Sinterprodukte

In der Pulvermetallurgie entstehen Maschinenteile und Werkzeuge, indem Metallpulver im festen Zustand gesintert werden. Die so entstehenden Bauteile nennt man Sinterprodukte. Schon längst fertigt man einzelne Gegenstände, etwa Schmuck aus gesinterten Feingoldkörnern, auf diese Weise; die moderne Sintertechnologie selbst ist jedoch noch jung. Als symbolischen Start der modernen Sintertechnik markiert das Jahr 1825, als in Russland Platinmünzen aus chemisch gewonnenem Pulver geprägt wurden.
Als die Elektrotechnik boomte, bekam auch die Pulvermetallurgie neuen Schwung. 1909 fertigte man Glühfäden für Glühbirnen aus Wolfram-, Tantal- und Molybdänpulver; dieser Schritt festigte die Technik. Nach dem Ersten Weltkrieg griff man beim Werkzeugbau auf das Sintern zurück, und während des Zweiten Weltkriegs fertigte man immer mehr Maschinenteile auf diese Weise.
Nach dem Krieg schritt die Entwicklung zügig voran, getrieben vor allem von der Automobilindustrie, die in einigen Ländern heute mehr als die Hälfte der Sinterprodukte verbraucht. Neben der Automobilindustrie kommen Sinterprodukte in der Elektrotechnik, der Metallwarenindustrie, der Werkzeugmaschinenindustrie und im Bauwesen – etwa als Beschläge – zum Einsatz. In der Praxis ist es schwierig, eine Branche zu finden, die ohne Sinterprodukte auskommt.
Dieser Artikel stützt sich auf das Lehrbuch „Metaloznawstwo“ von Professor Stanisław Rudnik. Die folgenden Zeilen liefern lediglich eine allgemeine Übersicht. Wer sich dafür interessiert, sollte unbedingt tiefer in die Literatur eintauchen.
Warum Sintern manchmal besser ist als Schmelzen
Der auffälligste Vorteil des Sinterns ist die Möglichkeit, Bauteile mit einer sehr präzisen Form zu erhalten, die oft so nah an der endgültigen Form liegt, dass kostspielige und arbeitsintensive Bearbeitungsvorgänge reduziert werden können. Dadurch sinken die Materialverluste; in der Regel liegen sie bei nur 7–10 Prozent.
Außerdem lässt sich durch Sintern eine hohe Reinheit erreichen, da Verunreinigungen, die sich mit herkömmlichen metallurgischen Verfahren nur schwer entfernen lassen, gar nicht erst eingebracht werden. Da das Material nicht den typischen Segregationsphänomenen der Legierungskristallisation unterliegt, bleiben die charakteristischen Erstarrungsdefekte aus. Zudem lässt sich durch Sintern eine Komponente zusammensetzen, deren Ausgangsmaterialien sich wegen stark unterschiedlicher Erstarrungstemperaturen oder mangelnder Löslichkeit sonst nicht verbinden ließen. So lassen sich auch Metall-Keramik-Verbundwerkstoffe realisieren, die in der klassischen Metallurgie kaum machbar sind.
Einschränkend wirkt jedoch die Wirtschaftlichkeit: Wegen hoher Kosten für Pulver, Anlagen und Werkzeuge rechnet sich die Sintertechnologie meist nur in der Massenproduktion. Allerdings bleiben Sinterwerkstoffe porös, weshalb ihre mechanischen Eigenschaften meist hinter denen dichter Werkstoffe zurückbleiben. In manchen Fällen, etwa wenn hohe Tragfähigkeit gefragt ist, wirkt sich die Porosität nachteilig aus. In anderen Anwendungen, zum Beispiel bei selbstschmierenden Lagern, wird sie gezielt als funktionales Merkmal genutzt.

Metallpulver als Rohstoffe
Für die Herstellung von Sinterprodukten dienen reine Metallpulver – etwa Eisen, Kupfer oder Mangan – sowie Legierungspulver, zum Beispiel Bronzen, Messing oder rostfreie Stähle, als Grundrohstoffe. Die Pulver entstehen entweder durch mechanische oder durch physikalisch-chemische Verfahren. Bei mechanischen Verfahren wird das Material allein durch äußere Kräfte zerkleinert, sodass seine chemische Zusammensetzung unverändert bleibt. Bei physikalisch-chemischen Verfahren hingegen entsteht das Pulver als Ergebnis von Umwandlungen, wodurch es sich in der Regel in seiner Zusammensetzung vom Ausgangsmaterial unterscheidet.
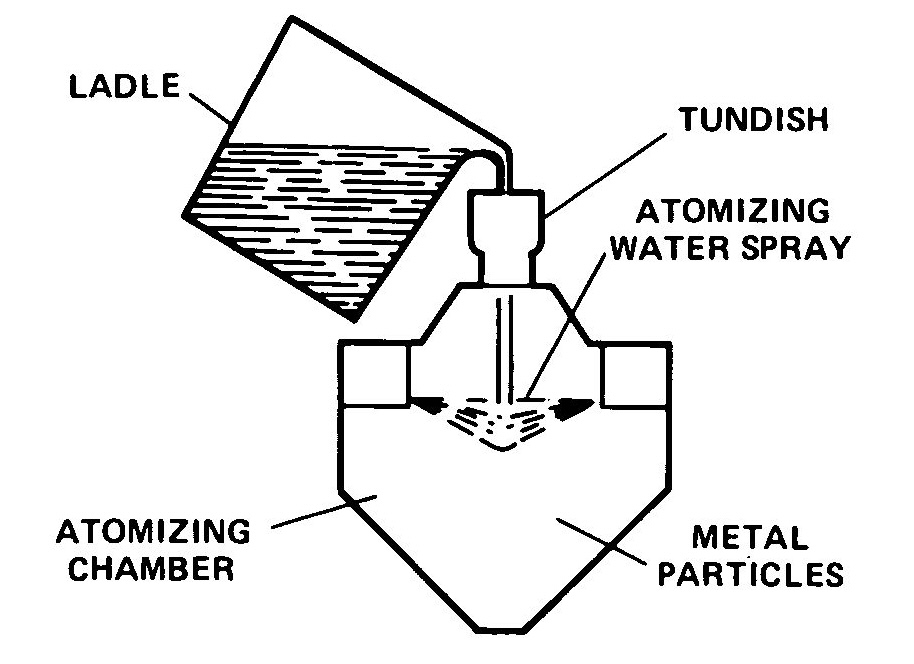
Zu den mechanischen Verfahren gehören das Mahlen in Kugel-, Wirbel- oder Hammermühlen, das spanende Zerkleinern von Metallspänen oder Feilspänen sowie das Sprühtrocknen von flüssigem Metall mit Wasser oder Druckgas. Bei der Granulierung wird das Metall direkt in Wasser gegossen, wo es zu feinen Partikeln erstarrt. Zu den häufig eingesetzten physikalisch-chemischen Verfahren zählen die Oxidreduktion, die Elektrolyse aus wässrigen Lösungen oder geschmolzenen Salzen, die Zersetzung von Carbonylen sowie die Kondensation von Metalldämpfen auf einer kalten Oberfläche. Die Oxidreduktion gilt als wirtschaftlich, weil sie Erze oder Abfalloxide aus dem Schmelzprozess nutzt. Die Elektrolyse ist zwar wichtig, aber wegen ihres hohen Energieverbrauchs und ihrer geringen Effizienz teuer. Die Zersetzung von Carbonylen liefert sehr reine Pulver, kostet jedoch ebenfalls viel. Elektroerosionsverfahren entwickelten sich historisch lange nur langsam.
Vor dem Formgebungsschritt laufen vorbereitende Arbeiten, die die spätere Produktqualität deutlich beeinflussen. Beim Glühen in einer reduzierenden Atmosphäre oder im Vakuum, und zwar bei 0,4 bis 0,6 des Schmelzpunktes des Pulvers, steigt die Plastizität, weil Restoxide eliminiert und Zerkleinerungen entfernt werden. Beim Sieben teilt man das Pulver in verschiedene Partikelgrößen auf und steuert so die granulometrische Zusammensetzung der Mischung. Beim Mischen entsteht eine möglichst homogene Mischung, denn ihre Qualität bestimmt später die Wiederholbarkeit der Dichte der Formteile sowie die Parameter der Sinterprodukte.
Formung von Formteilen
Die vorbereitete Pulvermischung wird gepresst, damit Halbzeuge, also Formteile, mit den gewünschten Formen und Abmessungen sowie der für den Transport und das weitere Sintern nötigen Festigkeit entstehen. Das Pressen erfolgt in der Regel in Stahlpressen. Da Form und Abmessungen der Sinterprodukte maßgeblich durch die Pressvorrichtung begrenzt sind, entscheidet dieser Schritt darüber, ob sich ein bestimmtes Teil überhaupt im Pulververfahren herstellen lässt.
Eine typische Presse besteht aus einer Matrize sowie einem oberen und einem unteren Stempel. Dabei formt die Matrize die Seitenflächen, der untere Stempel verhindert das Austreten des Pulvers und gibt der Bodenfläche ihre Form, während der obere Stempel die Oberseite fertigstellt. Zusatzelemente wie Stifte können Löcher formen. Bei doppelseitigen Presssystemen bleibt die Matrize fest, während bei anderen Lösungen eine bewegliche Matrize das Auswerfen des Formteils erleichtert.
Beim Pressen verdichtet sich das Pulver schrittweise. Zuerst füllen die Partikel die Zwischenräume und ordnen sich immer enger, bis sie eine möglichst dichte Schicht bilden. Danach verformen sich die Partikel und gleiten aneinander vorbei, sodass das Volumen weiter schrumpft. In der Praxis greifen diese Mechanismen ineinander: Einige Partikel verformen sich schon bei niedrigem Druck, während Verschiebungen selbst bei hohem Druck auftreten. Da das Pressen sowohl die Anfangsdichte des Formteils als auch die Porositätsverteilung prägt, beeinflusst es unmittelbar den Sinterprozess und die Eigenschaften des Endprodukts.
Alternative Formgebungsverfahren, wenn das Pressen nicht ausreicht
Beim klassischen Pressen in einer Matrize entstehen geometrische Einschränkungen, vor allem in Kraftrichtung, und das Formteil kann eine ungleichmäßige Dichteverteilung bekommen. Deshalb entstanden spezielle Formgebungsverfahren. Sie ermöglichen Bauteile mit unterschiedlichen Proportionen, einer gleichmäßigeren Dichte und Details, die sich mit einer einfachen Presse nur schwer realisieren lassen.
Zu diesen Verfahren zählen laut den Materialien unter anderem das hydrostatische Pressen, das Druckgussverfahren, das Pulverwalzen, das Extrudieren, das Vibrationsformen und das dynamische Formen mit hohen Verformungsraten. In der Praxis ist die Wahl des Verfahrens daher immer ein Kompromiss: Einerseits soll ein „unbearbeitetes“ Detail erzielt werden, andererseits müssen Werkzeugkosten, erforderliche Toleranzen, die Wiederholbarkeit der Dichte und die Auswirkungen des gewählten Formverfahrens auf das anschließende Sintern berücksichtigt werden.
Sintern
Beim Sintern werden die Formteile stark erhitzt. Dadurch verwandelt sich das komprimierte Pulver in ein Sinterprodukt mit fast denselben Eigenschaften wie ein massiver Werkstoff. Diese Stufe spielt in der Produktion eine zentrale Rolle und steht daher im Fokus. Seit Langem wird jedoch betont, dass keine einheitliche Theorie das gesamte Spektrum der Sinterphänomene erklärt. Um Oxidation zu verhindern, läuft das Sintern in Schutzatmosphäre oder Vakuum ab. Die Temperatur liegt dabei meist unter dem Schmelzpunkt der leichtesten Komponente.
Der Sinterprozess und die Eigenschaften von Sinterwerkstoffen werden in erster Linie beeinflusst durch: die Pulvergranulierung (eine größere Dispersion beschleunigt das Sintern und fördert eine Erhöhung der mechanischen und elektrischen Eigenschaften), den Pressdruck (eine Erhöhung führt in der Regel zu einer Erhöhung der Festigkeit von Sinterwerkstoffen), die Sintertemperatur (je höher die Temperatur, desto größer die Dichte des Sintermaterials) und die Glühzeit (bei konstanter Temperatur steigt die Dichte zunächst schnell und dann langsamer an, was sich auf die Eigenschaften auswirkt). Auch die Prozessatmosphäre spielt eine Rolle: Sintern in einer reduzierenden Atmosphäre erhöht die Dichte des Sintermaterials im Vergleich zu einer inerten Atmosphäre.
Anschließend folgt oft eine Nachbearbeitung, etwa wenn engere Toleranzen oder eine glattere Oberfläche gefragt sind. Strukturbauteile erhalten auf Wunsch eine Wärmebehandlung oder eine thermochemische Behandlung, um Verschleiß- und Ermüdungsfestigkeit sowie die Tragfähigkeit zu steigern. Deshalb gilt die Pulvermetallurgie oft als umfassende Fertigungstechnologie, die alle Schritte von der Pulverherstellung über Formgebung und Sintern bis zur finalen Anpassung von Abmessungen und Struktur abdeckt.
Einführung in die Pulvermetallurgie: vom Pulver über das Pressen bis zum Sintern und zu typischen Anwendungen (Material in englischer Sprache).
Sinterwerkstoffe und -produkte
Zu den wichtigsten Sinterprodukten zählen poröse Sinterwerkstoffe, elektrotechnische Werkstoffe, Werkstoffe mit besonderen magnetischen Eigenschaften, Strukturwerkstoffe sowie gesinterte Refraktärmetalle und Werkzeuge. Poröse Sinterwerkstoffe sind besonders charakteristisch; sie dienen unter anderem als Gleitlager, Filter, Katalysatoren, Unterlegscheiben und Bauteile mit hohem Reibungskoeffizienten.
In gesinterten Lagern zirkuliert während des Betriebs Schmiermittel in den Poren, wodurch sie sehr gute Gleiteigenschaften erhalten. So entsteht zwischen Zapfen und Lagerschale mühelos ein Schmierfilm, der einen Selbstschmiereffekt erzeugt. In vielen Fällen lässt sich dadurch auf externe Schmierung verzichten, was besonders bei schwer zugänglichen Maschinenelementen praktisch ist. Ihre Porosität liegt typischerweise bei 10–35 %. Ein weiterer Vorteil ist ihr leiser Lauf, besonders im Vergleich zu Wälzlagern. Das Verfahren ist unkompliziert, denn meist sind weder Nachbearbeitung noch aufwendige Montage nötig. Da die eingesetzten Werkstoffe ohne seltene Komponenten auskommen, sind sie meist günstiger als Gusslösungen.
Früher bestand das Material für Sinterlager aus Bronzen mit einer Zusammensetzung ähnlich der von Gussbronzen; später kamen Additive wie Graphit hinzu, um die Reibungseigenschaften zu verbessern. Angaben zufolge liegt der Reibungskoeffizient dieser Lager bei etwa einem Siebtel bis einem Achtel des Wertes von Babbitt, während der Verschleiß der Zapfen vernachlässigbar bleibt. Später kamen poröses Eisen und Eisen-Graphit-Sinterwerkstoffe als preiswerte Alternativen hinzu. Zu den am häufigsten eingesetzten Lagermaterialien zählen poröses Eisen, Eisen-Graphit-Sinterwerkstoffe mit etwa 1–3 % Graphit sowie Graphitbronzen mit ungefähr 86–88 % Cu, 9–10 % Sn und 2–4 % Graphit. Aluminiumsinterlager, etwa mit 10 % Cu und 3 % Graphit, ergänzen diese Auswahl.
Filter aus Sinterwerkstoffen sind in der chemischen Industrie weit verbreitet. Sie bestehen aus korrosionsbeständigen Pulvern – etwa Bronzen, rostfreien Stählen, Nickel, Silber, Platin sowie hochschmelzenden Metallen oder deren Legierungen. Ihre hohe Porosität ermöglicht große Filtrationsraten, und die unkomplizierte Herstellung treibt die rasante Entwicklung dieser Filter weiter voran. Poröses Eisen dient außerdem als Dichtungsmaterial, zum Beispiel in Unterlegscheiben für Rohrverbindungen, Kupplungen, Flansche und Leitungen.
Dank ihres hohen Reibungskoeffizienten eignen sich Sinterwerkstoffe außerdem für Bauteile wie Bremsbeläge und Drehmomentübertragungskomponenten. Dabei sind ein konstant hoher Reibungskoeffizient über einen breiten Temperaturbereich, starke Abriebfestigkeit bei ausreichender Festigkeit, gute Wärmeleitfähigkeit sowie Korrosions- und Verschleißfestigkeit unverzichtbar. Weil sich diese Anforderungen zum Teil widersprechen, erlaubt das Sintern die Herstellung eines „Verbundwerkstoffs“ aus metallischen und nichtmetallischen Phasen. Die metallischen Bestandteile verbessern die Wärmeleitfähigkeit, während die nichtmetallischen Phasen – etwa SiO₂ oder Al₂O₂ – den Reibungskoeffizienten erhöhen und zugleich den Verschleiß mindern.

Funktionale und strukturelle Sinterprodukte
Sinterprodukte spielen in der Elektrotechnik und Kommunikation eine wichtige Rolle, weil sie teure, knappe Materialien ersetzen und Kunststoffe mit besonderen Eigenschaften ermöglichen. Ein klassisches Beispiel dafür sind elektrische Kontakte: Sie müssen elektrisch und thermisch gut leiten, einen hohen Schmelzpunkt besitzen, korrosionsbeständig sein, eine hohe mechanische Festigkeit aufweisen und zudem gegen Elektroerosion resistent bleiben. Die Kombination verschiedener Komponenten in Pulverprozessen erleichtert das Erreichen dieser vielfältigen Eigenschaften.
Außerdem nutzt man das Sintern, um magnetisch harte Werkstoffe, also Permanentmagnete, mit besonderen magnetischen Eigenschaften zu gewinnen. Im Vergleich zum Gießen ist die Herstellung von Magneten durch Sintern effizienter, verursacht weniger Materialverlust und braucht meist nur eine geringfügige Nachbearbeitung. Für gesinterte Magnete kommen dispergierend gehärtete Eisen-Nickel-Aluminium-Legierungen zum Einsatz. Ihre Eigenschaften übertreffen die gegossener Magnete, zudem sind sie weniger spröde; lediglich die Porosität kann die magnetischen Parameter leicht mindern.
In der Bauindustrie kam das Sintern zuerst zum Einsatz, wenn Bauteile mit anderen Verfahren nicht herstellbar waren. Mit der Zeit entwickelte sich die Technik jedoch weiter und konkurriert inzwischen auch bei typischen Maschinenteilen mit Gießen und mechanischer Bearbeitung. Ökonomisch lohnt sich das Verfahren wegen der Presskosten jedoch nur in der Massenproduktion; die Grenze liegt bei über 50.000 Stück. Sinterteile erreichen zwar nicht ganz die Festigkeit von Gussteilen, doch in der Praxis akzeptiert man Porositäten zwischen 5 und 20 Prozent, weil die Produktionsvorteile überwiegen. Typische Sinterkomponenten sind Zahnräder, Kolbenringe, Kompressorschaufeln, Radkappen, T-Stücke und Fangräder; bei Bedarf erhalten sie nachträglich eine Wärmebehandlung oder eine thermochemische Oberflächenbehandlung.
Refraktäre Metalle, gesinterte Werkzeuge und verstärkte Verbundwerkstoffe
Bei der Herstellung und Verarbeitung der refraktären Metalle Wolfram, Molybdän, Tantal, Niob und Zirkonium spielt die Sintertechnologie eine entscheidende Rolle. Aufgrund ihrer enorm hohen Schmelzpunkte werden sie zunächst zu Pulver verarbeitet, anschließend gepresst und schließlich gesintert, um die gewünschte Form und Dichte zu erreichen.
Auch Werkzeugsintermaterialien sind von großer Bedeutung. Neben den gesinterten Karbiden, die meist als eigene Gruppe von Werkzeugwerkstoffen gelten, stehen Diamant-Metall-Sintermaterialien, die zum Schleifen dienen. Hierbei kommt es darauf an, eine äußerst harte Schleifphase mit einer Matrix zu verbinden, die sowohl die Last überträgt als auch die Schleifkörner stabilisiert. Genau das ermöglicht der Pulveransatz.
Ein zentrales Entwicklungsfeld der Pulvermetallurgie sind Verbundwerkstoffe, also faserverstärkte Metalle. Die Verstärkung mit Fasern erhöht die Streckgrenze auch bei hohen Temperaturen und steigert zugleich die Beständigkeit gegen Sprödbruch. Typische Vertreter sind mit Wolfram- oder Molybdänfasern verstärktes Kupfer, mit Stahldraht verstärkte Aluminiumlegierungen sowie mit Aluminiumoxiden, Titan- oder Molybdänfasern verstärktes Eisen, dessen Festigkeit sich dadurch um das Drei- bis Fünffache steigern lässt. So zeigt sich: Die Pulvermetallurgie ist nicht nur ein Formgebungsverfahren, sondern auch ein Entwurfstool für Materialarchitekturen.
Sinterprodukte – Zusammenfassung
Bei der Sintertechnologie, auch Pulvermetallurgie genannt, werden Metallpulver im festen Zustand zu Bauteilen verdichtet. Die Teile besitzen meist schon eine Form, die der endgültigen Version sehr nahekommt, sodass weniger Nacharbeit anfällt und weniger Material verloren geht. Zudem lassen sich sehr reine und homogene Werkstoffe herstellen, und man kann Komponenten verbinden, die sich beim Schmelzen nur schwer oder gar nicht mischen, etwa bei Metall-Keramik-Werkstoffen.
Über die Qualität der Sinterwerkstoffe entscheiden vor allem die Art der Pulvergewinnung und -aufbereitung, die Pressbedingungen, die die Dichte des Grünlings festlegen, sowie die Sinterparameter Temperatur, Zeit und Atmosphäre. Hohe Pulver- und Anlagenkosten schränken die Methode jedoch ein, weshalb sie sich vor allem für die Massenproduktion eignet. Die Porosität der Werkstoffe kann zudem die mechanischen Eigenschaften mindern.
Besonders vorteilhaft ist das Verfahren, wenn die Porosität gezielt genutzt werden kann, etwa bei selbstschmierenden Lagern und Filtern oder wenn Werkstoffe mit komplexen, teils gegensätzlichen Anforderungen gefragt sind, zum Beispiel Reibungsmaterialien, elektrische Kontakte und Permanentmagnete. Außerdem spielt die Technik eine wichtige Rolle bei der Verarbeitung hochschmelzender Metalle, Werkzeugwerkstoffe und faserverstärkter Verbundwerkstoffe, weil sie dabei die Materialarchitektur definiert.




