Tour CNC de type suisse
Un tour CNC de type suisse. Qu’est-ce que c’est et à quoi sert-il ?
Un tour CNC de type suisse est un type de tour spécifique, dans lequel le matériau, sous forme de barre, effectue en même temps un mouvement longitudinal pour l’usinage, en plus d’un mouvement rotatif. Ceci est possible grâce à la conception spéciale de la machine qui utilise un canon de guidage. Ces machines sont aussi parfois appelées machines automatiques de type suisse, machines automatiques longitudinales ou bien encore machines automatiques à poupée mobile.
L’histoire des tours
Les tours CNC de type suisse trouvent leur origine dans l’industrie horlogère. Une industrie pour laquelle la capacité à tourner des pièces longues, fines et complexes, avec une grande précision, était inestimable pour le processus de fabrication. Au plus fort de la révolution industrielle, un horloger devait non seulement produire des pièces précises, mais aussi le faire de manière très efficiente afin de répondre à la demande.
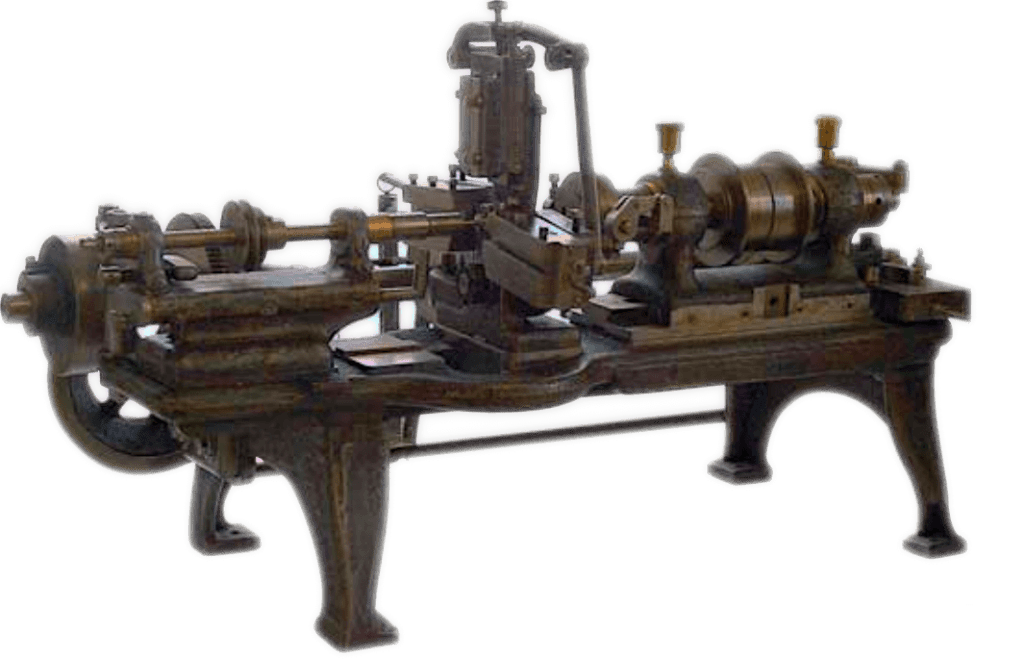
L’invention de la méthode de tournage de type suisse est attribuée à Jakob Schweizer, un fabricant de montres de Bienne, une ville du nord-ouest de la Suisse, à la fin du XIXe siècle. Il a mis au point le premier tour équipé de ce qui s’est révélé être une invention intemporelle, une poupée mobile, permettant simultanément la rotation du matériau et son mouvement longitudinal.
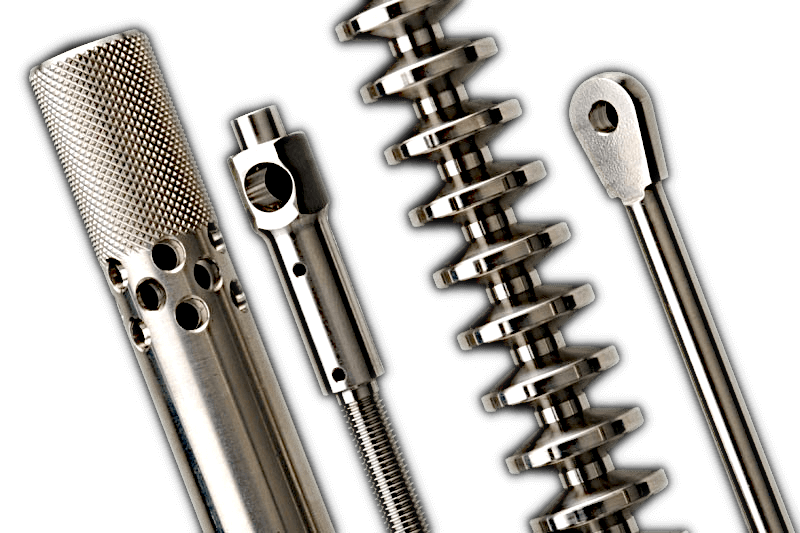
Le tournage sur tour automatique a aujourd’hui évolué bien au-delà de ce que Jakob et autres créateurs, auraient pu imaginer. Et si les tours automatiques du XXIe siècle ne sont pas nécessairement fabriqués en Suisse, ils sont tous conçus principalement pour le tournage de petites pièces métalliques complexes et de précision, principalement pour les industries automobile, le secteur médical et l’électronique.
Comment fonctionne un tour ?
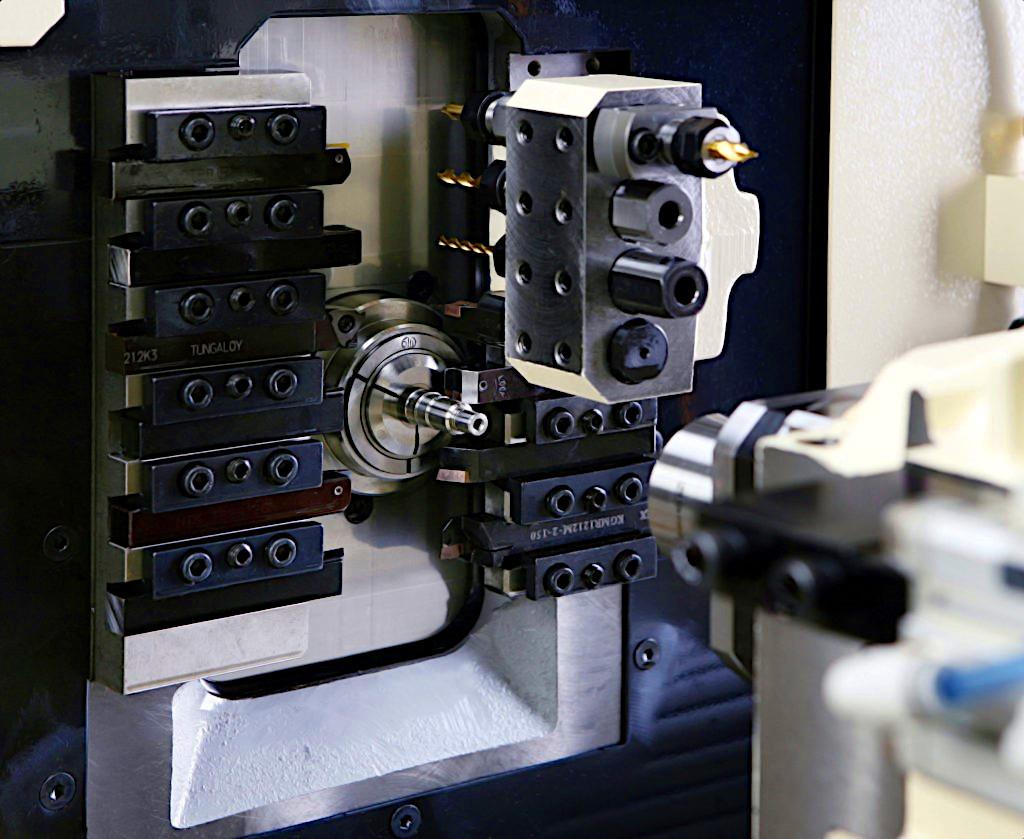
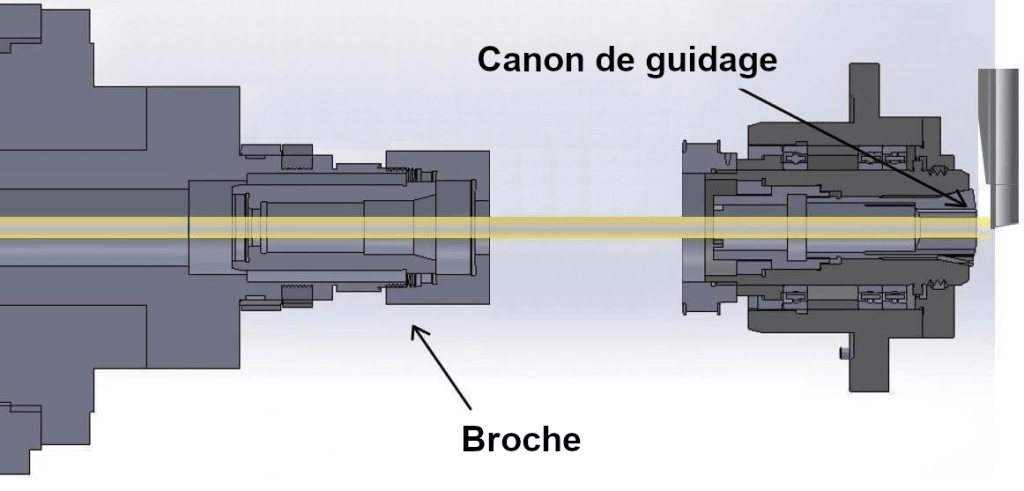
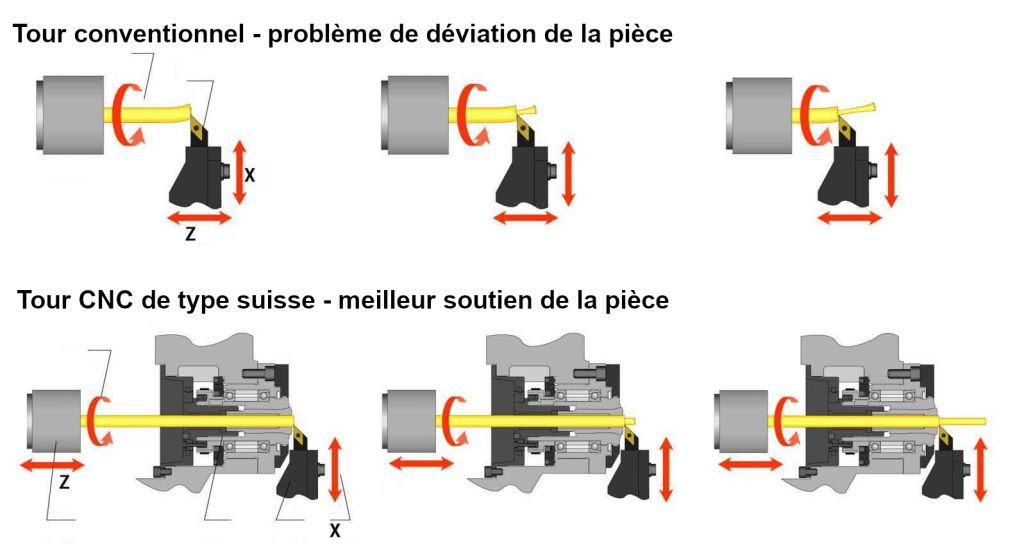
Contrairement aux tours CNC conventionnels, dans lesquels le matériau est immobile et l’outil se déplace, une machine automatique à poupée mobile permet au matériau de se déplacer le long de l’axe Z, tandis que l’outil reste immobile. La barre est maintenue dans la broche, à l’intérieur du carter de la machine et se déplace à travers un canon de guidage dans la zone d’usinage. Seule la pièce usinée est extraite du canon de guidage, ce qui permet de soutenir le matériau en toute sécurité, d’éliminer les déviations et déflexions, tout en améliorant la précision. Pour des pièces plus longues, la contre-broche saisit l’avant fini de la pièce pour la soutenir lorsqu’elle s’étend plus loin dans le canon.
Canon de guidage
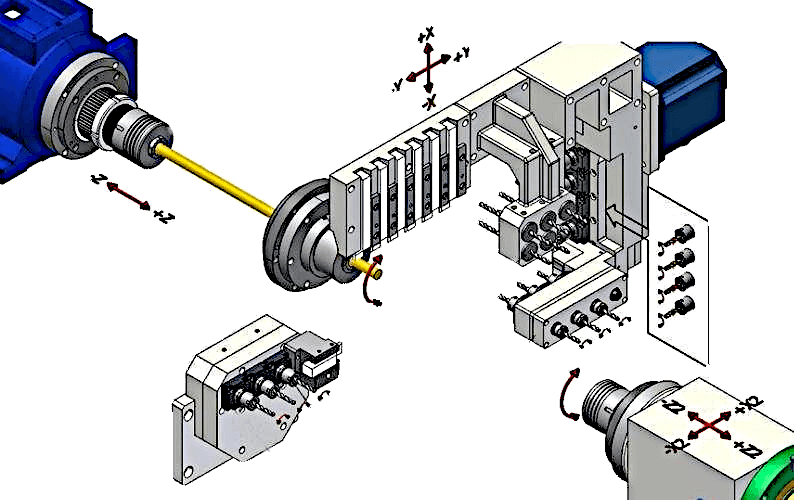
Le canon de guidage est le composant le plus important de toute machine automatique longitudinale, alors que sa précision et son ajustement sont essentiels à un bon processus de tournage CNC. Dans sa conception, ce canon de guidage est quelque peu similaire aux pinces de serrage classiques utilisées dans les broches des tours automatiques.
En revanche, la principale différence réside dans les matériaux utilisés. Sa surface intérieure est en carbure cémenté fritté, rectifié avec une grande précision. Cela s’explique par la nature même du fonctionnement du canon, qui consiste en une interaction de mouvement, avec le déplacement de la barre de la pièce à l’intérieur du canon. Le canon permet de régler le jeu du serrage de la matière, afin de l’adapter à un lot spécifique de pièces brutes.
Contrôle de la déflexion
En soutenant ainsi la barre de la pièce à l’aide du canon de guidage, il est possible de maintenir la précision tout au long du processus de décolletage de la pièce.
Les pièces physiques soumises à une force quelconque se déforment naturellement. En ce qui concerne les tours conventionnels à commande numérique, lorsque les forces d’usinage provoquent une déviation ou déflexion trop importante, généralement, la précision dimensionnelle du processus d’usinage se détériore. Pour les tours conventionnels, la règle empirique veut que, pour le tournage de pièces dont le rapport longueur/diamètre est supérieur à 3:1, un support de poupée mobile ou contre-pointe soit nécessaire pour éviter une déflexion excessive.
Sur les tours automatiques longitudinaux, le canon de guidage soutient la barre de la pièce si près des outils de coupe que la déflexion causée par les forces d’usinage est pratiquement nulle. Cela signifie que l’utilisateur peut usiner d’importants excédents de matériau en une seule passe, tout en conservant une grande précision dimensionnelle.
Du négatif au positif
Dans les tours automatiques à poupée mobile, les mouvements de l’axe Z proviennent du déplacement du matériau et non de celui de l’outil. Cette différence particulière se reflète dans la programmation de la machine. Sur les tours conventionnels, le matériau dépasse du mandrin d’une certaine distance. Dans cette situation, le « Z zéro » est supposé sur la face du matériau et tout ce qui se trouve dans la direction du matériau a des valeurs négatives.
Dans les tours automatiques de type suisse, en revanche, les outils de tournage restent immobiles pendant que le matériau progresse. La surface de la face du matériau est également nulle dans l’axe Z, comme sur les tours conventionnels, mais tout ce qui se trouve au-delà de cette surface sera positif. Cette différence est très importante à garder à l’esprit, en ce qui concerne les décalages de l’axe Z. Concrètement, cela signifie que des perçages plus profonds ou des tournages plus longs peuvent être nécessaires, notamment un décalage « moins » sur les tours conventionnels, et un décalage « plus » sur les tours à poupée mobile.
Usinage par étapes
Comme dans le tournage CNC classique, les opérations d’usinage sont divisées en deux parties, à savoir l’ébauche et la finition. Nous commençons par enlever l’excédent de matière sur l’ensemble du profil à l’aide d’un outil d’ébauche, puis nous usinons le même profil à l’aide d’un outil de finition en utilisant une plus petite tolérance jusqu’à obtention de la dimension souhaitée.
Sur les tours automatiques de type suisse, la division du processus en étapes est complètement différente. En effet, la longueur du canon de guidage exige que la pièce usinée soit divisée en sections. Dans le cas contraire, une section de la barre déjà usinée pourrait tomber du canon de guidage lors du mouvement de retour. Pour éviter ce phénomène, la pièce est usinée alors qu’elle est divisée en sections d’une longueur inférieure à celle de la partie opérationnelle du canon de guidage. Cela permet d’utiliser pleinement le support fourni par ce canon.
De l’huile à la place de liquide de refroidissement
La plupart des machines automatiques de type suisse utilisent de l’huile comme auxiliaire à l’usinage au lieu d’un liquide de refroidissement à base d’eau. Cela signifie que le pouvoir lubrifiant est plus important. Parmi les avantages de l’utilisation de l’huile, nous pouvons citer l’absence de bactéries responsables des odeurs, mais aussi l’élimination de l’effet peau d’orange sur les mains des opérateurs, après un contact prolongé avec le liquide de coupe. L’augmentation de la durée de vie des outils grâce au refroidissement de l’huile est également de grande importance.
Le principal inconvénient, comparant les liquides de coupe à base d’eau et l’huile, est que cette dernière n’est pas aussi efficace pour dissiper la chaleur, de sorte que le tour à poupée mobile peut chauffer rapidement, dans la zone de travail. Cela signifie que l’équipement de ces machines avec des systèmes de protection contre l’incendie est indispensable si vous envisagez de fabriquer sans la surveillance d’un employé.
Plus de déchets
Les déchets peuvent devenir un problème, en particulier lorsqu’il s’agit de matériaux coûteux. En raison de la géométrie des tours automatiques de type suisse, il reste une chute allant de 150 à 300 mm de chaque barre à usiner. En effet, l’extrémité de la barre est maintenue par la broche, qui se trouve à l’intérieur du carter de la machine et n’atteint jamais la zone d’usinage. La présence d’un canon de guidage ne le permet pas. Pour cette raison, sur les tours CNC de type suisse, le nombre de pièces pouvant être réalisées à partir d’une seule barre est toujours légèrement inférieur à celui des machines classiques.
Multitâches
Contrairement à une machine CNC classique à 3 ou 4 axes, les machines automatiques à poupée mobile peuvent être équipées de bien plus d’axes et jusqu’à 13. Cela apporte une valeur ajoutée significative, en réduisant le temps de travail et la charge de la main-d’œuvre, car les opérateurs n’ont pas à transférer le travail en cours vers une autre machine pour l’achever.
La disponibilité d’outils guidés permet aux tours CNC de type suisse de réaliser des fraisages alors que le matériau glisse hors du canon de guidage. L’axe Y offre des capacités de fraisage complètes qui ne sont pas disponibles sur la plupart des tours conventionnels à commande numérique. Outre les outils motorisés pour l’usinage de base, de nombreuses tours à poupée mobile disposent d’une station supplémentaire avec un jeu d’outils pour les opérations de contre-broche. Cela permet de finir l’autre côté de la pièce après qu’elle ait été coupée et prise dans la contre-broche.
Avantages des tours automatiques de type suisse
Les avantages des tours automatiques à poupée mobile de type suisse découlent à la fois de l’utilisation d’un canon de guidage, de la géométrie et de la mécanique dans la zone de l’outil.
Applications des tours automatiques de type suisse
Bien que les tours CNC de type suisse aient été utilisés et adaptés depuis de nombreuses années par les horlogers pour d’autres applications, ils restent largement utilisés dans cette industrie. Le secteur médical, pour lequel les vis et les outils chirurgicaux sont fabriqués selon des normes très strictes, est une autre industrie qui utilise volontiers cette technologie. Mais les applications les plus courantes de ces machines ne s’arrêtent pas là, voici une courte liste des autres applications les plus importantes.