
CNC-svarvar: grundläggande information
Svarvningsteknikens historia
Svarvning är en av de äldsta tillverkningsteknikerna på jorden. De tidigaste versionerna går tillbaka till de gamla egyptierna, som uppfann en svarv för två personer som drevs av en båge runt 1200-talet f.Kr. Fascinerande nog används svarvtekniken fortfarande i stor utsträckning för att tillverka olika delar, trots att mycket tid har gått sedan dess.
Styrkan med denna metod är dess enkelhet och effektivitet. Naturligtvis har människan under årens lopp systematiskt utvecklat och förbättrat processen till den grad att de verktygsmaskiner som används idag har mycket lite gemensamt med vad till och med våra far- och morföräldrar arbetade med. Moderna CNC-svarvar är mycket komplexa maskiner med kraftfulla funktioner som för länge sedan har upphört att reduceras till enbart svarvning.
I följande artikel kommer vi att presentera lite kunskap om moderna verktygsmaskiner som används för svarvning.
CNC-svarvar och CNC-svarvcentra: vad är skillnaden?
Du har förmodligen stött på termerna ”CNC-svarv” och ”CNC-svarvcenter” omväxlande.
Även om det inte finns någon formell skillnad mellan svarvar och svarvcentra, används den förstnämnda termen ofta för att hänvisa till enklare maskiner – utformade enbart för CNC-svarvning. Däremot avser termen ”svarvcenter” vanligtvis maskiner som integrerar fräs– eller borrfunktioner eller de med motspindel för att utföra operationer på den andra sidan av delen.
En CNC-svarv svarvar helt enkelt; det är en 2-axlig maskin med X- och Z-axlar med endast en chuck. Mittemot chucken kan det finnas en reitstocka som stöder detaljen, eller i enklare konstruktioner finns det bara själva chucken.
Ett CNC-svarvcenter kan ha fräsfunktioner, en sekundär spindel och en Y-axel för att utöka funktionaliteten. De kallas också multitasking-maskiner eftersom de erbjuder mer än CNC-svarvning. Man kan se det som en utveckling av svarven. Förr i tiden kallade de flesta sådana maskiner för svarvar. Men när CNC-bearbetningen blev mer komplicerad utvecklades de till CNC-svarvcentra efter att ha lagt till fräs- och motspindel.
Konstruktion av en CNC-svarv
Oavsett om du arbetar med en svarv eller ett svarvcenter är de grundläggande delarna desamma.
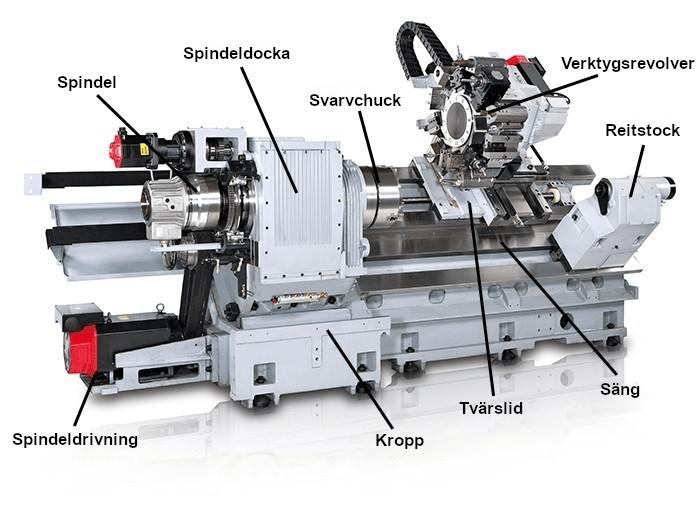
Spindeldockan
Spindeldockan rymmer huvudspindeln och hastighets- och växlingsmekanismerna. Spindelns huvudände innehåller ofta en morsekona. I tidiga konstruktioner av industriella svarvar drevs spindeln direkt av en platt remskiva. Idag drivs den av en elektrisk motor.
Säng
Sängen på en svarv är en bas som är ansluten till spindeldockan så att tvärsliden och reitstockan rör sig parallellt med åtkomst till spindeln. Denna rörelse underlättas av sängtvärslid som håller tvärsliden och reitstockan på ett fast spår.
Verktygsrevolver
Verktygsrevolvern håller skärverktygen och flyttar dem i längdriktningen mot arbetsstycket för CNC-svarvningsoperationer eller vinkelrätt för planeringsoperationer. Huvudet består av två gjutgods: ett övre gjutgods och ett sidogjutgods.
Reitstock
Reitstockan är monterad mitt emot chucken på verktygsmaskinens huvudspindel. Till skillnad från spindeln roterar inte reitstockan – som kan vara utrustad med en kona för borrar, brotschar eller andra verktyg. Alternativt rör den sig i längdriktningen på grund av påverkan från en ledarskruv.
Konfigurationer av CNC-svarvcentra
Det finns två grundläggande typer av CNC-svarvar: den traditionella horisontella typen, som har funnits länge, och den vertikala typen, som skiljer sig åt i inriktningen av spindelns rotationsaxel. I vertikala CNC-svarvar roterar spindeln, som namnet antyder, i förhållande till en vertikal axel.
Horisontella CNC-svarvar står för cirka 70 procent av marknaden eftersom de har funnits mycket längre. Varje svarvtillverkare tog sina första steg på en horisontell svarv.
Horisontell svarvning vs. vertikal svarvning
Både horisontella och vertikala svarvar har sina särdrag. Det finns även inverterade CNC-vertikalsvarvar, som inverterar placeringen av spindeln och svarvchucken. Alla tre typerna av maskiner har samma grundläggande komponenter (spindeldocka, tvärslid, med mera), men de skiljer sig åt i orientering. Att välja en horisontell, vertikal eller inverterad svarv beror på flera faktorer, men några praktiska principer kan hjälpa dig att bestämma.
En viktig fördel med en horisontell svarv är att gravitationen naturligt leder spånorna bort från arbetsstycket. Med andra ord, vid svarvning faller alla spånor ner i spåntransportören eller spånkorgen.
Generellt sett är horisontella CNC-svarvar mer flexibla eftersom de kan ha längre sängar i förhållande till spindelstorleken. De kan också använda stångmatare och har vanligtvis bakstycken, vilket är sällsynt i vertikala versioner. Å andra sidan, för bearbetning av korta delar med stora diametrar, särskilt om de är tunga delar, fungerar en vertikal CNC-bearbetningssvarv mycket bra.

En av fördelarna med en vertikal svarv är att gravitationen hjälper till att hålla fast detaljen säkert i chucken. Spånor kan dock vara ett problem, särskilt om detaljen är konkav, eftersom det kan fånga spånorna inuti. Det finns alltså en risk att spånorna skärs om på grund av felaktig evakuering från bearbetningszonen. Ett annat problem med en vertikal svarv är att spånorna faller ner i spindeln, så dess skydd måste vara mycket effektivt.
Det är i första hand storleken på de svarvade detaljerna som oftast är avgörande för valet av svarvversion. När vi tittar på större detaljer så tillverkas många fordonsapplikationer (transmissionsämnen, bromsskivor, med mera) vertikalt och vanligtvis med en dubbelspindel. En av fördelarna är att gravitationen hjälper till att klämma fast detaljen; när detaljen har förts in i chucken sitter den på plats och dess vikt pressar den mot chuckens käftar.
Det finns detaljer som är så stora som 500 mm i diameter som bearbetas på en horisontell maskin, men det är alltid svårt att ladda dem eftersom du måste trycka in detaljen i chucken och sedan hålla fast den medan du klämmer fast den.

En annan faktor att ta hänsyn till när man väljer mellan horisontella och vertikala konfigurationer är i vilken grad CNC-svarven kommer att automatiseras. Horisontella svarvar anses vara lättare att automatisera på grund av tillgängligheten och populariteten hos stångmatare, som ansvarar för att leverera material till tillverkningen.
Å andra sidan, när man tillverkar från halvfabrikaten – gjutgods eller smide i dessa fall, kommer automatisk laddning att vara lättare att implementera på ett vertikalt center. För det första hjälper gravitationen till att placera detaljen i chucken, och en robot behövs inte för att skjuta den i position.
För det andra har dessa maskiner, särskilt vertikala CNC-svarvar med en inverterad spindel, en rörlig spindel som fungerar som en ämnesladdare.
Potentialen hos CNC-svarvningsteknik
Som du kan se erbjuder dagens marknad för CNC-verktygsmaskiner olika tekniska lösningar som kan användas vid tillverkning av detaljer. Om rätt teknik och maskin väljs för en viss uppgift kommer ofta att avgöra framgången för hela projektet. Det är värt att lita på Sabners specialister på detta område, som har många års erfarenhet av CNC-svarvning för de mest krävande kunderna.

