Toczenie CNC
Na czym polega toczenie CNC?
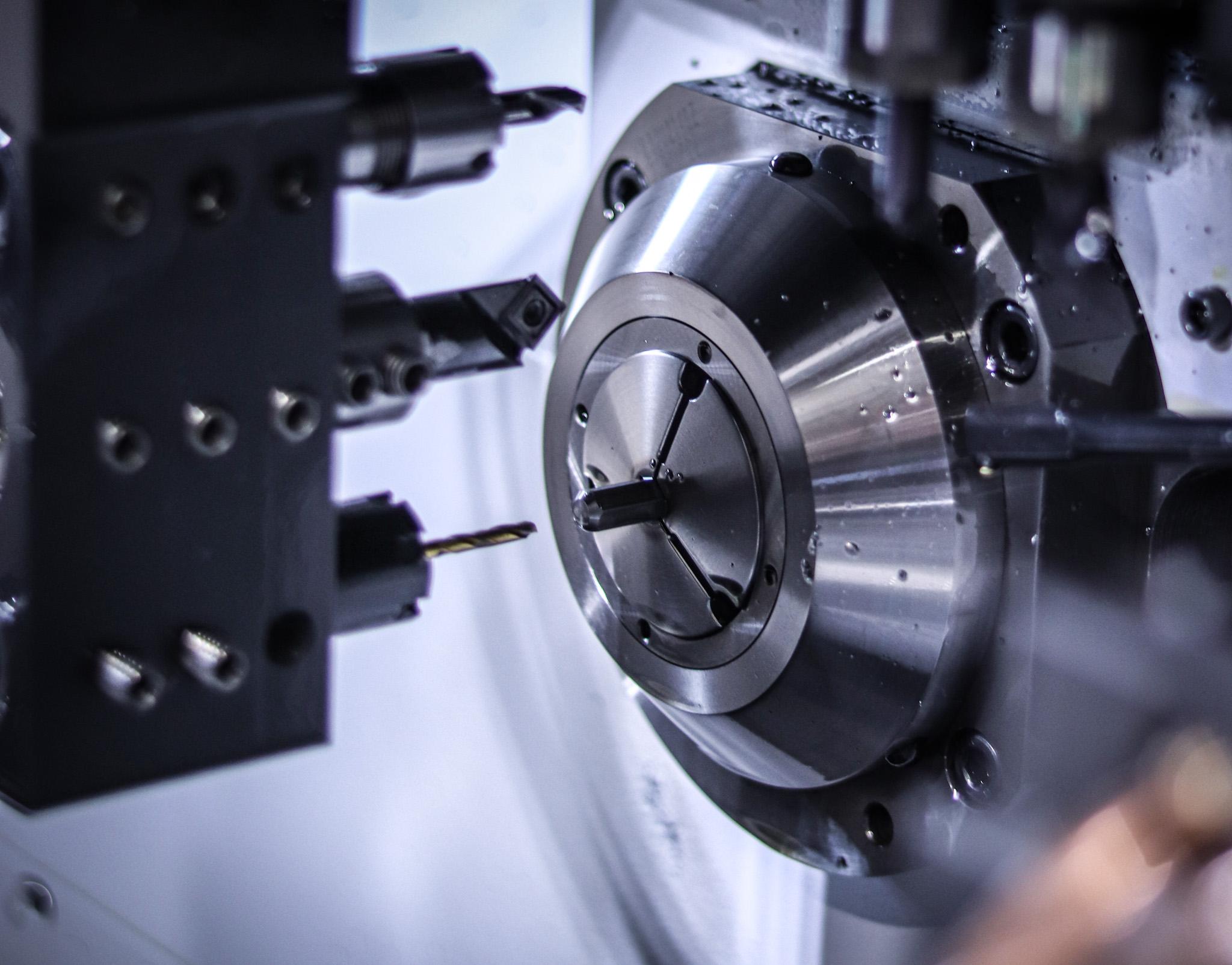
Toczenie jest obok frezowania jedną z dwóch podstawowych technologii obróbki skrawaniem. Polega ono na oddzielaniu warstwy materiału z przedmiotu obrabianego za pomocą narzędzia tokarskiego. W przypadku tej technologii przedmiot obrabiany obraca się natomiast narzędzie jest nieruchome.
Toczenie stanowi połączenie ruchu obrotowego przedmiotu obrabianego oraz ruchu liniowego narzędzia skrawającego. Ruch narzędzia zazwyczaj jest realizowany wzdłuż osi toczonej części, co pozwala na zmianę jej średnicy. Drugim częstym przypadkiem jest ruch prostopadły do osi obrotu – wtedy mamy do czynienia z planowaniem czyli zmianą długości przedmiotu obrabianego. Występuje jeszcze trzeci wariant ruchu roboczego narzędzia – w obu kierunkach jednocześnie. Mamy wtedy do czynienia z toczeniem profilowym, które pozwala uzyskać stożki, baryłki i inne krzywizny.
Toczenie precyzyjne komponentów technicznych jest procesem wymagającym dużego doświadczenia oraz doskonałego sprzętu. Wysokie wymagania jakościowe oraz wąskie tolerancje wykonania części toczonych sprawiają, że w procesie obróbki istotny jest każdy szczegół. W firmie Sabner toczeniem na automatach tokarskich zajmujemy się od lat, dzięki czemu jesteśmy w stanie zaoferować usługi toczenia CNC na najwyższym poziomie.
Toczenie CNC stali nierdzewnej
Stale nierdzewne stanowią szczególną grupę stali stopowych. Są traktowane oddzielnie ze względu na swoje znaczenie przemysłowe i szeroką skalę zastosowania. Toczenie stali nierdzewnych może jednak sprawiać problemy zwłaszcza w przypadku gatunków austenitycznych. W takich przypadkach największe znaczenie ma odpowiednia kontrola wióra oraz sprawne doprowadzenie chłodziwa bezpośrednio do strefy skrawania. Jeżeli to możliwe warto jest stosować specjalne gatunki stali nierdzewnych o podwyższonej skrawalności uzyskiwanej przez dodanie odpowiednich dodatków stopowych jak choćby siarka lub ołów.
Toczenie CNC mosiądzu
Mosiądz jest najpowszechniejszym z metali kolorowych stosowanych w toczeniu CNC. Podobnie jak w przypadku stali nierdzewnych, jego popularność wynika z unikalnych właściwości, pożądanych przez projektantów części. Do toczenia mosiądzu stosuje się specjalne narzędzia o ostrej geometrii oraz często polerowanej powierzchni ostrza aby maksymalnie wydłużyć ich żywotność. Poprawnie dobrane narzędzia pozwalają jednak na bardzo szybką i wydajną obróbkę, gdyż mosiądz jest metalem stawiającym niewielkie opory podczas skrawania.
Toczenie CNC stali
Stale stanowią podstawowy materiał do wytwarzania większości części toczonych. Ich obrabialność różni się w zależności od zawartości pierwiastków stopowych, stanu dostawy oraz obróbki cieplnej. W procesie toczenia CNC ma znaczenie podstawowy podział na trzy grupy stali:
Stale węglowe
To grupa w której skład wchodzą stale o zawartości węgla do 0,55%. W przypadku tego typu stali skrawalność jest średnia. Szczególne problemy w toczeniu sprawiają gatunki o niższej zawartości węgla – tzw. gatunki niskowęglowe, które wywołują problemy ze złamaniem wióra oraz z tworzeniem się narostu na ostrzu narzędzia skrawającego.
Stale niskostopowe
W skład tej grupy wchodzą wszystkie najbardziej popularne gatunki stali. Są to stale najchętniej wybierane do toczenia części niezbyt wymagających wytrzymałościowo. Ich obrabialność zależy od składu, ale ogólnie jest dobra.
Stale wysokostopowe
To grupa stali, które zawierają szereg dodatków stopowych wpływających na ich właściwości. W przypadku stali z tej grupy podczas toczenia należy parametry obróbki dostosować do konkretnego gatunku oraz stanu utwardzenia ewentualną obróbką cieplną lub cieplnochemiczną.
Podstawowe operacje toczenia CNC
Toczenie zewnętrzne
Toczenie zewnętrzne należy do podstawowych operacji stosowanych w obróbce CNC na tokarkach. Polega na usuwaniu materiału z zewnętrznej powierzchni walcowej materiału i dzieli się na toczenie wzdłużne, obróbkę profilową oraz toczenie powierzchni czołowych.
W każdym z tych przypadków należy zwrócić szczególną uwagę na odpowiedni dobór narzędzi oraz zamocowania do specyfiki konkretnej części. W pierwszym rzędzie należy skupić się na odpowiednim zamocowaniu obrabianego przedmiotu w celu uzyskania maksymalnej sztywności. Zdolność do precyzyjnego obrotu przedmiotu obrabianego ma bowiem podstawowe znaczenie dla osiągania wąskich tolerancji wymiarowych.
Toczenie wewnętrzne
Ta kategoria toczenia inaczej nazywana wytaczaniem charakteryzuje się utrudnioną swobodą doboru strategii obróbki ze względu na ograniczenie pola pracy przez średnicę otworu w przedmiocie obrabianym. Podobnie problematyczna jest głębokość otworu, która warunkuje konieczny wysięg narzędzia.
Podstawową zasadą przy wytaczaniu jest dobór możliwe sztywnego narzędzia. Zawsze będzie to narzędzie o możliwie największym przekroju trzonka jaki zmieści się do wytaczanego otworu. Ma to na celu zminimalizowanie ryzyka powstawania drgań. Kolejnym bardzo istotnym czynnikiem przy tego typu operacjach jest skuteczne odprowadzanie wiórów ze strefy obróbki. Z powodu ograniczonej dostępności do miejsca tworzenia się wiórów, bardzo dobrze sprawdza się podawanie chłodziwa pod ciśnieniem przez trzonek narzędzia. Pozwala to na sprawne wypłukiwanie ich z obrabianego otworu.
Przecinanie i toczenie rowków
Jest to bardzo szeroka kategoria toczenia obejmująca swoim zakresem zarówno odcinanie materiału jak również rowkowanie zewnętrze i wewnętrzne. Jeżeli chodzi o przecinanie to podstawowymi kwestiami jakie należy wziąć pod uwagę przy planowaniu procesu to oszczędność materiału oraz redukcja siły skrawania. Determinuje to wybór narzędzia jak najwęższego o geometrii odpowiedniej do tworzenia wióra węższego niż w przypadku toczenia rowków. Jest to podyktowane specyficznymi warunkami pracy przecinaka, który pracuje bardzo mocno zagłębiony w materiał. Zbyt szeroki wiór stwarzałby ryzyko zakleszczenia w rowku i w efekcie uszkodzenie narzędzia.
Jeżeli chodzi o toczenie rowków to obórka ta obejmuje szereg specyficznych operacji jak toczenie rowków ogólne, toczenie rowków pod pierścienie osadcze, toczenie rowków czołowych, profilowanie i podcinanie
Toczenie gwintów
Bardzo często w elementach toczonych występują zwoje śrubowe nacinane na powierzchni obrabianego przedmiotu, wewnętrznie lub zewnętrznie, nazywane gwintami. Nacina się je w celu utworzenia mechanicznego mocowania dwóch gwintowanych części lub też umożliwienia przekazania ruchu poprzez przekształcenie ruchu obrotowego w liniowy lub odwrotnie. Toczenie gwintów na maszynach CNC może odbywać się za pomocą narzędzi z ostrzami wymiennymi oraz narzędzi monolitycznych. Najbardziej powszechną techniką jest stosowanie narzędzi ze specjalnymi płytkami kształtowymi odpowiadającymi profilowi danego gwintu. W kilku lub kilkunastu przejściach narzędzia uzyskuje się poprawnie ukształtowany zarys gwintu.
Toczenie CNC w Sabner
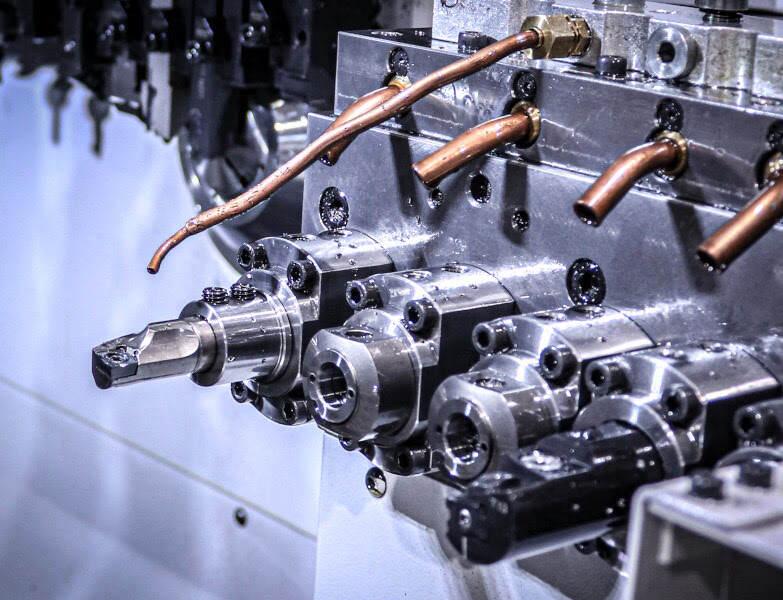
Aby zapewnić wysoką wydajność produkcji części precyzyjnych w przypadku większych serii, wyposażyliśmy nasze centra tokarskie w urządzenia pozwalające na pracę w trybie automatycznym, gdzie maszyna sama podaje sobie materiał na kolejne części. Nowoczesne sterowanie naszych tokarek pozwala na szybkie programowanie niejednokrotnie skomplikowanych kształtów niemożliwych do wykonania na obrabiarkach konwencjonalnych. Punktem wyjścia przy obróbce na tokarkach jest model 3D części, który chcemy obrobić.
Pracując na takim modelu, nasi specjaliści mogą zaprojektować ścieżki, po których maszyna będzie prowadziła narzędzia celem uzyskania wyrobu gotowego. Dodatkową korzyścią z zastosowania modelu teoretycznego jest łatwość wprowadzania wszelkich korekt, jakie mogą się pojawić podczas pracy nad produktem. Po zakończeniu toczenia CNC możliwa jest dalsza obróbka skrawaniem na innych maszynach bądź obróbka cieplna, cieplno-chemiczna, galwanizacja i wiele innych stanowiących uzupełnienie procesu produkcji części metalowych.