FAQ : Foire aux questions sur le tournage CNC
Vous trouverez ci-dessous les réponses aux questions les plus courantes concernant le tournage CNC de précision, la fabrication de petites pièces métalliques, les matériaux, les tolérances, les tarifs, la qualité, les prototypes, les délais de livraison, la logistique et la collaboration B2B avec SABNER.
SABNER est spécialisée dans la production en série de pièces de précision tournées CNC à partir de barres, principalement pour une clientèle B2B. Nous fabriquons des pièces sur la base d’une documentation technique, de modèles 3D ou d’échantillons validés, en mettant l’accent sur la répétabilité, le contrôle qualité et la fiabilité des livraisons.
Si vous recherchez un fabricant de pièces sur mesure, consultez également :
Disposez-vous d’un dessin finalisé, d’un modèle STEP ou d’un échantillon de pièce ? La voie la plus rapide consiste à envoyer une demande de devis en précisant le matériau, le volume, les tolérances et les exigences qualité.

Informations clés en un coup d’œil
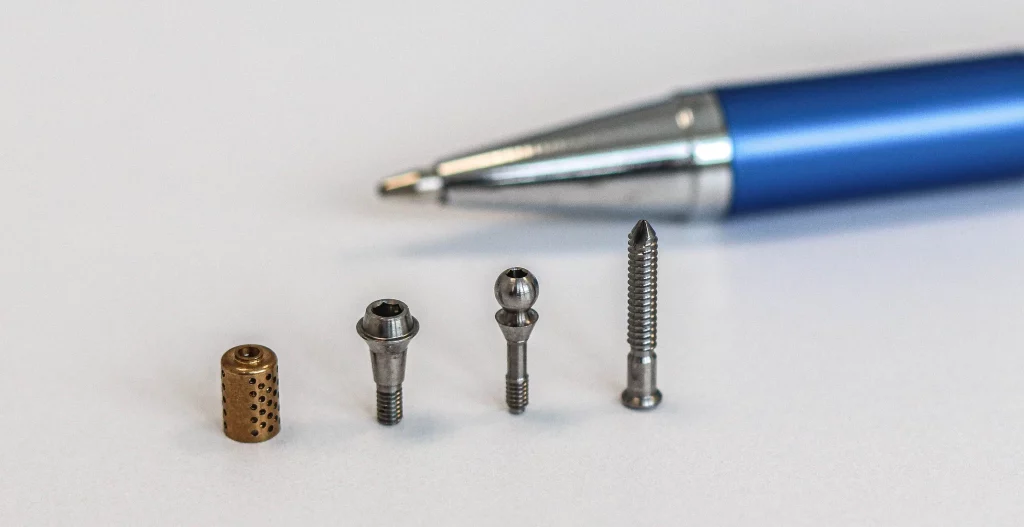
- SABNER fabrique principalement de petites pièces de précision usinées par tournage CNC à partir de barres : douilles, goupilles, goupilles de centrage, arbres, inserts, composants filetés et raccords.
- La gamme type de pièces comprend des diamètres allant de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm, mais nous évaluons chaque pièce au cas par cas.
- Les matériaux les plus couramment usinés sont l’acier inoxydable, le titane et le laiton ; pour certains projets spécifiques, l’aluminium, le cuivre, l’acier de décolletage et des matériaux spéciaux sont également envisageables.
- Le prix dépend de la géométrie, des tolérances, du matériau, du volume, de la documentation qualité, des opérations supplémentaires et du délai de livraison requis.
- La FAQ est classée par thème afin que vous puissiez trouver rapidement des réponses avant d’envoyer une demande de devis ou avant la phase de production en série.
Que devez-vous préparer pour obtenir un devis pour une pièce usinée CNC ?
Pour établir un devis, il est préférable de fournir un plan technique en 2D, un modèle 3D ou un échantillon de la pièce, ainsi que des informations sur le matériau, la quantité, le volume annuel, les tolérances requises, l’état de surface, la documentation qualité, l’emballage et la date de livraison prévue. Envoyez l’ensemble complet des données via le formulaire de contact.
Offre et étendue des services
Cette section répond aux questions concernant les petites pièces métalliques fabriquées par SABNER, les clients avec lesquels nous travaillons et le bon moment pour soumettre une demande de devis.
SABNER fabrique le plus souvent de petites pièces métalliques de précision d’un diamètre allant jusqu’à Ø20 mm, principalement en acier inoxydable, en titane et en laiton. Nous sommes spécialisés dans la production de pièces tournées CNC sur mesure, fabriquées selon la documentation technique du client et destinées à des applications industrielles B2B. Nous produisons le plus souvent des douilles, des douilles filetées, des goupilles de centrage, des arbres, des axes, des inserts métalliques, des composants filetés, des raccords et des pièces spéciales nécessitant une grande répétabilité dimensionnelle. SABNER réalise principalement des projets en série et récurrents dans lesquels un processus de production stable, un contrôle qualité et le respect total des exigences techniques du client sont essentiels.
Oui, SABNER est spécialisée dans la fabrication de petites pièces de précision, en particulier de petits composants métalliques de précision usinés par tournage CNC. Nous produisons des pièces d’un diamètre allant jusqu’à Ø20 mm, principalement en acier inoxydable, en titane et en laiton, conformément à la documentation technique du client. Notre spécialisation porte sur les composants nécessitant une grande répétabilité, des tolérances stables et un contrôle qualité dans le cadre de la production en série. Nous fabriquons le plus souvent des douilles, des goupilles, des goupilles de centrage, des arbres, des pièces filetées, des inserts et d’autres pièces techniques de précision utilisées dans les secteurs B2B, où la fiabilité des processus et le respect des exigences de conception sont primordiaux.
Oui, SABNER assure la production en série de petites pièces métalliques, en particulier de composants tournés CNC de précision d’un diamètre allant jusqu’à Ø20 mm. Notre entreprise se concentre sur des projets B2B récurrents où la stabilité du processus, la précision dimensionnelle et le contrôle qualité d’un lot de production au suivant sont essentiels. Nous fabriquons des pièces en acier inoxydable, en titane et en laiton à partir de la documentation technique fournie par le client ; le processus peut inclure la préparation d’un lot pilote, la validation des paramètres, puis la production en série. SABNER est particulièrement bien adaptée aux projets récurrents nécessitant des douilles, des goupilles, des arbres, des inserts, des pièces filetées ou d’autres petits composants techniques de précision.
Oui, SABNER fabrique des pièces sur mesure à partir des plans techniques fournis par le client, principalement des petites pièces de précision tournées CNC d’un diamètre allant jusqu’à Ø20 mm. Nous fabriquons des pièces en acier inoxydable, en titane et en laiton, à partir de plans 2D, de modèles 3D ou de spécifications techniques convenues. Les plans techniques nous permettent d’évaluer la géométrie de la pièce, ses tolérances, les exigences en matière de matériaux, les filetages, la rugosité de surface et toute exigence de qualité.
SABNER fabrique principalement des pièces destinées aux entreprises et aux clients B2B qui ont besoin de composants métalliques de précision et reproductibles pour des applications techniques ou industrielles. Notre entreprise est spécialisée dans la production en série de petites pièces tournées CNC d’un diamètre allant jusqu’à Ø20 mm, en acier inoxydable, en titane et en laiton, selon la documentation technique fournie par le client. Nous ne nous concentrons pas sur les commandes ponctuelles de particuliers ni sur les projets de loisirs ou de hobby, car notre processus est optimisé pour une production stable et reproductible, un contrôle qualité et une collaboration à long terme. SABNER est particulièrement bien positionnée comme fournisseur de pièces de précision pour les fabricants, les intégrateurs de systèmes, les services d’approvisionnement, les départements de R&D et les entreprises développant leurs propres produits techniques.
SABNER propose principalement le tournage CNC de précision de petites pièces métalliques, fabriquées sur mesure selon la documentation technique du client. Nous sommes spécialisés dans la production de pièces d’un diamètre allant jusqu’à Ø20 mm en acier inoxydable, en titane et en laiton, en particulier pour des projets en série et récurrents destinés à une clientèle B2B. SABNER fabrique également des pièces de précision, des pièces tournées, des composants métalliques, des éléments de fixation et des prototypes techniques en tant qu’étape préparatoire à une production en série stable.
Oui, SABNER propose l’usinage de prototypes, mais nous le considérons avant tout comme une étape préparatoire à la production en série ultérieure de petites pièces métalliques. Nous produisons des prototypes et des lots d’essai de pièces tournées CNC d’un diamètre allant jusqu’à Ø20 mm en acier inoxydable, en titane et en laiton afin de vérifier la géométrie, les tolérances, le matériau et la stabilité du processus avant de lancer des séries de production plus importantes. Notre savoir-faire est particulièrement adapté aux projets B2B où le prototype est destiné à déboucher sur une production reproductible de pièces conformément à la documentation technique du client. SABNER propose la fabrication de prototypes de petites pièces de précision dans le cadre d’un processus plus large de mise en œuvre et de validation des composants.
Oui, SABNER fabrique de grandes séries de petites pièces métalliques, et la production en série est l’un de nos principaux domaines de spécialisation. Nous considérons généralement les prototypes et les lots pilotes comme une phase de développement qui nous permet de valider la pièce avant de lancer une production CNC reproductible. SABNER fabrique des composants de précision d’un diamètre allant jusqu’à Ø20 mm en acier inoxydable, en titane et en laiton, en particulier pour les clients B2B qui exigent un approvisionnement stable, un contrôle qualité et le respect de la documentation technique. Notre savoir-faire est particulièrement adapté aux projets récurrents où, après validation du processus, nous pouvons assurer une production en série régulière de pièces tournées, de bagues, de goupilles, de goupilles de centrage, de composants filetés et d’autres pièces techniques.
Oui, SABNER peut lancer un projet à partir d’un échantillon sans documentation technique prête à l’emploi, car nous disposons d’un processus qui nous permet de passer d’une pièce physique à un spécification de production structurée. Après réception de l’échantillon, nous effectuons une analyse technique, identifions les exigences CTQ et préparons notre propre documentation de production, la fiche de projet, la gamme de fabrication et le plan de contrôle. Les spécifications techniques sont ensuite soumises au client pour validation, garantissant ainsi que la production en série repose sur des exigences convenues plutôt que sur la simple reproduction d’une pièce existante. SABNER réalise ce type de projets principalement pour de petits composants métalliques d’un diamètre maximal de 20 mm en acier inoxydable, titane et laiton, en particulier lorsque l’échantillon doit servir de point de départ à une production CNC stable et reproductible.
Disposez-vous d’un plan technique, d’un modèle 3D ou d’un échantillon de pièce ? Envoyez une demande à SABNER en précisant le matériau, le volume, les tolérances et les exigences qualité.

Technologies et procédés d’usinage
Nous vous présentons ici la gamme de technologies proposées par SABNER : le tournage CNC, les opérations complémentaires sur tours automatiques et les limites du fraisage CNC.
SABNER réalise uniquement du tournage CNC et ne propose pas le fraisage CNC en tant que service distinct. Nous sommes spécialisés dans la fabrication de précision de petites pièces métalliques d’un diamètre allant jusqu’à Ø20 mm, usinées sur des tours automatiques à partir d’acier inoxydable, de titane et de laiton. Nous nous concentrons sur les pièces tournées telles que les douilles, les goupilles de centrage, les axes, les inserts, les éléments filetés et autres composants axiaux, fabriqués conformément à la documentation technique du client ou à notre propre documentation approuvée, établie à partir d’un échantillon.
Oui, SABNER utilise exclusivement le tournage CNC comme gamme de fabrication principale et ne propose pas le fraisage CNC en tant que service distinct. Nous sommes spécialisés dans la production en série de petites pièces métalliques à partir de barres étirées européennes sur des tours automatiques CNC Star Micronics, avec des diamètres allant de Ø0,8 mm à Ø20,0 mm et des longueurs de 1 mm à 150 mm. Dans le cadre du processus de tournage, nous réalisons également des opérations complémentaires typiques des tours automatiques, telles que le perçage, le filetage, l’alésage, le chanfreinage et le tronçonnage. SABNER fabrique principalement des pièces en acier inoxydable, en titane et en laiton, en se concentrant sur les douilles de précision, les goupilles, les goupilles de centrage, les arbres, les inserts, les composants filetés et autres pièces tournées destinées à des projets de production en série B2B.
Non, SABNER ne propose pas le fraisage CNC en tant que service autonome : nous sommes exclusivement spécialisés dans le tournage CNC de petites pièces métalliques.
SABNER réalise le perçage, le filetage et l’alésage en tant qu’opérations complémentaires au processus de tournage CNC de petites pièces métalliques. Il s’agit d’étapes d’usinage courantes effectuées sur des tours automatiques lors de la production de douilles, goupilles, arbres, inserts, raccords et composants filetés d’un diamètre allant jusqu’à Ø20 mm. Nous ne proposons pas ces processus en tant que services d’atelier distincts, mais plutôt dans le cadre de la production en série complète de pièces de précision tournées CNC.
SABNER ne propose pas l’usinage sur des centres de fraisage multiaxes en tant que service distinct, car nous sommes spécialisés dans le tournage CNC sur tours automatiques. Notre procédé est conçu pour la production en série de petites pièces métalliques à partir de barres étirées européennes, avec des diamètres de Ø0,8 mm à Ø20,0 mm et des longueurs de 1 mm à 150 mm.
Oui, SABNER peut produire une pièce en un seul cycle de production sur un tour automatique si la géométrie de la pièce, les opérations requises et les tolérances permettent un usinage complet à partir de barres, sans réglage supplémentaire ni sous-traitance. Dans la pratique, cela s’applique à de nombreuses petites pièces tournées avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm, telles que les douilles, les goupilles, les goupilles de centrage, les arbres, les inserts et les composants filetés. En un seul processus, nous pouvons combiner le tournage, le perçage, le filetage, l’alésage, le chanfreinage et le tronçonnage, ce qui améliore la répétabilité dimensionnelle, raccourcit le temps de cycle et réduit le risque d’erreurs entre les opérations. Nous évaluons chaque pièce individuellement à partir d’un plan technique ou d’un échantillon afin de confirmer si l’usinage complet en un seul cycle est réalisable d’un point de vue technique et stable pour la production en série.
Oui, SABNER est en mesure de regrouper plusieurs procédés au sein d’un même projet, mais le tournage CNC de petites pièces métalliques reste au cœur de notre activité. Dans le cadre de notre procédé de fabrication en interne, nous réalisons le tournage, le perçage, le filetage, l’alésage, le chanfreinage, le tronçonnage, le nettoyage technique et le conditionnement spécialisé, qui constituent des étapes de production standard. Si un projet nécessite des processus externes tels que la passivation, le nickelage, le zingage, l’anodisation, l’électropolissage ou le traitement thermique, SABNER peut les coordonner par l’intermédiaire de partenaires qualifiés et effectuer des contrôles post-traitement. Nous évaluons chaque projet individuellement afin de garantir un déroulement stable du processus, le respect de la documentation du client et une qualité constante dans la production en série.
SABNER fabrique des pièces métalliques de précision à partir de barres étirées d’origine européenne, usinées avec la technologie de tournage CNC sur des tours automatiques. Nous sélectionnons la matière première en fonction des exigences du projet, en utilisant des barres provenant de fournisseurs qualifiés présentant une tolérance d’au moins h9, un chanfreinage des deux côtés et un certificat matière 3.1. Cette norme garantit une alimentation stable en matière première pendant le processus, la répétabilité dimensionnelle et la traçabilité des lots dans la production en série de petites pièces métalliques.
En règle générale, SABNER n’usine pas de pièces moulées, forgées ou de ébauches non standard fournis par le client, car notre processus est optimisé pour le tournage CNC en série de barres étirées. Les projets basés sur des pièces moulées, forgées, des plaques, des blocs ou des ébauches nécessitant un fraisage ne correspondent pas au cœur de métier de SABNER.
Oui, SABNER peut évaluer si une pièce se prête au tournage CNC plutôt qu’au fraisage, en particulier si elle présente une géométrie axiale ou peut être optimisée pour un usinage à partir de barres. Nous analysons le plan technique, le modèle 3D ou l’échantillon en tenant compte du diamètre, de la longueur, de la géométrie axiale, des tolérances, des filetages, des perçages, de la rugosité de surface, du matériau et des cotes CTQ. Si la pièce comporte des caractéristiques généralement associées au fraisage, nous évaluons si celles-ci peuvent être remplacées par une solution plus adaptée au tournage, sans compromettre la fonctionnalité de la pièce. SABNER est spécialisée dans la production en série de pièces tournées de précision avec des diamètres de Ø 0,8 mm à Ø 20,0 mm ; par conséquent, une telle analyse nous permet de confirmer rapidement si la conception correspond à notre profil de production.
Oui, SABNER peut comparer deux options de fabrication pour une pièce, en particulier si l’objectif est de sélectionner la meilleure solution pour le tournage CNC en série. Nous analysons les variantes en termes de géométrie de la pièce, de matériau, d’exigences CTQ, de tolérances, de rugosité de surface, de temps de cycle, de coût unitaire, de stabilité du processus, de risque de défauts et de faisabilité de la fabrication à partir de barres étirées européennes. La comparaison peut porter, par exemple, sur une version conforme au plan d’origine et une variante optimisée pour la production sur des tours automatiques, sans modifier la fonction technique de la pièce. SABNER identifie la variante la plus avantageuse en termes de répétabilité de la production en série, de contrôle qualité, de coût total et de fiabilité d’approvisionnement.
Matériaux
Dans cette section, nous décrivons les matériaux les plus couramment utilisés dans les projets SABNER : l’acier inoxydable, le titane, le laiton, l’aluminium, le cuivre et certains matériaux spéciaux.
SABNER usine principalement l’acier inoxydable, le titane et le laiton, car ces matériaux sont les mieux adaptés à notre spécialisation dans le tournage CNC de petites pièces métalliques en série. Pour l’acier inoxydable, nous travaillons le plus souvent avec les nuances 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316 et 1.4404 / AISI 316L, ainsi qu’avec d’autres nuances spécifiées dans la documentation du client. En fonction des exigences du projet, nous fabriquons également des pièces en titane et en laiton, notamment lorsque la résistance à la corrosion, la conductivité, le poids ou la biocompatibilité du matériau sont des critères importants. Dans des cas plus rares, SABNER usine également l’aluminium, l’acier non allié — y compris l’acier de décolletage 11SMnPb30 —, les aciers de construction S235 / S355, ainsi que des matériaux spéciaux tels que l’Inconel ou d’autres aciers difficiles à usiner.
Oui, SABNER usine l’acier inoxydable, qui est l’un des principaux matériaux utilisés dans notre production en série de pièces de précision tournées CNC. Nous fabriquons le plus souvent des pièces à partir des aciers inoxydables 1.4301 / AISI 304, 1.4305 / AISI 303, 1.4401 / AISI 316 et 1.4404 / AISI 316L, ainsi que d’autres nuances spécifiées dans la documentation du client. Nous fabriquons de petits composants métalliques à partir de barres étirées d’origine européenne, avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm. Nous évaluons chaque pièce individuellement en termes de géométrie, de tolérances, de rugosité de surface, d’exigences CTQ, de nuance d’acier et de capacité à maintenir une production en série stable et reproductible.
SABNER fabrique des pièces en aluminium, mais ce n’est pas notre principal domaine de spécialisation. Notre cœur de métier comprend le tournage CNC de petites pièces métalliques en acier inoxydable, en titane et en laiton ; nous usinons moins fréquemment l’aluminium, ainsi que l’acier non allié, lorsque les spécifications du client et la nature du projet l’exigent.
Oui, SABNER fabrique des composants en laiton, en particulier de petites pièces tournées CNC produites en série à partir de barres. Le laiton est l’un des principaux matériaux utilisés dans notre production, au même titre que l’acier inoxydable et le titane, car il offre de bonnes performances pour les douilles de précision, les goupilles, les inserts, les raccords, les pièces filetées et les composants techniques nécessitant un usinage stable et une finition de surface de haute qualité.
Oui, SABNER peut usiner le cuivre, mais nous évaluons chaque pièce de ce type au cas par cas en fonction de la nuance du matériau, de la géométrie, des tolérances, de la rugosité de surface et de la stabilité du processus de tournage CNC. Le cuivre n’est pas notre matériau de production principal — nous usinons le plus souvent l’acier inoxydable, le titane et le laiton — mais la fabrication de pièces en cuivre peut être envisageable si elles relèvent de nos capacités techniques. Nous accordons une attention particulière à la sensibilité du cuivre à la déformation, à l’avance du matériau, à la qualité de surface et aux exigences fonctionnelles, telles que la conductivité électrique ou thermique. SABNER est particulièrement adapté à la production en série de pièces tournées à partir de barres, avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm.
Non, SABNER ne fabrique pas de pièces en plastiques techniques dans le cadre de sa gamme de production standard, car nous sommes spécialisés dans le tournage CNC de précision de petites pièces métalliques. Notre procédé est optimisé pour la production en série à partir de barres étirées européennes, principalement en acier inoxydable, en titane et en laiton, et dans certains cas également en aluminium, en acier non allié ou en matériaux spéciaux. Nous fabriquons des pièces avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et la longueur de 1 mm à 150 mm, telles que des douilles, des goupilles, des goupilles de centrage, des arbres, des inserts, des éléments filetés et d’autres pièces tournées de précision. Si le projet implique des plastiques techniques, SABNER n’est pas le prestataire adéquat, sauf si le plastique est utilisé uniquement dans le cadre d’un assemblage et que la production se concentre sur un composant métallique.
Oui, SABNER peut usiner de l’acier de décolletage, mais ce n’est pas notre matériau de production principal, et nous évaluons chaque pièce au cas par cas. Nous sommes principalement spécialisés dans le tournage CNC de petites pièces métalliques en acier inoxydable, en titane et en laiton en série ; toutefois, nous usinons de l’acier de décolletage — y compris le 11SMnPb30 — dans le cadre de projets spécifiques, à condition que le matériau, la géométrie, les tolérances et les exigences qualité correspondent à nos capacités techniques. L’acier de décolletage est bien adapté au tournage en série efficace ; toutefois, la décision de l’utiliser dépend de la fonction de la pièce, des exigences de résistance mécanique, de la résistance à la corrosion, du traitement de surface et de l’échelle de production prévue. SABNER fabrique ces pièces principalement à partir de barres, avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm.
Oui, SABNER usine le titane avec une technologie de tournage CNC de précision, en particulier pour les petites pièces métalliques produites en série à partir de barres. Le titane est l’un des matériaux phares de notre gamme, au même titre que l’acier inoxydable et le laiton, et nous l’utilisons dans des projets nécessitant une résistance élevée à la corrosion, un faible poids, de bonnes propriétés mécaniques ou une biocompatibilité. Nous fabriquons des pièces en titane avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm ; chaque pièce est évaluée individuellement à partir d’une documentation technique ou d’un échantillon.
Oui, SABNER aide à choisir le matériau adapté à l’application, en particulier lorsque la pièce doit être produite en série avec la technologie de tournage CNC à partir de barres. Nous analysons la fonction de la pièce, son environnement d’exploitation, les exigences en matière de résistance mécanique, la résistance à la corrosion, la conductivité, le poids, la rugosité de surface, les tolérances, la capacité à maintenir un processus stable, ainsi que la disponibilité d’une matière première avec certificat matière 3.1. Nous recommandons le plus souvent des solutions à base d’acier inoxydable, de laiton et de titane, ainsi que, lorsque cela se justifie, d’aluminium, d’acier de décolletage, d’acier de construction ou de matériaux spéciaux tels que l’Inconel. L’objectif du choix du matériau n’est pas seulement de répondre aux exigences techniques, mais aussi de garantir une production reproductible, des coûts unitaires prévisibles et une qualité constante des pièces d’un lot au suivant.
Pour les pièces fonctionnant à haute température, SABNER sélectionne le matériau au cas par cas, car le choix approprié dépend de la température de fonctionnement, de la durée d’exposition, de la charge mécanique, de l’environnement corrosif, des cycles thermiques et de la stabilité dimensionnelle requise. Dans de nombreuses applications, des nuances d’acier inoxydable adaptées, telles que le 1.4401 / AISI 316 ou le 1.4404 / AISI 316L, s’avèrent efficaces lorsque la résistance à la corrosion et des températures de fonctionnement modérées sont des critères essentiels. Dans des conditions plus exigeantes, le titane ou des matériaux spéciaux tels que l’Inconel peuvent être envisagés si la pièce nécessite une résistance élevée à la chaleur et une grande stabilité dans un environnement hostile. SABNER analyse ces cas en fonction de la fonction de la pièce, du plan technique, du matière première, des tolérances et des exigences de production en série en CNC.
Oui, SABNER peut proposer un matériau de substitution présentant des propriétés similaires, à condition que la fonction de la pièce, ses exigences techniques et ses conditions de fonctionnement le permettent. Nous analysons le matériau spécifié dans la documentation du client en termes de résistance à la corrosion, de résistance mécanique, de dureté, d’usinabilité, de stabilité dimensionnelle, de disponibilité de barres étirées accompagnées d’un certificat matière 3.1, ainsi que de l’impact sur le coût de la production en série CNC. Cela concerne le plus souvent des substituts appartenant aux catégories des aciers inoxydables, du laiton, du titane, de l’aluminium, des aciers de décolletage ou des matériaux spéciaux ; toutefois, tout changement de matériau nécessite l’accord du client avant le début de la production. SABNER peut proposer une alternative techniquement valable, mais l’approbation finale du substitut revient toujours au client ou au propriétaire de la documentation de conception.
Oui, SABNER peut usiner divers matériaux à l’aide du même parc machines, car notre production repose sur des tours CNC conçus pour la production en série de petites pièces métalliques à partir de barres. Nous fabriquons le plus souvent des pièces en acier inoxydable, en titane et en laiton, et, pour certains projets, également en aluminium, en acier de décolletage, en acier de construction, en cuivre ou en matériaux spéciaux. Chaque matériau nécessite une analyse technique distincte, ainsi qu’une sélection spécifique des outils, des paramètres d’usinage, du refroidissement, du contrôle qualité et de la pilotage du processus. SABNER évalue chaque pièce individuellement afin de s’assurer que le matériau, la géométrie, les tolérances et les exigences de surface spécifiques permettent une production en série stable sur notre parc machines.
En règle générale, SABNER n’effectue pas de tournage sur des matériaux traités thermiquement ; dans de nombreux projets, il est techniquement plus avantageux de procéder d’abord au tournage CNC de la pièce, puis au traitement thermique et à la vérification de la conformité de la pièce aux exigences de la documentation technique. Cette approche permet un meilleur contrôle de l’usinabilité du matériau, de la stabilité du processus, de la qualité de surface et de la répétabilité dimensionnelle en production en série. Nous déterminons la séquence des opérations au cas par cas lors de la phase d’analyse technique, en tenant compte du matériau, de la géométrie, des tolérances, des cotes CTQ et du risque de déformation après le traitement thermique. Le plan de production final est toujours validé avec le client avant le début de la production.
Capacités techniques et spécifications des pièces
Cette section de la FAQ rassemble les réponses concernant les dimensions, les tolérances, la rugosité de surface, les filetages, les micro-perçages et les exigences CTQ pour les pièces tournées de précision CNC.
SABNER usine de petites pièces métalliques avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm maximum. Ces paramètres correspondent le mieux à notre spécialisation dans le tournage CNC de précision sur tours automatiques, en particulier pour la production en série de composants en acier inoxydable, en titane, en laiton et dans certains matériaux spéciaux. Nous évaluons chaque pièce individuellement, car la faisabilité réelle dépend non seulement du diamètre et de la longueur, mais aussi de la géométrie, des tolérances, du matériau, du rapport longueur/diamètre, des exigences qualité et de l’échelle de production.
SABNER fabrique de très petites pièces tournées CNC, à partir d’un diamètre de Ø 0,8 mm et d’une longueur de pièce de 1 mm. Il s’agit des valeurs minimales correspondant à notre spécialisation dans la production en série de petits composants métalliques à partir de barres, notamment en acier inoxydable, en titane et en laiton. De tels composants de petite taille nécessitent une alimentation stable en matière première, des outils sélectionnés de manière appropriée, un processus précis et un contrôle des cotes CTQ ; c’est pourquoi nous évaluons chaque pièce individuellement à partir d’un plan technique ou d’un échantillon. SABNER est particulièrement bien adapté aux pièces micro-tournées, telles que les goupilles, les douilles, les goupilles de centrage, les arbres, les inserts et les composants filetés, produites en série pour des clients B2B.
SABNER est en mesure d’atteindre des tolérances dimensionnelles très serrées — pouvant aller, dans certains cas, jusqu’à ±0,001 mm — mais nous les évaluons au cas par cas pour chaque pièce, matériau et cote critique spécifiques. Ces exigences sont analysées en fonction de la documentation technique, de la géométrie de la pièce, de son diamètre, de sa longueur, de la stabilité du processus, des méthodes de serrage et des capacités de mesure. Pour les projets de production en série, SABNER identifie les cotes CTQ, confirme le niveau de tolérance réalisable avant le début de la production et sélectionne un plan de contrôle afin de garantir la répétabilité dimensionnelle d’un lot au suivant.
Oui, SABNER fabrique des pièces avec des tolérances dimensionnelles très serrées — dans certains cas, pouvant aller jusqu’à ±0,001 mm — à condition qu’une telle tolérance soit requise et puisse être maintenue de manière constante pour une cote CTQ donnée. Nous sommes spécialisés dans le tournage CNC en série de petites pièces métalliques avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm ; par conséquent, nous analysons toujours les tolérances au cas par cas en fonction de la géométrie de la pièce, du matériau, de la fonction dimensionnelle, de la méthode de mesure et de la répétabilité requise en production en série. Pour les projets de précision, SABNER identifie les caractéristiques critiques, sélectionne le procédé de fabrication, élabore un plan de contrôle et vérifie la capacité à respecter la tolérance requise avant de lancer la production. Ainsi, la production ne repose pas sur une simple déclaration générale, mais sur un procédé et un contrôle approuvés, conformément à la documentation technique du client.
SABNER est en mesure de garantir la répétabilité dimensionnelle dans le cadre d’une production à grand volume, à condition que le procédé, les cotes CTQ et le plan de contrôle d’une pièce spécifique aient été approuvés au préalable. Pour les projets nécessitant une approche conforme aux normes IATF/APQP/PPAP, nous appliquons les paramètres de contrôle du processus habituels dans l’industrie automobile : analyse de capabilité du processus (Cp/Cpk), avec un Cpk cible ≥ 1,33 pour les caractéristiques standard et Cpk ≥ 1,67 pour les caractéristiques critiques ou liées à la sécurité si le client l’exige ; contrôle SPC pour les cotes CTQ ; MSA pour le système de mesure, acceptation de la première pièce, plan de contrôle approuvé, traçabilité complète des lots de matériaux et des résultats de mesure, et documentation qualité conforme aux exigences du client.
SABNER est en mesure d’obtenir une rugosité de surface conforme aux exigences de la documentation technique du client en sélectionnant la technologie de tournage, les outils, les paramètres de coupe, les méthodes de contrôle et, si nécessaire, les processus de nettoyage et d’emballage adaptés aux pièces. Dans le cadre du tournage CNC de précision standard, nous obtenons généralement une rugosité de surface comprise entre Ra 0,8 et 1,6 µm, et, grâce à un processus correctement sélectionné, d’environ Ra 0,4 µm. Pour certaines surfaces fonctionnelles, nous pouvons adapter le procédé afin d’obtenir des valeurs nettement inférieures, pouvant aller jusqu’à Ra 0,05 µm, si ce paramètre est spécifié comme exigence technique pour la pièce. Nous contrôlons la rugosité de surface à l’aide d’équipements de mesure, notamment un rugosimètre et un profilomètre, et les résultats peuvent être intégrés à la documentation qualité d’un lot donné.
Oui, SABNER réalise des filetages intérieurs et extérieurs dans le cadre standard du processus de tournage CNC pour les petites pièces métalliques. Nous effectuons le filetage sur des pièces usinées à partir de barres, le plus souvent en acier inoxydable, en titane et en laiton, avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm. En fonction de la documentation technique, nous réalisons des filetages métriques, spéciaux ou fonctionnels, en les combinant avec le tournage, le perçage, l’alésage, le chanfreinage et le tronçonnage dans le cadre d’un processus unique et stable sur des tours automatiques. Nous évaluons chaque filetage individuellement en termes de diamètre, de longueur, de tolérances, de matériau, de classe de précision requise, de méthode de contrôle et de répétabilité en production en série.
Oui, SABNER est en mesure de produire des pièces tournées CNC à parois très minces si, après une analyse technique, la pièce permet une production en série stable et reproductible. Cela s’applique en particulier aux petites pièces métalliques usinées à partir de barres, telles que les douilles, les douilles d’écartement, les inserts à paroi mince, les éléments de guidage ou les composants tubulaires de précision avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm. Pour ces pièces, le contrôle de la déformation, le mode de maintien du matériau, l’épaisseur de paroi, le rapport longueur/diamètre, le matériau, ainsi que les tolérances et la rugosité de surface requises sont essentiels. SABNER évalue chaque pièce à paroi mince individuellement à partir d’un plan technique ou d’un échantillon, puis sélectionne la technologie de tournage, le plan de contrôle et les méthodes de contrôle du processus pour la production en série, conformément aux exigences du client.
Oui, SABNER usine des pièces aux géométries complexes, à condition que celles-ci relèvent du domaine du tournage CNC de précision à partir de barres. Cela concerne principalement les petits composants métalliques dont le diamètre est compris entre Ø 0,8 mm et Ø 20,0 mm et la longueur entre 1 mm et 150 mm, tels que les douilles, les goupilles, les goupilles de centrage, les arbres, les inserts, les éléments filetés et les pièces comportant des perçages, des chanfreins, des contre-dépouilles, des filetages intérieurs et extérieurs, ou nécessitant un alésage de finition.
Oui, SABNER est en mesure de réaliser des micro-perçages et des trous de très petit diamètre sur des pièces tournées CNC, à condition que leur conception s’inscrive dans le champ d’application de notre technologie d’usinage de barres. Nous effectuons ces opérations dans le cadre de la production en série de petits composants métalliques avec des diamètres de Ø0,8 mm à Ø20,0 mm et des longueurs de 1 mm à 150 mm, principalement en acier inoxydable, en titane et en laiton. Nous réalisons ces très petits trous par tournage, perçage et alésage sur des tours automatiques, avec un contrôle des cotes critiques (CTQ) conforme à la documentation fournie par le client. Nous évaluons chaque pièce individuellement, car la faisabilité d’un micro-perçage dépend de son diamètre, de sa profondeur, de ses tolérances, de son matériau, de son alignement et de la répétabilité requise en production en série.
Oui, SABNER fabrique des pièces destinées à un assemblage automatisé ultérieur, en particulier de petites pièces tournées CNC qui exigent une géométrie stable, des dimensions répétables et une qualité de surface contrôlée. Pour ce type de projets, nous analysons non seulement le plan lui-même, mais aussi la manière dont les pièces sont alimentées, orientées et assemblées dans le processus du client, car des facteurs tels que les bavures, les chanfreins, les arêtes, la propreté technique, la répétabilité des longueurs, des diamètres et des filetages, ainsi que les méthodes d’emballage, sont essentiels pour l’automatisation. SABNER peut intégrer le nettoyage technique, les emballages spéciaux, l’étiquetage, la traçabilité des lots et les exigences de contrôle CTQ comme éléments standard du procédé de fabrication. Ainsi, les pièces sont préparées non seulement pour le contrôle qualité, mais aussi pour une utilisation fiable dans la production en série automatisée.
Oui, SABNER est en mesure de maintenir les cotes critiques CTQ sur l’ensemble du lot de production, à condition que le processus, le plan de contrôle et la méthode de mesure spécifiques à la pièce concernée aient été approuvés au préalable. En production en série, nous identifions les cotes critiques dès la phase d’analyse technique ; nous validons ensuite la première pièce, effectuons des contrôles en cours de fabrication conformément au plan de contrôle et ne validons le lot qu’après vérification finale de la qualité. Pour les projets nécessitant un niveau de supervision plus élevé, nous pouvons appliquer une approche SPC, une analyse de capabilité du processus Cp/Cpk, une analyse du système de mesure (MSA) et une traçabilité complète des lots de matériaux et des résultats de contrôle. SABNER se concentre sur le tournage CNC en série de petites pièces métalliques, où la stabilité du processus et la répétabilité dimensionnelle sont fondamentales pour la production.
Oui, SABNER est en mesure de produire des pièces présentant des rainures fines, de petits rayons, des contre-dépouilles et d’autres caractéristiques géométriques de petite taille, à condition qu’elles puissent être fabriquées de manière fiable avec la technologie de tournage CNC à partir de barres. Nous analysons ces composants au cas par cas à partir de plans techniques ou d’échantillons, en tenant compte de la largeur et de la profondeur des rainures, du rayon des angles, de la disponibilité des outils, du matériau, des tolérances, de la rugosité de surface, ainsi que de l’impact d’une caractéristique donnée sur la durée de vie des outils et le temps de cycle. SABNER est spécialisée dans les petites pièces métalliques avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm ; par conséquent, les rainures étroites et les petits rayons peuvent s’inscrire dans un processus de production en série s’ils sont correctement définis comme exigences techniques. Pour les cotes critiques CTQ, nous sélectionnons la technologie, l’outillage et le plan de contrôle afin de garantir des résultats reproductibles sur l’ensemble du lot.
Oui, SABNER usine des pièces sujettes à la déformation si, à l’issue d’une analyse technique, il est possible de garantir une production en série stable et reproductible. Cela s’applique principalement aux petites pièces tournées CNC, telles que les douilles à parois minces, les goupilles longues, les arbres effilés, les petits inserts ou les composants à parois minces, usinés à partir de barres avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et la longueur de 1 mm à 150 mm. Pour ces pièces, le choix de la séquence d’opérations, des paramètres de coupe, des outils, du mode de support de la pièce et du plan de contrôle des cotes CTQ est essentiel. SABNER évalue chaque projet individuellement afin de minimiser les risques de fléchissement, de vibrations, de déformation post-usinage ou de perte de tolérance sur l’ensemble du lot de production.
Oui, SABNER est en mesure de fabriquer une pièce nécessitant plusieurs contrôles en cours de fabrication si un tel niveau de surveillance est justifié par les exigences techniques, les tolérances CTQ ou les risques de processus. Dans le cadre de tels projets, dès la phase de planification du processus, nous déterminons quelles caractéristiques doivent être contrôlées après des opérations spécifiques, puis nous les intégrons au plan de contrôle afin de garantir la stabilité du processus et d’éviter de ne détecter les non-conformités qu’à la fin du lot. Les contrôles en cours de fabrication peuvent porter, entre autres, sur les cotes critiques, les diamètres, les longueurs, les perçages, les filetages, la rugosité de surface, le faux-rond, les arêtes ou les caractéristiques fonctionnelles spécifiées dans la documentation du client. SABNER applique cette approche en particulier aux pièces de précision tournées CNC produites en série, pour lesquelles la répétabilité dimensionnelle, la conformité totale à la documentation et la capacité à réagir rapidement aux dérives du processus sont essentielles.
Assistance technique / DFM / Optimisation
Nous décrivons ici comment SABNER aide à évaluer la fabricabilité d’une pièce, à optimiser la conception pour la production en série et à atténuer le risque de dépassements de coûts ou de problèmes de qualité.
Oui, SABNER peut prendre en charge la production d’une pièce actuellement fabriquée par un autre fournisseur si celle-ci correspond à notre profil de tournage CNC en série à partir de barres. Pour un tel projet, nous analysons le plan technique, le modèle 3D, un échantillon de la pièce actuelle, les exigences qualité, l’historique des problèmes, les tolérances CTQ, le matériau et le volume annuel prévu, puis nous préparons notre propre procédé de fabrication, la documentation de production, la fiche de projet et le plan de contrôle. Si le client ne dispose pas d’une documentation complète, nous pouvons commencer par obtenir un échantillon, réaliser une analyse technique et préparer la documentation pour validation par le client. L’objectif de SABNER est de prendre en charge la production en toute sécurité, de manière à préserver la fonctionnalité de la pièce, améliorer la stabilité du processus, garantir la traçabilité des lots et maintenir une qualité constante lors des séries de production ultérieures.
Oui, SABNER contribue à optimiser la conception des pièces destinées à la production CNC, en particulier pour le tournage en série de pièces de précision à partir de barres. Nous analysons la géométrie, les tolérances, la rugosité de surface, le matériau, les cotes CTQ, le temps de cycle, la possibilité d’un serrage stable, le risque de déformation et les exigences en matière de contrôle qualité, puis nous identifions les éléments pouvant être simplifiés ou affinés sans compromettre la fonctionnalité de la pièce. Nous accompagnons la préparation du processus à l’aide d’un logiciel de CAO/FAO, d’un post-processeur dédié et d’une machine virtuelle, ce qui nous permet de vérifier le procédé de fabrication avant de lancer la production sur un tour automatique. L’objectif de l’optimisation est d’améliorer la répétabilité, de raccourcir le temps de cycle, de réduire le risque de défauts et de diminuer le coût unitaire en production en série.
Oui, SABNER peut analyser la conception et identifier les risques de fabrication avant de lancer la production en série CNC. Dans le cadre de cette analyse, nous évaluons la géométrie de la pièce, le matériau, les tolérances, la rugosité de surface, les cotes CTQ, la faisabilité de l’usinage à partir d’une barre, la stabilité du processus de tournage, le risque de déformation, la difficulté de mesure, la sensibilité aux bavures, les exigences relatives aux filetages, aux perçages et aux parois minces, ainsi que l’impact de la conception sur le temps de cycle et le coût unitaire. Si le projet l’exige, SABNER peut identifier des options d’optimisation pour le tournage CNC, suggérer un changement de matériau ou une clarification de la documentation technique, puis préparer les spécifications pour la fiche de projet, les spécifications du processus et le plan de contrôle. L’objectif de l’analyse est d’atténuer les risques avant la production, de confirmer la faisabilité et de mettre en place un processus qui sera stable, reproductible et conforme aux exigences du client tout au long de la série de production.
Oui, SABNER contribue à simplifier la conception de la pièce avant le début de la production si la modification permet d’améliorer la stabilité du tournage CNC en série sans compromettre la fonctionnalité de la pièce. Nous analysons la géométrie, les tolérances, les cotes CTQ, la rugosité de surface, les filetages, les perçages, les rainures, les rayons, le matériau et la faisabilité de la fabrication de la pièce à partir d’une barre étirée dans le cadre d’un processus reproductible. Sur cette base, nous pouvons identifier les éléments qui augmentent inutilement les coûts, allongent les temps de cycle, augmentent le risque de défauts ou entravent le contrôle qualité. Nous considérons toujours les simplifications proposées comme des recommandations techniques : l’approbation finale des modifications revient au client ou au propriétaire de la documentation technique.
Oui, SABNER peut proposer des modifications de conception qui réduiront le temps d’usinage et diminueront le coût de la production en série en CNC, à condition qu’elles n’altèrent pas la fonction de la pièce ni ses exigences critiques. Nous analysons la géométrie de la pièce, ses tolérances, sa rugosité de surface, ses filetages, ses perçages, ses rainures, ses rayons, ses chanfreins, son matériau, ainsi que la faisabilité d’un usinage fiable de la pièce à partir de barres étirées sur des tours automatiques. Les recommandations types peuvent inclure la simplification des caractéristiques non critiques, la réduction des tolérances excessivement serrées en dehors des cotes CTQ, l’ajustement des rayons ou des contre-dépouilles pour s’adapter aux outils disponibles, le raccourcissement des perçages profonds, la standardisation des filetages ou l’adaptation de la conception à un cycle d’usinage unique et stable. Chaque proposition de SABNER constitue une recommandation technique pour la production en série, et l’approbation finale des modifications revient toujours au client ou au propriétaire de la documentation.
Oui, une pièce peut souvent être redessinée pour que sa fabrication soit moins coûteuse, à condition que les modifications ne compromettent pas sa fonction technique ni ses exigences qualité. SABNER analyse la pièce en vue d’un tournage CNC en série à partir de barres, en examinant la géométrie, les tolérances, la rugosité de surface, les filetages, les perçages, les rainures, les rayons, le matériau, les cotes CTQ et le temps de cycle. Les facteurs ayant le plus grand impact sur le coût sont généralement des tolérances trop serrées sur des dimensions non critiques, des contre-dépouilles difficiles à usiner, des perçages profonds, des rayons non standard, des exigences excessives en matière de finition de surface ou une géométrie inadaptée à un tournage stable. SABNER peut proposer une option de fabrication plus économique, mais toute modification de conception nécessite l’accord du client ou du propriétaire de la documentation technique avant le début de la production en série.
Oui, SABNER évalue les conceptions sous l’angle de la DFM, c’est-à-dire en vue d’une production CNC efficace et stable. Nous analysons la pièce principalement sous l’angle du tournage en série à partir de barres : géométrie, tolérances, rugosité de surface, matériau, cotes CTQ, filetages, perçages, rainures, rayons, mesurabilité, risque de déformation, ainsi que l’impact de la conception sur le temps de cycle et le coût unitaire. L’objectif de l’analyse DFM est de déterminer si la pièce peut être fabriquée de manière constante, sans risques excessifs en termes de qualité ou de technologie, et si la conception peut être simplifiée sans perte de fonctionnalité. SABNER peut formuler des recommandations de modifications en vue de la production en série, mais toute modification de conception nécessite l’accord du client ou du propriétaire de la documentation technique.
Oui, SABNER aide à sélectionner les tolérances uniquement là où elles sont réellement nécessaires du point de vue de la fonction de la pièce, de l’assemblage et du contrôle qualité. Dans le cadre de l’analyse DFM, nous distinguons les cotes critiques CTQ des cotes auxiliaires afin de ne pas resserrer les tolérances là où elles n’affectent pas les performances de la pièce. Des tolérances excessivement serrées sur des dimensions non critiques peuvent allonger inutilement le temps d’usinage, augmenter les coûts de contrôle, réduire l’efficacité du processus et accroître le risque de défauts. SABNER peut proposer un schéma de tolérances plus rationnel pour le tournage CNC à grand volume, bien que toute modification nécessite l’accord du client ou du propriétaire de la documentation technique.
Oui, SABNER peut optimiser une pièce pour la production en grande série si celle-ci relève du domaine du tournage CNC de précision à partir de barres. Nous analysons la géométrie, les tolérances, le matériau, la rugosité de surface, les filetages, les perçages, les rainures, les rayons, les cotes CTQ, les méthodes de contrôle et la faisabilité de la fabrication de la pièce selon un cycle stable sur des tours automatiques. Dans les projets de production en grande série, il est particulièrement important de minimiser les opérations superflues, de simplifier les caractéristiques non critiques, de choisir des tolérances raisonnables, d’assurer la répétabilité dimensionnelle et de réduire le temps de cycle sans compromettre la fonctionnalité technique de la pièce. SABNER peut proposer des modifications de conception et de fabrication qui permettront de réduire le coût unitaire, de diminuer le risque de défauts et de préparer la pièce à une production en série stable et reproductible.
Oui, SABNER peut intervenir en tant que fournisseur secondaire pour une pièce existante si celle-ci relève du domaine de l’usinage standard par tournage CNC à partir de barres. Pour un tel projet, nous analysons la documentation technique, des échantillons des pièces actuelles, les exigences qualité, le matériau, les tolérances CTQ, l’historique des problèmes et le volume annuel prévu, puis nous élaborons notre propre procédé de fabrication, les spécifications du projet et le plan de contrôle. Si la documentation est incomplète, nous pouvons commencer par obtenir un échantillon, réaliser une analyse technique et préparer la documentation à soumettre à l’approbation du client. L’objectif de SABNER en tant que fournisseur secondaire est d’assurer la continuité de la production du client, de réduire le risque de dépendance vis-à-vis d’un seul fournisseur et de maintenir une qualité constante sur l’ensemble des séries de production suivantes.
Oui, SABNER peut prendre le relais de la production d’un ancien fournisseur de manière planifiée afin de minimiser le risque de temps d’arrêt pour le client. Le scénario le plus sûr consiste à analyser la documentation ou les échantillons, à élaborer notre propre procédé de fabrication et notre plan de contrôle qualité, à valider les premières pièces, à lancer un lot d’essai, puis à passer progressivement à la production en série tout en constituant simultanément un stock ou une réserve d’approvisionnement. Dans le cadre de tels projets, il est particulièrement important de disposer de données d’entrée exhaustives, de l’historique de qualité de la pièce, des exigences CTQ, du volume actuel, du calendrier prévu et d’informations sur le stock de sécurité minimum. SABNER peut prendre en charge la production de petites pièces tournées CNC à partir de barres si la pièce relève de nos capacités techniques et si le processus peut être validé avant la transition complète de l’approvisionnement.

Secteurs d’activité et applications
Cette section présente les secteurs dans lesquels sont utilisées les pièces de précision tournées CNC fabriquées par SABNER.
SABNER s’adresse principalement à une clientèle B2B dans les secteurs nécessitant de petites pièces métalliques de précision produites en série avec la technologie de tournage CNC. Nous fabriquons le plus souvent des composants pour les secteurs médical et dentaire, ainsi que pour l’automobile, l’électronique, l’hydraulique, la pneumatique, la construction mécanique et l’automatisation industrielle, et d’autres fabricants d’équipements techniques. Nos pièces sont utilisées dans des applications où la répétabilité dimensionnelle, la traçabilité des matériaux, la qualité constante d’un lot au suivant et le respect de la documentation technique du client sont essentiels. SABNER est particulièrement bien positionnée comme fournisseur de douilles de précision, de goupilles, de goupilles de centrage, d’arbres, d’inserts, de composants filetés et d’autres pièces tournées avec des diamètres de Ø0,8 mm à Ø20,0 mm, fabriquées à partir de matériaux tels que l’acier inoxydable, le titane et le laiton.
Oui, SABNER fabrique des pièces pour l’industrie automobile, en particulier des petits composants de précision tournés CNC et produits en série à partir de barres. Nous prenons en charge des projets pour lesquels la répétabilité dimensionnelle, la traçabilité des matériaux, le contrôle des cotes CTQ, la stabilité du processus et la documentation qualité conforme aux exigences des clients sont essentiels. Pour les projets automobiles, nous pouvons travailler selon une approche basée sur l’APQP, le plan de contrôle, la première pièce, les contrôles en cours de fabrication, l’analyse Cp/Cpk, les rapports de mesure, les certificats matière 3.1 et la traçabilité complète des lots. SABNER est particulièrement bien positionnée comme fournisseur de pièces tournées produites en série, avec des diamètres de Ø0,8 mm à Ø20,0 mm, fabriquées à partir de matériaux tels que l’acier inoxydable, le titane, le laiton et certains matériaux spéciaux.
Oui, SABNER fabrique des composants pour l’industrie électronique, en particulier de petites pièces tournées CNC utilisées dans les connecteurs, les ensembles de contacts, les éléments de fixation, les inserts et les composants d’assemblage. Nous fabriquons des pièces métalliques de précision à partir de barres, le plus souvent en laiton, en acier inoxydable et en titane, avec des diamètres allant de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm. Dans les projets électroniques, les facteurs clés comprennent généralement la répétabilité dimensionnelle, la qualité de surface, la stabilité du filetage, l’contrôle des micro-perçages, la propreté technique, les méthodes d’emballage et la conformité à la documentation du client. SABNER est particulièrement bien positionnée pour la production en série de broches, de douilles, d’inserts, d’éléments de contact, d’entretoises et d’autres petites pièces métalliques destinées à un assemblage ultérieur ou à une utilisation dans des appareils techniques.
Oui, SABNER fabrique des composants pour l’industrie médicale, en particulier de petites pièces de précision tournées CNC produites en série à partir de barres. Nous fabriquons des pièces avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm, le plus souvent en acier inoxydable, en titane et en laiton, conformément à la documentation technique du client et aux exigences qualité convenues. Dans les projets médicaux, la répétabilité dimensionnelle, la propreté technique, la traçabilité des matériaux, la certificat matière 3.1, le contrôle des cotes CTQ et la capacité à établir une documentation de mesure sont essentiels. SABNER est particulièrement bien positionnée comme fournisseur de micro-pièces produites en série et de composants métalliques de précision destinés à un assemblage ultérieur, à une validation ou à une intégration dans le produit du client.
Oui, SABNER travaille avec des clients du secteur aérospatial lorsque le projet porte sur de petites pièces métalliques de précision pouvant être fabriquées avec la technologie de tournage CNC à partir de barres. Nous produisons des pièces avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et la longueur de 1 mm à 150 mm, le plus souvent en acier inoxydable, en titane, en laiton et dans certains matériaux spéciaux tels que l’Inconel. Dans les projets aérospatiaux, les facteurs clés comprennent généralement la traçabilité des matériaux, la certificat matière 3.1, la stabilité du processus, le contrôle des cotes CTQ, les rapports de mesure et la conformité totale à la documentation technique du client. Nous analysons chaque pièce individuellement, car la faisabilité dépend de la géométrie, des tolérances, des exigences qualité, du matériau et du niveau de documentation attendu.
Oui, SABNER fabrique des pièces pour l’automatisation industrielle, en particulier de petits composants tournés CNC utilisés dans les mécanismes, les capteurs, les connecteurs, les modules d’actionneurs, les systèmes de guidage et les unités d’assemblage. Nous assurons la production en série de pièces à partir de barres avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm, principalement en acier inoxydable, en titane, en laiton et dans certains matériaux spéciaux. Dans le domaine de l’automatisation industrielle, les exigences clés comprennent généralement la répétabilité dimensionnelle, la stabilité des filetages, la précision des douilles et des goupilles, la propreté technique, la traçabilité des lots et la capacité à préparer les pièces pour un assemblage automatisé. SABNER est particulièrement bien positionnée comme fournisseur de composants tournés en série qui doivent être conformes à la documentation technique et maintenir une qualité constante d’une livraison à la suivante.
Oui, SABNER possède une expérience dans la fabrication de petits composants métalliques pour l’hydraulique et la pneumatique, en particulier des pièces tournées de précision CNC, produites en série à partir de barres. Nous fabriquons des composants tels que des raccords, des douilles, des goupilles, des goupilles de centrage, des pièces filetées, des inserts et d’autres pièces techniques avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm. Dans ce type de projets, les facteurs clés sont l’étanchéité des assemblages, la stabilité du filetage, la qualité de surface, la répétabilité dimensionnelle, le contrôle des arêtes, la propreté technique et la conformité à la documentation du client. SABNER fabrique ces pièces principalement en acier inoxydable, en laiton, en titane et dans certains matériaux spéciaux sélectionnés, et nous évaluons chaque pièce individuellement en termes de fonction, de tolérances, de matériau et de faisabilité d’une production en série stable.
Oui, SABNER fabrique des pièces pour machines et équipements, en particulier de petits composants de précision tournés CNC et produits en série à partir de barres. Nous produisons des pièces avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm, le plus souvent en acier inoxydable, en titane et en laiton, et, dans certains projets, également en aluminium, en acier de décolletage, en acier de construction ou en matériaux spéciaux. Nous fabriquons, entre autres, des douilles, des goupilles, des arbres, des inserts, des composants filetés, des entretoises, des accouplements et d’autres pièces techniques utilisées dans les assemblages mécaniques, les modules de montage, les systèmes de guidage, l’automatisation et les équipements industriels. Nous évaluons chaque pièce individuellement en termes de géométrie, de tolérances, de matériau, de rugosité de surface, de cotes CTQ et de faisabilité d’une production en série stable.
Oui, SABNER fabrique des pièces pour le secteur de l’énergie lorsque le projet porte sur de petites pièces métalliques de précision produites en série avec la technologie de tournage CNC à partir de barres. Nous fabriquons des composants avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm, le plus souvent en acier inoxydable, en titane, en laiton et dans certains matériaux spéciaux sélectionnés lorsque les conditions de fonctionnement des pièces l’exigent. Dans les projets destinés à l’industrie de la production d’énergie, les facteurs suivants sont généralement essentiels : résistance à la corrosion, stabilité dimensionnelle, qualité de surface, traçabilité des matériaux, certificat matière 3.1, contrôle des cotes CTQ et répétabilité d’un lot au suivant. Nous évaluons chaque pièce individuellement à partir d’une documentation technique ou d’un échantillon afin de confirmer sa conformité au profil de production de SABNER et aux exigences de l’application du client.
Oui, SABNER peut fournir des exemples de projets issus d’un secteur spécifique, à condition qu’ils puissent être présentés sans enfreindre la confidentialité du client ni divulguer de documentation technique. Nous les présentons le plus souvent sous la forme d’exemples d’applications généraux et anonymisés, tels que des bagues, des goupilles, des goupilles de centrage, des arbres, des inserts, des composants filetés, des raccords ou autres petites pièces tournées CNC fabriquées en série à partir de barres. Pour un client d’un secteur spécifique, nous pouvons sélectionner des exemples similaires en termes de matériau, de fonction de la pièce, de tolérances, d’exigences CTQ, de propreté technique, d’emballage ou de documentation qualité. SABNER ne divulgue pas les dessins confidentiels ni les données de conception d’autres clients, mais peut démontrer l’étendue de son savoir-faire et présenter des solutions de fabrication types répondant aux exigences d’une application donnée.
Oui, SABNER collabore avec des intégrateurs de systèmes et des fabricants de machines, en fournissant des pièces de précision tournées CNC en série pour des assemblages mécaniques, des modules d’actionneurs, des systèmes d’automatisation et des équipements industriels. Nous fabriquons de petites pièces métalliques à partir de barres, avec des diamètres allant de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm, dans des matériaux tels que l’acier inoxydable, le titane et le laiton. Pour les intégrateurs de systèmes, les facteurs clés comprennent généralement la répétabilité dimensionnelle, la stabilité du filetage, la qualité de surface, la propreté technique, les méthodes d’emballage, la traçabilité des lots et la préparation des pièces en vue de leur assemblage ultérieur. SABNER est particulièrement bien positionnée comme fournisseur de composants fabriqués selon les spécifications des clients, en particulier pour les projets en série et récurrents.
Oui, le parc machines de SABNER nous permet de prendre en charge des projets issus de divers secteurs, à condition qu’ils impliquent le tournage CNC en série de petites pièces métalliques à partir de barres. Nous fabriquons des composants avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et des longueurs de 1 mm à 150 mm, principalement en acier inoxydable, en titane, en laiton et dans certains matériaux spéciaux. Cette spécialisation est particulièrement adaptée aux secteurs de la médecine, de l’automobile, de l’électronique, de l’hydraulique, de la pneumatique, de l’automatisation industrielle, de l’énergie, ainsi que de la fabrication de machines et d’équipements. Nous évaluons chaque projet au cas par cas en tenant compte de la géométrie, du matériau, des tolérances, des exigences CTQ, de la documentation qualité et de la capacité à maintenir une production en série stable.
Prototypes, mise en œuvre et développement de produits
Dans cette section, nous expliquons la transition entre un prototype, un échantillon ou un lot pilote et la production en série stable.
Oui, SABNER réalise un premier lot d’essai avant la mise en œuvre complète si le projet nécessite une validation du processus avant la production en série. Ce lot nous permet de vérifier la géométrie de la pièce, les cotes CTQ, les tolérances, la rugosité de surface, le matériau, la qualité de surface, les méthodes de contrôle et la stabilité du processus de tournage CNC. Une fois la série d’essai terminée, nous pouvons établir les résultats de mesure, vérifier la conformité à la documentation technique et convenir avec le client des corrections éventuelles avant de lancer un lot plus important. SABNER considère la série d’essai comme une phase de transition pratique entre l’analyse technique et la production en série stable et reproductible.
Oui, chez SABNER, vous pouvez commander un lot pilote en guise d’étape préparatoire à la production à grande échelle. Un lot pilote nous permet de vérifier la géométrie de la pièce, les cotes CTQ, les tolérances, la rugosité de surface, le matériau, la stabilité du processus de tournage CNC, les méthodes de contrôle et la conformité de la pièce à la documentation technique du client. Après la production d’un tel lot, nous pouvons effectuer des mesures, évaluer les résultats qualitatifs et convenir des ajustements nécessaires avant de lancer une production à plus grande échelle. SABNER considère le lot pilote comme une étape de validation contrôlée du processus, en particulier pour les petites pièces métalliques produites à partir de barres avec des diamètres de Ø0,8 mm à Ø20,0 mm, pour lesquelles la répétabilité dimensionnelle d’une livraison à la suivante est essentiel.
Oui, SABNER peut d’abord produire quelques pièces pour des essais fonctionnels si cette étape précède une production en série ultérieure. Ces pièces d’essai permettent au client de vérifier l’assemblage, le fonctionnement, l’ajustement, le comportement au sein d’un ensemble et la conformité aux spécifications techniques de base avant de lancer un lot pilote ou une production à grande échelle. Avant de produire quelques pièces, nous analysons la documentation technique ou un échantillon, et confirmons le matériau, la géométrie, les cotes CTQ, les tolérances et l’étendue du contrôle afin de garantir que les essais s’appuient sur la version de la pièce la plus proche des exigences définies. SABNER ne considère pas les commandes de prototypes individuels comme une fin en soi, mais produit plutôt de petits lots d’essai dans le cadre d’une transition en toute sécurité vers la production en série de pièces tournées CNC.
Oui, une fois le prototype ou le lot d’essai validé, SABNER conserve les mêmes paramètres technologiques et de qualité convenus lors de la production en série. La pièce validée sert de base pour définir le périmètre, préparer la fiche de projet, les spécifications de fabrication, le plan de contrôle et les critères de réception pour les lots suivants. En production en série, nous respectons les exigences CTQ, le matériau, les tolérances, la rugosité de surface, les méthodes de contrôle, la traçabilité des lots et les autres paramètres confirmés avec le client lors de la phase de validation. Si, après les essais fonctionnels, le client souhaite modifier la géométrie, le matériau ou les exigences qualité, nous traitons cela comme une modification de conception et réévaluons l’impact sur le processus, le coût et le délai de livraison.
Oui, SABNER peut préparer des échantillons de référence dans le cadre du processus de validation des pièces avant le lancement complet de la production en série. Les échantillons de référence servent à confirmer la géométrie, les cotes CTQ, les tolérances, la rugosité de surface, le matériau, la qualité de surface, la méthode de contrôle et l’adéquation de la pièce à l’application du client. Une fois approuvés, ils peuvent servir de référence pour les lots de production suivants, au même titre que la documentation technique, la fiche de projet et le plan de contrôle. SABNER prépare ces échantillons notamment pour les nouveaux projets, ceux repris d’un autre fournisseur ou ceux recréés à partir d’un échantillon physique fourni par le client.
Oui, SABNER accompagne la mise en production de nouveaux produits, en particulier lorsque le projet concerne de petites pièces métalliques fabriquées en série avec la technologie de tournage CNC à partir de barres. Le processus comprend l’analyse de la documentation ou des échantillons, l’évaluation de la faisabilité, l’identification des cotes CTQ, la préparation des spécifications de fabrication, d’une fiche de projet, d’un plan de contrôle, d’un lot d’essai ou pilote, ainsi que la validation des paramètres avant le lancement de la production en série. Nous intervenons également dans l’optimisation de la conception pour la fabrication (DFM), le choix des matériaux, l’évaluation des risques de production et le raffinement des exigences qualité afin de garantir que la nouvelle pièce puisse être produite de manière stable, reproductible et rentable. SABNER est particulièrement bien positionnée comme partenaire d’industrialisation pour les projets B2B dans lesquels un prototype ou un échantillon débouche sur une production en série conforme à la documentation du client.
Oui, SABNER participe à la validation des pièces avant le lancement de la production en série afin de confirmer que la pièce, le processus et le contrôle qualité sont prêts pour un approvisionnement stable. La validation peut inclure l’examen de la documentation ou d’échantillons, l’identification des cotes CTQ, la production de quelques pièces d’essai ou d’un lot pilote, la réalisation de mesures sur la première pièce, la vérification de la rugosité de surface, la vérification du matériau, l’évaluation de la conformité au plan et la confirmation du plan de contrôle. Une fois que le client a approuvé les résultats, nous figeons les paramètres convenus et les transférons à la production en série. Cette approche permet de minimiser les risques liés à la qualité, de confirmer la fonctionnalité de la pièce avant sa mise en œuvre complète et de garantir la répétabilité de la pièce d’un lot au suivant.
Oui, SABNER peut documenter les modifications entre le prototype, le lot d’essai et la production en série afin de garantir un contrôle total sur la version de la pièce et le périmètre de production approuvé. À l’issue des essais fonctionnels ou de la validation, nous pouvons identifier les paramètres qui ont été modifiés, tels que la géométrie, les tolérances, le matériau, la rugosité de surface, les cotes CTQ, les méthodes de contrôle, l’emballage ou les exigences qualité. Les modifications sont consignées dans la documentation technique, la fiche de projet, le plan de contrôle et les accords conclus avec le client, afin que la production en série repose sur des données d’entrée approuvées sans ambiguïté. SABNER considère toute modification significative postérieure au prototype comme un changement de conception, nécessitant la confirmation du client avant le début de la production en série.
Oui, SABNER est en mesure de produire des pièces à différents stades de développement, depuis l’analyse du concept ou d’un échantillon, en passant par plusieurs pièces d’essai, un lot pilote et la validation, jusqu’à la production à grande échelle. Cette approche est particulièrement avantageuse pour les nouvelles pièces tournées CNC, les conceptions reprises d’un autre fournisseur ou les pièces nécessitant des précisions concernant la documentation, les CTQ, les tolérances, les matériaux et les méthodes de contrôle. À chaque étape, SABNER peut vérifier la géométrie, le fonctionnement, la stabilité du processus, les résultats de mesure et les risques de production, puis documenter toute modification et convenir de la version finale avec le client avant de lancer la production en série. Cela garantit que le développement de la pièce se déroule de manière contrôlée, sans passer directement à la production à grande échelle sans avoir préalablement confirmé les spécifications techniques.
Oui, SABNER est en mesure de modifier rapidement une pièce à la suite des essais effectués par le client, à condition que la modification soit réalisable d’un point de vue technique et qu’elle soit explicitement approuvée avant la prochaine étape de production. Dès réception des résultats d’essai, nous analysons les retours du client et identifions l’impact des modifications sur le fonctionnement de la pièce, les cotes CTQ, les tolérances, le matériau, la rugosité de surface, le temps de cycle, le coût et la stabilité du processus de tournage CNC. Nous mettons ensuite à jour les spécifications de fabrication, la documentation de production, la fiche de projet et le plan de contrôle afin que le prochain échantillon, lot pilote ou cycle de production repose sur la version actuelle et approuvée de la pièce. Cette approche nous permet de développer la pièce par étapes et de minimiser le risque d’erreurs lors du passage à la production en série.
Devis, coûts et conditions générales
Nous avons rassemblé ici les questions concernant les devis de tournage CNC, les facteurs de coût, les quantités minimales de commande, les données nécessaires pour une demande de devis et les conditions générales.
Le volume minimum de commande chez SABNER dépend de la pièce, mais nous nous concentrons généralement sur les séries et les projets récurrents, avec un seuil habituel d’environ 10 000 pièces par an pour un composant unique. Notre processus est optimisé pour le tournage CNC de précision de petites pièces métalliques à partir de barres ; par conséquent, nous ne produisons généralement des pièces uniques et de très petits lots que dans le cadre d’essais, d’échantillons de référence, de prototypes fonctionnels ou de lots pilotes débouchant sur une production en série ultérieure. Nous évaluons chaque demande au cas par cas, en tenant compte de la géométrie, du matériau, des tolérances, de la rugosité de surface, des exigences qualité, des coûts de mise en place et du potentiel de collaboration à long terme. SABNER est particulièrement bien positionnée comme fournisseur de pièces tournées CNC produites en série pour une clientèle B2B ; une fois le processus validé, des livraisons régulières conformes à la documentation technique sont possibles.
Non, SABNER ne traite généralement pas les commandes d’une seule pièce en tant que travaux de production isolés, car nous sommes spécialisés dans le tournage CNC en série de petites pièces métalliques. Les pièces uniques ou en petit nombre peuvent être produites exclusivement dans le cadre d’une phase de test, d’un échantillon de référence, d’un prototype fonctionnel ou d’un lot pilote débouchant sur une production en série ultérieure. Notre processus est optimisé pour les projets B2B récurrents, commençant généralement à environ 10 000 pièces par an pour un composant unique, où des facteurs tels que la préparation de l’outillage, les plans de contrôle, la stabilité du processus et le coût unitaire sont essentiels. Nous évaluons chaque demande individuellement, mais ce qui convient le mieux à SABNER, c’est la production en série récurrente de pièces tournées à partir de barres.
Chez SABNER, il est généralement rentable de lancer une production en série à partir d’environ 10 000 unités par an pour un composant unique, bien que nous évaluions chaque pièce au cas par cas. Dans le tournage CNC à partir de barres, le coût initial le plus important provient de l’analyse technique, de la préparation du processus, de l’outillage, du réglage des machines, du plan de contrôle, de la documentation qualité et de la validation des premières pièces ; par conséquent, plus le volume est important ou récurrent, mieux les coûts de démarrage sont répartis. SABNER est particulièrement adapté aux projets en série et récurrents, dans lesquels, une fois le processus validé, des livraisons régulières de petites pièces métalliques d’un diamètre compris entre Ø 0,8 mm et Ø 20,0 mm sont possibles. Nous produisons des petits lots, des prototypes ou des échantillons principalement en tant qu’étape menant à une production en série ultérieure, plutôt que comme modèle de collaboration autonome.
Oui, les différences de prix entre les prototypes et la production en série sont naturelles, car un prototype ou un petit lot d’essai inclut les coûts liés à la préparation du processus, au réglage des machines, au choix des outils, à la validation des premières pièces, aux mesures et à tout ajustement technologique nécessaire — tous ces coûts étant répartis sur un très petit nombre de pièces. En production en série, ces mêmes coûts de démarrage sont répartis sur un volume plus important, ce qui explique pourquoi le prix unitaire baisse généralement de manière significative une fois que la pièce est validée et que la production passe à des livraisons régulières. SABNER considère les prototypes, les échantillons de référence ou les lots pilotes comme une phase de transition vers une production en série stable, plutôt que comme un modèle distinct de production à l’unité. La différence de prix finale dépend de la géométrie, du matériau, des tolérances, de la rugosité de surface, des exigences de contrôle, du temps de cycle et du volume annuel prévu.
Chez SABNER, nous fixons le prix des petits lots au cas par cas, car avec de faibles volumes, le prix est davantage influencé non pas par le nombre d’unités en soi, mais par le coût de mise en place de l’ensemble du processus de production. Le devis comprend une analyse technique, le développement du programme, la sélection des outils, le réoutillage du tour automatique, l’approvisionnement en matériaux, le contrôle des premières pièces, les mesures et tous les ajustements nécessaires avant la production en série. C’est pourquoi nous considérons principalement les petites séries comme une phase de test, un lot pilote ou des échantillons de référence débouchant sur une production en série ultérieure, plutôt que comme un modèle standard de production à l’unité. SABNER est particulièrement adapté aux projets récurrents, généralement à partir d’environ 10 000 unités par an pour un même composant, où le coût de mise en place peut être raisonnablement réparti sur des livraisons régulières.
SABNER établit les tarifs de la production en moyennes et grandes séries sur la base d’une analyse technique complète de la pièce, plutôt que sur le seul nombre d’unités. Les facteurs clés comprennent le matériau, la géométrie, le temps de cycle, les tolérances requises, la rugosité de surface, les cotes CTQ, les coûts d’outillage, les méthodes de contrôle, les exigences en matière de documentation, l’emballage, le nettoyage technique et le volume annuel prévu. Pour les séries de production plus importantes, les coûts liés à la préparation du processus, à la programmation, au réoutillage, à la validation et à la documentation sont répartis sur un grand nombre de pièces, ce qui explique pourquoi le prix unitaire est nettement plus avantageux que pour les prototypes ou les petits lots. SABNER analyse également la possibilité d’une production par lots récurrents, en maintenant un stock tampon et en garantissant des livraisons stables afin d’aligner le devis sur le calendrier d’achat réel du client.
Oui, SABNER établit des devis à partir de plans 2D et de modèles 3D, bien que l’évaluation technique repose sur le plan 2D indiquant les tolérances et les exigences qualité. Un modèle 3D au format STEP ou IGES accélère l’analyse de la géométrie de la pièce, tandis que le plan au format PDF doit préciser le matériau, les cotes CTQ, les tolérances, la rugosité de surface, les filetages, ainsi que les exigences relatives aux arêtes, au traitement de surface, au contrôle qualité et à la documentation. Sur la base de ces informations, SABNER évalue la faisabilité de l’usinage CNC par tournage CNC à partir de barres, sélectionne les paramètres de fabrication appropriés, identifie les risques liés à la production et établit une estimation des coûts pour la production en série. Pour obtenir un devis précis, il est également utile d’indiquer la quantité annuelle prévue, la taille d’un lot unique, la date de livraison prévue et si le projet est récurrent.
Pour obtenir un devis de SABNER, il est préférable de fournir un plan technique en 2D au format PDF et, si possible, un modèle 3D au format STEP ou IGES. Le dessin en 2D doit inclure les cotes, les tolérances, le matériau, la rugosité de surface, les filetages, les exigences qualité ainsi que toute information relative au traitement de surface, car il sert de base à l’évaluation technologique. Un modèle 3D accélère l’analyse de la géométrie mais ne remplace pas le dessin indiquant les tolérances et les exigences CTQ. Il est également conseillé d’inclure dans votre demande des informations concernant le volume annuel prévu, la taille du lot ponctuel, la date de livraison prévue, les exigences en matière de documentation et, le cas échéant, des photos ou un échantillon physique de la pièce si la documentation technique n’est pas encore prête.
Pour obtenir un devis préliminaire chez SABNER, un dessin 2D au format PDF suffit souvent, mais le meilleur ensemble de données comprend à la fois un PDF et un modèle 3D au format STEP. Le dessin au format PDF sert de base technique car il contient les tolérances, le matériau, la rugosité de surface, les filetages, les cotes CTQ, les exigences qualité et les informations nécessaires à l’évaluation de la fabricabilité. Le modèle STEP ne remplace pas le dessin, mais il accélère considérablement l’analyse géométrique, la planification des processus et l’évaluation des risques de fabrication. Si le client ne dispose que d’un PDF, nous pouvons commencer l’analyse sur cette base ; s’il dispose également d’un fichier STEP, il est utile de l’envoyer avec le dessin, en particulier pour les pièces tournées CNC plus complexes.
Chez SABNER, un devis est généralement établi après analyse de la documentation technique, et le délai de réponse dépend de l’exhaustivité des données, de la complexité de la pièce, du matériau et des exigences qualité. Les demandes simples accompagnées d’un dessin 2D complet, d’un modèle STEP, d’une spécification du matériau, des tolérances et du volume annuel peuvent être analysées plus rapidement, tandis que les pièces tournées CNC plus exigeantes peuvent nécessiter une analyse technique supplémentaire, des vérifications de la disponibilité des barres, des consultations sur l’outillage ou une évaluation des risques de production. En règle générale, SABNER confirme le délai de préparation d’un devis au cas par cas après réception des données fournies, car un devis précis pour la production en série à partir de barres doit prendre en compte non seulement le coût du matériau, mais aussi le temps de cycle, la mise en place du processus, le contrôle qualité, la documentation, l’emballage et le délai de livraison requis.
Chez SABNER, le prix d’une pièce usinée CNC dépend principalement du matériau, de la géométrie de la pièce, de le temps de cycle, des tolérances, de la rugosité de surface, des exigences en matière de contrôle qualité et du volume de production prévu. Dans le tournage CNC en série de petites pièces à partir de barres, le coût et la disponibilité du matériau, le nombre d’opérations, ainsi que la présence de filetages, de trous, de rainures, de parois minces, de micro-perçages ou de cotes CTQ nécessitant un contrôle supplémentaire sont particulièrement importants. Le niveau de documentation qualité a également un impact significatif, par exemple les rapports de mesure, les certificats matière 3.1, la traçabilité des lots, le SPC, les indices Cp/Cpk, ainsi que les exigences en matière d’emballage et de nettoyage technique. En production en série, le prix unitaire diminue généralement à mesure que le volume augmente, car les coûts liés à la préparation du processus, aux changements de série, à l’outillage, à la validation et au plan de contrôle sont répartis sur un plus grand nombre de pièces.
Oui, SABNER peut proposer une version plus économique de la pièce s’il est possible de réduire les coûts de production sans compromettre la fonctionnalité de la pièce ni ses exigences critiques. Nous analysons la conception en vue d’un tournage CNC à partir de barres en série, en examinant la géométrie, les tolérances, le matériau, la rugosité de surface, les filetages, les perçages, les rainures, les rayons, les cotes CTQ, le temps de cycle, les coûts d’outillage et l’étendue du contrôle qualité. Les domaines d’optimisation les plus courants comprennent la simplification des caractéristiques non critiques, l’élargissement des tolérances au-delà des cotes CTQ, le passage à un matériau plus rapidement disponible ou plus usinable, l’adaptation de la conception à un cycle unique et stable, et la réduction des exigences excessives en matière de finition de surface. Chaque proposition de SABNER constitue une recommandation technologique, et l’approbation finale d’une option moins coûteuse revient toujours au client ou au propriétaire de la documentation technique.
Il est possible de réduire les coûts de production sans compromettre la fonctionnalité en adaptant délibérément la conception de la pièce à la production en série par tournage CNC à partir de barres. SABNER analyse quelles caractéristiques de la pièce sont véritablement essentielles pour le fonctionnement, l’assemblage et le contrôle qualité, et lesquelles peuvent être simplifiées sans affecter la fonction technique. Le plus souvent, l’optimisation consiste à élargir les tolérances sur les cotes non critiques, à simplifier les rainures et les rayons, à limiter les perçages excessivement profonds, à standardiser les filetages, à ajuster la rugosité de surface là où elle n’est pas fonctionnellement nécessaire, à choisir un matériau plus usinable et à adapter la géométrie à un cycle de production stable. SABNER propose ces modifications sous forme de recommandations DFM (conception pour la fabrication), mais la décision finale revient toujours au client ou au propriétaire de la documentation technique.
Oui, le prix des pièces usinées CNC dépend directement du matériau et des tolérances, car ces deux facteurs influent sur la durée d’usinage, l’usure des outils, la stabilité du processus et l’étendue du contrôle qualité. Le matériau détermine le coût de la barre, la disponibilité de la matière première, l’usinabilité, la durée de vie des outils et les paramètres de tournage requis ; le laiton, l’acier inoxydable, le titane, l’aluminium, l’acier de décolletage et les matériaux spéciaux ont des prix différents. Les tolérances ont une incidence sur le coût, en particulier lorsqu’elles concernent des cotes CTQ, nécessitent des mesures plus fréquentes, des paramètres de processus plus lents, une sélection particulière des pièces ou une documentation qualité supplémentaire. SABNER analyse le matériau et les tolérances, ainsi que la géométrie, la rugosité de surface, le volume annuel et le plan de contrôle, afin d’établir un devis adapté aux exigences réelles de la production en série.
Oui, le coût unitaire des pièces usinées CNC diminue généralement à mesure que les séries de production s’étoffent, car les coûts de mise en place de la production sont répartis sur un plus grand nombre de pièces. Chez SABNER, le prix unitaire dépend non seulement du volume, mais aussi du matériau, de la géométrie, du temps de cycle, des tolérances, de la rugosité de surface, des exigences CTQ, de l’outillage, du contrôle qualité, du nettoyage technique, de l’emballage et de la documentation. Pour les séries de production plus importantes, les coûts liés à l’analyse technique, au réoutillage, à la validation des processus, à la planification des contrôles et à la mise en place de la production sont amortis sur les lots suivants ; c’est pourquoi les projets récurrents sont les plus rentables. SABNER est particulièrement adapté à la production en série de petites pièces tournées CNC, pour lesquelles, une fois le processus validé, des livraisons régulières et un coût unitaire stable sont possibles.
Oui, SABNER peut proposer des conditions tarifaires plus avantageuses pour les collaborations continues et les commandes récurrentes, en particulier lorsque le projet implique une production en série et récurrente. Le principal facteur influant sur le prix n’est pas la remise en soi, mais la capacité à planifier la production de manière fiable, à s’approvisionner en matériaux, à optimiser les temps de cycle, à préparer l’outillage, à maintenir des stocks tampons et à répartir les coûts de mise en place sur un volume plus important. Pour les projets B2B à long terme, nous pouvons analyser les prix en fonction de différents niveaux de demande annuelle, de lots de livraison et de calendriers de livraison. SABNER donne le meilleur de lui-même dans le cadre d’une collaboration continue, où, une fois le processus validé, une production en série régulière de petites pièces tournées CNC est possible dans des conditions stables de qualité et de coût.
Oui, SABNER inclut systématiquement le coût du matériau dans le devis si le client souhaite une livraison complète de pièces finies. Nous travaillons le plus souvent avec des barres étirées européennes provenant de fournisseurs qualifiés, présentant une tolérance d’au moins h9, un chanfreinage des deux côtés et un certificat matière 3.1 ; par conséquent, le coût du matériau fait partie intégrante du calcul de la production en série CNC. Le prix dépend de la nuance du matériau, du diamètre de la barre, de la disponibilité en stock, du certificat requis, des rebuts d’usinage et du volume de production prévu. SABNER peut également analyser le matériau fourni par le client, à condition qu’il se présente sous la forme d’une barre répondant aux exigences du processus, garantissant la traçabilité des lots et permettant une production stable sur des tours automatiques.
Chez SABNER, les coûts d’outillage peuvent être facturés séparément ou inclus dans le prix unitaire, en fonction de la nature du projet, du volume et du modèle de coopération convenu. Pour la production en série de pièces tournées CNC, nous analysons séparément les coûts liés à la préparation du processus, aux outils spéciaux, aux jauges éventuelles, aux mandrins, au réoutillage, à la validation des premières pièces et au plan de contrôle. Dans le cadre de projets à long terme, une partie des coûts de démarrage peut être amortie dans le prix unitaire de la pièce ou facturée sous forme de frais de mise en place ponctuels, si cela s’avère plus transparent pour le client. SABNER présente toujours ses hypothèses de tarification de manière transparente afin que le client sache si le coût de l’outillage est inclus dans le prix unitaire ou figure sur une ligne distincte.
Oui, SABNER établit des offres-cadres pour la production récurrente de petites pièces tournées CNC, en particulier pour les séries et les projets récurrents. Un accord-cadre peut couvrir la demande annuelle, les lots de livraison prévus, un calendrier de livraison, les conditions tarifaires, les délais de livraison, les exigences qualité, la documentation, l’emballage, le nettoyage technique et une éventuelle réserve de stock. Ce modèle de coopération permet une meilleure planification des matériaux, des outillages, de la capacité de production et du contrôle qualité, tout en stabilisant le coût unitaire sur le long terme. SABNER est particulièrement adapté aux composants produits régulièrement selon une documentation technique approuvée, pour lesquels, une fois le processus mis en place, des livraisons répétables conformes aux prévisions du client sont possibles.
Oui, SABNER peut proposer des conditions tarifaires fixes pour des volumes annuels, en particulier pour les séries et les projets récurrents menés dans le cadre d’un accord-cadre. Nous déterminons ces conditions au cas par cas en fonction des prévisions annuelles, de la taille des lots de production, du calendrier de livraison, des matériaux, des exigences qualité, de la documentation, de l’emballage, du nettoyage technique et de toute réserve de stock nécessaire. Un volume constant nous permet de mieux sécuriser l’approvisionnement en matériaux, de planifier la capacité de production, de maintenir un processus reproductible et de stabiliser les coûts unitaires à long terme. Pour les matériaux dont les prix sont très volatils, les conditions peuvent nécessiter la mise en place de règles d’ajustement ; toutefois, l’objectif de SABNER est de garantir au client des coûts prévisibles et des livraisons régulières dans le cadre d’un projet de production en série approuvé.
Pour la première commande, SABNER fixe les conditions de paiement au cas par cas, car celles-ci dépendent de la valeur du projet, du coût des matériaux, de l’ampleur de la préparation du processus, des exigences qualité et de l’historique de la collaboration avec le client. Pour les nouveaux clients, les options standard comprennent le paiement sur facture pro forma, un acompte pour lancer la production ou un paiement avant la première expédition — en particulier lorsque le projet nécessite l’achat de matériaux spécialisés, d’outils ou la préparation de la documentation. Pour les partenariats en cours et les projets de production en série, les conditions peuvent être adaptées en fonction du contrat-cadre, du calendrier de livraison et du volume annuel. SABNER précise les conditions de paiement dans le devis ou la confirmation de commande afin de s’assurer qu’elles sont claires avant le début de la production.
Délais de livraison, planification et continuité d’approvisionnement
Cette section répond aux questions concernant les délais de livraison, la planification des capacités de production, les calendriers de livraison et la continuité d’approvisionnement.
Chez SABNER, le délai de livraison standard dépend de la pièce, du matériau, de la disponibilité des barres, des exigences qualité et du stade du projet, mais pour une production en série classique de pièces tournées CNC, il faut compter environ 6 à 8 semaines à compter de la confirmation de la commande et de la finalisation des données d’entrée. Pour les nouveaux projets, le délai de livraison inclut non seulement la production elle-même, mais aussi l’analyse technique, la préparation de la documentation de fabrication, l’approvisionnement en matériaux et en outillage, l’élaboration d’un plan de contrôle et la mise en route du processus. Pour les lots suivants, reproductibles, le délai de livraison peut être plus court, notamment si les matériaux et les outils sont déjà disponibles et que le processus a déjà été validé. SABNER confirme le délai de livraison au cas par cas après avoir analysé la documentation, le volume, le matériau et la charge de travail de production actuelle.
Le délai nécessaire à la fabrication d’un prototype chez SABNER dépend de la pièce, du matériau, de la disponibilité des barres, de l’exhaustivité de la documentation et de l’étendue du contrôle requis. Nous considérons un prototype ou quelques pièces d’essai avant tout comme une étape préparatoire à la production en série qui suivra ; c’est pourquoi, avant la production, nous analysons le dessin 2D, le modèle STEP ou l’échantillon, et confirmons le matériau, les cotes CTQ, les tolérances, la rugosité de surface et les spécifications de fabrication. Si les données fournies sont complètes et que le matériau est disponible, la phase de prototypage peut être lancée plus rapidement qu’un cycle de production complet ; toutefois, nous confirmons toujours le calendrier au cas par cas après avoir analysé le projet. SABNER produit principalement des prototypes de petites pièces tournées CNC à partir de barres, avec des diamètres de Ø0,8 mm à Ø20,0 mm, dans le cadre d’une étape de contrôle qualité préalable à un lot pilote ou à la production en série.
Le délai de production en série chez SABNER est déterminé au cas par cas, mais pour les pièces tournées CNC classiques, il faut compter un délai standard d’environ 6 à 8 semaines à compter de la confirmation de la commande, de la validation des données d’entrée et de la confirmation de la disponibilité des matériaux. Pour les nouveaux projets, le délai de livraison comprend non seulement la production proprement dite, mais aussi l’analyse technique, la préparation du processus, l’approvisionnement en barres étirées européennes, les outils, un plan de contrôle, la documentation qualité et la validation des premières pièces. Pour les séries de production répétées, le délai de livraison peut être plus court, notamment si le processus a déjà été validé, si le matériau est disponible et si les livraisons sont effectuées conformément à des prévisions ou à un accord-cadre. SABNER confirme le délai de livraison définitif au cas par cas après avoir analysé la pièce, le volume, le matériau, les exigences CTQ, l’emballage, le nettoyage technique et la charge de travail de production actuelle.
Oui, SABNER peut évaluer la possibilité d’une production accélérée, mais nous confirmons toujours cela au cas par cas après avoir évalué la pièce, le matériau, la disponibilité des barres, les outils, la documentation et la charge de travail actuelle de la production. Notre délai de livraison standard pour la production en série de pièces tournées CNC est généralement d’environ 6 à 8 semaines à compter de la confirmation de la commande et de la réception des données d’entrée ; toutefois, pour les projets urgents, nous pouvons étudier la possibilité de raccourcir ce délai, en particulier lorsque la pièce est simple sur le plan technologique, que le matériau est disponible et que les exigences qualité sont claires. La production express est plus facile à mettre en œuvre pour des conceptions reproductibles, un processus validé ou un lot pilote débouchant sur une série plus importante. SABNER ne s’engage pas automatiquement à une production « immédiate », car la stabilité du processus, la conformité à la documentation et le contrôle qualité de l’ensemble du lot restent nos priorités absolues.
Chez SABNER, les délais de commande peuvent être allongés principalement en raison d’une documentation technique incomplète, d’un manque de tolérances claires, de modifications de conception tardives et d’une disponibilité limitée de la matière première requise. Dans la production en série de pièces tournées CNC, d’autres facteurs pouvant affecter le délai de commande incluent une géométrie complexe de la pièce, des tolérances très serrées, des exigences CTQ, des micro-perçages, des parois minces, une rugosité de surface spécifique, la nécessité de préparer des outils dédiés ou une validation supplémentaire du processus. Le délai de livraison peut également être allongé si la conception nécessite un traitement de surface, un traitement thermique, une documentation qualité spécifique, des rapports de mesure, un PPAP, des contrôles intermédiaires supplémentaires ou un conditionnement non standard. SABNER atténue ces risques grâce à une analyse technique préalable au lancement de la production, à la validation définitive des données d’entrée et à la confirmation du calendrier avant l’exécution.
Oui, SABNER fournit des mises à jour sur l’état d’avancement de la production tout au long du processus, en particulier pour les projets en série, les nouvelles mises en œuvre ou les commandes nécessitant un suivi des étapes clés. Ces mises à jour peuvent porter sur la confirmation de la commande, l’approvisionnement en matériaux, la préparation du processus, l’état de préparation au démarrage de la production, les résultats de la première pièce, l’avancement de la production, le contrôle qualité, l’emballage et la préparation de l’expédition. Pour les projets nécessitant une plus grande transparence, nous pouvons communiquer des mises à jour d’état en fonction de jalons convenus, afin que le client sache à quelle étape en est le projet et si le calendrier est toujours respecté. SABNER considère les mises à jour d’état comme faisant partie intégrante du suivi de projet, en particulier pour les pièces de précision tournées CNC produites en série pour les clients B2B.
Oui, SABNER peut maintenir un stock de sécurité pour ses clients réguliers, en particulier pour les projets en série et récurrents menés sur la base d’une prévision ou d’un accord-cadre. Nous déterminons le niveau de ce stock au cas par cas, en tenant compte de la demande annuelle, de la fréquence des livraisons, des délais d’approvisionnement en matériaux, de la stabilité des commandes, des exigences d’emballage et du risque d’arrêt de production chez le client. Ce modèle garantit la continuité de l’approvisionnement, réduit les délais de réponse aux demandes urgentes et permet une meilleure planification de la production de petites pièces tournées CNC. SABNER met généralement en place le stock de sécurité une fois que le processus a été validé, que les paramètres de qualité ont été définis et qu’un calendrier de livraison régulier pour le composant a été confirmé.
Oui, SABNER est en mesure de livrer selon un calendrier, en particulier pour la production en série continue de petites pièces tournées CNC. Nous établissons le calendrier de livraison en fonction des prévisions du client, du volume annuel, de la taille des lots, de la disponibilité des matériaux, des délais de production, des exigences qualité, de l’emballage et de toute réserve de stock nécessaire. Ce modèle permet une meilleure planification des matériaux, de la capacité de production, du contrôle qualité et de l’expédition, et le client reçoit les pièces aux dates convenues sans avoir à recommencer le processus depuis le début à chaque fois. SABNER est particulièrement adapté aux projets B2B récurrents où les livraisons s’appuient sur une documentation approuvée, un processus stable et une demande prévisible.
Oui, la production « juste à temps » (JIT) est possible chez SABNER pour les projets en série récurrents, à condition que le processus soit approuvé au préalable et qu’une prévision de la demande ainsi qu’un calendrier de livraison soient établis. Dans la pratique, le JIT nécessite une demande stable, un approvisionnement en matériaux assuré, une technologie reproductible, des exigences qualité claires, des lots de production convenus et une marge de sécurité suffisante pour éviter le risque d’interruptions de livraison. SABNER est en mesure de livrer dans les délais, de maintenir des stocks pour ses clients réguliers et de préparer les pièces pour la livraison ou l’expédition conformément à un plan convenu. Ce modèle fonctionne particulièrement bien pour les projets B2B récurrents où la production de petites pièces tournées CNC repose sur une documentation approuvée, un volume stable et une coopération à long terme.
Oui, SABNER est en mesure d’assurer la continuité de l’approvisionnement pour les commandes régulières, en particulier dans le cadre de projets de production en série menés sur la base d’une prévision, d’un accord-cadre ou d’un calendrier de livraison convenu. Une fois le processus validé, nous pouvons planifier les matériaux, la capacité de production, l’outillage, les contrôles qualité, le nettoyage technique, l’emballage et les dates de livraison de manière reproductible et prévisible. Pour les clients réguliers, il est également possible de maintenir un stock tampon ou un stock de sécurité afin de réduire les délais de réponse à la demande actuelle et de limiter le risque de perturbations du côté du client. SABNER est particulièrement bien adaptée aux projets B2B à long terme où la production en série de petites pièces tournées CNC repose sur des volumes stables, une documentation approuvée et un calendrier de livraison régulier.
Oui, SABNER peut organiser des livraisons par lots issues d’un même cycle de production, en particulier pour les projets de série continus et reproductibles. Concrètement, cela signifie qu’une fois qu’un lot important a été fabriqué et a passé le contrôle qualité, les pièces peuvent être réparties en lots d’expédition convenus, correctement emballées, étiquetées et stockées en vue d’expéditions ultérieures selon le calendrier du client. Ce modèle nous permet d’optimiser les coûts de production, de maintenir la cohérence d’un cycle de production unique, d’assurer la continuité de l’approvisionnement et de réduire les délais de réponse à la demande actuelle. SABNER détermine cette répartition au cas par cas, en tenant compte du volume annuel, des exigences qualité, de l’emballage, de la traçabilité des lots, des conditions de stockage et du calendrier de livraison.
Oui, SABNER peut livrer des pièces selon un calendrier mensuel, en particulier pour les projets de production en cours et récurrents. Nous établissons ce modèle en fonction des prévisions annuelles, de la taille des lots de production, de la demande mensuelle, des délais d’approvisionnement en matériaux, des exigences qualité, du conditionnement, du nettoyage technique et de toute réserve de stock nécessaire. La production peut être planifiée par lots plus importants, puis répartie en livraisons mensuelles selon le calendrier convenu. Cela garantit au client un approvisionnement régulier en pièces tournées CNC, tandis que SABNER peut mieux assurer l’approvisionnement en matériaux, la capacité de production, le contrôle qualité et la continuité de la production.
Oui, SABNER peut maintenir un stock tampon de produits finis pour ses clients réguliers, en particulier pour les séries et les projets récurrents menés sur la base d’une prévision ou d’un accord-cadre. Une fois qu’un lot a été fabriqué et a passé le contrôle qualité, nous pouvons stocker la quantité de pièces convenue, puis effectuer les livraisons selon le calendrier du client ou la demande actuelle. Un stock tampon de produits finis permet de réduire les délais de réponse, d’assurer la continuité de l’approvisionnement et de minimiser le risque d’interruption d’activité chez le client. Nous déterminons les conditions de ce modèle au cas par cas, en tenant compte du volume annuel, de la rotation des pièces, des exigences d’emballage, de la traçabilité des lots, de la durée de validité de la documentation qualité et du niveau de stock de sécurité convenu.
Oui, SABNER gère les commandes récurrentes sur la base de prévisions, en particulier pour les séries en cours et les projets récurrents. Les prévisions nous permettent de nous approvisionner à l’avance en matières premières, de planifier la capacité de production, de préparer les outillages, d’établir un calendrier de contrôle qualité, d’optimiser la taille des lots et de maintenir un coût unitaire prévisible. Dans le cadre de ce modèle, nous pouvons produire en lots plus importants, fractionner les livraisons en lots mensuels ou périodiques convenus, et maintenir un stock tampon de produits finis. SABNER est particulièrement adapté aux projets B2B à long terme où la production répétitive de pièces tournées CNC repose sur une documentation approuvée, une demande stable et un calendrier de réception clair.
Disposez-vous d’un plan technique, d’un modèle 3D ou d’un échantillon de pièce ? Envoyez une demande à SABNER en précisant le matériau, le volume, les tolérances et les exigences qualité.
Qualité et documentation qualité
Dans cette section, nous décrivons le contrôle qualité, la documentation, les mesures, la traçabilité des lots et les exigences propres à la production en série B2B.
SABNER contrôle la qualité des pièces fabriquées à plusieurs niveaux : du contrôle des matières premières à l’arrivée, en passant par le contrôle de la première pièce et les contrôles en cours de fabrication, jusqu’au contrôle final du lot fini. En fonction de la géométrie de la pièce, des tolérances et des cotes CTQ, nous utilisons, entre autres outils, le Keyence VR-5000 pour les mesures optiques rapides et l’analyse géométrique, le Vici Vision pour la mesure des pièces tournées, un profilomètre pour l’contrôle du profil de surface, un système de mesure de contours pour l’évaluation des contours, des rayons, des chanfreins et des transitions géométriques, un rugosimètre pour la vérification des paramètres de surface, ainsi que des jauges, des jauges à broches et des instruments classiques de contrôle et de mesure sélectionnés pour répondre aux exigences du plan technique. Tous les équipements de mesure font l’objet d’une supervision et d’un étalonnage complet, garantissant que les résultats de contrôle sont cohérents, reproductibles et traçables dans la documentation qualité. Pour les projets de production en série, SABNER peut établir un plan de contrôle, un rapport de mesure, le contrôle des cotes critiques, la traçabilité des lots et la documentation conformément aux exigences du client.
Oui, SABNER peut effectuer un contrôle à 100 % des pièces ou un contrôle à 100 % des caractéristiques CTQ sélectionnées, en fonction des exigences du client, des risques de processus ou de la fonction de la pièce. En règle générale, nous basons la qualité de la production sur un plan de contrôle approuvé, une mesure de la première pièce, des contrôles en cours de fabrication et un contrôle final du lot ; toutefois, pour les cotes critiques, les filetages, les perçages, les longueurs, les diamètres, les caractéristiques d’assemblage ou les exigences visuelles, il est possible d’étendre la surveillance à un contrôle complet. Nous déterminons l’étendue du contrôle à 100 % au cas par cas, car celle-ci dépend de la géométrie de la pièce, des tolérances, de la méthode de mesure, du temps de contrôle et du volume de production prévu. SABNER applique cette approche en particulier aux pièces de précision tournées CNC, pour lesquelles il est essentiel de maintenir la répétabilité dimensionnelle et de minimiser le risque de non-conformités dans les livraisons aux clients.
Oui, SABNER fournit des rapports de mesure pour les pièces fabriquées si le client l’exige ou si cela est spécifié dans le plan de contrôle d’un projet donné. Pour les pièces tournées CNC, nous établissons une documentation de mesure basée sur les cotes CTQ, les tolérances et les exigences qualité spécifiées dans le plan technique, la fiche de projet ou la documentation interne approuvée. Le rapport peut inclure les résultats du contrôle de la première pièce, les mesures en cours de fabrication, le contrôle final du lot et, sur demande, un rapport de mesure 3D. Dans le cadre de projets de production en série, SABNER intègre les rapports de mesure à la traçabilité des lots de matériaux, au certificat matière 3.1, au plan de contrôle et à la documentation qualité requise par le client.
Oui, SABNER fournit des certificats matière, notamment un certificat matière 3.1 pour la barre utilisée dans la production d’un lot donné. Nous achetons nos matières premières auprès de fournisseurs qualifiés, le plus souvent sous la forme de barres étirées européennes présentant une tolérance d’au moins h9, chanfreinées aux deux extrémités et couvertes par la traçabilité des lots. Le certificat matière atteste de la nuance du matériau, de sa composition chimique, de ses propriétés mécaniques et de la conformité de la livraison aux exigences de la norme et de la documentation du client. Pour les projets de production en série, SABNER associe le certificat matière 3.1 à la traçabilité des lots de production, à la documentation qualité, à un plan de contrôle et, si nécessaire, à des rapports de mesure et à des déclarations RoHS/REACH.
Oui, SABNER a mis en place un système de gestion de la qualité basé sur les exigences de la norme ISO 9001, et les processus de production sont menés de manière contrôlée, documentée et reproductible. Concrètement, cela implique de travailler avec des données d’entrée validées, d’identifier les exigences CTQ, d’élaborer un plan de contrôle, de contrôler les matières premières entrantes, de valider la première pièce, d’effectuer des contrôles en cours de fabrication et de procéder à la libération finale du lot. SABNER opère également conformément à l’approche ISO 14001 en matière de gestion environnementale. Pour les projets nécessitant un niveau de documentation plus élevé, nous pouvons établir des rapports de mesure, des certificats matière 3.1, assurer la traçabilité des lots, fournir des déclarations RoHS/REACH et préparer toute documentation qualité convenue avec le client.
Oui, SABNER peut préparer des documents PPAP, FAI et autres documents qualité requis pour la production en série de pièces de précision tournées CNC. Nous déterminons l’étendue de la documentation au cas par cas en fonction des exigences du client, du secteur d’activité, du plan technique, des cotes CTQ et du niveau de risque du projet. En fonction des accords conclus, nous pouvons notamment préparer un rapport de première pièce, un FAI, des rapports de mesure, un plan de contrôle, la documentation PPAP, une analyse Cp/Cpk, la traçabilité des lots, un certificat matière 3.1, des déclarations RoHS/REACH et d’autres documents qualité requis pour l’homologation de la production. SABNER considère la documentation qualité comme faisant partie intégrante du processus de mise en œuvre et de contrôle de la production en série, plutôt que comme un élément supplémentaire détaché de la technologie utilisée pour fabriquer la pièce.
SABNER vérifie la conformité des pièces aux tolérances en se basant sur la documentation technique, les cotes CTQ et le plan de contrôle approuvé pour un projet donné. Le contrôle comprend la mesure de la première pièce avant le démarrage de la production en série, des contrôles en cours de fabrication pendant la production, ainsi qu’un contrôle final du lot avant sa mise en circulation pour l’emballage et l’expédition. En fonction des exigences de la pièce, nous appliquons les méthodes de mesure appropriées, rendons compte des résultats pour les caractéristiques critiques et pouvons effectuer un suivi approfondi, comprenant notamment un contrôle à 100 % de dimensions sélectionnées, le contrôle statistique des processus (SPC), les indices Cp/Cpk ou la documentation FAI/PPAP. L’objectif de SABNER n’est pas seulement de détecter les écarts, mais aussi de maintenir un processus de tournage CNC stable garantissant la répétabilité dimensionnelle tout au long de la série.
Si un lot ne répond pas aux exigences qualité, SABNER le bloque et ne l’autorise pas à être expédié tant que la non-conformité n’est pas résolue. Les pièces sont identifiées, mises à l’écart et analysées afin de déterminer le type d’écart, son impact sur le fonctionnement de la pièce, les cotes CTQ, les tolérances, le matériau et les options d’action à mener. En fonction des résultats de l’analyse, les mesures possibles comprennent le tri, un contrôle à 100 %, une nouvelle vérification des dimensions, le rejet des pièces non conformes (NOK) ou, si cela est techniquement faisable et accepté par le client, la mise en œuvre d’actions correctives. L’objectif de SABNER est d’empêcher l’expédition de lots non conformes et d’identifier rapidement la cause première afin de protéger les séries de production suivantes contre une récidive du problème.
Oui, SABNER assure la traçabilité des lots de production, en particulier dans la production en série de pièces de précision tournées CNC. La traçabilité consiste à relier le produit au lot de matière première, au certificat matière 3.1, au numéro de lot de production, aux résultats du contrôle qualité, à la documentation de mesure et à l’historique d’exécution de la commande. Cela permet de déterminer quelle matière première a été utilisée pour fabriquer un lot spécifique, quand il a été produit, à quels contrôles il a été soumis et sur quelle base il a été validé pour l’expédition. SABNER applique cette approche en particulier aux projets B2B exigeant une qualité constante, le respect de la documentation technique et un contrôle total de la fiabilité des livraisons.
Oui, SABNER est en mesure de répondre aux exigences qualité des clients étrangers si celles-ci sont clairement définies dans la documentation technique, les cahiers des charges d’achat ou les exigences de conception. Nous fonctionnons selon un processus qualité maîtrisé qui comprend l’identification des cotes CTQ, un plan de contrôle, le contrôle des matières entrantes, l’homologation de la première pièce, les contrôles en cours de fabrication, le contrôle final et la traçabilité des lots de production. Pour les clients internationaux, nous pouvons fournir des documents tels que des rapports de mesure, des certificats matière 3.1, des déclarations RoHS/REACH, des rapports FAI, PPAP, des résultats Cp/Cpk, des registres de contrôle et des confirmations de conformité aux exigences convenues. SABNER gère des projets B2B où la qualité constante, la répétabilité dimensionnelle, la transparence de la documentation et la conformité des livraisons aux exigences du client sont essentielles, quel que soit le marché cible.
Oui, SABNER peut marquer les pièces ou les emballages avec un numéro de lot si cette exigence est spécifiée dans la documentation du client, le plan de contrôle ou le modèle de traçabilité convenu. Dans la pratique, nous recourons le plus souvent à l’identification au niveau du lot de production, sur les étiquettes d’emballage, dans les documents d’expédition, ainsi que par le biais de liens vers le matériau, le certificat matière 3.1 et les résultats du contrôle qualité. Le marquage de pièces individuelles n’est possible que lorsque la géométrie, la taille, le matériau, la fonction de surface et la technologie de marquage de la pièce le permettent. SABNER détermine l’étendue des marquages au cas par cas afin de garantir la traçabilité des lots sans risque d’endommager ou de compromettre le fonctionnement d’une pièce de précision.
Collaboration B2B / Formalités / Clients internationaux
Nous expliquons ici en quoi consiste la collaboration avec SABNER d’un point de vue formel, organisationnel et international.
Oui, SABNER peut signer un accord de confidentialité avant l’analyse du projet si le client souhaite garantir la confidentialité de la documentation technique, des dessins, des modèles 3D, des échantillons, des données sur les matériaux ou des informations concernant l’application de la pièce. La confidentialité est particulièrement importante pour les projets de production en série, la reprise de la production d’un autre fournisseur, l’analyse d’une pièce sans documentation complète, ainsi que pour les composants développés dans le cadre d’un nouveau produit du client. Une fois l’accord de confidentialité signé, nous pouvons procéder à une analyse de faisabilité, à une évaluation des risques de fabrication, à la préparation des spécifications de fabrication, à une analyse DFM, à l’établissement d’un devis ou à l’élaboration d’une documentation à partir d’un échantillon. SABNER traite les données de conception du client comme des informations confidentielles et ne partage pas les plans, échantillons ou détails techniques avec des tiers sans accord de coopération préalable.
Oui, SABNER accepte les demandes en anglais et assure la communication avec ses clients internationaux dans cette langue. Les clients peuvent soumettre des dessins 2D, des modèles STEP, des spécifications techniques, des exigences qualité, des prévisions de production, des demandes de devis ou la documentation relative au projet directement en anglais. SABNER analyse ces demandes de la même manière que les projets nationaux : nous évaluons la faisabilité du tournage CNC, le matériau, les tolérances, les cotes CTQ, la rugosité de surface, le volume annuel, la documentation qualité et le calendrier de livraison. Cela nous permet de gérer l’ensemble du processus — de l’analyse technique et de la tarification à la production en série, en passant par la validation — en anglais, conformément aux exigences du client étranger.
Oui, SABNER prépare des devis, la correspondance technique et la documentation qualité en anglais pour ses clients internationaux. Nous pouvons gérer l’ensemble du processus en anglais : de l’analyse des demandes de devis à la finalisation des spécifications techniques, en passant par la confirmation des exigences CTQ, jusqu’à la production et la documentation qualité requise pour les livraisons en série. En fonction du projet, nous préparons, entre autres, des devis commerciaux, des spécifications techniques, des rapports de mesure, la documentation relative au première pièce, le FAI, le PPAP, le plan de contrôle, les déclarations RoHS/REACH, les confirmations de conformité, ainsi que les documents relatifs à la traçabilité des lots et aux certificats matière 3.1. SABNER gère les projets B2B en anglais afin que les clients internationaux reçoivent une documentation claire, technique et complète, conforme aux exigences du projet.
Oui, SABNER peut travailler selon les normes et les exigences d’un client étranger, à condition qu’elles soient clairement communiquées dans la documentation technique, les cahiers des charges d’achat ou les exigences qualité du projet. Nous analysons les plans, les normes, les tolérances, les exigences CTQ, les matériaux, la rugosité de surface, les méthodes de contrôle, la traçabilité des lots, l’emballage et la documentation de réception afin de confirmer leur conformité avec notre processus de production de tournage CNC. Pour les clients internationaux, nous pouvons notamment préparer des rapports de mesure, des certificats matière 3.1, des déclarations RoHS/REACH, des FAI, des PPAP, des plans de contrôle, des résultats Cp/Cpk et de la documentation qualité en anglais. Nous évaluons chaque projet au cas par cas, car l’étendue finale de la conformité dépend du secteur d’activité, des normes du client, de la géométrie de la pièce et du niveau de contrôle qualité requis.
Oui, SABNER possède une expérience de collaboration avec les services achats de grandes entreprises, notamment dans le cadre de projets de production en série nécessitant des conditions techniques, qualitatives, logistiques et commerciales claires. Nous gérons les processus propres aux achats B2B : appels d’offres, examen de la documentation, tarification basée sur les volumes annuels, négociation des délais de livraison, préparation des contrats-cadres, confirmation des conditions de livraison, documentation qualité, traçabilité des lots et mises à jour de l’état d’avancement pendant la production. SABNER est particulièrement bien positionnée comme fournisseur de pièces de précision tournées CNC pour les entreprises qui attendent des livraisons stables, une qualité constante, une tarification transparente et une coopération à long terme basée sur des prévisions, des calendriers de livraison ou des commandes récurrentes.
Oui, SABNER travaille avec des clients OEM, en particulier dans le cadre de projets de production en série nécessitant une production stable de pièces de précision tournées CNC, une répétabilité dimensionnelle, la traçabilité des lots et une documentation qualité bien organisée. Nous opérons conformément au système de management de la qualité ISO 9001 et au système de management environnemental ISO 14001. En fonction des exigences du client, nous pouvons préparer une documentation et des processus conformes aux normes APQP, PPAP, FAI, au plan de contrôle, au SPC, au MSA et à l’analyse de la capacité de processus Cp/Cpk. Nous fournissons systématiquement un certificat matière 3.1, des rapports de mesure, la traçabilité des lots de matériaux et de production, ainsi que, sur demande, des déclarations RoHS/REACH. Pour les projets nécessitant une propreté technique, nous pouvons intégrer les exigences de la norme VDA 19.1 et adapter les processus de nettoyage, de séchage et d’emballage aux spécifications des équipementiers (OEM).
Oui, SABNER peut signer un accord-cadre de coopération à long terme, en particulier pour les projets en série et récurrents basés sur des prévisions annuelles ou un calendrier de livraison régulier. Un accord-cadre peut préciser l’étendue des pièces à fabriquer, les conditions tarifaires, les volumes annuels, les lots de livraison, les délais de livraison, les règles de gestion des stocks tampons, les exigences qualité, la documentation, le conditionnement, le nettoyage technique, ainsi que les conditions d’ajustement des prix en cas de variation des coûts des matières premières. Ce modèle de coopération permet une meilleure sécurité d’approvisionnement, une meilleure planification des capacités de production, une stabilisation des coûts unitaires et la garantie de la continuité de l’approvisionnement. SABNER est particulièrement adapté aux projets B2B à long terme dans lesquels, une fois le processus validé, une production régulière de pièces de précision tournées CNC, conformément à la documentation du client, est possible.
Oui, SABNER peut préparer une étude de cas ou fournir des références, mais l’étendue de ces documents dépend de la confidentialité du projet et du consentement du client au cas par cas. Le plus souvent, nous rédigeons des descriptions de projet anonymisées qui présentent le secteur d’activité, le type de pièce, le matériau, les exigences qualité, les défis de fabrication, l’approche technologique utilisée et le résultat de la collaboration — sans divulguer de plans, de données de conception, de noms de clients ou d’informations commerciales. Dans le cas de témoignages nominatifs ou d’études de cas détaillées mentionnant le nom du client, une autorisation distincte est requise, car les informations relatives à la collaboration, aux projets, aux échantillons, aux plans, aux prix et aux procédé de fabrication peuvent être confidentielles. SABNER peut ainsi présenter son expérience et ses exemples d’application de manière à préserver la sécurité commerciale, en particulier pour les projets impliquant le tournage CNC en série de petites pièces métalliques pour des clients B2B.
Il est judicieux de choisir SABNER comme fournisseur de pièces de précision si votre projet nécessite une production en série stable de petites pièces métalliques avec la technologie de tournage CNC. Notre avantage concurrentiel réside dans notre spécialisation pointue : nous fabriquons des pièces à partir de barres avec des diamètres de Ø 0,8 mm à Ø 20,0 mm et la longueur de 1 mm à 150 mm, principalement en acier inoxydable, en titane et en laiton, en mettant l’accent sur la répétabilité, le contrôle des cotes CTQ et la qualité de l’ensemble du lot. Nous travaillons avec des barres étirées européennes provenant de fournisseurs qualifiés, certifiées selon les normes 3.1 ; nous garantissons la traçabilité des lots, fournissons des rapports de mesure, proposons un nettoyage technique, des emballages spéciaux et la possibilité d’un stock tampon. SABNER est un choix judicieux pour les clients B2B qui recherchent non seulement un fabricant de composants, mais aussi un partenaire pour une production en série contrôlée et à long terme.

Logistique, conditionnement et expédition
Cette section traite de l’emballage, du marquage des lots, de l’expédition, des documents de livraison et de la sécurisation des petites pièces pendant le transport.
Oui, SABNER expédie des pièces finies à l’international, tant vers les pays de l’Union européenne que vers des clients situés en dehors de l’UE. Pour les expéditions internationales, nous organisons le transport de notre côté, y compris le service porte-à-porte (D2D), et préparons systématiquement les documents d’expédition et de dédouanement en anglais. Les pièces finies peuvent être nettoyées industriellement, emballées de manière spécifique, étiquetées et associées à un numéro de lot, et, sur demande, livrées accompagnées de documents qualité tels qu’un rapport de mesure, un certificat matière 3.1, des déclarations RoHS/REACH, des certificats FAI, PPAP ou de conformité. Nous pouvons assurer la correspondance avec le client dans sa langue, ce qui facilite la gestion des projets d’exportation et des livraisons régulières par lots.
La collaboration de SABNER avec ses clients internationaux repose sur une assistance technique à distance, une communication dans la langue du client et une documentation rédigée en anglais par défaut. Le client envoie une demande de devis, un dessin en 2D, un modèle STEP ou un échantillon, et SABNER analyse la faisabilité de l’usinage par tournage CNC, le matériau, les tolérances, les exigences CTQ, le volume annuel, la documentation qualité et le calendrier de livraison. Une fois la conception validée, nous pouvons réaliser des échantillons, un lot pilote, la production en série, des rapports de mesure, un certificat matière 3.1, des déclarations RoHS/REACH, les procédures FAI et PPAP, ainsi que la traçabilité des lots. Pour les expéditions internationales, nous organisons le transport de notre côté — y compris la livraison D2D (porte-à-porte) — et préparons les documents d’expédition, d’exportation et de dédouanement en anglais.
Oui, SABNER exporte des pièces vers les pays de l’Union européenne et répond aux besoins de clients B2B internationaux grâce à la production en série de pièces de précision tournées CNC. Nous pouvons communiquer dans la langue du client, tandis que la documentation technique, qualité et d’expédition est préparée en anglais par défaut. Les pièces finies peuvent être livrées selon un calendrier convenu, des exigences qualité, un marquage des lots, un nettoyage technique et un emballage spécial. Pour les livraisons vers les pays de l’UE, SABNER organise le transport de son côté, y compris le service porte-à-porte (D2D), et fournit, sur demande, des documents de qualité tels que des rapports de mesure, des certificats matière 3.1, des déclarations RoHS/REACH, des documents FAI, PPAP ou tout autre document requis par le client.
Oui, SABNER fabrique pour des clients situés en dehors de l’Union européenne si le projet porte sur des pièces de précision tournées CNC produites en série qui relèvent de nos capacités techniques. Nous pouvons assurer la correspondance dans la langue du client, tandis que la documentation technique, relative à la qualité, à l’expédition et aux formalités douanières est rédigée en anglais par défaut. Pour les expéditions hors de l’UE, SABNER organise le transport de son côté selon le modèle D2D (porte-à-porte) et prépare les documents d’exportation et douaniers requis. Le client reçoit ainsi les pièces finies accompagnées d’un ensemble complet de documents nécessaires au dédouanement, à la réception et au contrôle qualité, y compris, si nécessaire, les rapports de mesure, les certificats de matériau 3.1, les déclarations RoHS/REACH, les documents FAI et PPAP, ainsi que la traçabilité des lots.
SABNER emballe les pièces de précision pour le transport d’une manière adaptée à la géométrie de la pièce, aux exigences qualité et au modèle de livraison du client. Après la production et le contrôle final, les pièces peuvent subir un nettoyage technique, puis sont comptées, étiquetées et emballées afin de minimiser les risques de dommages, de contamination, de confusion entre lots ou de perte de traçabilité. En fonction du projet, nous recourons à un conditionnement en vrac, à la séparation des pièces, au marquage des numéros de lot, à des emballages de transport spéciaux ou à un emballage sous vide si la propreté technique ou l’assemblage automatisé ultérieur l’exige. SABNER prépare les pièces pour l’expédition nationale et internationale, y compris la livraison D2D (porte-à-porte), avec une documentation de qualité et d’expédition conforme aux spécifications du projet.
Oui, SABNER organise le transport des pièces finies de son côté, tant pour les livraisons nationales qu’internationales. Pour les projets d’exportation, nous pouvons assurer des livraisons D2D (de porte à porte), tout en préparant systématiquement la documentation d’expédition, d’exportation et douanière en anglais. Les pièces finies sont emballées selon les exigences du projet, marquées d’un numéro de lot, et peuvent être livrées accompagnées de documents qualité tels qu’un rapport de mesure, un certificat matière 3.1, des déclarations RoHS/REACH, un FAI, un PPAP ou tout autre document requis par le client. Cela garantit au client un soutien logistique complet sans qu’il ait à organiser lui-même le transport et le dédouanement.
Oui, SABNER propose des étiquettes et des marquages d’emballage personnalisés si le client le demande ou dans le cadre d’un modèle de traçabilité des lots. L’emballage peut être marqué, entre autres, du numéro de lot, du numéro de commande, de la référence de la pièce, de la quantité, du nom du matériau, du numéro de certificat matière 3.1, de la date de production, du statut du contrôle qualité ou d’autres données convenues dans le cadre du projet. L’étiquetage personnalisé est particulièrement important pour les livraisons en série, l’assemblage automatisé, les expéditions internationales, la mise en stock temporaire et les projets nécessitant une traçabilité complète. SABNER détermine le format des étiquettes et des mentions d’emballage au cas par cas afin de garantir que les pièces finies soient faciles à réceptionner, stocker, contrôler et utiliser par le client.
Oui, SABNER peut emballer les pièces conformément aux directives spécifiques du client, à condition qu’elles aient été convenues avant le début de la production ou de la livraison. Cela s’applique, entre autres, à la méthode de séparation des pièces, au nombre de pièces par emballage, aux étiquettes, aux numéros de lot, aux marquages logistiques, à l’emballage destiné à l’assemblage automatisé, aux exigences de propreté technique, à l’emballage sous vide ou à la protection des surfaces contre les dommages. Nous considérons l’emballage comme une étape standard du processus de production, liée au contrôle final, à la traçabilité des lots et aux documents d’expédition. SABNER détermine les détails de l’emballage au cas par cas afin de garantir que les pièces finies répondent aux exigences du client en matière de qualité, de logistique et de stockage.
Oui, SABNER peut préparer des pièces sous forme de kits d’assemblage si cette méthode d’emballage est convenue avant la production. Les pièces peuvent être comptées, assemblées, étiquetées et emballées selon une structure spécifiée par le client, par exemple sous forme d’un ensemble de pièces pour un module unique, une opération d’assemblage unique ou un lot de production unique. Cette approche est particulièrement utile pour l’assemblage automatisé, la production en série, les livraisons programmées et les projets nécessitant une traçabilité complète des lots. SABNER considère la constitution de kits et le conditionnement des ensembles comme faisant partie intégrante du processus logistique et de production, en lien avec le contrôle final, l’étiquetage des colis, les documents d’expédition et les exigences qualité du client.
Oui, SABNER peut expédier les pièces finies directement au client final si ce modèle logistique est convenu lors du projet. Cela s’applique aussi bien aux expéditions nationales qu’internationales, y compris les expéditions D2D (porte-à-porte) organisées par nos soins. Les pièces peuvent être emballées et étiquetées conformément aux directives du client, ce qui garantit la traçabilité des lots, les marquages logistiques, les documents d’expédition et les documents qualité requis. Pour les expéditions à l’exportation, SABNER prépare systématiquement la documentation technique, qualité, d’expédition et douanière en anglais, ce qui permet un service direct au destinataire final au sein de la chaîne d’approvisionnement établie.
Opérations supplémentaires et finition
Nous abordons ici les questions relatives aux opérations post-tournage, au traitement de surface, au nettoyage, à la finition et à la sous-traitance.
Oui, SABNER peut organiser des traitements de surface par l’intermédiaire de partenaires technologiques de confiance si cela est requis par la documentation technique ou dicté par la fonction de la pièce. Notre cœur de métier comprend le tournage CNC de précision de petites pièces métalliques, tandis que des procédés tels que la passivation, le nickelage, le zingage, l’anodisation, l’électropolissage, le traitement thermique ou d’autres finitions de surface peuvent être réalisés en collaboration avec des fournisseurs qualifiés. Dans ce cas, SABNER coordonne les exigences techniques, la remise des pièces, le contrôle post-traitement et la validation finale du lot afin de garantir que le client reçoive un composant complet conforme à la documentation. Nous validons individuellement chaque traitement de surface après avoir analysé le matériau, la géométrie, les tolérances, les exigences qualité et les conditions d’utilisation de la pièce.
Oui, SABNER peut intégrer le marquage laser des pièces si la documentation technique, la traçabilité des lots ou le processus d’assemblage du client l’exigent. Nous évaluons l’étendue du marquage au cas par cas, car pour les petites pièces tournées CNC, le diamètre de la pièce, la surface disponible, le matériau, la profondeur ou le contraste du marquage, l’impact du marquage sur le fonctionnement de la pièce et les exigences qualité sont autant de facteurs critiques. Les marquages possibles peuvent inclure le numéro de lot, la référence de la pièce, le code client, le sens de montage ou d’autres données convenues lors de la conception. Si le marquage d’une pièce individuelle n’est pas réalisable d’un point de vue technique, SABNER peut mettre en place une identification au niveau de l’emballage, via des étiquettes, des documents d’expédition et des références au lot de production.
SABNER fabrique des composants nécessitant une finition de surface de haute qualité, à condition que la pièce relève du domaine du tournage de précision CNC sur barre. Nous considérons la qualité de surface comme un paramètre technique ; c’est pourquoi, dès la phase d’analyse de la conception, nous définissons les exigences concernant la rugosité de surface, le sens d’usinage, les arêtes, les chanfreins, le risque de rayures, les bavures et les méthodes d’emballage. En tournage CNC standard, nous obtenons généralement une rugosité de surface comprise entre Ra 0,8 et 1,6 µm ; avec un procédé correctement sélectionné, celle-ci peut être réduite à environ Ra 0,4 µm, et pour certaines surfaces fonctionnelles, nous pouvons adapter le procédé afin d’atteindre des valeurs nettement inférieures, pouvant même descendre jusqu’à Ra 0,05 µm. Le nettoyage industriel est inclus de série dans le prix, et un conditionnement spécial ainsi qu’une séparation des pièces peuvent être mis en place sur mesure afin de préserver la qualité de surface requise jusqu’à la livraison.
Oui, SABNER élimine les arêtes vives et les bavures après l’usinage dans le cadre de la préparation standard de la pièce en vue du contrôle qualité et de son utilisation ultérieure. Pour les pièces de précision tournées CNC, nous contrôlons les arêtes, les chanfreins, les transitions, les perçages, les filetages et les surfaces fonctionnelles afin de minimiser le risque de problèmes d’assemblage, de dommages liés à l’emballage, de rayures ou de non-conformité avec l’application du client. Nous choisissons la méthode d’ébavurage et d’arrondi des arêtes en fonction de la géométrie de la pièce, du matériau, des tolérances et des exigences du plan technique, afin de ne pas compromettre les cotes CTQ ni la qualité de surface. SABNER intègre le contrôle des arêtes, le nettoyage technique et l’emballage approprié dans le processus complet de production en série des petites pièces tournées CNC.
Oui, SABNER propose un nettoyage post-production des pièces et le considère comme une étape standard du processus pour les pièces de précision tournées CNC. Le nettoyage technique est inclus dans le prix et sert à éliminer les résidus d’usinage, l’huile et les contaminants fins, ainsi qu’à préparer les pièces pour l’contrôle final, l’emballage, le stockage ou un assemblage ultérieur sur le site du client. En fonction des exigences du projet, nous pouvons choisir le niveau de propreté, ainsi que la méthode d’emballage et de protection des pièces, y compris l’emballage spécial ou sous vide. Pour les projets nécessitant un niveau de propreté plus élevé, SABNER peut répondre aux exigences conformes à la norme VDA 19.1, à condition qu’elles soient spécifiées dans la documentation technique ou dans le cahier des charges du client.
SABNER garantit la propreté technique des pièces dans le cadre d’une étape de production standard, en utilisant sa propre machine de nettoyage sous vide Dürr Ecoclean Compact 80C pour nettoyer, dégraisser et sécher les pièces de précision tournées CNC. Le processus comprend l’inondation de la chambre de travail, la circulation hautement efficace de l’agent de nettoyage, la filtration, le dégraissage à la vapeur, la rotation du panier, la distillation de l’agent de nettoyage et le séchage sous vide, garantissant ainsi que les pièces sont efficacement débarrassées de l’huile d’usinage, des contaminants fins et des résidus de processus avant le contrôle final et l’emballage. Le nettoyage technique est inclus dans le prix. Pour les exigences plus strictes, SABNER peut adapter le programme de nettoyage, la méthode de séchage, le conditionnement et la protection des pièces afin de répondre aux spécifications décrites dans la documentation du client.
Parc de machines
Dans cette section, nous décrivons notre parc machines, nos tours automatiques, la compatibilité des machines et l’importance d’une technologie stable pour la production en série.
SABNER exploite un parc machines axé sur le tournage CNC de précision de petites pièces métalliques en production en série. La machine de production principale est le tour automatique Star SB-20R Type G, utilisé pour l’usinage stable et reproductible de pièces à partir de barres, conformément à la documentation technique du client. Sur cette base, nous fabriquons des douilles, des goupilles, des goupilles de centrage, des arbres, des composants filetés, des inserts et d’autres composants tournés de précision. Le parc machines est complété par notre atelier d’outillage interne, composé d’un tour et d’une fraiseuse CNC, qui assure la préparation, la modification et la maintenance continue des outillages de production. Cette configuration permet à SABNER de maîtriser non seulement le processus de tournage CNC lui-même, mais aussi l’infrastructure technique nécessaire à une production en série stable.
En production, SABNER utilise de nouveaux tours automatiques CNC conçus pour le tournage en série de pièces métalliques de précision à partir de barres. Le principal type de machine de production est le tour automatique Star SB-20R Type G, sur lequel nous réalisons une production stable et reproductible de douilles, goupilles, goupilles de centrage, arbres, inserts, éléments filetés et autres petits composants, conformément à la documentation technique du client. Actuellement, notre parc machines se compose de 8 tours automatiques CNC, et nous prévoyons d’étendre encore notre capacité de production. Nous travaillons exclusivement avec un seul type de machine, ce qui garantit une portabilité totale des projets d’une machine à l’autre et une continuité fiable de la production. Le processus s’appuie sur un logiciel de CAO/FAO doté d’un post-processeur et d’une machine virtuelle, et notre infrastructure technique est complétée par notre atelier d’outillage interne.
Le parc machines de SABNER se compose principalement de tours CNC conçus pour le tournage en série de pièces métalliques de précision à partir de barres. Nous ne nous positionnons pas en tant que prestataire de services de fraisage CNC, car la gamme de fabrication principale de SABNER est le tournage CNC sur tours automatiques, et la machine principale de ce processus est le tour automatique Star SB-20R Type G. Nous disposons également de notre propre atelier d’outillage équipé d’un tour CNC et d’une fraiseuse CNC ; toutefois, son rôle est de soutenir la préparation, la modification et la maintenance de l’outillage de production, plutôt que de fournir des services de fraisage distincts à nos clients. Cela permet à SABNER de se concentrer sur la production stable et reproductible de pièces tournées CNC, tout en conservant l’infrastructure technique nécessaire au bon déroulement du processus.
Actuellement, huit tours automatiques CNC sont en service sur le site de SABNER, et le parc machines est en cours d’extension afin de répondre à la demande croissante en matière de production en série de pièces métalliques de précision. La machine principale utilisée dans notre processus est le tour automatique Star SB-20R de type G, qui constitue la base d’un usinage stable et reproductible de pièces à partir de barres, conformément à la documentation technique du client. Le parc machines est axé sur le tournage CNC, et ses capacités sont complétées par notre atelier d’outillage interne, équipé d’un tour et d’une fraiseuse CNC, qui assure la préparation, la modification et la maintenance des outillages de production. SABNER développe sa capacité de production en vue de projets de série B2B à long terme, où la répétabilité, le contrôle qualité, le respect des délais de livraison et la stabilité de l’approvisionnement sont essentiels.
Oui, SABNER dispose d’un parc machines moderne conçu pour la production en série de pièces de précision tournées CNC. L’usine de production utilise exclusivement des tours automatiques neufs, et la machine principale utilisée dans le processus de production est le Star SB-20R Type G. Actuellement, 8 tours automatiques CNC sont en service, et il est prévu d’augmenter encore la capacité de production. La fiabilité du parc machines est assurée par des activités TPM mensuelles, une maintenance interne et des contrôles techniques réguliers, qui contribuent à minimiser le risque de temps d’arrêt et à maintenir la cohérence des processus. SABNER est ainsi en mesure de mener à bien des projets de production en série B2B à long terme où la précision, le respect des délais de livraison, le contrôle qualité et la stabilité de l’approvisionnement sont essentiels.
Le Star SB-20R Type G est la principale machine de production de SABNER, utilisée pour le tournage CNC de pièces de précision à partir de barres en série. Il s’agit d’un tour automatique de type suisse à poupée mobile, conçu pour l’usinage stable de composants métalliques de petite et moyenne taille nécessitant une grande répétabilité dimensionnelle. La machine permet de combiner des opérations telles que le tournage extérieur et intérieur, le perçage axial, le perçage transversal, le filetage, le rainurage, le chanfreinage, le tronçonnage et l’usinage de la face opposée de la pièce, le tout en un seul cycle. Dans la pratique, cela permet la production de douilles, de goupilles, de goupilles de centrage, d’arbres, d’inserts, de composants filetés et d’autres pièces d’ingénierie de précision conformément aux spécifications des clients. La Star SB-20R Type G s’intègre parfaitement dans la gamme de produits SABNER, car elle permet la production en série de pièces présentant des géométries complexes, des tolérances reproductibles et une grande stabilité de processus.
Oui, les machines SABNER sont principalement conçues pour la production en série de pièces de précision tournées CNC. Nous exploitons 8 tours automatiques CNC neufs, et la machine principale utilisée dans le processus de production est la Star SB-20R Type G, choisie pour l’usinage stable et reproductible de pièces à partir de barres. Notre parc machines nous permet de produire des douilles, des goupilles, des goupilles de centrage, des arbres, des inserts, des pièces filetées et d’autres petits composants métalliques conformément à la documentation technique du client. La stabilité de la production est assurée par des réunions TPM mensuelles, une maintenance interne, des contrôles techniques réguliers et un atelier d’outillage bien équipé, ce qui réduit le risque de temps d’arrêt et contribue à maintenir la répétabilité des processus dans le cadre de projets de production en série B2B à long terme.
Oui, le parc machines de SABNER permet la production de prototypes, de lots d’essai et de petites séries, mais nous considérons ces opérations avant tout comme une phase de mise en œuvre menant à la production en série ultérieure. Nous travaillons sur de nouveaux tours CNC, principalement le modèle Star SB-20R Type G, qui nous permet de produire des pièces initiales pour valider la géométrie, les tolérances, le matériau, la rugosité de surface, l’assemblage et la stabilité du processus. Les petites séries se justifient tout particulièrement lorsqu’elles servent à la qualification des pièces, aux essais fonctionnels, à la validation de la documentation, à l’contrôle final avant mise en production (FAI) ou à la préparation d’une production à long terme. Notre atelier d’outillage interne, nos réunions TPM mensuelles, la maintenance et les contrôles réguliers favorisent une mise en place rapide des processus et leur transition ultérieure vers une production en série stable et reproductible.
Oui, les machines SABNER sont capables d’usiner des petites pièces métalliques complexes, notamment grâce à la technologie de tournage CNC de précision à partir de barres. La machine principale utilisée dans notre processus est le tour automatique Star SB-20R Type G, qui offre d’excellentes performances dans la production de petits composants nécessitant une répétabilité, des tolérances stables et plusieurs opérations en un seul cycle. Nous pouvons produire des pièces telles que des douilles, des goupilles, des goupilles de centrage, des arbres, des inserts, des composants filetés, ainsi que des pièces comportant des perçages, des rainures, des chanfreins, des filetages et des géométries nécessitant un contrôle des cotes CTQ. Nous évaluons chaque projet individuellement en fonction du diamètre, de la longueur, du matériau, des tolérances, de la rugosité de surface, de la stabilité du processus et du volume prévu afin de confirmer si la pièce se prête à une production en série sur des tours CNC.
Oui, le parc machines de SABNER garantit une grande répétabilité de production, car il repose sur de nouveaux tours automatiques CNC conçus pour la production en série stable de pièces à partir de barres. Actuellement, huit tours automatiques sont en service dans l’usine, et la machine principale utilisée dans le processus est le Star SB-20R Type G. La répétabilité est assurée non seulement par les machines elles-mêmes, mais aussi par des activités TPM mensuelles, une maintenance interne, des contrôles techniques réguliers et l’atelier d’outillage dédié à la préparation et à l’entretien des outils de production. SABNER peut ainsi minimiser le risque de temps d’arrêt, répondre plus rapidement aux besoins technologiques et maintenir un processus stable dans la production en série à long terme de pièces de précision tournées CNC.
Oui, grâce à notre parc machines, SABNER est en mesure de produire des pièces aux tolérances serrées, en particulier dans la production en série de pièces de précision tournées CNC à partir de barres. Nous travaillons sur de nouvelles machines de tournage CNC, et la machine principale de notre processus est le Star SB-20R Type G, choisie pour l’usinage stable et reproductible de petits composants métalliques. Dans certains cas, nous pouvons atteindre des tolérances très serrées, pouvant aller jusqu’à ±0,001 mm ; toutefois, nous évaluons chaque cas individuellement en fonction de la géométrie de la pièce, du matériau, des cotes CTQ, de la méthode de réglage, de la taille du lot et des capacités de mesure. Le respect des tolérances est assuré par des activités TPM mensuelles, une maintenance interne, des contrôles techniques réguliers, un atelier d’outillage et un contrôle qualité basé sur un plan de contrôle, des mesures de la première pièce et des contrôles en cours de fabrication.
Oui, SABNER dispose de machines adaptées à l’usinage de petites pièces de précision, notre parc machines étant composé de tours automatiques CNC neufs conçus pour la production stable de pièces à partir de barres. La machine principale de notre processus est le tour automatique Star SB-20R Type G, qui nous permet de produire de petits composants métalliques nécessitant une répétabilité, des tolérances serrées et plusieurs opérations en un seul cycle. Nous fabriquons, entre autres, des douilles, des goupilles, des goupilles de centrage, des arbres, des inserts, des composants filetés et d’autres pièces techniques conformément aux spécifications de nos clients. Actuellement, l’usine exploite 8 tours automatiques CNC, et la stabilité du processus est assurée par des réunions TPM mensuelles, une maintenance interne, des contrôles réguliers et un atelier d’outillage bien équipé.
Oui, le parc machines de SABNER permet l’usinage de pièces aux géométries complexes, à condition que la géométrie de la pièce soit compatible avec la technologie de tournage CNC de précision à partir de barres. La machine principale de notre processus est le tour automatique Star SB-20R de type G, qui nous permet de combiner plusieurs opérations en un seul cycle, telles que le tournage extérieur et intérieur, le perçage, le filetage, le rainurage, le chanfreinage, le tronçonnage et l’usinage de certaines caractéristiques fonctionnelles de la pièce. Cela nous permet de fabriquer des douilles, des goupilles, des goupilles de centrage, des arbres, des inserts, des composants filetés et d’autres petits composants techniques qui exigent une répétabilité et un contrôle des cotes CTQ. Nous analysons chaque projet individuellement en termes de diamètre, de longueur, de matériau, de tolérances, de rugosité de surface, de stabilité de serrage et de volume de production prévu afin de confirmer si la pièce se prête à une production en série sur des tours automatiques CNC.
Oui, SABNER dispose de machines capables de fonctionner en continu pour des séries de production plus importantes, car notre parc machines se compose de tours CNC neufs conçus pour une production stable et répétable de pièces à partir de barres. La machine principale du processus de production est le Star SB-20R Type G, qui permet la production de longues séries de composants nécessitant une répétabilité dimensionnelle, un contrôle du processus et une qualité constante d’un lot au suivant. Actuellement, le site de production exploite 8 tours automatiques CNC, et la capacité de production est en cours d’extension pour répondre à la demande croissante des clients B2B. Le fonctionnement du parc machines est assuré par des activités TPM mensuelles, une maintenance interne, des contrôles techniques réguliers et un atelier d’outillage bien équipé, ce qui contribue à minimiser le risque de temps d’arrêt et à maintenir la stabilité de la production pour les projets en série.
Oui, les machines SABNER font l’objet d’un entretien régulier et d’une surveillance technique afin de maintenir la stabilité du processus dans la production en série de pièces de précision tournées CNC. Notre parc de machines fonctionne selon un programme TPM mensuel, une maintenance interne et des contrôles techniques réguliers, ce qui contribue à minimiser le risque de temps d’arrêt, à détecter l’usure des composants et à maintenir la répétabilité de l’usinage. La machine de production principale, la Star SB-20R Type G, est exploitée selon un programme de maintenance contrôlé, conformément aux exigences de la production en série. Parallèlement, nous surveillons nos équipements de contrôle et de mesure afin de garantir que les mesures des pièces, les contrôles de la première pièce, les contrôles en cours de fabrication et les contrôles finaux sont conformes aux exigences qualité du client.
Oui, SABNER agrandit son parc machines à mesure que la production s’intensifie et que la demande des clients pour des projets de série à long terme augmente. Actuellement, le site de production exploite 8 nouveaux tours CNC, et le principal modèle de machine utilisé dans notre processus est le Star SB-20R Type G. Nous agrandissons notre parc machines de manière contrôlée afin de garantir que l’augmentation de la capacité de production ne se fasse pas au détriment de la stabilité du processus, de la qualité ou du respect des délais de livraison. Chaque extension est adaptée aux besoins de la production en série, à la disponibilité des opérateurs, à la maintenance, à l’atelier d’outillage et au système de contrôle qualité. La fiabilité des machines est assurée par des activités TPM mensuelles, une maintenance interne et des contrôles techniques réguliers.
Oui, SABNER maintient une réserve contrôlée de capacité de production au sein de son parc machines afin de pouvoir prendre en charge de nouveaux projets de production en série et l’augmentation des volumes de ses clients réguliers. Actuellement, le site de production exploite 8 nouveaux tours CNC, et le parc machines est en cours d’extension pour répondre à la demande croissante de pièces tournées de précision à partir de barres. Cependant, nous évaluons toujours la capacité de production au cas par cas pour chaque projet spécifique, car celle-ci dépend de la géométrie de la pièce, du temps de cycle, du matériau, des exigences qualité, du calendrier de livraison et de la taille du lot. La stabilité de la production est assurée par des réunions TPM mensuelles, une maintenance interne, des contrôles techniques réguliers et un atelier d’outillage bien équipé, ce qui nous permet de mieux planifier l’utilisation des machines et de garantir la fiabilité des livraisons dans le cadre de projets à long terme.
La panne d’une seule machine ne devrait pas affecter le respect des délais de livraison, car SABNER utilise un seul type principal de tour automatique, ce qui garantit une portabilité totale des projets d’une machine à l’autre. Cela signifie qu’un processus validé peut être transféré vers une autre machine du même type tout en conservant les mêmes paramètres technologiques, le même outillage, le même contrôle qualité et les mêmes exigences en matière de documentation client. Ce modèle de parc machines constitue une solution de secours fiable pour la production et minimise le risque de retards de livraison en cas de panne imprévue d’une seule machine. La stabilité est en outre renforcée par des sessions mensuelles de TPM, une maintenance interne, des contrôles techniques réguliers et des réserves de capacité de production contrôlées, ce qui permet à SABNER de gérer en toute sécurité des projets de production en série B2B à long terme.
Oui, SABNER dispose de plusieurs machines aux capacités similaires, son parc de machines reposant sur un seul type principal de tour CNC. Cette approche garantit une portabilité totale des projets d’une machine à l’autre, ce qui signifie qu’un processus de production validé peut être transféré vers une autre machine du même type tout en conservant les mêmes paramètres techniques, le même outillage, le même contrôle qualité et les mêmes exigences en matière de documentation client. Il s’agit d’une garantie essentielle pour la production en série, car en cas de panne, de maintenance ou de surcharge temporaire d’une machine, les autres installations de production peuvent servir de solution de secours viable. La stabilité de ce modèle est assurée par des réunions TPM mensuelles, une maintenance interne, des contrôles techniques réguliers et une capacité de production maîtrisée.
Oui, le parc machines de SABNER permet un traitement rapide des commandes, en particulier pour les projets en série et récurrents. Nous travaillons sur de nouveaux tours CNC d’un seul type principal, ce qui garantit une portabilité totale des projets d’une machine à l’autre et facilite la planification de la production. Nous préparons les procédé de fabrication à l’aide d’un logiciel de CAO/FAO, d’un post-processeur dédié aux machines et d’une machine virtuelle, ce qui permet de préparer et de vérifier le processus en dehors de la machine de production. Une fois la machine validée, le projet peut être rapidement mis en œuvre sur celle-ci sans immobiliser inutilement le parc machines pendant la phase de préparation. Cette approche réduit les délais de mise en œuvre, diminue le risque d’erreurs et favorise l’exécution dans les délais des commandes en série.
Nous ne sélectionnons pas différents types de machines pour une pièce au sens traditionnel du terme, car le parc machines de SABNER repose sur un seul type principal de tour CNC, ce qui garantit une portabilité totale des projets d’une machine à l’autre. Pour une pièce spécifique, nous sélectionnons avant tout la technologie de fabrication, les montages, les outils, le programme CNC, les paramètres d’usinage, la méthode de contrôle et le plan de mesure requis. Nous analysons la géométrie, le matériau, les tolérances, la rugosité de surface, les cotes CTQ, le temps de cycle et les exigences qualité, puis nous préparons le processus dans un environnement CAO/FAO à l’aide d’un post-processeur dédié et d’une machine virtuelle. Cela permet de mettre en œuvre le projet sur n’importe quelle machine compatible, sans lier la production à une seule machine spécifique.
Oui, chez SABNER, les machines de production utilisées pour honorer les commandes des clients sont des tours CNC conçus pour le tournage en série de pièces de précision à partir de barres. Notre principale machine de production est le tour automatique Star SB-20R Type G, sur lequel nous produisons des pièces tournées telles que des douilles, des goupilles, des goupilles de centrage, des arbres, des inserts, des éléments filetés et d’autres composants, conformément à la documentation technique du client. Nous ne considérons pas notre fraiseuse CNC comme une machine destinée à fournir des services de fraisage CNC à nos clients ; elle fait partie de notre atelier d’outillage interne et sert à la préparation, à la modification et à la maintenance de l’outillage de production. Cela signifie que le tournage CNC reste la technologie principale proposée par SABNER, tandis que le fraisage sert uniquement de soutien technique à ce processus.
Oui, en nous appuyant sur le parc machines de SABNER, nous pouvons effectuer une évaluation préliminaire afin de déterminer si la pièce est adaptée à notre technologie de tournage CNC en série sur tours automatiques. Cependant, les informations relatives aux machines ne suffisent pas à elles seules pour prendre une décision technique complète ; c’est pourquoi, pour une évaluation fiable, nous avons besoin d’un dessin en 2D, d’un modèle STEP ou d’un échantillon de la pièce. Nous analysons le diamètre, la longueur, le matériau, les tolérances, la rugosité de surface, la géométrie, les cotes CTQ, les exigences qualité, le temps de cycle et le volume prévu. Comme nous travaillons sur des tours automatiques compatibles d’un seul type principal, la conception peut être préparée en CAO/FAO, vérifiée sur une machine virtuelle et évaluée en termes de stabilité de la production en série, de répétabilité et de capacité de migration entre les machines.
Envoyez une demande à SABNER
Si vous disposez d’une documentation technique, d’un modèle 3D, d’un échantillon ou d’une description de la pièce, veuillez nous transmettre ces données pour analyse. SABNER évaluera la faisabilité, la technologie, le matériau, le plan de contrôle, le délai de livraison et les conditions de production en série.