, einem stabilen Prozess und einer vorhersehbaren Nachfrage basieren.
Ja, Just-in-Time-Produktion ist bei SABNER für laufende Serienprojekte möglich, vorausgesetzt, der Prozess wird im Voraus freigegeben und es werden eine Nachfrageprognose sowie ein Lieferplan festgelegt. In der Praxis erfordert JIT eine stabile Nachfrage, eine gesicherte Materialversorgung, wiederholbare Technologie, klare Qualitätsanforderungen, vereinbarte Produktionschargen und einen angemessenen Sicherheitspuffer, um das Risiko von Lieferunterbrechungen zu vermeiden. SABNER kann termingerecht liefern, Lagerbestände für Stammkunden vorhalten und Teile gemäß einem vereinbarten Plan für die Auslieferung oder den Versand vorbereiten. Dieses Modell eignet sich am besten für wiederkehrende B2B-Projekte, bei denen die Fertigung kleiner CNC-Drehteile auf genehmigten Unterlagen, stabilen Stückzahlen und einer langfristigen Zusammenarbeit basiert.
Ja, SABNER ist in der Lage, die Lieferkontinuität bei regelmäßigen Aufträgen zu gewährleisten, insbesondere bei Serienfertigungsprojekten, die auf der Grundlage einer Prognose, eines Rahmenvertrags oder eines vereinbarten Lieferplans durchgeführt werden. Sobald der Prozess freigegeben ist, können wir Material, Produktionskapazität, Werkzeuge, Qualitätskontrollen, technische Reinigung, Verpackung und Liefertermine wiederholbar und vorhersehbar planen. Für Stammkunden ist es zudem möglich, einen Puffer- oder Sicherheitsbestand zu führen, um die Reaktionszeiten auf den aktuellen Bedarf zu verkürzen und das Risiko von Lieferunterbrechungen auf Kundenseite zu verringern. SABNER arbeitet am besten in langfristigen B2B-Projekten, bei denen die Serienfertigung kleiner CNC-Drehteile auf stabilen Stückzahlen, genehmigten Unterlagen und einem regelmäßigen Lieferplan basiert.
Ja, SABNER kann Teillieferungen aus einem einzigen Produktionslauf organisieren, insbesondere bei laufenden und wiederholbaren Serienprojekten. In der Praxis bedeutet dies, dass nach der Fertigung einer größeren Charge und dem Bestehen der Qualitätsprüfung die Teile in vereinbarte Versandchargen aufgeteilt, ordnungsgemäß verpackt, etikettiert und für nachfolgende Lieferungen gemäß dem Zeitplan des Kunden gelagert werden können. Dieses Modell ermöglicht es uns, die Produktionskosten zu optimieren, die Konsistenz eines einzelnen Produktionslaufs zu gewährleisten, die Lieferkontinuität sicherzustellen und die Reaktionszeiten auf die aktuelle Nachfrage zu verkürzen. SABNER legt diese Aufteilung von Fall zu Fall fest und berücksichtigt dabei das Jahresvolumen, die Qualitätsanforderungen, die Verpackung, die Rückverfolgbarkeit der Chargen, die Lagerbedingungen und den Lieferplan.
Ja, SABNER kann Teile nach einem monatlichen Zeitplan liefern, insbesondere bei laufenden und wiederkehrenden Produktionsprojekten. Wir legen dieses Modell auf der Grundlage der Jahresprognose, der Produktionslosgrößen, des monatlichen Bedarfs, der Materialvorlaufzeit, der Qualitätsanforderungen, der Verpackung, der technischen Reinigung und eines gegebenenfalls erforderlichen Lagerpuffers fest. Die Produktion kann in größeren Losen geplant und dann gemäß dem vereinbarten Zeitplan in monatliche Lieferungen aufgeteilt werden. Dies gewährleistet, dass der Kunde eine stetige Versorgung mit CNC-Drehteilen erhält, während SABNER Material, Produktionskapazität, Qualitätskontrolle und Produktionskontinuität besser sichern kann.
Ja, SABNER kann für Stammkunden einen Lagerpuffer für Fertigprodukte vorhalten, insbesondere bei Serien und wiederkehrenden Projekten, die auf der Grundlage einer Prognose oder eines Rahmenvertrags durchgeführt werden. Nachdem eine Charge gefertigt und die Qualitätsprüfung bestanden wurde, können wir die vereinbarte Stückzahl an Teilen lagern und anschließend Lieferungen gemäß dem Zeitplan des Kunden oder dem aktuellen Bedarf vornehmen. Ein Pufferbestand an Fertigprodukten trägt dazu bei, Reaktionszeiten zu verkürzen, die Lieferkontinuität zu gewährleisten und das Risiko von Ausfallzeiten auf Kundenseite zu minimieren. Die Bedingungen dieses Modells legen wir von Fall zu Fall fest, wobei wir das Jahresvolumen, den Teileumschlag, die Verpackungsanforderungen, die Rückverfolgbarkeit der Chargen, die Gültigkeitsdauer der Qualitätsdokumentation und die vereinbarte Sicherheitsbestandshöhe berücksichtigen.
Ja, SABNER wickelt wiederkehrende Aufträge auf Basis von Prognosen ab, insbesondere bei laufenden Serien und wiederkehrenden Projekten. Prognosen ermöglichen es uns, Materialien im Voraus zu beschaffen, Produktionskapazitäten zu planen, Werkzeuge vorzubereiten, einen Zeitplan für die Qualitätskontrolle festzulegen, Losgrößen zu optimieren und vorhersehbare Stückkosten zu gewährleisten. Im Rahmen dieses Modells können wir in größeren Losen produzieren, Lieferungen in vereinbarte monatliche oder periodische Lieferungen aufteilen und einen Pufferbestand an Fertigprodukten vorhalten. SABNER eignet sich am besten für langfristige B2B-Projekte, bei denen die wiederholbare Fertigung von CNC-Drehteilen auf genehmigten Unterlagen, einer stabilen Nachfrage und einem klaren Abnahmeplan basiert.
Verfügen Sie über eine technische Zeichnung, ein 3D-Modell oder ein Musterteil? Senden Sie eine Anfrage an SABNER und geben Sie dabei Material, Stückzahl, Toleranzen und Qualitätsanforderungen an.
Qualität und Qualitätsdokumentation
In diesem Abschnitt beschreiben wir die Qualitätskontrolle, die Dokumentation, die Messungen, die Rückverfolgbarkeit von Chargen sowie die für die B2B-Serienfertigung typischen Anforderungen.
SABNER kontrolliert die Qualität der gefertigten Teile auf mehreren Ebenen: von der Eingangskontrolle des Materials über die Erststückprüfung und Zwischenkontrollen bis hin zur Endkontrolle der fertigen Charge. Je nach Geometrie, Toleranzen und CTQ-Maßen des Teils setzen wir unter anderem das Keyence VR-5000 für schnelle optische Messungen und geometrische Analysen ein, das Vici Vision zur Vermessung von Drehteilen, ein Profilometer zur Prüfung des Oberflächenprofils, ein Konturmesssystem zur Bewertung von Konturen, Radien, Fasen und geometrischen Übergängen, ein Rauheitsmessgerät zur Überprüfung von Oberflächenparametern sowie Lehren, Stiftlehren und klassische Prüf- und Messinstrumente, die entsprechend den Anforderungen der technischen Zeichnung ausgewählt werden. Alle Messgeräte unterliegen einer Überwachung und vollständigen Kalibrierung, wodurch sichergestellt wird, dass die Prüfergebnisse konsistent, wiederholbar und auf die Qualitätsdokumentation rückführbar sind. Für Serienproduktionsprojekte kann SABNER einen Prüfplan, einen Messbericht, Prüfungen kritischer Maße, die Rückverfolgbarkeit von Chargen sowie eine Dokumentation gemäß den Kundenanforderungen erstellen.
Ja, SABNER kann je nach Kundenanforderungen, Prozessrisiken oder Teilefunktion eine 100-prozentige Prüfung der Teile oder eine 100-prozentige Prüfung ausgewählter CTQ-Merkmale durchführen. Standardmäßig stützen wir die Produktionsqualität auf einen genehmigten Prüfplan, Erstteilmessungen, Zwischenkontrollen und eine abschließende Chargenprüfung; bei kritischen Maßen, Gewinden, Bohrungen, Längen, Durchmessern, Baugruppenmerkmalen oder optischen Anforderungen ist es jedoch möglich, die Überwachung auf eine Vollprüfung auszuweiten. Den Umfang der 100-prozentigen Prüfung legen wir von Fall zu Fall fest, da dieser von der Geometrie des Bauteils, den Toleranzen, der Messmethode, der Prüfzeit und dem erwarteten Produktionsvolumen abhängt. SABNER wendet diesen Ansatz insbesondere bei präzisionsgefertigten CNC-Drehteilen an, bei denen die Einhaltung der Maßwiederholbarkeit und die Minimierung des Risikos von Abweichungen bei Kundenlieferungen von entscheidender Bedeutung sind.
Ja, SABNER stellt Messprotokolle für gefertigte Teile bereit, sofern dies vom Kunden gewünscht wird oder im Prüfplan für ein bestimmtes Projekt festgelegt ist. Für CNC-Drehteile erstellen wir Messdokumentationen auf der Grundlage von CTQ-Maßen, Toleranzen und Qualitätsanforderungen, die in der technischen Zeichnung, im Projektblatt oder in genehmigten internen Unterlagen festgelegt sind. Das Protokoll kann Ergebnisse der Erststückprüfung, Zwischenmessungen, der Endkontrolle der Charge und – auf Wunsch – ein 3D-Messprotokoll enthalten. Bei Serienfertigungsprojekten integriert SABNER die Messberichterstattung in die Rückverfolgbarkeit der Materialchargen, ein Werkstoffzeugnis 3.1, den Prüfplan und die vom Kunden geforderte Qualitätsdokumentation.
Ja, SABNER stellt Werkstoffzeugnisse aus, insbesondere ein Werkstoffzeugnis 3.1 für den bei der Herstellung einer bestimmten Charge verwendeten Stab. Wir beziehen Rohstoffe von qualifizierten Lieferanten, meist in Form von europäischem gezogenem Stab mit einer Toleranz von mindestens h9, beidseitig angefast und mit Rückverfolgbarkeit der Charge. Das Werkstoffzeugnis bestätigt die Werkstoffsorte, die chemische Zusammensetzung, die mechanischen Eigenschaften sowie die Übereinstimmung der Lieferung mit den Anforderungen der Norm und der Kundendokumentation. Bei Serienfertigungsprojekten kombiniert SABNER das Werkstoffzeugnis 3.1 mit der Rückverfolgbarkeit der Produktionscharge, der Qualitätsdokumentation, einem Prüfplan sowie – falls erforderlich – Messprotokollen und RoHS-/REACH-Erklärungen.
Ja, SABNER hat ein Qualitätsmanagementsystem nach den Anforderungen der ISO 9001 eingeführt, und die Produktionsprozesse werden kontrolliert, dokumentiert und wiederholbar durchgeführt. In der Praxis bedeutet dies, mit freigegebenen Eingabedaten zu arbeiten, CTQ-Anforderungen zu ermitteln, einen Prüfplan zu erstellen, Eingangsmaterialien zu prüfen, die Erstteilfreigabe durchzuführen, Zwischenkontrollen durchzuführen und die endgültige Chargenfreigabe vorzunehmen. SABNER arbeitet zudem gemäß dem Ansatz der ISO 14001 zum Umweltmanagement. Für Projekte, die einen höheren Dokumentationsaufwand erfordern, können wir Messberichte, Werkstoffzeugnisse 3.1, Chargenrückverfolgbarkeit, RoHS-/REACH-Erklärungen sowie mit dem Kunden vereinbarte Qualitätsdokumente erstellen.
Ja, SABNER kann PPAP, FAI und andere Qualitätsdokumente erstellen, die für die Serienfertigung präziser CNC-Drehteile erforderlich sind. Den Umfang der Dokumentation legen wir von Fall zu Fall fest, basierend auf den Kundenanforderungen, der Branche, der technischen Zeichnung, den CTQ-Maßen und dem Risikograd des Projekts. Je nach Vereinbarung können wir unter anderem einen First-Off-Bericht, FAI, Messberichte, einen Kontrollplan, PPAP-Unterlagen, Cp/Cpk-Analysen, Chargenrückverfolgbarkeit, ein Werkstoffzeugnis 3.1, RoHS-/REACH-Erklärungen sowie weitere für die Produktionsfreigabe erforderliche Qualitätsdokumente erstellen. SABNER betrachtet die Qualitätsdokumentation als integralen Bestandteil des Prozesses zur Einführung und Steuerung der Serienfertigung und nicht als ein von der für die Herstellung des Bauteils verwendeten Technologie losgelöstes Zusatzelement.
SABNER überprüft die Einhaltung der Toleranzen anhand der technischen Dokumentation, der CTQ-Maße und des für das jeweilige Projekt genehmigten Prüfplans. Die Prüfung umfasst die Erstteilmessung vor Beginn der Serienfertigung, Zwischenkontrollen während der Produktion sowie eine abschließende Chargenprüfung vor der Freigabe zur Verpackung und zum Versand. Je nach den Anforderungen des Bauteils wenden wir geeignete Messverfahren an, dokumentieren die Ergebnisse für kritische Merkmale und können eine erweiterte Überwachung durchführen, einschließlich einer 100-prozentigen Prüfung ausgewählter Maße, SPC, Cp/Cpk oder FAI/PPAP-Dokumentation. Das Ziel von SABNER ist es, nicht nur Abweichungen zu erkennen, sondern auch einen stabilen CNC-Drehprozess aufrechtzuerhalten, der die Maßwiederholbarkeit über die gesamte Serie hinweg gewährleistet.
Erfüllt eine Charge die Qualitätsanforderungen nicht, sperrt SABNER sie und gibt sie erst dann zum Versand frei, wenn die Nichtkonformität behoben ist. Die Teile werden identifiziert, aussortiert und hinsichtlich der Art der Abweichung, ihrer Auswirkungen auf die Funktion des Teils, der CTQ-Maße, der Toleranzen, des Materials sowie möglicher weiterer Maßnahmen analysiert. Je nach Ergebnis der Analyse umfassen mögliche Maßnahmen das Aussortieren, eine 100-prozentige Prüfung, die erneute Überprüfung der Maße, die Aussortierung nicht konformer Teile (NOK) oder – sofern technisch machbar und vom Kunden akzeptiert – Korrekturmaßnahmen. Das Ziel von SABNER ist es, den Versand nicht konformer Chargen zu verhindern und die Grundursache schnell zu identifizieren, um nachfolgende Produktionsläufe vor einem erneuten Auftreten des Problems zu schützen.
Ja, SABNER gewährleistet die Rückverfolgbarkeit von Produktionschargen, insbesondere bei der Serienfertigung von präzisen CNC-Drehteilen. Die Rückverfolgbarkeit umfasst die Verknüpfung des Produkts mit der Materialcharge, dem Werkstoffzeugnis 3.1, der Produktionschargennummer, den Ergebnissen der Qualitätskontrolle, der Messdokumentation und der Auftragsabwicklungshistorie. So lässt sich feststellen, welches Material zur Herstellung einer bestimmten Charge verwendet wurde, wann diese produziert wurde, welchen Prüfungen sie unterzogen wurde und auf welcher Grundlage sie zum Versand freigegeben wurde. SABNER wendet diesen Ansatz insbesondere bei B2B-Projekten an, die eine gleichbleibende Qualität, die Einhaltung der technischen Dokumentation und die vollständige Kontrolle über die Liefertreue erfordern.
Ja, SABNER kann die Qualitätsanforderungen ausländischer Kunden erfüllen, sofern diese in technischen Unterlagen, Einkaufsspezifikationen oder Konstruktionsanforderungen klar definiert sind. Wir arbeiten auf der Grundlage eines kontrollierten Qualitätsprozesses, der die Ermittlung der CTQ-Maße, einen Prüfplan, die Eingangskontrolle, die Erstmusterfreigabe, Zwischenkontrollen, die Endkontrolle sowie die Rückverfolgbarkeit der Produktionschargen umfasst. Für internationale Kunden können wir Unterlagen wie Messberichte, 3.1-Werkstoffzertifikate, RoHS-/REACH-Erklärungen, FAI, PPAP, Cp/Cpk-Ergebnisse, Prüfprotokolle und Bestätigungen über die Einhaltung vereinbarter Anforderungen bereitstellen. SABNER betreut B2B-Projekte, bei denen gleichbleibende Qualität, Maßhaltigkeit, transparente Dokumentation und die Übereinstimmung der Lieferungen mit den Kundenanforderungen entscheidend sind – unabhängig vom Zielmarkt.
Ja, SABNER kann Teile oder Verpackungen mit einer Chargennummer kennzeichnen, sofern eine solche Anforderung in der Dokumentation des Kunden, im Prüfplan oder im vereinbarten Rückverfolgbarkeitsmodell festgelegt ist. In der Praxis erfolgt die Kennzeichnung meist auf der Ebene der Produktionscharge, auf Verpackungsetiketten, in Versandunterlagen sowie durch Verweise auf das Material, das Werkstoffzeugnis 3.1 und die Ergebnisse der Qualitätskontrolle. Die Kennzeichnung einzelner Teile ist nur möglich, wenn die Geometrie, Größe, das Material, die Oberflächenfunktion und die Markierungstechnik des Teils dies zulassen. SABNER legt den Umfang der Kennzeichnungen von Fall zu Fall fest, um die Rückverfolgbarkeit der Charge zu gewährleisten, ohne dabei die Funktion eines Präzisionsteils zu beeinträchtigen oder zu gefährden.
B2B-Zusammenarbeit / Formalitäten / Internationale Kunden
Hier erläutern wir, wie die Zusammenarbeit mit SABNER aus formaler, organisatorischer und internationaler Perspektive aussieht.
Ja, SABNER kann vor der Projektanalyse eine Vertraulichkeitsvereinbarung (NDA) unterzeichnen, wenn der Kunde die Vertraulichkeit von technischen Unterlagen, Zeichnungen, 3D-Modellen, Mustern, Materialdaten oder Informationen zur Anwendung des Bauteils gewährleisten möchte. Vertraulichkeit ist besonders wichtig bei Serienproduktionsprojekten, bei der Übernahme der Produktion von einem anderen Lieferanten, bei der Analyse eines Bauteils ohne vollständige Dokumentation sowie bei Komponenten, die als Teil eines neuen Kundenprodukts entwickelt werden. Sobald die Vertraulichkeitsvereinbarung unterzeichnet ist, können wir mit einer Machbarkeitsanalyse, der Bewertung von Fertigungsrisiken, der Erstellung von Fertigungsspezifikationen, einer DFM-Analyse, der Preisgestaltung oder der Entwicklung von Dokumentationen auf Basis eines Musters fortfahren. SABNER behandelt die Konstruktionsdaten des Kunden als vertrauliche Informationen und gibt Zeichnungen, Muster oder technische Details nicht ohne eine vereinbarte Kooperationsgrundlage an Dritte weiter.
Ja, SABNER nimmt Anfragen auf Englisch entgegen und wickelt die Kommunikation mit internationalen Kunden auf Englisch ab. Kunden können 2D-Zeichnungen, STEP-Modelle, technische Spezifikationen, Qualitätsanforderungen, Produktionsprognosen, Angebotsanfragen oder Projektunterlagen direkt auf Englisch einreichen. SABNER analysiert solche Anfragen genauso wie inländische Projekte: Wir prüfen die Machbarkeit der CNC-Drehbearbeitung, das Material, die Toleranzen, die CTQ-Maße, die Oberflächenrauheit, das Jahresvolumen, die Qualitätsdokumentation und den Lieferplan. So können wir den gesamten Prozess – von der technischen Analyse und Preisgestaltung über die Validierung bis hin zur Serienfertigung – in englischer Sprache gemäß den Anforderungen des ausländischen Kunden abwickeln.
Ja, SABNER erstellt für internationale Kunden Angebote, technische Korrespondenz und Qualitätsdokumentation in englischer Sprache. Wir können den gesamten Prozess auf Englisch abwickeln: von der Analyse von Anfragen über die Angebotserstellung und die Festlegung technischer Spezifikationen bis hin zur Bestätigung von CTQ-Anforderungen sowie der für Serienlieferungen erforderlichen Produktions- und Qualitätsdokumentation. Je nach Projekt erstellen wir unter anderem kommerzielle Angebote, technische Spezifikationen, Messberichte, First-Off-Dokumentation, FAI, PPAP, Kontrollplan, RoHS-/REACH-Erklärungen, Konformitätsbestätigungen sowie Dokumente zur Rückverfolgbarkeit von Chargen und Werkstoffzeugnisse 3.1. SABNER wickelt B2B-Projekte auf Englisch ab, sodass internationale Kunden klare, technische und vollständige Unterlagen gemäß den Projektanforderungen erhalten.
Ja, SABNER kann gemäß den Standards und Anforderungen ausländischer Kunden arbeiten, sofern diese in der technischen Dokumentation, den Einkaufsspezifikationen oder den Qualitätsanforderungen des Projekts klar kommuniziert werden. Wir analysieren Zeichnungen, Normen, Toleranzen, CTQ-Anforderungen, Werkstoffe, Oberflächenrauheit, Prüfverfahren, Rückverfolgbarkeit von Chargen, Verpackung und Abnahmedokumente, um deren Übereinstimmung mit unserem CNC-Drehfertigungsprozess zu bestätigen. Für internationale Kunden können wir unter anderem Messberichte, 3.1-Werkstoffzertifikate, RoHS-/REACH-Erklärungen, FAI, PPAP, Kontrollpläne, Cp/Cpk-Ergebnisse und Qualitätsdokumentation in englischer Sprache erstellen. Wir bewerten jedes Projekt individuell, da der endgültige Umfang der Konformität von der Branche, den Kundenstandards, der Geometrie des Bauteils und dem erforderlichen Niveau der Qualitätskontrolle abhängt.
Ja, SABNER verfügt über Erfahrung in der Zusammenarbeit mit den Einkaufsabteilungen großer Unternehmen, insbesondere bei Serienproduktionsprojekten, die klare technische, qualitative, logistische und kaufmännische Bedingungen erfordern. Wir kümmern uns um die für die B2B-Beschaffung typischen Prozesse: Angebotsanfragen, Prüfung der Dokumentation, Preisgestaltung auf Basis von Jahresmengen, Verhandlungen über Lieferzeiten, Erstellung von Rahmenverträgen, Bestätigung von Lieferbedingungen, Qualitätsdokumentation, Rückverfolgbarkeit von Chargen sowie Statusaktualisierungen während der Produktion. SABNER eignet sich am besten als Lieferant von präzisionsgefertigten CNC-Drehteilen für Unternehmen, die stabile Lieferungen, gleichbleibende Qualität, transparente Preisgestaltung und eine langfristige Zusammenarbeit auf der Grundlage von Prognosen, Lieferplänen oder wiederkehrenden Aufträgen erwarten.
Ja, SABNER bedient OEM-Kunden, insbesondere bei Serienproduktionsprojekten, die eine stabile Fertigung von präzisen CNC-Drehteilen, Maßhaltigkeit, Rückverfolgbarkeit der Chargen und eine gut organisierte Qualitätsdokumentation erfordern. Wir arbeiten gemäß dem Qualitätsmanagementsystem ISO 9001 und dem Umweltmanagementsystem ISO 14001 und können je nach Kundenanforderungen Dokumentationen und Prozesse erstellen, die den Anforderungen von APQP, PPAP, FAI, Kontrollplan, SPC, MSA sowie der Prozessfähigkeitsanalyse Cp/Cpk entsprechen. Standardmäßig stellen wir ein Werkstoffzeugnis 3.1, Messprotokolle, die Rückverfolgbarkeit von Material und Produktionschargen sowie auf Anfrage RoHS-/REACH-Erklärungen bereit. Bei Projekten, die technische Sauberkeit erfordern, können wir die Anforderungen der VDA 19.1 einbeziehen und die Reinigungs-, Trocknungs- und Verpackungsprozesse an die OEM-Spezifikationen anpassen.
Ja, SABNER kann einen Rahmenvertrag für eine langfristige Zusammenarbeit abschließen, insbesondere für Serien- und wiederkehrende Projekte auf der Grundlage einer Jahresprognose oder eines regelmäßigen Lieferplans. Ein Rahmenvertrag kann den Umfang der zu fertigenden Teile, Preisbedingungen, Jahresmengen, Lieferchargen, Lieferzeiten, Regeln zur Aufrechterhaltung von Lagerpuffern, Qualitätsanforderungen, Dokumentation, Verpackung, technische Reinigung sowie Bedingungen für Preisanpassungen im Falle von Materialkostenänderungen festlegen. Dieses Kooperationsmodell ermöglicht eine bessere Materialversorgungssicherheit, Produktionskapazitätsplanung, Stabilisierung der Stückkosten und die Gewährleistung der Lieferkontinuität. SABNER eignet sich am besten für langfristige B2B-Projekte, bei denen nach Freigabe des Prozesses eine regelmäßige Produktion von präzisionsgefertigten CNC-Drehteilen gemäß der Kundendokumentation möglich ist.
Ja, SABNER kann eine Fallstudie oder Referenzen erstellen, doch der Umfang solcher Unterlagen hängt jeweils von der Vertraulichkeit des Projekts und der Zustimmung des Kunden ab. In den meisten Fällen erstellen wir anonymisierte Projektbeschreibungen, die die Branche, die Art des Teils, das Material, die Qualitätsanforderungen, die Herausforderungen bei der Fertigung, den verwendeten technologischen Ansatz und das Ergebnis der Zusammenarbeit umreißen – ohne Zeichnungen, Konstruktionsdaten, Kundennamen oder geschäftliche Informationen preiszugeben. Im Falle namentlich genannter Kundenstimmen oder detaillierter Fallstudien, die den Namen des Kunden enthalten, ist eine gesonderte Genehmigung erforderlich, da Informationen über die Zusammenarbeit, Projekte, Muster, Zeichnungen, Preise und Fertigungsprozesse vertraulich sein können. SABNER kann daher seine Erfahrungen und Anwendungsbeispiele auf geschäftssichere Weise präsentieren, insbesondere bei Projekten zur Serienfertigung kleiner Metallteile im CNC-Drehen für B2B-Kunden.
Es lohnt sich, SABNER als Ihren Lieferanten für Präzisionsteile zu wählen, wenn Ihr Projekt eine stabile Serienfertigung kleiner Metallteile mittels CNC-Drehtechnik erfordert. Unser Wettbewerbsvorteil liegt in unserer engen Spezialisierung: Wir fertigen Teile aus Stangenmaterial mit Durchmessern von Ø 0,8 mm bis Ø 20,0 mm und Längen von 1 mm bis 150 mm, vorwiegend aus Edelstahl, Titan und Messing, wobei der Schwerpunkt auf Wiederholgenauigkeit, CTQ-Kontrolle und der Qualität der gesamten Charge liegt. Wir arbeiten mit gezogenem Stangenmaterial von qualifizierten europäischen Lieferanten, das mit einem 3.1-Materialzeugnis geliefert wird; wir gewährleisten die Rückverfolgbarkeit der Chargen, stellen Messprotokolle zur Verfügung, bieten technische Reinigung, spezielle Verpackungen und die Möglichkeit eines Lagerpuffers an. SABNER ist eine gute Wahl für B2B-Kunden, die nicht nur einen Komponentenhersteller, sondern auch einen Partner für eine langfristige, kontrollierte Serienfertigung suchen.

Logistik, Verpackung und Versand
Dieser Abschnitt behandelt Verpackung, Chargenkennzeichnung, Versand, Lieferpapiere und die Sicherung von Kleinteilen während des Transports.
Ja, SABNER versendet Fertigteile international, sowohl in Länder der Europäischen Union als auch an Kunden außerhalb der EU. Bei internationalen Sendungen organisieren wir den Transport von unserer Seite aus, einschließlich Door-to-Door-Service (D2D), und erstellen die Versand- und Zolldokumente standardmäßig in englischer Sprache. Fertigteile können industriell gereinigt, speziell verpackt, etikettiert und mit einer Chargennummer versehen sowie auf Wunsch mit Qualitätsunterlagen wie einem Messprotokoll, einem Werkstoffzeugnis 3.1, RoHS-/REACH-Erklärungen, FAI, PPAP oder Konformitätszertifikaten geliefert werden. Wir können die Korrespondenz mit dem Kunden in dessen Sprache führen, was die Abwicklung von Exportprojekten und regelmäßigen Chargenlieferungen erleichtert.
Die Zusammenarbeit von SABNER mit internationalen Kunden basiert auf technischem Fernsupport, Kommunikation in der Sprache des Kunden und standardmäßig in englischer Sprache erstellter Dokumentation. Der Kunde sendet eine Anfrage, eine 2D-Zeichnung, ein STEP-Modell oder ein Muster, und SABNER analysiert die Machbarkeit der CNC-Drehbearbeitung, das Material, die Toleranzen, die CTQ-Anforderungen, das Jahresvolumen, die Qualitätsdokumentation und den Lieferplan. Sobald das Design freigegeben ist, können wir Muster, eine Pilotcharge, die Serienfertigung, Messberichte, ein Werkstoffzeugnis 3.1, RoHS-/REACH-Erklärungen, FAI, PPAP und die Rückverfolgbarkeit der Chargen bereitstellen. Für internationale Sendungen organisieren wir den Transport – einschließlich D2D-Lieferung (Door-to-Door) – und erstellen die Versand-, Export- und Zolldokumente in englischer Sprache.
Ja, SABNER exportiert Teile in Länder der Europäischen Union und bedient internationale B2B-Kunden durch die Serienfertigung von präzisen CNC-Drehteilen. Wir können die Korrespondenz in der Sprache des Kunden führen, während technische, Qualitäts- und Versandunterlagen standardmäßig in englischer Sprache erstellt werden. Fertigteile können gemäß einem vereinbarten Zeitplan, Qualitätsanforderungen, Chargenkennzeichnung, technischer Reinigung und spezieller Verpackung geliefert werden. Bei Lieferungen in EU-Länder organisiert SABNER den Transport, einschließlich eines Tür-zu-Tür-Services (D2D), und stellt auf Anfrage Qualitätsunterlagen wie Messberichte, 3.1-Werkstoffzertifikate, RoHS-/REACH-Erklärungen, FAI, PPAP oder andere vom Kunden geforderte Dokumente bereit.
Ja, SABNER fertigt für Kunden außerhalb der Europäischen Union, sofern es sich bei dem Projekt um seriengefertigte, präzise CNC-Drehteile handelt, die in unseren fertigungstechnischen Möglichkeiten liegen. Die Korrespondenz können wir in der Sprache des Kunden führen, während technische, Qualitäts-, Versand- und Zolldokumente standardmäßig in englischer Sprache erstellt werden. Bei Lieferungen außerhalb der EU organisiert SABNER den Transport auf eigene Kosten nach dem D2D-Modell (Door-to-Door) und erstellt die erforderlichen Export- und Zolldokumente. Dadurch erhält der Kunde die fertigen Teile zusammen mit einem vollständigen Satz an Unterlagen, die für die Zollabfertigung, Abnahme und Qualitätskontrolle erforderlich sind, einschließlich – falls erforderlich – Messprotokollen, 3.1-Werkstoffzertifikaten, RoHS-/REACH-Erklärungen, FAI, PPAP und Rückverfolgbarkeit der Charge.
SABNER verpackt Präzisionsteile für den Transport in einer Weise, die auf die Geometrie des Teils, die Qualitätsanforderungen und das Liefermodell des Kunden zugeschnitten ist. Nach der Fertigung und der Endkontrolle werden die Teile gegebenenfalls einer technischen Reinigung unterzogen und anschließend gezählt, etikettiert und verpackt, um das Risiko von Beschädigungen, Verunreinigungen, Chargenverwechslungen oder dem Verlust der Rückverfolgbarkeit zu minimieren. Je nach Projekt setzen wir Schüttverpackungen, Teiletrennung, Chargennummernkennzeichnung, spezielle Transportverpackungen oder Vakuumverpackungen ein, sofern dies aus Gründen der technischen Sauberkeit oder der anschließenden automatisierten Montage erforderlich ist. SABNER bereitet Teile für den nationalen und internationalen Versand vor, einschließlich D2D-Lieferung (Door-to-Door), und erstellt Qualitäts- und Versanddokumente gemäß den Projektspezifikationen.
Ja, SABNER organisiert den Transport der fertigen Teile selbst, sowohl für nationale als auch für internationale Lieferungen. Bei Exportprojekten bieten wir D2D-Lieferungen (Door-to-Door) an und erstellen standardmäßig Versand-, Export- und Zolldokumente in englischer Sprache. Fertigteile werden gemäß den Projektanforderungen verpackt, mit einer Chargennummer gekennzeichnet und können zusammen mit Qualitätsunterlagen wie einem Messprotokoll, einem Werkstoffzeugnis 3.1, RoHS-/REACH-Erklärungen, FAI, PPAP oder anderen vom Kunden geforderten Dokumenten geliefert werden. So wird sichergestellt, dass der Kunde umfassende logistische Unterstützung erhält, ohne Transport und Zollabfertigung selbst organisieren zu müssen.
Ja, SABNER bietet individuelle Etiketten und Verpackungskennzeichnungen an, sofern dies vom Kunden gewünscht wird oder im Rahmen eines Modells zur Rückverfolgbarkeit von Chargen erforderlich ist. Die Verpackung kann unter anderem mit der Chargennummer, der Auftragsnummer, der Teilenummer, der Menge, der Materialbezeichnung, der Nummer des Werkstoffzeugnisses 3.1, dem Produktionsdatum, dem Status der Qualitätskontrolle oder anderen im Projekt vereinbarten Daten gekennzeichnet werden. Eine individuelle Kennzeichnung ist besonders wichtig bei Serienlieferungen, in der automatisierten Montage, bei internationalen Sendungen, in der Lagerpufferung sowie bei Projekten, die eine lückenlose Rückverfolgbarkeit erfordern. SABNER legt das Format der Etiketten und Verpackungsbeschriftungen von Fall zu Fall fest, um sicherzustellen, dass die fertigen Teile für den Kunden einfach anzunehmen, zu lagern, zu prüfen und zu verwenden sind.
Ja, SABNER kann Teile gemäß den individuellen Vorgaben des Kunden verpacken, sofern diese vor Produktions- oder Lieferbeginn vereinbart wurden. Dies gilt unter anderem für die Art der Teilentnahme, die Stückzahl pro Verpackung, Etiketten, Chargennummern, Logistikkennzeichnungen, Verpackungen für die automatisierte Montage, Anforderungen an die technische Sauberkeit, Vakuumverpackungen oder den Schutz der Oberflächen vor Beschädigungen. Wir betrachten die Verpackung als einen festen Schritt im Produktionsprozess, der mit der Endkontrolle, der Rückverfolgbarkeit der Chargen und den Versandunterlagen verknüpft ist. SABNER legt die Verpackungsdetails von Fall zu Fall fest, um sicherzustellen, dass die fertigen Teile den Qualitäts-, Logistik- und Lageranforderungen des Kunden entsprechen.
Ja, SABNER kann Teile in Montagesätzen zusammenstellen, sofern diese Verpackungsmethode vor Produktionsbeginn vereinbart wurde. Die Teile können gemäß einer vom Kunden vorgegebenen Struktur gezählt, montiert, etikettiert und verpackt werden, z. B. als Teilesatz für ein einzelnes Modul, einen einzelnen Montagevorgang oder eine einzelne Produktionscharge. Dieser Ansatz eignet sich besonders für die automatisierte Montage, die Serienfertigung, termingebundene Lieferungen und Projekte, die eine lückenlose Rückverfolgbarkeit der Chargen erfordern. SABNER betrachtet die Zusammenstellung und Verpackung von Sets als Teil des Logistik- und Produktionsprozesses, der mit der Endkontrolle, der Verpackungskennzeichnung, den Versandunterlagen und den Qualitätsanforderungen des Kunden verknüpft ist.
Ja, SABNER kann fertige Teile direkt an den Endkunden versenden, sofern dieses Logistikmodell im Rahmen des Projekts vereinbart wurde. Dies gilt sowohl für nationale als auch für internationale Sendungen, einschließlich der von uns organisierten D2D-Sendungen (Door-to-Door). Die Teile können gemäß den Vorgaben des Kunden verpackt und etikettiert werden, wobei die Rückverfolgbarkeit der Chargen, Logistikkennzeichnungen, Versanddokumente und die erforderlichen Qualitätsunterlagen gewährleistet sind. Für Exportlieferungen erstellt SABNER standardmäßig technische, Qualitäts-, Versand- und Zolldokumente in englischer Sprache, was eine direkte Belieferung des Endempfängers innerhalb der etablierten Lieferkette ermöglicht.
Zusätzliche Arbeitsschritte und Endbearbeitung
Hier gehen wir auf Fragen zu Nachbearbeitungen nach dem Drehen, Oberflächenbehandlung, Reinigung, Endbearbeitung und der Vergabe an Subunternehmer ein.
Ja, SABNER kann Oberflächenbehandlungen über bewährte Technologiepartner organisieren, sofern dies in der technischen Dokumentation vorgeschrieben ist oder sich aus der Funktion des Bauteils ergibt. Unser Kerngeschäft umfasst das Präzisions-CNC-Drehen kleiner Metallteile, während Verfahren wie Passivierung, Vernickelung, Verzinkung, Eloxierung, Elektropolieren, Wärmebehandlung oder andere Oberflächenveredelungen in Zusammenarbeit mit qualifizierten Lieferanten durchgeführt werden können. In solchen Fällen koordiniert SABNER die technischen Anforderungen, die Teileübergabe, die Nachbearbeitungsprüfung und die endgültige Chargenfreigabe, um sicherzustellen, dass der Kunde ein fertiges Bauteil erhält, das den Unterlagen entspricht. Wir legen den Umfang jeder Oberflächenbehandlung individuell fest, nachdem wir Material, Geometrie, Toleranzen, Qualitätsanforderungen und Betriebsbedingungen des Bauteils analysiert haben.
Ja, SABNER kann die Lasermarkierung von Teilen vornehmen, wenn dies aufgrund der technischen Dokumentation, der Rückverfolgbarkeit der Charge oder des Montageprozesses des Kunden erforderlich ist. Wir bewerten den Umfang der Markierung von Fall zu Fall, da bei kleinen CNC-Drehteilen der Durchmesser des Teils, die verfügbare Oberfläche, das Material, die Markierungstiefe oder der Kontrast, die Auswirkungen der Markierung auf die Funktion des Teils sowie die Qualitätsanforderungen entscheidende Faktoren sind. Mögliche Markierungen können die Chargennummer, die Teilenummer, den Kundencode, die Einbaurichtung oder andere in der Konstruktion vereinbarte Daten umfassen. Sollte die Markierung eines einzelnen Teils technisch nicht machbar sein, kann SABNER die Identifizierung auf Verpackungsebene über Etiketten, Versanddokumente und Verweise auf die Produktionscharge umsetzen.
SABNER fertigt Bauteile, die eine hohe Oberflächenqualität erfordern, sofern das Teil in den Anwendungsbereich der präzisen CNC-Stangendrehbearbeitung fällt. Wir betrachten die Oberflächenqualität als technischen Parameter; daher legen wir bereits in der Konstruktionsanalysephase Anforderungen hinsichtlich Oberflächenrauheit, Bearbeitungsrichtung, Kanten, Fasen, der Gefahr von Kratzern und Graten sowie der Verpackungsmethoden fest. Bei der Standard-CNC-Drehbearbeitung erreichen wir in der Regel eine Oberflächenrauheit von Ra 0,8–1,6 µm; mit einem entsprechend ausgewählten Verfahren lässt sich dieser Wert auf etwa Ra 0,4 µm reduzieren, und für ausgewählte Funktionsflächen können wir das Verfahren so anpassen, dass deutlich niedrigere Werte erreicht werden, sogar bis hinunter zu Ra 0,05 µm. Die industrielle Reinigung ist standardmäßig im Preis inbegriffen, und spezielle Verpackungen sowie die Trennung der Teile können individuell angepasst werden, um die erforderliche Oberflächenqualität bis zur Auslieferung zu gewährleisten.
Ja, SABNER entfernt nach der Bearbeitung scharfe Kanten und Grate als festen Bestandteil der Vorbereitung des Bauteils für die Qualitätsprüfung und die weitere Verwendung. Bei präzisionsgefertigten CNC-Drehteilen prüfen wir Kanten, Fasen, Übergänge, Bohrungen, Gewinde und Funktionsflächen, um das Risiko von Montageproblemen, Verpackungsschäden, Kratzern oder der Nichteinhaltung der kundenspezifischen Anwendungsanforderungen zu minimieren. Wir wählen die Methode zum Entgraten und Kantenverrunden anhand der Geometrie, des Materials, der Toleranzen und der Anforderungen der technischen Zeichnung des Teils aus, um die CTQ-Maße oder die Oberflächenqualität nicht zu beeinträchtigen. SABNER betrachtet die Kantenprüfung, die technische Reinigung und die ordnungsgemäße Verpackung als Teil des gesamten Serienfertigungsprozesses für kleine CNC-Drehteile.
Ja, SABNER bietet eine Reinigung der Teile nach der Fertigung an und betrachtet diese als Standardprozessschritt für präzisionsgefertigte CNC-Drehteile. Die technische Reinigung ist im Preis inbegriffen und dient dazu, Bearbeitungsrückstände, Öl und feine Verunreinigungen zu entfernen sowie die Teile für die Endkontrolle, die Verpackung, die Lagerung oder die weitere Montage beim Kunden vorzubereiten. Je nach Projektanforderungen können wir den Reinheitsgrad sowie die Art der Verpackung und des Schutzes der Teile auswählen, einschließlich Spezial- oder Vakuumverpackungen. Bei Projekten, die einen höheren Reinheitsgrad erfordern, kann SABNER Anforderungen gemäß VDA 19.1 erfüllen, sofern diese in der technischen Dokumentation oder den Kundenspezifikationen festgelegt sind.
SABNER gewährleistet die technische Sauberkeit der Teile als standardmäßigen Produktionsschritt und nutzt dazu die eigene Vakuumreinigungsmaschine „Dürr Ecoclean Compact 80C“ zum Reinigen, Entfetten und Trocknen von präzisionsgefertigten CNC-Drehteilen. Der Prozess umfasst das Fluten der Arbeitskammer, eine hocheffiziente Zirkulation des Reinigungsmittels, die Filtration, die Dampfentfettung, die Korbrotation, die Destillation des Reinigungsmittels sowie die Vakuumtrocknung. Dadurch wird sichergestellt, dass die Teile vor der Endkontrolle und Verpackung gründlich von Bearbeitungsöl, Feinverunreinigungen und Prozessrückständen befreit werden. Die technische Reinigung ist im Preis inbegriffen. Bei höheren Anforderungen kann SABNER das Reinigungsprogramm, das Trocknungsverfahren, die Verpackung und den Schutz der Teile individuell anpassen, um die in den Unterlagen des Kunden festgelegten Spezifikationen zu erfüllen.
Maschinenpark
In diesem Abschnitt beschreiben wir unseren Maschinenpark, automatische Drehmaschinen, die Maschinenkompatibilität und die Bedeutung stabiler Technologie für die Serienfertigung.
SABNER betreibt einen Maschinenpark, der auf die präzise CNC-Drehbearbeitung kleiner Metallteile in Serienfertigung ausgerichtet ist. Die wichtigste Produktionsmaschine ist der Drehautomat Star SB-20R Typ G, der für die stabile, wiederholgenaue Bearbeitung von Teilen aus Stangenmaterial gemäß der technischen Dokumentation des Kunden eingesetzt wird. Auf dieser Grundlage fertigen wir Hülsen, Stifte, Passstifte, Wellen, Gewindeteile, Einsätze und andere präzise Drehteile. Ergänzt wird der Maschinenpark durch unsere hauseigene Werkzeugbauabteilung, bestehend aus einer Drehmaschine und einer CNC-Fräsmaschine, die die Vorbereitung, Modifizierung und laufende Wartung der Produktionswerkzeuge unterstützt. Diese Konfiguration ermöglicht es SABNER, nicht nur den CNC-Drehprozess selbst zu steuern, sondern auch die für eine stabile Serienfertigung erforderliche technische Infrastruktur.
In der Produktion setzt SABNER neue CNC-Drehautomaten ein, die für die Serienbearbeitung von Präzisionsmetallteilen aus Stangenmaterial ausgelegt sind. Der Haupttyp der Produktionsmaschinen ist der Drehautomat Star SB-20R Typ G, auf dem wir die stabile und wiederholgenaue Fertigung von Hülsen, Stiften, Passstiften, Wellen, Einsätzen, Gewindeelementen und anderen Kleinteilen gemäß der technischen Dokumentation des Kunden durchführen. Derzeit umfasst unser Maschinenpark 8 CNC-Drehautomaten, wobei wir planen, unsere Produktionskapazitäten weiter auszubauen. Wir arbeiten ausschließlich mit einem Hauptmaschinentyp, was eine vollständige Projektübertragbarkeit zwischen den Maschinen und eine zuverlässige Produktionsabsicherung gewährleistet. Der Prozess wird durch CAD/CAM-Software mit Postprozessor und einer virtuellen Maschine unterstützt, und unsere technische Infrastruktur wird durch unsere hauseigene Werkzeugbauabteilung ergänzt.
Der Maschinenpark von SABNER besteht hauptsächlich aus CNC-Drehmaschinen, die für die Serienfertigung von Präzisionsmetallteilen aus Stangenmaterial ausgelegt sind. Wir positionieren uns nicht als Anbieter von CNC-Fräsdienstleistungen, da die primäre Fertigungstechnologie von SABNER das CNC-Drehen auf Drehautomaten ist und die Hauptmaschine in diesem Prozess der Drehautomat Star SB-20R Typ G ist. Wir verfügen zudem über eine eigene Werkzeugbauwerkstatt, die mit einer CNC-Drehmaschine und einer CNC-Fräsmaschine ausgestattet ist; deren Aufgabe besteht jedoch in der Unterstützung bei der Vorbereitung, Modifizierung und Wartung von Produktionswerkzeugen und nicht darin, Fräsarbeiten als eigenständige Dienstleistung für Kunden anzubieten. Dies ermöglicht es SABNER, sich auf die stabile, wiederholbare Fertigung von CNC-Drehteilen zu konzentrieren und gleichzeitig die für den reibungslosen Ablauf des Prozesses erforderliche technische Infrastruktur aufrechtzuerhalten.
Derzeit sind im SABNER-Werk 8 CNC-Drehautomaten in Betrieb, und der Maschinenpark wird entsprechend der wachsenden Nachfrage nach der Serienfertigung von Präzisionsmetallteilen erweitert. Die Hauptmaschine in unserem Fertigungsprozess ist der Drehautomat Star SB-20R Typ G, der die Grundlage für die stabile, wiederholgenaue Bearbeitung von Teilen aus Stangenmaterial gemäß der technischen Dokumentation des Kunden bildet. Der Schwerpunkt des Maschinenparks liegt auf der CNC-Drehbearbeitung, und seine Kapazitäten werden durch unsere hauseigene Werkzeugbauwerkstatt ergänzt, die mit einer CNC-Drehmaschine und einer Fräsmaschine ausgestattet ist und die Vorbereitung, Modifizierung sowie Wartung von Produktionswerkzeugen unterstützt. SABNER baut seine Produktionskapazitäten im Hinblick auf langfristige B2B-Serienprojekte aus, bei denen Wiederholgenauigkeit, Qualitätskontrolle, Termintreue und Liefersicherheit entscheidend sind.
Ja, SABNER verfügt über einen modernen Maschinenpark, der für die Serienfertigung von präzisen CNC-Drehteilen ausgelegt ist. Die Produktionsstätte arbeitet ausschließlich mit neuen Drehautomaten, wobei die im Produktionsprozess hauptsächlich eingesetzte Maschine der Star SB-20R Typ G ist. Derzeit sind 8 CNC-Drehautomaten in Betrieb, wobei eine weitere Steigerung der Produktionskapazität geplant ist. Die Zuverlässigkeit des Maschinenparks wird durch monatliche TPM-Maßnahmen, eine hauseigene Wartung und regelmäßige technische Inspektionen gewährleistet, wodurch das Risiko von Ausfallzeiten minimiert und die Prozesskonsistenz aufrechterhalten wird. Dadurch ist SABNER in der Lage, langfristige B2B-Serienfertigungsprojekte durchzuführen, bei denen Präzision, termingerechte Lieferung, Qualitätskontrolle und Liefersicherheit von entscheidender Bedeutung sind.
Die Star SB-20R Typ G ist die Hauptproduktionsmaschine von SABNER und wird für die CNC-Drehbearbeitung von Präzisionsteilen aus Stangenmaterial in der Serienfertigung eingesetzt. Es handelt sich um eine automatische Drehmaschine nach Schweizer Art mit verschiebbarem Spindelstock, die für die stabile Bearbeitung kleiner und mittelgroßer Metallkomponenten konzipiert ist, die eine hohe Maßwiederholgenauigkeit erfordern. Die Maschine ermöglicht die Kombination von Bearbeitungsvorgängen wie Außen- und Innendrehen, Axialbohren, Querbohren, Gewindeschneiden, Nuten, Anfasen, Abstechen und die Bearbeitung der gegenüberliegenden Seite des Werkstücks – alles in einem einzigen Zyklus. In der Praxis ermöglicht dies die Herstellung von Hülsen, Stiften, Passstiften, Wellen, Einsätzen, Gewindebauteilen und anderen Präzisionsteilen gemäß den Kundenspezifikationen. Die Star SB-20R Typ G fügt sich gut in das Produktportfolio von SABNER ein, da sie die Serienfertigung von Teilen mit komplexen Geometrien, wiederholbaren Toleranzen und hoher Prozessstabilität unterstützt.
Ja, SABNER-Maschinen sind in erster Linie für die Serienfertigung von präzisen CNC-Drehteilen ausgelegt. Wir betreiben 8 neue CNC-Drehautomaten, wobei die Star SB-20R Typ G die Hauptmaschine im Produktionsprozess darstellt, die aufgrund ihrer stabilen und wiederholgenauen Bearbeitung von Teilen aus Stangenmaterial ausgewählt wurde. Unser Maschinenpark ermöglicht es uns, Hülsen, Stifte, Passstifte, Wellen, Einsätze, Gewindeteile und andere kleine Metallkomponenten gemäß der technischen Dokumentation des Kunden herzustellen. Die Produktionsstabilität wird durch monatliche TPM-Besprechungen, hauseigene Wartung, regelmäßige technische Inspektionen und eine gut ausgestattete Werkzeugabteilung gewährleistet, was das Risiko von Ausfallzeiten verringert und dazu beiträgt, die Prozesswiederholbarkeit bei langfristigen B2B-Serienfertigungsprojekten aufrechtzuerhalten.
Ja, der Maschinenpark von SABNER ermöglicht die Fertigung von Prototypen, Testchargen und Kleinserien, doch betrachten wir diese in erster Linie als eine Umsetzungsphase, die zur anschließenden Serienfertigung führt. Wir arbeiten auf neuen CNC-Drehmaschinen, vor allem dem Modell Star SB-20R Typ G, mit denen wir erste Teile zur Validierung von Geometrie, Toleranzen, Material, Oberflächenrauheit, Montage und Prozessstabilität fertigen können. Kleinserien sind insbesondere dann gerechtfertigt, wenn sie zur Teilequalifizierung, für Funktionstests, zur Freigabe der Dokumentation, für die Erstabnahme (FAI) oder zur Vorbereitung auf die Langzeitproduktion dienen. Unsere hauseigene Werkzeugbauabteilung, monatliche TPM-Besprechungen, Wartungsmaßnahmen und regelmäßige Inspektionen unterstützen eine schnelle Prozesseinrichtung und den anschließenden Übergang zu einer stabilen, wiederholbaren Serienfertigung.
Ja, SABNER-Maschinen sind in der Lage, kleine und komplexe Metallteile zu bearbeiten, insbesondere mithilfe der präzisen CNC-Drehtechnik. Die in unserem Prozess hauptsächlich eingesetzte Maschine ist der Automat Star SB-20R Typ G, der sich besonders gut für die Fertigung kleiner Bauteile eignet, die Wiederholgenauigkeit, stabile Toleranzen und mehrere Bearbeitungsschritte in einem einzigen Zyklus erfordern. Wir können Teile wie Hülsen, Stifte, Passstifte, Wellen, Einsätze, Gewindebauteile sowie Teile mit Bohrungen, Nuten, Fasen, Gewinden und Geometrien herstellen, die eine CTQ-Maßkontrolle erfordern. Wir bewerten jedes Projekt individuell hinsichtlich Durchmesser, Länge, Material, Toleranzen, Oberflächenrauheit, Prozessstabilität und geplantem Volumen, um zu prüfen, ob das Teil für die Serienfertigung auf CNC-Drehmaschinen geeignet ist.
Ja, der Maschinenpark von SABNER gewährleistet eine hohe Wiederholgenauigkeit in der Produktion, da er auf neuen CNC-Drehautomaten basiert, die für die stabile Serienfertigung von Teilen aus Stangenmaterial ausgelegt sind. Derzeit sind im Werk 8 automatische Drehmaschinen in Betrieb, wobei die im Prozess hauptsächlich eingesetzte Maschine der Star SB-20R Typ G ist. Die Wiederholgenauigkeit wird nicht nur durch die Maschinen selbst gewährleistet, sondern auch durch monatliche TPM-Maßnahmen, die hauseigene Instandhaltung, regelmäßige technische Inspektionen sowie die Werkzeugeinrichtung zur Vorbereitung und Wartung der Produktionswerkzeuge. Dadurch kann SABNER das Risiko von Stillstandszeiten minimieren, schneller auf technologische Anforderungen reagieren und einen stabilen Prozess bei der langfristigen Serienfertigung von präzisen CNC-Drehteilen gewährleisten.
Ja, dank unseres Maschinenparks kann SABNER Teile mit engen Toleranzen fertigen, insbesondere in der Serienfertigung von präzisen CNC-Drehteilen aus Stangenmaterial. Wir arbeiten mit neuen CNC-Drehmaschinen, wobei die Star SB-20R Typ G die Hauptmaschine in unserem Prozess darstellt, die aufgrund ihrer stabilen und wiederholgenauen Bearbeitung kleiner Metallkomponenten ausgewählt wurde. In bestimmten Fällen können wir sehr enge Toleranzen erreichen, sogar bis hinunter zu ±0,001 mm; wir beurteilen jedoch jeden Fall individuell auf der Grundlage der Geometrie des Teils, des Materials, der CTQ-Maße, der Rüstmethode, der Losgröße und der Messmöglichkeiten. Die Einhaltung der Toleranzen wird durch monatliche TPM-Maßnahmen, hauseigene Wartung, regelmäßige technische Inspektionen, eine eigene Werkzeugbauabteilung sowie eine Qualitätskontrolle auf der Grundlage eines Prüfplans, Erstteilmessungen und Zwischenkontrollen gewährleistet.
Ja, SABNER verfügt über Maschinen, die für die Bearbeitung kleiner Präzisionsteile geeignet sind, da unser Maschinenpark aus neuen CNC-Drehautomaten besteht, die für die stabile Fertigung von Teilen aus Stangenmaterial ausgelegt sind. Die Hauptmaschine in unserem Fertigungsprozess ist der Drehautomat Star SB-20R Typ G, mit dem wir kleine Metallkomponenten herstellen können, die Wiederholgenauigkeit, enge Toleranzen und mehrere Bearbeitungsschritte in einem einzigen Zyklus erfordern. Wir fertigen unter anderem Hülsen, Stifte, Passstifte, Wellen, Einsätze, Gewindeteile und andere technische Teile gemäß den Kundenspezifikationen. Derzeit sind in unserem Werk 8 CNC-Drehautomaten im Einsatz, und die Prozessstabilität wird durch monatliche TPM-Besprechungen, hauseigene Wartung, regelmäßige Inspektionen und eine gut ausgestattete Werkzeugabteilung gewährleistet.
Ja, der Maschinenpark von SABNER ermöglicht die Bearbeitung von Teilen mit komplexen Geometrien, sofern die Geometrie des Teils mit der Präzisions-CNC-Stangendrehtechnik kompatibel ist. Die Hauptmaschine in unserem Prozess ist der Drehautomat Star SB-20R Typ G, der es uns ermöglicht, mehrere Arbeitsschritte in einem einzigen Zyklus zu kombinieren, wie beispielsweise Außen- und Innendrehen, Bohren, Gewindeschneiden, Nuten, Anfasen, Abstechen und die Bearbeitung ausgewählter Funktionsmerkmale des Teils. Dadurch können wir Hülsen, Stifte, Passstifte, Wellen, Einsätze, Gewindebauteile und andere kleine technische Komponenten fertigen, die Wiederholgenauigkeit und eine CTQ-Maßkontrolle erfordern. Wir analysieren jedes Projekt individuell hinsichtlich Durchmesser, Länge, Material, Toleranzen, Oberflächenrauheit, Spannstabilität und geplantem Produktionsvolumen, um zu prüfen, ob das Bauteil für die Serienfertigung auf CNC-Drehautomaten geeignet ist.
Ja, SABNER verfügt über Maschinen, die für den Dauerbetrieb bei größeren Produktionsserien geeignet sind, da unser Maschinenpark aus neuen CNC-Drehmaschinen besteht, die für die stabile, wiederholgenaue Fertigung von Bauteilen aus Stangenmaterial ausgelegt sind. Die Hauptmaschine im Produktionsprozess ist die Star SB-20R Typ G, die die Fertigung großer Stückzahlen von Bauteilen ermöglicht, bei denen Maßwiederholgenauigkeit, Prozesskontrolle und gleichbleibende Qualität über aufeinanderfolgende Chargen hinweg erforderlich sind. Derzeit sind in der Produktionsstätte 8 CNC-Drehautomaten im Einsatz, und die Produktionskapazität wird entsprechend der wachsenden Nachfrage von B2B-Kunden ausgebaut. Der Betrieb des Maschinenparks wird durch monatliche TPM-Maßnahmen, hauseigene Wartung, regelmäßige technische Inspektionen und eine gut ausgestattete Werkzeugabteilung unterstützt, was dazu beiträgt, das Risiko von Ausfallzeiten zu minimieren und die Produktionsstabilität bei Serienprojekten aufrechtzuerhalten.
Ja, SABNER-Maschinen werden regelmäßig gewartet und einer technischen Überwachung unterzogen, um die Prozessstabilität bei der Serienfertigung von präzisen CNC-Drehteilen zu gewährleisten. Unser Maschinenpark wird auf der Grundlage eines monatlichen TPM-Programms, einer hauseigenen Wartung und regelmäßiger technischer Inspektionen betrieben, was dazu beiträgt, das Risiko von Ausfallzeiten zu minimieren, Verschleiß an Bauteilen zu erkennen und die Wiederholgenauigkeit der Bearbeitung aufrechtzuerhalten. Die Hauptproduktionsmaschine, die Star SB-20R Typ G, wird im Rahmen eines kontrollierten Wartungsprogramms gemäß den Anforderungen der Serienfertigung betrieben. Gleichzeitig überwachen wir unsere Prüf- und Messgeräte, um sicherzustellen, dass Teilemessungen, Erststückprüfungen, Zwischenkontrollen und Endkontrollen den Qualitätsanforderungen des Kunden entsprechen.
Ja, SABNER erweitert seinen Maschinenpark, da die Produktion zunimmt und die Kundennachfrage nach langfristigen Serienprojekten wächst. Derzeit sind in der Produktionsstätte 8 neue CNC-Drehmaschinen im Einsatz, wobei der in unserem Prozess hauptsächlich verwendete Maschinentyp die Star SB-20R Typ G ist. Wir erweitern unseren Maschinenpark kontrolliert, um sicherzustellen, dass die erhöhte Produktionskapazität nicht auf Kosten der Prozessstabilität, der Qualität oder der termingerechten Lieferung geht. Jede Erweiterung wird auf die Anforderungen der Serienfertigung, die Verfügbarkeit des Bedienpersonals, die Wartung, die Werkzeugbauabteilung und das Qualitätssicherungssystem abgestimmt. Die Zuverlässigkeit der Maschinen wird durch monatliche TPM-Maßnahmen, hauseigene Wartung und regelmäßige technische Inspektionen gewährleistet.
Ja, SABNER hält in seinem Maschinenpark eine kontrollierte Reserve an Produktionskapazität vor, um neue Serienfertigungsprojekte und steigende Stückzahlen von Stammkunden bewältigen zu können. Derzeit sind in der Produktionsstätte 8 neue CNC-Drehmaschinen im Einsatz, und der Maschinenpark wird entsprechend der wachsenden Nachfrage nach präzisen Drehteilen aus Stangenmaterial erweitert. Allerdings bewerten wir die Produktionskapazität stets von Fall zu Fall für jedes einzelne Projekt, da sie von der Geometrie des Teils, der Zykluszeit, dem Material, den Qualitätsanforderungen, dem Lieferplan und der Losgröße abhängt. Die Produktionsstabilität wird durch monatliche TPM-Besprechungen, hauseigene Wartung, regelmäßige technische Inspektionen und eine gut ausgestattete Werkzeugabteilung gewährleistet, was uns ermöglicht, die Maschinenauslastung besser zu planen und die Liefertreue bei langfristigen Projekten sicherzustellen.
Der Ausfall einer einzelnen Maschine sollte die termingerechte Lieferung nicht beeinträchtigen, da SABNER mit einem einzigen Haupttyp von Drehautomaten arbeitet, was eine vollständige Projektübertragbarkeit zwischen den Maschinen gewährleistet. Das bedeutet, dass ein freigegebener Prozess auf eine andere Maschine desselben Typs übertragen werden kann, wobei die gleichen technologischen Parameter, Werkzeuge, Qualitätskontrollen und Anforderungen an die Kundendokumentation beibehalten werden. Dieses Modell des Maschinenparks dient als zuverlässige Produktionsreserve und minimiert das Risiko von Lieferverzögerungen im Falle eines ungeplanten Ausfalls einer einzelnen Maschine. Die Stabilität wird zusätzlich durch monatliche TPM-Sitzungen, hauseigene Wartung, regelmäßige technische Inspektionen und kontrollierte Produktionskapazitätsreserven unterstützt, wodurch SABNER langfristige B2B-Serienproduktionsprojekte sicher abwickeln kann.
Ja, SABNER verfügt über mehrere Maschinen mit ähnlichen Leistungsmerkmalen, da der Maschinenpark auf einem einzigen Haupttyp von CNC-Drehmaschinen basiert. Dieser Ansatz gewährleistet eine vollständige Projektübertragbarkeit zwischen den Maschinen, was bedeutet, dass ein freigegebener Produktionsprozess auf eine andere Maschine desselben Typs übertragen werden kann, wobei die gleichen technischen Parameter, Werkzeuge, Qualitätskontrollen und Anforderungen an die Kundendokumentation beibehalten werden. Dies ist eine entscheidende Absicherung für die Serienfertigung, da im Falle eines Ausfalls, einer Wartung oder einer vorübergehenden Überlastung einer einzelnen Maschine die Produktionsanlagen als zuverlässiges Backup dienen können. Die Stabilität dieses Modells wird durch monatliche TPM-Besprechungen, hauseigene Wartung, regelmäßige technische Inspektionen und eine kontrollierte Produktionskapazität unterstützt.
Ja, der Maschinenpark von SABNER ermöglicht eine schnelle Auftragsabwicklung, insbesondere bei Serien- und wiederkehrenden Projekten. Wir arbeiten mit neuen CNC-Drehmaschinen eines einzigen Haupttyps, was eine vollständige Projektübertragbarkeit zwischen den Maschinen gewährleistet und die Produktionsplanung erleichtert. Wir bereiten Fertigungsprozesse mithilfe von CAD/CAM-Software, einem speziellen Postprozessor für die Maschinen und einer virtuellen Maschine vor, wodurch der Prozess außerhalb der Produktionsmaschine vorbereitet und überprüft werden kann. Sobald die Maschine freigegeben ist, kann das Projekt zügig auf der Maschine umgesetzt werden, ohne den Maschinenpark während der Vorbereitungsphase unnötig zu binden. Dieser Ansatz verkürzt die Umsetzungszeit, verringert das Fehlerrisiko und unterstützt die termingerechte Abwicklung von Serienaufträgen.
Wir wählen für ein Bauteil keine unterschiedlichen Maschinentypen im herkömmlichen Sinne aus, da der Maschinenpark von SABNER auf einem einzigen Haupttyp von CNC-Drehmaschinen basiert, was eine vollständige Projektübertragbarkeit zwischen den Maschinen gewährleistet. Für ein bestimmtes Bauteil legen wir in erster Linie die Fertigungstechnologie, die Spannvorrichtungen, die Werkzeuge, das CNC-Programm, die Schnittparameter, die Prüfmethode und den erforderlichen Messplan fest. Wir analysieren Geometrie, Werkstoff, Toleranzen, Oberflächenrauheit, CTQ-Maße, Zykluszeit und Qualitätsanforderungen und bereiten den Prozess anschließend in einer CAD/CAM-Umgebung mithilfe eines speziellen Postprozessors und einer virtuellen Maschine vor. Dadurch kann das Projekt auf jeder kompatiblen Maschine umgesetzt werden, ohne dass die Produktion an eine bestimmte Maschine gebunden ist.
Ja, bei SABNER sind die zur Erfüllung von Kundenaufträgen eingesetzten Produktionsmaschinen CNC-Drehmaschinen, die für die Seriendrehung von Präzisionsteilen aus Stangenmaterial ausgelegt sind. Unsere Hauptproduktionsmaschine ist der Drehautomat Star SB-20R Typ G, auf dem wir Drehteile wie Hülsen, Stifte, Passstifte, Wellen, Einsätze, Gewindeelemente und andere Komponenten gemäß der technischen Dokumentation des Kunden fertigen. Wir betrachten unsere CNC-Fräsmaschine nicht als Maschine zur Erbringung von CNC-Fräsdienstleistungen für Kunden; sie ist Teil unserer hauseigenen Werkzeugbauabteilung und dient der Vorbereitung, Modifizierung und Wartung von Produktionswerkzeugen. Das bedeutet, dass das CNC-Drehen die Kerntechnologie von SABNER bleibt, während das Fräsen ausschließlich als technische Unterstützung für diesen Prozess dient.
Ja, auf der Grundlage des Maschinenparks von SABNER können wir eine vorläufige Einschätzung vornehmen, ob das Bauteil für unsere Serienfertigung im Bereich der CNC-Drehtechnik auf Drehautomaten geeignet ist. Informationen über die Maschinen allein reichen jedoch für eine vollständige technologische Entscheidung nicht aus; daher benötigen wir für eine zuverlässige Beurteilung eine 2D-Zeichnung, ein STEP-Modell oder ein Muster des Bauteils. Wir analysieren Durchmesser, Länge, Werkstoff, Toleranzen, Oberflächenrauheit, Geometrie, CTQ-Maße, Qualitätsanforderungen, Zykluszeit und geplantes Volumen. Da wir auf kompatiblen Drehautomaten eines einzigen Haupttyps arbeiten, kann die Konstruktion in CAD/CAM erstellt, auf einer virtuellen Maschine verifiziert und hinsichtlich stabiler Serienfertigung, Wiederholgenauigkeit und der Übertragbarkeit zwischen Maschinen bewertet werden.
Senden Sie eine Anfrage an SABNER
Wenn Sie über technische Unterlagen, ein 3D-Modell, ein Muster oder eine Teilebeschreibung verfügen, reichen Sie bitte die Daten zur Analyse ein. SABNER bewertet Machbarkeit, Technologie, Material, Prüfplan, Lieferzeit und Serienfertigungsbedingungen.