Sveitsiläistyyppinen sorvi
Sveitsiläistyyppinen sorvi. Mikä se on ja mihin sitä käytetään?
Sveitsiläistyyppinen sorvi on erityyppinen sorvi, jossa tangon muodossa oleva materiaali suorittaa pyörivän liikkeen lisäksi samanaikaisesti pituussuuntaisen liikkeen, joka mahdollistaa leikkaamisen. Tämä on mahdollista koneen ainutlaatuisen rakenteen ansiosta, jossa käytetään ohjausholkkia. Tällaisia koneita kutsutaan joskus myös sveitsiläisiksi automaattisorveiksi tai sveitsiläistyyppisiksi koneiksi.
Hieman historiaa
Sveitsiläistyyppiset sorvit ovat peräisin kelloteollisuudesta. Teollisuus, jossa pitkien, ohuiden ja monimutkaisten osien sorvaaminen suurella tarkkuudella oli valmistusprosessin kannalta korvaamattoman tärkeää. Teollisen vallankumouksen huipulla tehokkaan kellosepän oli paitsi tuotettava tarkkoja osia myös tehtävä se erittäin tehokkaasti kysyntään vastaamiseksi.
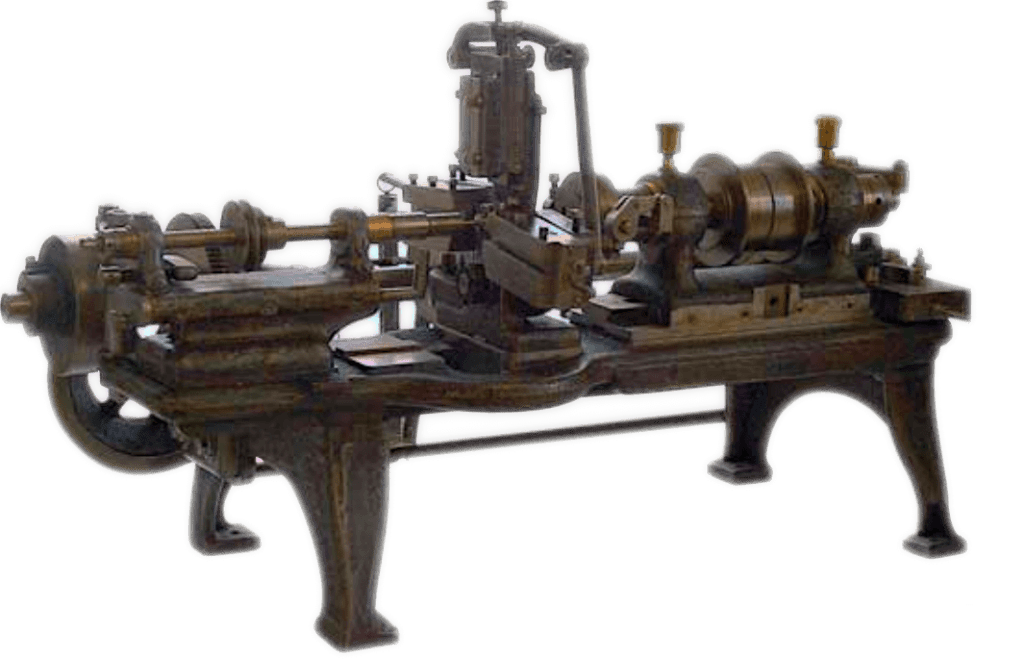
Sveitsiläisen sorvauksen keksinnön katsotaan olleen Jakob Schweizerin ansiota, joka oli kellonvalmistaja Sveitsin Biennessä 1800-luvun lopulla. Hän kehitti ensimmäisen sorvin, joka oli varustettu myöhemmin ajattomaksi osoittautuneella keksinnöllä, nimittäin liukuvalla päätypenkillä, joka mahdollisti materiaalin samanaikaisen pyörimisen ja pituussuuntaisen liikkeen.
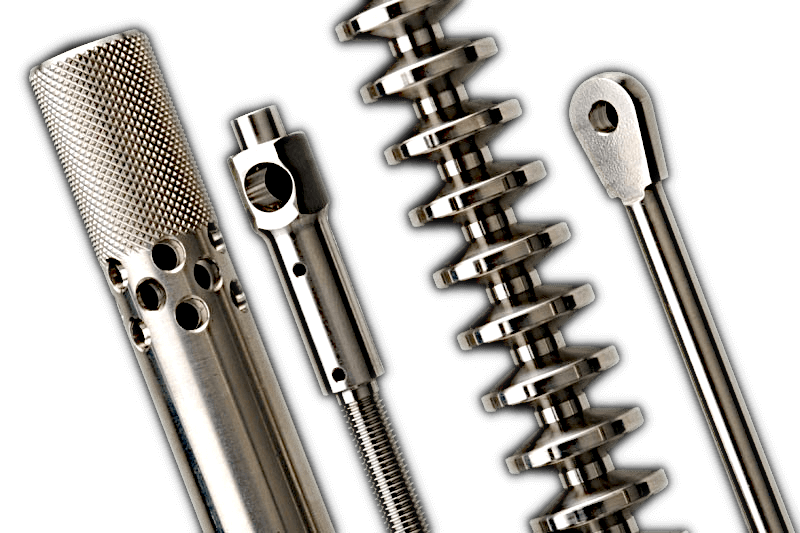
Sorvaaminen automaattisorvilla on nyt kehittynyt paljon pidemmälle kuin sen kehittäjät olisivat voineet kuvitella. Vaikka 2000-luvun automaattisorveja ei välttämättä valmisteta Sveitsissä, ne on kaikki suunniteltu pääasiassa pienten, monimutkaisten ja tarkkojen metalliosien sorvaamiseen pääasiassa auto-, lääkintä- ja elektroniikkateollisuudelle.
Miten se toimii?
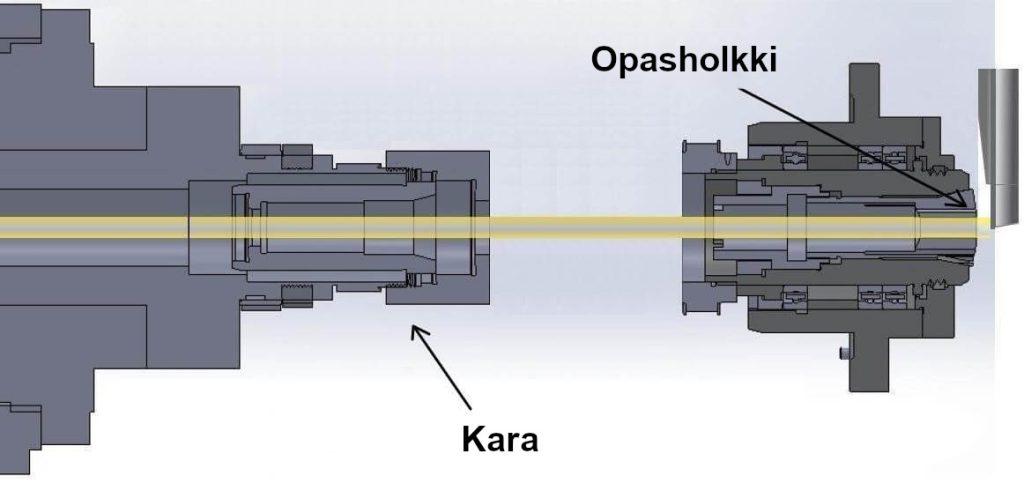
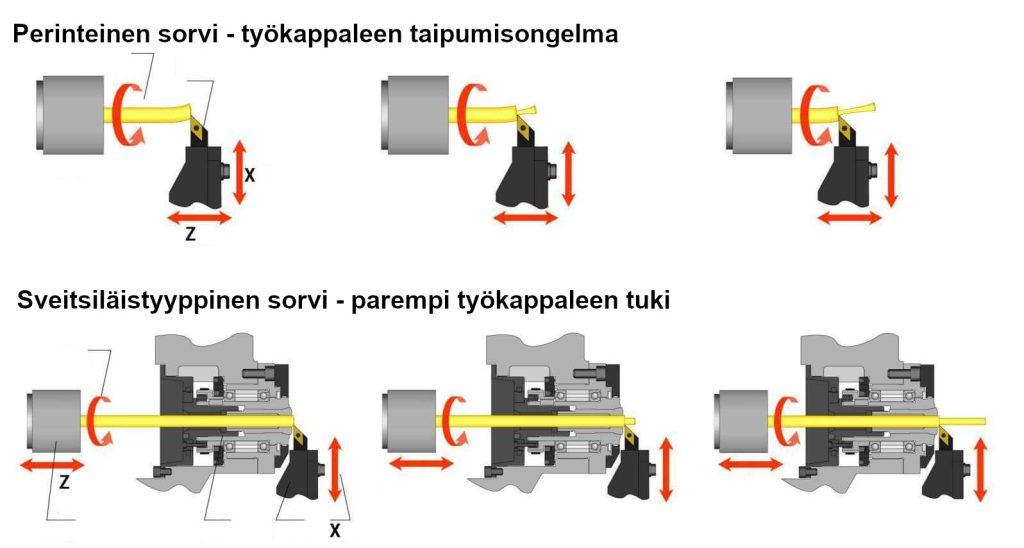
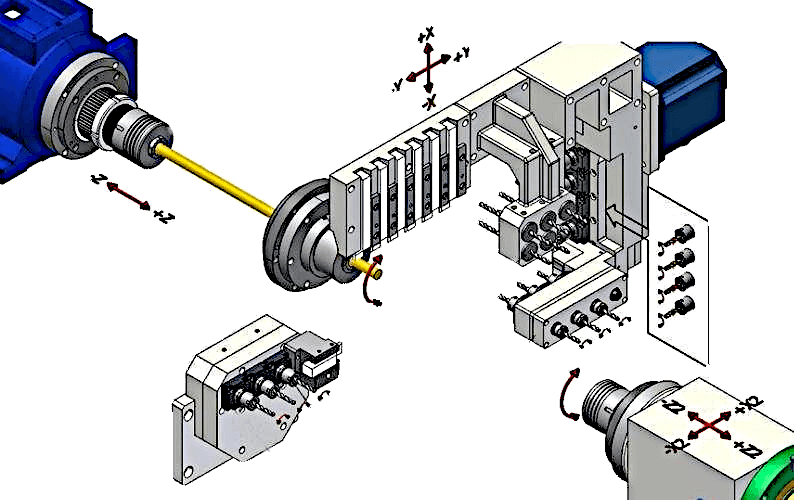
Toisin kuin tavanomaisissa CNC-sorveissa, joissa materiaali on paikallaan ja työkalu liikkuu, automaattikoneessa, jossa on liikkuva pääty, materiaali liikkuu Z-akselia pitkin työkalun pysyessä paikallaan. Tanko on kiinnitetty karaan syvällä koneen kotelon sisällä ja sitä siirretään ohjausholkin avulla työstöalueelle. Ainoastaan työstettävä osa vedetään ulos ohjausholkista, jolloin materiaali tuetaan tukevasti, jolloin taipuma poistuu ja tarkkuus paranee. Pidempien osien osalta vastakara tarttuu valmiin osan etuosaan tukeakseen sitä, kun se ulottuu pidemmälle holkin läpi.
Ohjausholkki
Ohjausholkki on liukupääkoneen tärkein komponentti, ja sen tarkkuus ja istuvuus ovat ratkaisevia tekijöitä asianmukaisen CNC-sorvausprosessin kannalta. Ohjausholkki muistuttaa rakenteeltaan automaattisorvin karoissa käytettyjä klassisia kiristysholkkeja. Tärkein ero on kuitenkin siinä käytetyt materiaalit – sisäpinta on valmistettu sementoidusta kovametallista, joka on erittäin tarkasti hiottu. Tämä johtuu holkin työn luonteesta, joka koostuu liikkuvasta vuorovaikutuksesta holkin sisällä liikkuvan työkappaleen materiaalin tangon kanssa. Holkin avulla voit säätää materiaalin kiinnityksen välystä mukautumaan tiettyyn raaka-aine-erään.
Taipuman säätö
Kun työkappaleen tanko tuetaan ohjausholkin avulla, tarkkuus voidaan säilyttää koko tarkkuus sorvaus prosessin ajan.
Fyysiset työkappaleet, joihin kohdistuu jokin voima, taipuvat luonnollisesti. Kun leikkausvoimat aiheuttavat tavanomaisissa CNC-sorveissa liian suurta taipumaa, leikkausprosessin mittatarkkuus useimmiten heikkenee. Perinteisten sorvien nyrkkisääntö on, että kun sorvataan kappaleita, joiden pituus-halkaisijasuhde on yli 3:1, tarvitaan takatukia liiallisen taipuman estämiseksi.
Liukupääkoneissa ohjausholkki tukee työkappaletankoa niin lähelle leikkuutyökaluja, että leikkausvoimien aiheuttama taipuma on käytännössä nolla. Käyttäjä voi leikata ylimääräisen materiaalin yhdellä kertaa ja säilyttää samalla suuren mittatarkkuuden.
Negatiivinen muuttuu positiiviseksi
Automaattisorveissa, joissa on liikkuva pääty, Z-akselin liikkeet johtuvat sorvaustyökalun liikkeen sijasta materiaalin liikkeestä. Tämä ero näkyy koneen ohjelmoinnissa. Tavanomaisissa sorveissa materiaali työntyy tietyn matkan ulos ruuvipesästä. Tällaisessa tilanteessa Z-nollan oletetaan olevan materiaalin pinnalla, ja kaikella materiaalin suunnassa on negatiiviset arvot.
Sveitsiläistyyppisissä automaattisorveissa sorvityökalut pysyvät sitä vastoin paikallaan, kun materiaalia venytetään. Materiaalipinnan pinta on myös nolla Z-akselilla kuten tavanomaisissa sorveissa. Silti kaikki pinnan ulkopuolella oleva on positiivista. Tämä ero on erittäin tärkeä pitää mielessä Z-akselin offsetien yhteydessä. Tämä tarkoittaa sitä, että syvempi poraus tai pidempi sorvaus vaatii ”miinus”-offsetin tavanomaisilla sorveilla, mutta vaatii ”plus”-offsetin liukupääkoneilla.
Koneistus vaiheittain
Klassisessa CNC-sorvauksessa leikkaustoiminnot jaetaan oletusarvoisesti karhennukseen ja viimeistelyyn. Ensin poistetaan ylimääräinen materiaali koko profiilista karhennustyökalulla. Työstämme saman profiilin viimeistelytyökalulla käyttäen pienempää välystä halutun mitan saavuttamiseksi.
Sveitsiläistyyppisissä automaattisorveissa prosessin jakaminen vaiheisiin näyttää täysin erilaiselta. Tämä johtuu siitä, että ohjausholkin pituus edellyttää työstettävien osien jakamista osiin. Muuten jo työstetyn tangon osa voisi pudota ohjausholkista paluuliikkeen aikana. Tämän ilmiön välttämiseksi osa koneistetaan jakamalla se osiin, joiden pituus on lyhyempi kuin ohjausholkin työstöosan pituus. Näin holkin tarjoamaa tukea voidaan hyödyntää täysimääräisesti.
Öljyä jäähdytysnesteen sijasta
Useimmissa sveitsiläisissä työstökoneissa käytetään öljyä työstön apuna vesipohjaisen jäähdytysnesteen sijasta. Tämä tarkoittaa, että voitelukyky on suurempi. Öljyn etuihin kuuluvat hajua aiheuttavien bakteerien puuttuminen ja appelsiininkuorivaikutuksen poistuminen käsistä pitkäaikaisen jäähdytysnesteen kanssa kosketuksissa olon jälkeen. Työkalujen käyttöiän pidentäminen öljynjäähdytyksellä on myös erittäin tärkeää.
Vesipohjaisten jäähdytysnesteiden suurin haittapuoli on se, että öljy ei ole yhtä tehokas lämmönsiirto, joten liukupääkone voi kuumentua nopeasti työalueen alueella. Näiden koneiden varustaminen palontorjuntajärjestelmillä on välttämätöntä, kun valmistetaan ilman työntekijöiden valvontaa.
Lisää romua
Romusta voi tulla ongelma, erityisesti kalliiden materiaalien kohdalla. Sveitsiläistyyppisten automaattisorvien geometrian vuoksi jokaisesta työstetystä tangosta on jäätävä jäljelle 150-300 mm:n levyinen romu. Tämä johtuu siitä, että tangon pää pysyy kiinni karassa, joka sijaitsee koneen kotelon sisällä eikä koskaan pääse työstöalueelle. Ohjaushylsyn läsnäolo ei salli tätä. Tästä syystä sveitsiläistyyppisillä sorveilla yhdestä tangosta valmistettavien kappaleiden määrä on aina hieman pienempi kuin klassisilla koneilla.
Multitasking
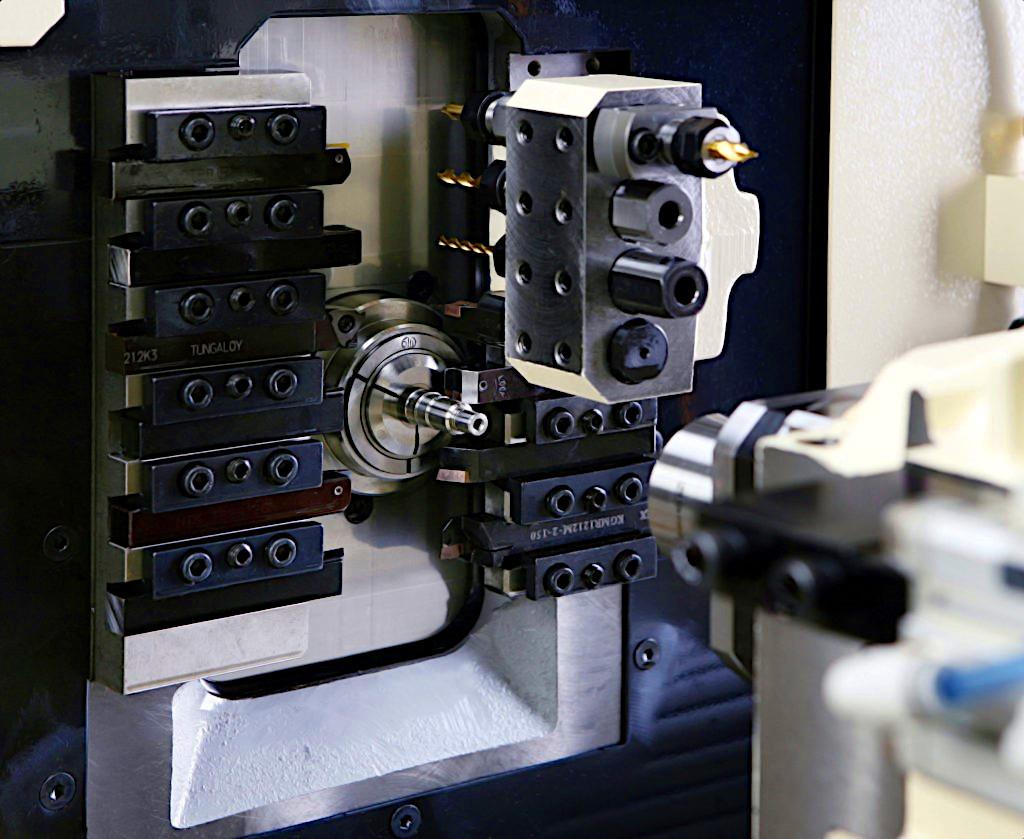
Toisin kuin perinteisissä CNC-koneissa, joissa on 3 tai 4 akselia, liukupääautomaattisorveissa voi olla jopa 13 akselia. Tämä tuo merkittävää lisäarvoa, sillä se vähentää työaikaa ja työmäärää, koska käyttäjän ei tarvitse siirtää keskeneräistä työtä toiselle koneelle viimeistelyä varten.
Ajettavien työkalujen saatavuus antaa sveitsiläistyyppisille sorveille mahdollisuuden jyrsintään. Samalla materiaali liukuu ulos ohjainholkista. Y-akseli tarjoaa täydet jyrsintämahdollisuudet, joita ei ole saatavilla useimmissa tavanomaisissa CNC-sorveissa. Peruskoneistuksessa käytettävien ajettavien työkalujen lisäksi monissa liukupääkoneissa on asema, jossa on työkalupaketti vastakaraoperaatioita varten. Tämä mahdollistaa työkappaleen toisen puolen viimeistelyn sen jälkeen, kun se on leikattu irti ja otettu kiinni vastakaralla.
Sveitsiläistyyppisten automaattisorvien edut
Liukupääkoneiden edut johtuvat ohjainholkista sekä työkalualueen geometriasta ja mekaniikasta.
Sveitsiläistyyppisten automaattisorvien käyttö
Vaikka kellosepät ovat jo vuosia käyttäneet sveitsiläistyyppisiä sorveja muihin sovelluksiin, niitä käytetään edelleen laajalti tällä alalla. Myös lääketeollisuus on innostunut ottamaan tämän tekniikan käyttöön erityisesti kirurgisten ruuvien ja työkalujen valmistuksessa, joiden on täytettävä poikkeuksellisen tiukat laatuvaatimukset. Näiden koneiden suositut käyttökohteet jatkuvat kuitenkin edelleen. Alla on lyhyt luettelo muista tärkeimmistä sovelluksista.