Warum bricht Metall? Eine Einführung in die Fehleranalyse

Ein Riss in einem Metallbauteil ist selten nur ein Zeichen für Schaden. Für einen Ingenieur erzählt er vielmehr die Geschichte von Belastung, Geometrie, Werkstoff, Fertigungstechnik und Betriebsbedingungen. Eine Welle kann beispielsweise reißen, weil sie einmal überlastet wurde, weil sich seit Monaten ein Ermüdungsriss in ihr gebildet hatte oder weil der Werkstoff bei niedrigen Temperaturen und starker Beanspruchung in einen spröden Bruchbereich überging. Wer diese Vorgeschichte nicht rekonstruiert, verwechselt rasch Ursache und Wirkung. Genau deshalb geht es bei der Fehleranalyse nicht darum, die erste Intuition mit dem beschädigten Teil in Einklang zu bringen, sondern den Verlauf des Versagens zu rekonstruieren.
Nur so lässt sich sicherstellen, dass die nächste Version des Bauteils wirklich besser wird. Wenn jemand einen Riss sieht und sofort zu dem Schluss kommt, dass das Material zu schwach war, erhöht er möglicherweise sinnlos die Härte und erhöht damit die Anfälligkeit für Sprödbruch noch weiter. Sieht er jedoch eine glänzende Bruchfläche und schließt daraus auf reine Überlastung, übersieht er, dass der größte Teil der Bauteillebensdauer bereits durch einen Ermüdungsriss aufgezehrt war. Dieser Riss ging von einer Kerbe, einem Bearbeitungskratzer oder einem Fertigungsfehler aus. In der Fehleranalyse geht es weniger darum, das Phänomen schnell zu benennen, als vielmehr darum zu erkennen, wo der Riss seinen Ursprung hatte, wie er sich ausbreitete und warum die Betriebsbedingungen seinen Fortschritt bis zum Endstadium ermöglichten.
Die folgenden Abschnitte stützen sich vor allem auf die Kapitel über Fehleranalysetechniken, typische Fragen der Bruchuntersuchung sowie spröde, duktile und Ermüdungsbrüche und auf die Grundlagen der Bruchmechanik aus Donald J. Wulpis „Understanding How Components Fail“. Der folgende Inhalt bietet nur einen allgemeinen Überblick über das Thema. Wer tiefer einsteigen möchte, sollte einen Blick in die Literatur werfen.
Die Fehleranalyse beginnt mit Disziplin, nicht mit einer Hypothese
In der klassischen Werkstattpraxis liegt die Versuchung nahe, nach einem schnellen Blick zu urteilen: „Es ist wegen Ermüdung gebrochen“ oder „Es ist gerissen, weil es spröde war.“ Wulpi geht genau andersherum vor. Stattdessen steht am Anfang eine Regel: nichts Vernichtendes tun. Zuerst begutachten wir die Spuren, prüfen jedes Detail, fragen genau nach Bauteil, Maschine und den Umständen des Versagens und halten alles in Notizen fest. Das wirkt vielleicht nebensächlich, ist aus ingenieurtechnischer Sicht aber sinnvoll. Jedes zu früh durchgeführte Schneiden, Schleifen oder Bohren kann eine Spur zerstören, die später entscheidend für die Identifizierung der Bruchursache wäre.
So bleibt der Ablauf methodisch und logisch. Zunächst werden Hintergrunddaten gesammelt und Proben ausgewählt; dann erfolgen eine vorläufige Sichtprüfung und Dokumentation, gefolgt von zerstörungsfreien Prüfungen, mechanischen Prüfungen, makroskopischer und mikroskopischer Analyse, der Herstellung metallografischer Schnitte, metallografischer Untersuchung, der Identifizierung des Versagensmechanismus, chemischer Analyse und in schwierigeren Fällen auch Analysen unter Verwendung der Bruchmechanik sowie Prüfungen unter Bedingungen, die den tatsächlichen Betrieb simulieren. Erst am Ende fassen wir alle Erkenntnisse zu einer schlüssigen Hypothese über den Versagensablauf zusammen und leiten daraus Schlussfolgerungen und Empfehlungen ab. So wird verhindert, dass ein einzelnes Prüfungsergebnis losgelöst vom Gesamtkontext interpretiert wird.
Dabei orientiert sich die gesamte Analyse an drei Regeln. Zuerst gilt es, den Rissausgangsort präzise zu bestimmen. Zweitens dürfen die Bruchhälften nicht einfach zusammengesteckt werden, weil die empfindlichen Bruchflächen schon durch Berührung, Korrosion oder unsachgemäßen Transport Schaden nehmen können. Drittens darf eine zerstörende Prüfung erst erfolgen, sobald alle Informationen erfasst sind, die sich aus dem ursprünglichen Zustand des Bauteils gewinnen lassen. In der Praxis läuft es daher auf eine einfache Regel hinaus: Erst dokumentieren und visuell prüfen, dann eingreifen. Das gilt besonders bei Ermüdungsbrüchen, weil subtile Spuren von Ausbreitungsrichtung und Entstehungsort oft wertvoller sind als das Ergebnis einer späteren Härteprüfung.
Diese Vorgehensweise hat noch einen weiteren Zweck. Denn die Schadensanalyse beschränkt sich nicht allein auf das Material. Sie berücksichtigt auch die Spannungen, die Festigkeit, die Geometrie und die Umgebung, in der sich die Probe befand. Wulpi betont, dass ein Metallteil nicht einfach an der schwächsten Stelle bricht, wie man naiv annehmen könnte. Es geht kaputt, sobald der lokale Spannungswert den Festigkeitswert des Metalls übersteigt. Deshalb bringt die bloße Frage nach der Stahlqualität wenig. Ebenso wichtig sind geometrische Merkmale, Belastungen, Eigenspannungen, Temperatur, die Oberflächenbeschaffenheit und die gesamte Betriebsgeschichte.
Wie ein Ingenieur die Entstehungsgeschichte eines Bruchs rekonstruiert
Die Bruchfläche ist der entscheidende Zeuge. An ihr erkennt man die Versagensart, die Bruchursache, die Rissrichtung sowie ob der Bruch plötzlich oder schrittweise entstanden ist. Wulpi warnt jedoch ausdrücklich vor voreiligen Schlussfolgerungen, die allein auf einem einzigen Fragment beruhen. Nur der Vergleich aller Bereiche des Bruchs erlaubt es, Entstehungszone, Risswachstumszone und endgültige Bruchzone voneinander zu unterscheiden. Darum sind Vergrößerungen im Bereich des Zwölffachen oder eines wenigen Dutzends besonders hilfreich. Erstaunlicherweise liefern nicht die hochaufgelösten SEM-Aufnahmen die entscheidenden Hinweise, sondern häufig das Gesamtbild des Bruchs.
Im nächsten Schritt prüft man, ob der Bruch normal aussieht. Der Autor gibt dafür eine einfache, aber hilfreiche Regel an: Jedes Bauteil hat typische Schwachstellen, an denen ein Versagen zu erwarten ist. Bei Metallbauteilen gehören dazu typische Geometrien wie der erste Gewindegang einer Schraube, der Radius eines Wellenübergangs, die Zahnwurzel oder der Bereich um eine Bohrung. Tritt der Bruch genau an einer solchen Stelle auf, konzentriert sich die Analyse auf das Spannungs-Festigkeits-Verhältnis. Tritt der Bruch hingegen an einer untypischen Stelle auf, gilt es, nach zusätzlichen Schwächungsstellen zu suchen – etwa nach lokalen Materialfehlern, Oberflächenbeschädigungen, Überhitzung, Korrosion, Montagefehlern oder Belastungen, die das Betriebsmodell zuvor nicht erfasst hat.
Im dritten Schritt stellt man die passenden Fragen zu den Betriebsbedingungen. Wulpi unterteilt diese grob in folgende Kategorien: die Bruchstelle selbst, die Oberfläche, Geometrie und Konstruktion des Bauteils, den Fertigungsprozess, die Materialeigenschaften, das Verhältnis zwischen Rest- und Betriebsspannungen, den Einfluss benachbarter Bauteile, die Montage, den Betrieb und die Umgebung. In der Praxis ist dies ein sehr guter Leitfaden für die Untersuchung. Wenn eine Welle bricht, reicht es nicht aus, nur den Stahl und die Härte zu überprüfen. Man muss auch nach Fehlausrichtung, Spiel, Kontaktabdrücken, Überlastungen, Schmierung, Wärmebehandlung, Schleifspuren, Temperatur und Korrosion fragen. Sehr oft liegt die Grundursache nicht im Bruch selbst, sondern in dem, was zu einer lokalen Erhöhung der Spannung oder einer Verringerung der Materialfestigkeit geführt hat.
Dieser Ansatz hilft auch dabei, komplexe Ausfälle besser zu verstehen. Zeigen mehrere Komponenten eines Systems Risse, heißt das nicht unbedingt, dass jede von ihnen eigenständig versagt hat. Wulpi betont, dass der Defekt oft nur Folge eines primären Ausfalls an anderer Stelle ist. So kann beispielsweise eine lose Schraubverbindung zu einer Überlastung eines benachbarten Teils führen. Ein Festfressen kann die Belastung der Welle verändern. Ein sekundärer Bruch kann leicht mit dem primären verwechselt werden, wenn nur die Anzahl der beschädigten Komponenten betrachtet wird und die Chronologie außer Acht bleibt. Genau deshalb ist die These dieses Artikels so praxisnah: Wer einen Ausfall verstehen will, muss die Entstehungsgeschichte des Bruchs rekonstruieren und darf sich nicht allein auf das Endergebnis stützen.
Zum Abschluss sehen Sie ein englischsprachiges Video mit dem Titel „Die Rolle der Fraktografie in der Fehleranalyse 1_2“, das die Rolle der Fraktografie in der Fehleranalyse, die Interpretation von Bruchflächen und die Unterscheidung der Bruchmechanismen erläutert.
Sprödbruch
Sprödbruch ist für Praktiker gefährlich, weil er ohne Vorwarnung auftreten kann. Typisch dafür ist, dass im Bruchbereich keine deutliche makroskopische plastische Verformung auftritt. Warnzeichen wie ein Hals, eine deutliche Biegung oder eine lokale plastische Verformung fehlen fast völlig. Aus Anwendersicht bricht das Teil daher ohne Vorwarnung. Gerade in tragenden Strukturen und hochbeanspruchten Bauteilen macht diese Form des Versagens deshalb so viel Ärger.
Im Makroskop wirkt ein Sprödbruch meist heller, glänzender und fast kristallin, doch für die Bewertung zählt vor allem die Geometrie der Spuren, nicht der Glanz. Viele Sprödbrüche tragen Chevron-Spuren, also fischgräten- oder pfeilförmige Markierungen, die zum Ursprung des Schadens zeigen. Solche Chevron-Spuren sind ein wertvolles Hilfsmittel für die Bruchanalyse. Tritt ein solches Muster auf der Bruchfläche einer Welle oder Platte auf, lässt sich nicht nur die Rissausbreitung rekonstruieren, sondern auch der Bereich eingrenzen, in dem man nach einer Kerbe, einem Schweißfehler, einem bereits vorhandenen Riss oder einem Korrosionsschaden suchen sollte. Die Bruchfläche steht meist senkrecht zur Hauptzugspannung.
Wichtig ist jedoch, dass Sprödbruch nicht nur bei von Natur aus spröden Werkstoffen auftritt. Wulpi betont, dass selbst typischerweise duktiler Stahl unter bestimmten Bedingungen spröde reißen kann. Begünstigt wird dieser Effekt durch eine Mischung aus Spannungskonzentrationen, hohen Zugspannungen oder ungünstigen Eigenspannungen, relativ niedrigen Temperaturen und einem anfälligen Werkstoff. In der Praxis bedeutet dies, dass die Aussage „es handelte sich um gewöhnlichen Baustahl“ die Frage nicht endgültig klärt. Zeigt ein Bauteil eine scharfe Kerbe, ungünstige Spannungen und Kaltverformung, kann die im Katalog genannte Duktilität einen duktilen Bruch im realen Bauteil nicht garantieren.
Die Folgen für die Konstruktion liegen auf der Hand. Verbessert ein Ingenieur die Festigkeit durch höhere Härte, lässt aber scharfe Radien stehen, fügt beim Bearbeiten Eigenspannungen ein und überwacht die Betriebstemperatur nicht, verschiebt er das System Richtung spröden Bruch. In einer solchen Lage hilft ein stärkeres Material allein nicht weiter. Größere Radien, eine feinere Oberfläche, weniger Schweißfehler, gezielte Spannungsreduktion und ein Stahl mit besserer Sprödbruchbeständigkeit wirken oft wirkungsvoller.

Duktilbruch
Der duktile Bruch folgt einer völlig anderen Logik. Er entsteht durch die Einwirkung zu großer Kräfte auf ein Metall, das vor dem Bruch zu einer plastischen Verformung fähig ist. Deshalb zeigt sich hier zuerst nicht der Bruch selbst, sondern eine frühere Formänderung. Während der Zugprüfung zeigen sich Einschnürungen, lokale Dehnungen und deutliche plastische Verformungen. Anders als beim spröden Bruch erfolgt das Versagen nicht plötzlich, weil der Prüfkörper vorher deutlich zeigt, dass er den sicheren Betriebsbereich verlassen hat.
Im Makroskop zeigt sich der Bruch matt und faserig. Typisches Beispiel ist der Cup-and-Cone-Bruch, der bei Zugversuchen auftritt. Zuerst entstehen Mikrovakuolen im Zentrum der Verengung, danach wandert der Bruch zur Oberfläche, und schließlich knickt er um etwa 45 Grad zu den Scherflächen ab; dabei wächst die sogenannte Scherlippe. Praktisch relevant ist das, weil die Endbruchzone das Endstadium des Versagens markiert und oft den lokalen Spannungszustand klar sichtbar macht.
Im Mikrobereich verschmelzen dabei Mikrohohlräume, statt dass Kristalle plötzlich reißen, wie es beim spröden Bruch typisch ist. Daraus folgt: Der duktile Bruch hängt eng mit der Dominanz von Scherung und plastischem Fließen zusammen. Praktisch bedeutet ein solcher Bruch meist, dass das Bauteil nicht defekt war, sondern überlastet wurde oder unter den tatsächlichen Belastungen über zu wenig Festigkeitsreserve verfügte. Dies kann auf eine einmalige Überlastung, eine fehlerhafte Montage, einen ungeeigneten Querschnitt oder Materialverlust durch Verschleiß oder Korrosion zurückzuführen sein.
Auch hier lauert eine Gefahr: Eine starke, mit bloßem Auge erkennbare Verformung beweist noch nicht, dass der gesamte Bruch von Anfang bis Ende duktil verlief. Wulpi weist darauf hin, dass viele reale Brüche gemischt verlaufen. Einige beginnen als Ermüdungs- oder Sprödbruch, doch nur die Endzone des schnellen Bruchs verhält sich duktil. Deshalb darf man den Bruch nicht allein anhand der Endzone einordnen. Dabei gilt es, den Mechanismus der Rissbildung und -ausbreitung klar vom Versagen des verbleibenden Querschnitts zu unterscheiden.
Ermüdungsrissbildung
Aus Sicht des Maschinenbetriebs sind Ermüdungsrisse besonders tückisch, weil sie sich während des normalen Betriebs ohne spektakuläre Überlastung bilden können. Wulpi beschreibt sie als Bruch, der entsteht, wenn das Material wiederholten oder wechselnden Spannungen ausgesetzt ist, wobei das Maximum dieser Spannungen unter der Zugfestigkeit des Materials liegen kann. Genau darin liegt die Tücke. Der Anwender bemerkt nichts Auffälliges. Das Bauteil funktioniert scheinbar normal, doch winzige strukturelle Veränderungen summieren sich, bis sich schließlich ein erster Mikroriss bildet.
Der gesamte Prozess lässt sich in drei Phasen einteilen. In der Entstehungsphase führen wiederholte Scherbeanspruchungen zu irreversiblen Veränderungen der Kristallstruktur, bis sich ein erster, sehr kleiner Riss bildet. In der zweiten Phase wechselt der Riss seine Richtung und wächst vor allem senkrecht zur Zugkomponente. Schließlich schrumpft der verbleibende Querschnitt so weit, dass schon die nächste Belastung zum endgültigen Bruch führt. Dieser finale Bruch ist streng genommen nicht mehr ermüdungsbedingt. Er kann spröde, duktil oder gemischt verlaufen. Das ist für Analytiker sehr wichtig, denn der größte Teil der Lebensdauer eines Bauteils verläuft in den Einleitungs- und Wachstumszonen und nicht im Moment des endgültigen Versagens.
Makroskopisch zeigt sich der Bruch meist nur durch eine geringe Verformung. Dies ist natürlich, da die Initiierung keine hohe Spannung erfordert, die die Streckgrenze des gesamten Querschnitts überschreitet. Ein gutes Gegenbeispiel ist eine Büroklammer oder ein Drahtbügel, die nach einigen starken Biegungen brechen können. Auch das ist Ermüdung, allerdings mit wenigen Zyklen und deutlicher Verformung. Bei typischen Maschinenteilen sind dagegen das Fehlen einer nennenswerten plastischen Verformung und die an der Bruchfläche sichtbaren Spuren der Rissausbreitung charakteristischer.
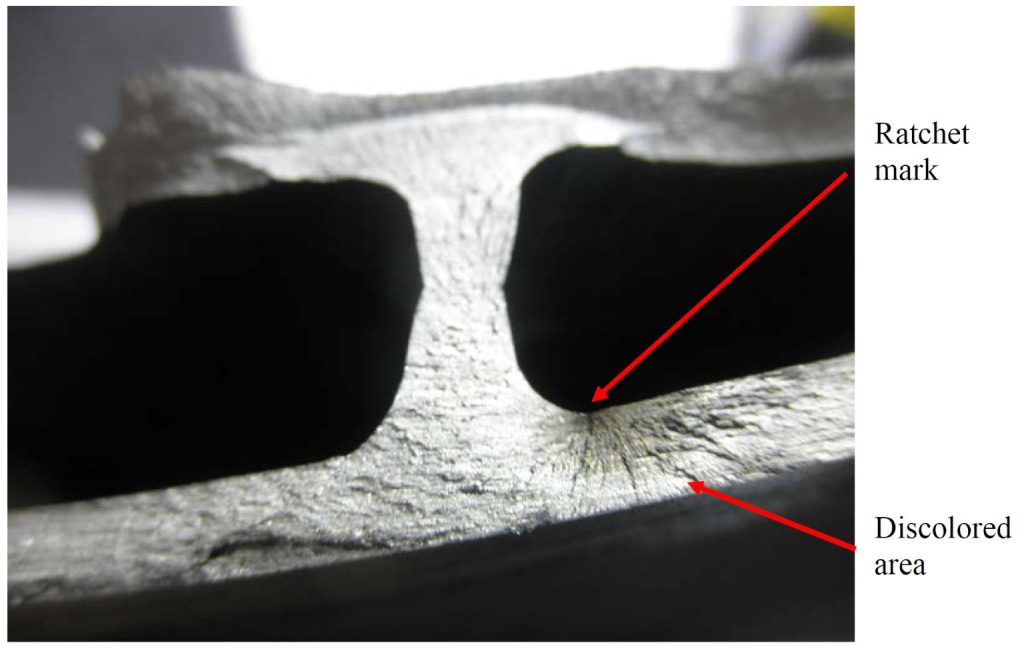
Zu den wichtigsten makroskopischen Merkmalen zählen Beachmarks und Ratchet Marks. Beachmarks sind makroskopische Streifen, die die nacheinander eingenommenen Positionen der Bruchfront markieren und damit große Risswachstumsinkremente anzeigen. Ratchet Marks hingegen sind hilfreich, um mehrere Ausgangspunkte zu erkennen, da sie sich zwischen benachbarten Rissen bilden, die aus unterschiedlichen Quellen wachsen. Meist verlaufen sie nahezu senkrecht zur Oberfläche, von der die Ermüdung ausging. Treten sie an Walzen auf, verlaufen sie radial. Mit ihrer Hilfe lässt sich nicht nur der Ursprung des Schadens bestimmen, sondern auch erkennen, ob er an einer einzelnen Stelle begann oder sich entlang des gesamten Umfangs entwickelte, etwa durch mehrere Kerben oder Bearbeitungsspuren.
Im Mikrobereich treten sehr feine Linien auf, die jeweils die Position der Rissspitze markieren. Wulpi weist jedoch auf etwas Wichtiges für die praktische Anwendung hin: Das Fehlen von Streifen schließt eine Ermüdungsdiagnose nicht aus. Bei sehr harten Werkstoffen oder unter bestimmten Bedingungen sind diese an der Oberfläche möglicherweise nicht deutlich zu erkennen. Dies ist eine wertvolle Warnung davor, sich zu sehr auf ein einzelnes Lehrbuchmerkmal zu verlassen. Die Fehleranalyse funktioniert gut, wenn sie Makro- und Mikrosicht, Bauteilgeometrie und Betriebsbedingungen kombiniert, anstatt nach einem einzigen Bruchmerkmal zu suchen.
Wenn die Fraktografie allein nicht ausreicht
In einfachen Fällen reichen eine präzise Rekonstruktion der Ursprungsstelle, der Wachstumsrichtung und der Betriebsbedingungen aus. Bei komplexeren Fällen kommt die Bruchmechanik ins Spiel. Hierfür schlägt Wulpi ein besonders hilfreiches konzeptionelles Modell vor. Er zeigt, dass die Bruchfestigkeit einer Struktur von drei eng verknüpften Faktoren abhängt: der aufgebrachten Spannung, der Risslänge und der Zähigkeit, also der Widerstandsfähigkeit des Materials gegen Rissausbreitung. Dieser Ansatz ordnet unsere Gedanken besser als die bloße Frage, ob das Material stark genug ist. Ein Werkstoff kann trotz hoher Streckgrenze gefährlich werden, wenn bereits ein Riss von beachtlicher Länge vorhanden ist.
Genau hier setzt die Bruchmechanik an: Sie betrachtet nicht nur die nominelle Spannung in einem unbeschädigten Querschnitt, sondern berücksichtigt auch das Vorhandensein eines Risses als lokalen Spannungskonzentrator. In einem linear-elastischen Modell sind Risse und Diskontinuitäten ohnehin vorhanden, daher untersucht man, ab welchem Punkt ein solcher Defekt kritisch wird. Für den Bruchanalysten ergeben sich daraus konkrete Fragen: Wie lang war der Riss, als er in den instabilen Ausbreitungsbereich eintrat? Konnte das Bauteil noch sicher laufen? Und wie viel zerstörungsfreie Prüfung oder Wartung braucht diese Art von Struktur?
Sie ersetzt die klassische Schadensanalyse nicht, sondern ergänzt sie. Die Fraktographie zeigt, wo und wie der Bruch verlief. Metallographie und Materialprüfung zeigen, was genau passiert ist. Die Bruchmechanik erlaubt es uns schließlich, zu beurteilen, ob Rissgröße und Spannungszustand bereits kritisch waren. An diesem Punkt wechselt die Schadensanalyse von der reinen Beschreibung des Schadens zu einer Ebene, auf der wir abschätzen können, wann ein ähnliches Versagen unvermeidlich wird.
Warum bricht Metall? Eine Einführung in die Schadensanalyse – Zusammenfassung
Metall geht nicht einfach so kaputt. Erst wenn an einer bestimmten Stelle eine spezifische Kombination aus Spannungsgeschichte, Geometrie, Werkstoff, Fertigung und Umgebung die lokale Bruchfestigkeit übersteigt, reißt das Material. Fehleranalyse heißt deshalb nicht, den Mechanismus nach ersten Eindrücken zu vermuten; sie bedeutet, den Bruchverlauf Schritt für Schritt zu rekonstruieren. Zuerst gilt es, die Spuren zu sichern, den Bruch zu untersuchen und die Ursache zu finden. Im nächsten Schritt ordnet man diese Hinweise Fragen nach Konstruktion, Fertigung und Betriebsbedingungen zu. Erst dann lassen sich die drei grundlegenden Interpretationswege klar unterscheiden. Ein spröder Bruch verläuft schnell, geht mit nur geringer Verformung einher und tritt häufig in Verbindung mit Kerben, Zugbeanspruchung und niedrigen Temperaturen auf. Beim duktilen Bruch verformt sich das Material vorher plastisch, was meist auf Überlastung oder eine zu geringe Sicherheitsmarge hinweist. Ein Ermüdungsbruch hingegen entsteht schrittweise, meist während des normalen Betriebs. Charakteristisch ist, dass der Großteil der Bauteillebensdauer in die Rissbildung und das Risswachstum fließt, bevor das endgültige Versagen eintritt. In komplexeren Fällen liefert die Bruchmechanik den fehlenden Baustein: Sie reduziert das Problem auf die Beziehung zwischen Spannung, Risslänge und der Widerstandsfähigkeit des Materials gegen Rissausbreitung. Diese Sichtweise hilft uns nicht nur, den Bruch zu beschreiben, sondern auch seine Ursache zu verstehen und zu entscheiden, was geändert werden muss, damit das nächste Bauteil nicht auf dieselbe Weise versagt.