Varför går metall sönder? En introduktion till felanalys

En spricka i en metallkomponent är nästan aldrig bara ett tecken på skada. För en ingenjör är det ett spår av historiken bakom belastning, geometri, material, tillverkningsteknik och driftsförhållanden. Samma axel kan spricka på grund av att den överbelastades vid ett tillfälle, på grund av att en utmattningsspricka utvecklats i den under flera månader, eller på grund av att materialet övergick till en regim av sprödbrott vid låga temperaturer och under kraftig belastning. Om denna historik inte rekonstrueras är det lätt att förväxla effekten med orsaken. Det är just därför som felanalys inte handlar om att matcha den första intuitionen med den skadade delen, utan snarare om att rekonstruera felets förlopp.
Detta tillvägagångssätt är viktigt i praktiken eftersom kvaliteten på diagnosen avgör om nästa version av komponenten faktiskt kommer att bli bättre. Om någon ser en spricka och omedelbart drar slutsatsen att materialet var för svagt, kan de öka hårdheten helt i onödan, vilket ytterligare ökar känsligheten för sprödbrott. Om de å andra sidan ser en blank brottyta och drar slutsatsen att det bara berodde på överbelastning, kan de förbise det faktum att den övervägande delen av komponentens livslängd ägnades åt spridningen av en utmattningsspricka som härstammar från en skåra, en bearbetningsrepa eller ett tillverkningsfel. Vid felanalys är det därför viktigast att inte snabbt sätta en etikett på fenomenet, utan att förstå var sprickan uppstod, hur den spred sig och varför driftsförhållandena gjorde att den nådde sitt slutstadium.
Denna artikel baseras på Donald J. Wulpis Understanding How Components Fail, främst kapitlen om felanalystekniker, frågor som ställs vid brottundersökning samt om spröda, duktila och utmattningsbrott, liksom grunderna i brottmekanik. Innehållet nedan är endast en allmän översikt över ämnet. För den som är intresserad av ämnet rekommenderar vi att fördjupa sig i litteraturen.
Felanalys börjar med disciplin, inte med en hypotes.
I klassisk verkstadspraxis finns det ofta en frestelse att efter en första blick säga: ”det gick sönder på grund av utmattning” eller ”det sprack för att det var sprött”. Wulpi tar motsatt tillvägagångssätt. Det viktigaste första steget i analysen är i grunden att inte göra någonting i bemärkelsen oåterkalleliga åtgärder, utan snarare att studera spåren, undersöka detaljerna, ställa detaljerade frågor om delen, maskinen och omständigheterna kring felet samt föra noggranna anteckningar. Detta kan verka obetydligt, men det är tekniskt förnuftigt. All skärning, slipning eller borrning som utförs för tidigt kan förstöra ett spår som senare skulle vara avgörande för att identifiera brottets källa.
Ett metodiskt tillvägagångssätt följer en logisk sekvens. Först samlas bakgrundsdata in och prover väljs ut; därefter utförs en preliminär visuell inspektion och dokumentation, följt av icke-destruktiv provning, mekanisk provning, makroskopisk och mikroskopisk analys, framställning av metallografiska snitt, metallografisk undersökning, identifiering av felmekanismen, kemisk analys och, i svårare fall, även analys med hjälp av brottmekanik och provningar under förhållanden som simulerar faktisk drift. Först i slutet sammanställs alla bevis till en sammanhängande hypotes om brottförloppet och översätts till slutsatser och rekommendationer. Denna sekvens förhindrar en situation där resultatet av ett enskilt prov tolkas utan hänsyn till de övriga.
Tre regler styr hela analysen. För det första måste sprickans startpunkt lokaliseras. För det andra får man inte slarvigt sätta ihop brottdelarna, eftersom brottytorna är ömtåliga och lätt kan skadas även genom beröring, korrosion eller slarvig transport. För det tredje utförs destruktiv provning först efter att allt som kan fastställas har extraherats från delen i dess ursprungliga tillstånd. I praktiken innebär detta en enkel regel: dokumentation och visuell inspektion först, sedan ingrepp. Detta är särskilt viktigt vid utmattningsbrott, där subtila spår av spridningsriktningen och startpunkten ofta är mer värdefulla än det efterföljande resultatet av ett enda hårdhetsprov.
Denna disciplin har ett ytterligare syfte. Skadeanalys undersöker inte bara själva materialet. Den undersöker spänningarna, hållfastheten, geometrin och den miljö där provkroppen befann sig. Wulpi betonar att en metalldel inte helt enkelt går sönder vid den svagaste punkten, som man naivt tror. Den kommer att brytas där den lokala spänningen först överskrider materialets lokala hållfasthet. Det är därför det inte räcker att fråga om stålet var av god kvalitet. Man måste också beakta geometriska egenskaper, belastningar, restspänningar, temperatur, ytförhållanden och driftshistorik.
Hur en ingenjör rekonstruerar ett brotts historia
Det viktigaste vittnet är själva brottytan. Den avslöjar formen på brottet, brottets ursprung, sprickans riktning och om brottet utvecklades på en gång eller i etapper. Wulpi varnar tydligt för förhastade slutsatser baserade på ett enda fragment. Hela sektionen måste undersökas, eftersom man endast genom att jämföra alla områden av brottet kan urskilja initieringszonen, sprickutvecklingszonen och den slutliga brottzonen. Det är därför låg förstoring på ett dussin eller flera dussin gånger är så användbar. I många fall finns den viktigaste informationen inte i hög SEM-förstoring, utan i den övergripande bilden av brottet.
Det andra steget är att fråga sig om brottplatsen är normal. Författaren ger en enkel men mycket användbar regel: varje del har typiska platser för förväntat brott. För metallkomponenter är dessa ofta geometriska spänningskoncentratorer, såsom den första gängade varven på en skruv, radien vid en axelövergång, roten på en tand eller området runt ett hål. Om delen bröt exakt där följer analysen spännings–hållfasthetsförhållandet. Om den brast på en atypisk plats måste man leta efter ytterligare försvagningar: en lokal materialdefekt, ytskada, överhettning, korrosion, ett monteringsfel eller en belastning som driftsmodellen inte tidigare tog hänsyn till.
Det tredje steget handlar om att ställa rätt frågor om driftsförhållandena. Wulpi kategoriserar dem grovt: angående själva brottet, delens yta, geometri och konstruktion, tillverkningsprocessen, materialegenskaper, förhållandet mellan rest- och arbetsspänningar, påverkan från angränsande delar, montering, drift och miljön. I praktiken är detta en mycket bra vägledning för utredningen. När en axel går sönder räcker det inte att kontrollera stålet och hårdheten. Man måste också undersöka felinriktning, glapp, kontaktmärken, överbelastning, smörjning, värmebehandling, slipmärken, temperatur och korrosion. Mycket ofta ligger den grundläggande orsaken inte i själva brottet, utan i vad som ledde till en lokal ökning av spänningen eller en minskning av materialets hållfasthet.
Detta tillvägagångssätt klargör också tankegången kring komplexa fel. Om det finns flera spruckna komponenter i ett system betyder det inte nödvändigtvis att de alla har gått sönder oberoende av varandra. Wulpi påpekar att den skadade delen helt enkelt kan vara ett offer för ett primärt fel någon annanstans i systemet. En lös skruvförbindelse kan leda till överbelastning av en intilliggande del. En fastkörning kan förändra belastningen på en axel. En sekundär spricka kan lätt förväxlas med den primära om man endast tittar på antalet skadade komponenter istället för tidsföljden. Det är just därför som artikelns tes är så praktisk: för att förstå ett fel måste man rekonstruera sprickans historia, inte bara undersöka slutresultatet.
Nedan finns en engelskspråkig video med titeln The role of fractography in failure analysis 1_2 som förklarar fraktografins roll i felanalys, hur man tolkar brottytor och hur man skiljer mellan olika brottmekanismer.
Sprödbrott
Sprödbrott är farligt för yrkesutövare eftersom det kan uppdagas som ett fel utan förvarning. Det viktigaste kännetecknet är enkelt: det finns ingen tydlig, makroskopisk plastisk deformation i området kring den spröda brottytan. Komponenten ger inte många varningssignaler i form av en hals, betydande böjning eller lokal plastisk deformation. Ur användarens perspektiv går delen ofta helt enkelt sönder plötsligt. Det är därför sprödbrott är så förrädiskt i bärande konstruktioner och högt belastade komponenter.
Makroskopiskt sett är ett sprödbrott ofta ljus, glänsande och ser mer ”kristallin” ut än ett duktilt brott, men märkenas geometri är viktigare än glansen. Många spröda brott kännetecknas av chevronmärken, det vill säga fiskbens- eller pilformade märken som pekar bakåt mot startpunkten. Detta är ett extremt användbart tolkningsverktyg. Om ett sådant mönster är synligt på brottytan på en axel eller platta kan man inte bara bestämma sprickutbredningens riktning utan också avgränsa det område där sökandet efter en skåra, svetsdefekt, befintlig spricka eller korrosionsskada bör inledas. Vid sprödbrott ligger brottplanet vanligtvis vinkelrätt mot den huvudsakliga dragspänningen på den platsen.
Den viktigaste tolkningsfällan är att sprödbrott inte är exklusivt för material som är spröda i sig. Wulpi betonar starkt att även stål som vanligtvis anses vara duktila kan brytas på ett helt sprött sätt under vissa förhållanden. Detta underlättas av en kombination av faktorer, inklusive spänningskoncentration, höga dragspänningar eller ogynnsamma restspänningar, relativt låg temperatur och ett mottagligt material. I praktiken innebär detta att påståendet ”det var vanligt konstruktionsstål” inte avgör saken. Om komponenten hade en skarp skåra, ett ogynnsamt spänningstillstånd och utsattes för kallbearbetning, behöver den duktilitet som anges i katalogen inte innebära en duktil brottbildning i den faktiska delen.
Konsekvenserna för konstruktionen är tydliga. Om en ingenjör förbättrar hållfastheten genom att öka hårdheten samtidigt som skarpa radier lämnas kvar, introducerar restspänningar efter bearbetning och misslyckas med att kontrollera driftstemperaturen, kan detta leda till sprödbrott. I sådana fall är ett starkare material inte alltid lösningen. Större övergångsradier, bättre ytfinish, minskning av svetsfel, kontroll av restspänningar och val av stål med bättre motståndskraft mot sprödbrott under givna förhållanden visar sig ofta vara mer effektivt.

Duktilt brott
Duktilt brott följer en helt annan logik. Det uppstår genom att man utsätter en metall som kan plastiskt deformeras för alltför stor kraft innan den går sönder. Därför är det första tecknet här vanligtvis inte själva brottet, utan en tidigare formförändring. Under dragprovning uppstår halsbildning, lokal töjning och tydlig plastisk deformation. Jämfört med sprödbrott inträffar denna typ av brott sällan plötsligt, eftersom provkroppen själv i förväg indikerar att den har överskridit det säkra driftsområdet.
Makroskopiskt sett är ett duktilt brott vanligtvis matt och fibröst. Ett klassiskt exempel är kopp-och-kon-brottet, som observeras i dragprov. Först utvecklas mikrovakuoler i mitten av det avsmalnade tvärsnittet, sedan sprider sig brottet mot ytan och slutligen ändrar det riktning mot skjuvplanet i en vinkel på cirka 45 grader, vilket bildar den så kallade skjuvläppen. Detta är viktigt i praktiken eftersom den slutliga brottzonen vid duktilt brott indikerar det sista stadiet av brott och ofta tydligt avslöjar det lokala spänningstillståndet.
Mikroskopiskt innebär mekanismen för duktilt brott en sammansmältning av mikrohålrum, snarare än en abrupt separation av kristaller som vid ett klassiskt sprödbrott. Detta leder till en viktig tolkningsmässig implikation: duktilt brott är närmare förknippat med dominansen av skjuvning och plastisk deformation hos materialet. Ur praktisk synvinkel indikerar ett sådant brott ofta att komponenten inte var så mycket defekt som att den helt enkelt befann sig i ett överbelastat tillstånd eller hade otillräcklig hållfasthetsmarginal för de faktiska belastningsförhållandena. Detta kan bero på en enda överbelastning, felaktig montering, ett olämpligt tvärsnitt eller materialförlust på grund av slitage eller korrosion.
Även här lurar en fallgrop. Synlig stor deformation bevisar ännu inte att hela brottet var duktilt från början till slut. Wulpi noterar att många faktiska brott är blandningar. Vissa kan börja som utmattningsbrott eller spröda brott, och endast den sista zonen med snabb brottbildning är duktil. I praktiken innebär detta att man inte får klassificera hela brottet enbart utifrån den sista zonen. Man måste skilja på mekanismen för sprickbildning och sprickutbredning från mekanismen för den slutliga brottbildningen i det återstående tvärsnittet.
Utmattningssprickbildning
Ur maskinens driftsperspektiv är utmattningssprickbildning det mest förrädiska, eftersom det kan utvecklas under normal drift utan någon spektakulär överbelastning. Wulpi definierar det som ett fenomen som leder till brott under inverkan av repetitiva eller varierande spänningar, vars maximala värde kan vara lägre än materialets draghållfasthet. Det är just detta som gör utmattning så förrädisk. Användaren ser inte en enda oönskad händelse. Delen fortsätter att fungera, medan mindre strukturella förändringar ackumuleras tills en mikrospricka bildas.
Logiken för utmattning delas bäst in i tre stadier. I det inledande stadiet orsakar repetitiva skjuvspänningar irreversibla förändringar i kristallstrukturen och leder till bildandet av en mycket liten spricka. I spridningsstadiet ändras sprickans riktning, och sprickan växer i huvudsak vinkelrätt mot dragkomponenten. I det tredje stadiet blir det återstående tvärsnittet så litet att den slutliga brottbildningen inträffar under en av de efterföljande belastningarna. Detta slutliga brott är inte längre utmattningsinducerat i strikt mening. Det kan vara sprött, duktilt eller blandat. Detta är mycket viktigt för en analytiker eftersom större delen av en komponents livslängd vanligtvis tillbringas i initierings- och tillväxtzonerna, inte vid ögonblicket för det slutliga brottet.
Makroskopiskt visar ett utmattningsbrott ofta lite deformation. Detta är naturligt eftersom initieringen inte kräver en hög spänning som överskrider sträckgränsen för hela tvärsnittet. Ett bra motexempel är ett gem eller en trådgalge, som kan brytas efter några kraftiga böjningar. Detta är också utmattning, endast lågcykel, och med tydlig deformation. I typiska maskindelar är avsaknaden av betydande plastisk deformation och förekomsten av spår efter sprickutbredning vid brottytan mer karakteristiskt.
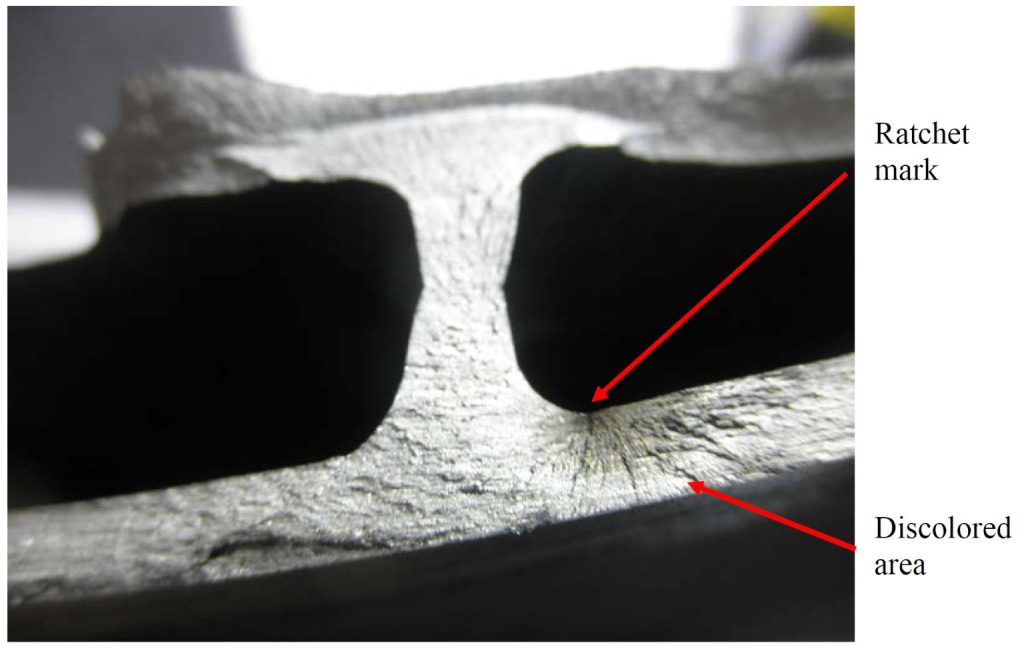
De viktigaste makroskopiska kännetecknen är beachmarks och rivmärken (ratchet marks på engelska). Beachmarks är makroskopiska band som visar brottfrontens successiva positioner, ungefär som stora steg i sprickutvecklingen. Rivmärken är, å andra sidan, mycket användbara för att identifiera flera initieringspunkter, eftersom de bildas mellan intilliggande sprickor som växer från flera källor och vanligtvis löper mer eller mindre vinkelrätt mot den yta där utmattningen uppstod. I valsar har de en radiell karaktär. Tack vare dem kan man inte bara hitta källan utan också avgöra om problemet började vid en enda punkt eller längs hela omkretsen, till exempel från flera skåror eller bearbetningsmärken.
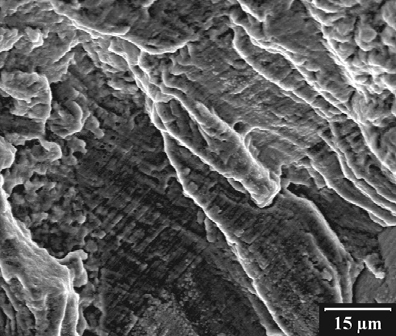
På mikroskopisk nivå är de mest karakteristiska dragen strimmor, det vill säga mycket fina linjer som markerar sprickändens successiva positioner. Wulpi påpekar dock något viktigt för praktisk tillämpning: frånvaron av strimmor utesluter inte en utmattningsdiagnos. I mycket hårda material eller under vissa förhållanden kanske ytan inte visar dem tydligt. Detta är en värdefull varning mot att förlita sig alltför mycket på ett enda typiskt tecken. Felanalys fungerar bra när den kombinerar makro- och mikrovyer, komponentgeometri och driftsförhållanden, snarare än när den söker efter ett enda brottmönster.
När fraktografi ensamt inte räcker
I enklare fall räcker det med en bra rekonstruktion av källan, tillväxtriktningen och driftsförhållandena. I mer komplexa fall kommer brottmekanik in i bilden. Wulpi föreslår här en mycket användbar konceptuell modell: en strukturs motståndskraft mot brott beror på tre sammanhängande faktorer – nämligen den pålagda spänningen, spricklängden och materialets motståndskraft mot sprickutbredning, eller seghet. Detta strukturerar vårt tänkande bättre än att bara fråga om materialet var tillräckligt starkt. Ett material kan vara starkt i termer av sin sträckgräns och ändå vara farligt om en spricka av betydande längd redan finns.
Detta är precis vad sprickmekaniken bidrar med, eftersom den inte bara beaktar den nominella spänningen i ett oskadat tvärsnitt utan tar hänsyn till förekomsten av en spricka som en lokal spänningskoncentrator. I ett linjärt-elastiskt ramverk antas det att sprickor och diskontinuiteter är inneboende närvarande, och analysen fokuserar på när en sådan defekt blir kritisk. För en brottanalytiker väcker detta praktiska frågor: hur lång var sprickan när den gick in i det instabila spridningsområdet, kunde delen fortfarande fungera säkert, och vilken nivå av icke-förstörande provning eller underhåll kräver en given typ av konstruktion?
Sprickmekaniken ersätter inte klassisk skadeanalys; snarare är den ett komplement till analysen. Fraktografi visar var och hur brottet inträffade. Metallografi och materialprovning visar vad vi hade att göra med. Brottmekanik gör det möjligt för oss att bedöma om sprickstorleken och spänningstillståndet redan var kritiska. Detta är vanligtvis den punkt där skadeanalysen går från att beskriva skadan till en nivå där vi kan förutsäga när ett liknande brott blir oundvikligt.
Varför går metall sönder? En introduktion till skadeanalys – Sammanfattning
Metall spricker inte av sig själv. Det spricker när en specifik kombination av spänningshistorik, geometri, material, tillverkning och miljö på en specifik plats leder till att den lokala brottgränsen överskrids. Därför handlar felanalys inte om att gissa mekanismen utifrån första intryck, utan snarare om att metodiskt rekonstruera sprickbanan. Först måste bevis säkras, sprickan undersökas och källan identifieras. Därefter måste bevisen korreleras med frågor om konstruktion, tillverkning och driftsförhållanden. Först då kan de tre grundläggande tolkningsvägarna särskiljas på ett meningsfullt sätt. Sprödbrott ger upphov till liten deformation och fortskrider snabbt, ofta i samband med skårning, dragbelastning och låga temperaturer. Duktila brott uppvisar tidigare plastisk deformation och indikerar vanligtvis överbelastning eller otillräcklig säkerhetsmarginal. Utmattningsbrott utvecklas i etapper, ofta under normal drift, och dess väsen är att den övervägande delen av komponentens livslängd ägnas åt sprickbildning och sprickutbredning innan det slutliga brottet inträffar. I mer komplexa fall kompletteras denna bild av brottmekanik, som reducerar problemet till förhållandet mellan spänning, spricklängd och materialets motståndskraft mot sprickutbredning. Det är just detta sätt att tänka som gör att vi inte bara kan beskriva att en komponent har gått sönder, utan också förstå varför den gick sönder och vad som behöver ändras för att nästa inte ska gå sönder på samma sätt.




