Soustruh švýcarského typu
Soustruh švýcarského typu. Co to je a k čemu se používá?
Soustruh švýcarského typu je specifický typ soustruhu, u kterého materiál v podobě tyče kromě rotačního pohybu vykonává současně podélný pohyb, který umožňuje řezání. To je možné díky jedinečné konstrukci stroje využívajícího vodicí pouzdro. Takové stroje se někdy nazývají také švýcarské soustružnické automaty nebo stroje švýcarského typu.
Trocha historie
Soustruhy švýcarského typu mají svůj původ v hodinářském průmyslu. Odvětví, kde potřeba soustružit dlouhé, tenké a složité díly s vysokou přesností byla pro výrobní proces neocenitelná. Na vrcholu průmyslové revoluce musel efektivní hodinář nejen vyrábět přesné díly, ale také tak činit vysoce efektivním způsobem, aby uspokojil poptávku.
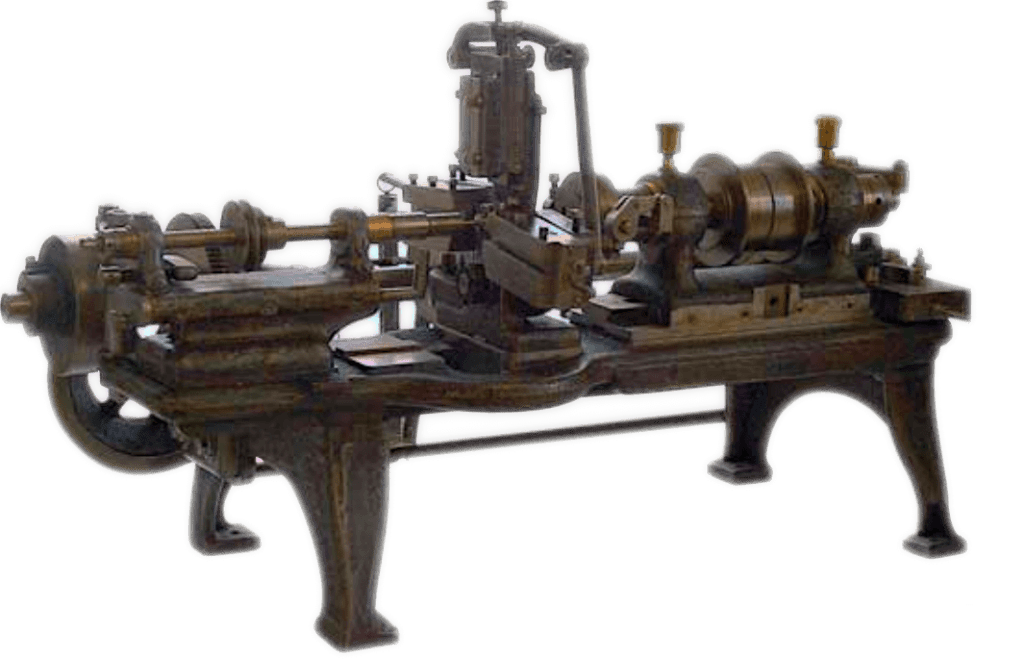
Vynález švýcarského soustružení je připisován Jakobu Schweizerovi, výrobci hodinek ze švýcarského Bienne, na konci 19. století. Ten vyvinul první soustruh vybavený tím, co se později ukázalo jako nadčasový vynález: posuvným vřeteníkem – umožňujícím současné otáčení materiálu a jeho podélný pohyb.
Soustružení na soustružnických automatech se nyní vyvinulo mnohem dále, než si jeho tvůrci dokázali představit. I když se automatické soustruhy 21. století nemusí nutně vyrábět ve Švýcarsku, všechny jsou určeny především k soustružení malých, složitých, přesných kovových dílů, především pro automobilový, zdravotnický a elektronický průmysl.
Jak to funguje?
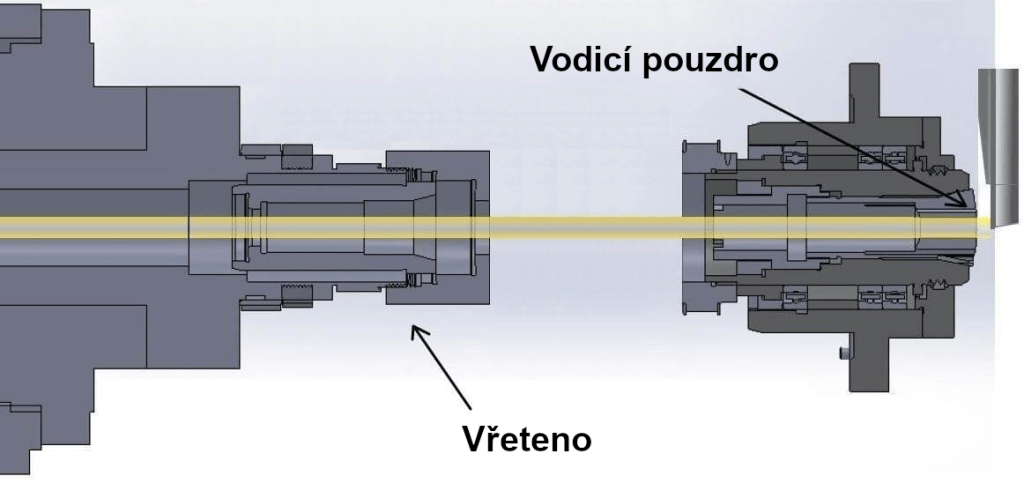
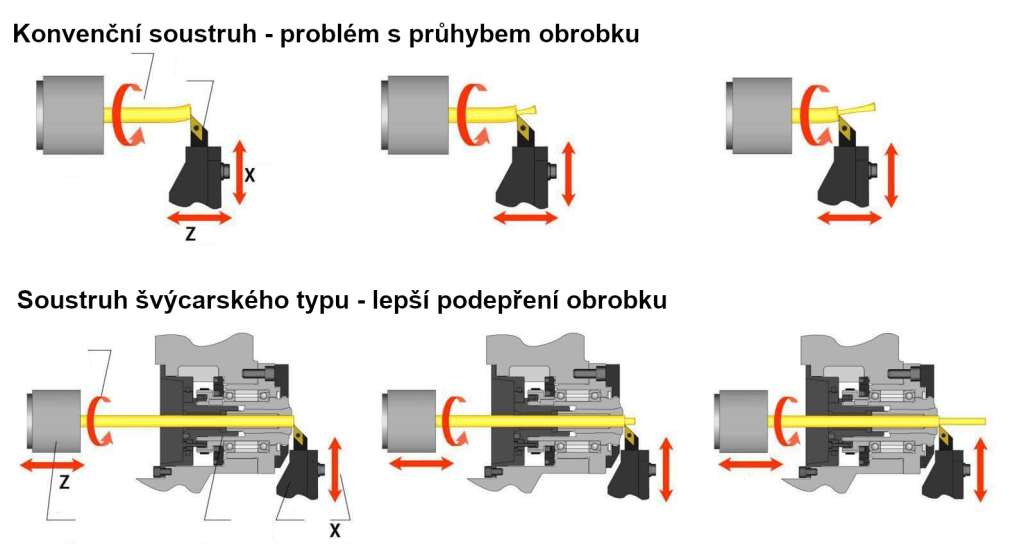
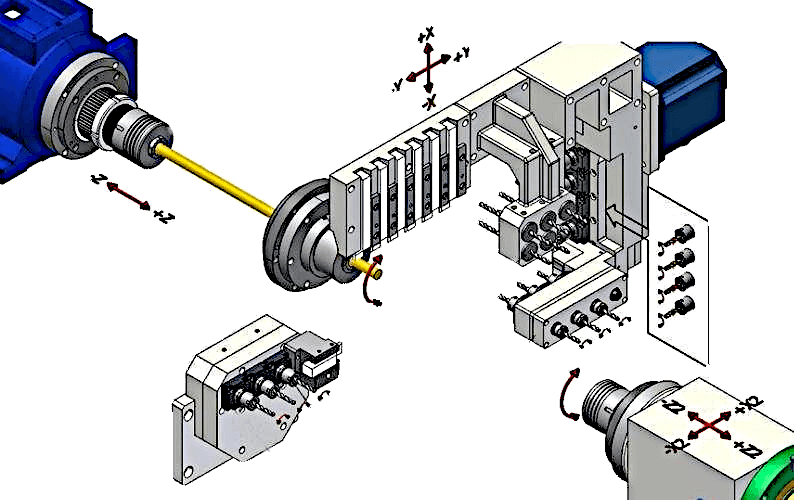
Na rozdíl od běžných CNC soustruhů, kde je materiál nehybný a nástroj se pohybuje, automat s pohyblivým vřeteníkem umožňuje pohyb materiálu podél osy Z, zatímco nástroj zůstává nehybný. Tyč je uložena ve vřetenu hluboko uvnitř skříně stroje a pohybuje se pomocí vodicího pouzdra do zóny obrábění. Z vodicího pouzdra je vytažen pouze obráběný díl, což umožňuje bezpečné podepření materiálu a eliminaci průhybu pro zvýšení přesnosti. U delších dílů uchopí protivřeteno hotovou přední část dílu a podepře ji při dalším vysunutí přes pouzdro.
Vodicí pouzdro
Vodicí pouzdro je nejdůležitější součástí každého stroje s posuvnou hlavou a jeho přesnost a uložení jsou rozhodující pro správné CNC soustružení. Svou konstrukcí je vodicí pouzdro podobné klasickým upínacím kleštinám používaným ve vřetenech soustružnických automatů. Hlavním rozdílem jsou však materiály v něm použité – vnitřní povrch je vyroben z cementovaného karbidu velmi přesně broušeného. To je dáno povahou práce pouzdra, která spočívá v pohyblivé interakci s tyčí materiálu obrobku pohybujícího se uvnitř pouzdra. Pouzdro umožňuje nastavit vůli upnutí materiálu tak, aby se přizpůsobilo konkrétní dávce suroviny.
Regulace průhybu
Podepřením tyče obrobku vodicím pouzdrem lze udržet přesnost po celou dobu přesného soustružení.
Fyzické obrobky vystavené jakékoli síle se přirozeně vychýlí. Co se týče konvenčních CNC soustruhů, pokud řezné síly způsobí příliš velkou výchylku, rozměrová přesnost řezného procesu se většinou zhorší. U konvenčních soustruhů platí pravidlo, že při soustružení dílů s poměrem délky k průměru větším než 3:1 je nutná podpěra koníka, aby se zabránilo nadměrnému průhybu.
Pokud jde o stroje s posuvnou hlavou, vodicí pouzdro podpírá tyč obrobku tak blízko řezných nástrojů, že prohnutí způsobené řeznými silami je efektivně nulové. Uživatel může odříznout přebytečný materiál v jednom průchodu při zachování vysoké rozměrové přesnosti.
Záporná hodnota se stává kladnou
U soustružnických automatů s pohyblivým vřeteníkem jsou pohyby v ose Z odvozeny od pohybu materiálu namísto pohybu soustružnického nástroje. Tento konkrétní rozdíl se odráží v programování stroje. U běžných soustruhů vyčnívá materiál ze sklíčidla v určité vzdálenosti. V takové situaci se na čele materiálu předpokládá nulová hodnota Z a vše ve směru materiálu má záporné hodnoty.
Naproti tomu u soustružnických automatů švýcarského typu zůstávají soustružnické nástroje při prodlužování materiálu v klidu. Povrch čela materiálu je rovněž nulový v ose Z jako u běžných soustruhů. Přesto bude vše za touto plochou kladné. Tento rozdíl je velmi důležité mít na paměti v souvislosti s posunem osy Z. To znamená, že hlubší vrtání nebo delší soustružení vyžaduje u konvenčních soustruhů odsazení „minus“, ale u strojů s posuvnou hlavou bude vyžadováno odsazení „plus“.
Obrábění po etapách
Ve výchozím nastavení jsou při klasickém CNC soustružení řezné operace rozděleny na hrubovací a dokončovací. Nejprve odstraníme přebytečný materiál z celého profilu hrubovacím nástrojem. Stejný profil opracujeme dokončovacím nástrojem s menším přídavkem, abychom dosáhli požadovaného rozměru.
U soustružnických automatů typu swiss vypadá rozdělení procesu do fází zcela jinak. Je to proto, že délka vodicího pouzdra vyžaduje, aby obráběné díly byly rozděleny na sekce. V opačném případě by mohla již obrobená část tyče při zpětném pohybu vypadnout z vodicího pouzdra. Aby se tomuto jevu zabránilo, obrábí se díl tak, že se rozdělí na úseky o délce kratší, než je délka pracovní části vodicího pouzdra. To umožňuje plně využít oporu, kterou pouzdro poskytuje.
Olej místo chladicí kapaliny
Většina švýcarských obráběcích strojů používá olej jako pomocnou látku při obrábění místo chladicí kapaliny na bázi vody. To znamená, že mazivost bude větší. Mezi výhody oleje patří nepřítomnost bakterií způsobujících zápach a eliminace efektu pomerančové kůry na rukou po delším kontaktu s chladicí kapalinou. Velký význam má také zvýšení životnosti nástrojů při chlazení olejem.
Hlavní nevýhodou chladicích kapalin na bázi vody je, že olej není tak účinný při odvádění tepla, takže se stroj s posuvnou hlavou může v oblasti pracovní zóny rychle zahřát. Vybavení těchto strojů protipožárními systémy je nezbytné pro výrobu bez dohledu zaměstnanců.
Více šrotu
Šrot se může stát problémem, zejména u drahých materiálů. Vzhledem ke geometrii soustružnických automatů švýcarského typu musí z každé obrobené tyče zůstat odpad o délce 150 až 300 mm. Je to proto, že konec tyče je držen vřetenem, které je umístěno uvnitř skříně stroje a nikdy se nedostane do zóny obrábění. Přítomnost vodicího pouzdra to neumožňuje. Z tohoto důvodu je u soustruhů švýcarského typu počet dílů, které lze vyrobit z jedné tyče, vždy o něco nižší než u klasických strojů.
Multitasking
Na rozdíl od tradičních CNC strojů se 3 nebo 4 osami mohou být soustružnické automaty s posuvnou hlavou vybaveny až 13 osami. To přináší významnou přidanou hodnotu, protože snižuje pracovní čas a náročnost práce, protože obsluha nemusí přenášet rozpracovanou práci k dokončení na jiný stroj.
Dostupnost poháněných nástrojů dává soustruhům švýcarského typu možnost frézování. Současně dochází k vysouvání materiálu z vodicího pouzdra. Osa Y poskytuje plné možnosti frézování nedostupné na většině běžných CNC soustruhů. Kromě poháněných nástrojů pro základní obrábění má mnoho strojů s posuvnou hlavou stanici se sadou nástrojů pro operace s protivřetenem. To umožňuje dokončit druhou stranu obrobku po jeho odříznutí a zachycení v protivřetenu.
Výhody soustružnických automatů švýcarského typu
Výhody strojů s posuvnou hlavou vyplývají z vodicího pouzdra a z geometrie a mechaniky v nástrojové zóně.
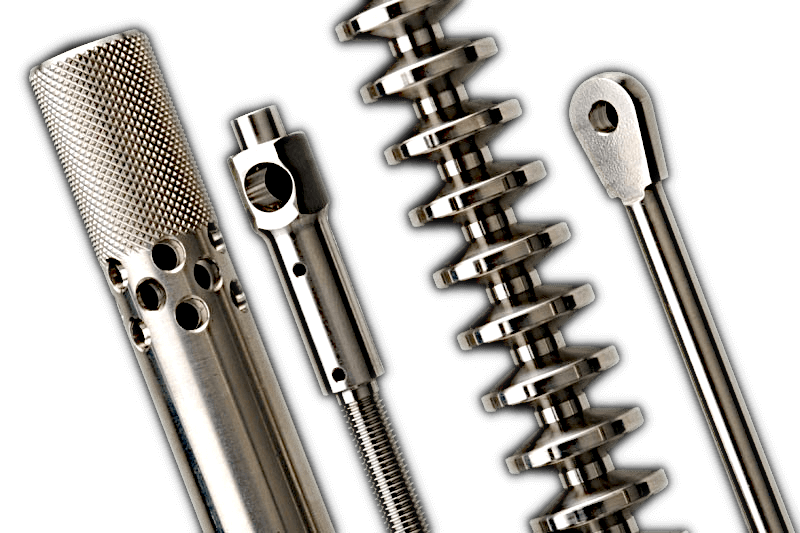
Použití soustružnických automatů švýcarského typu
Přestože hodináři již před mnoha lety převzali soustruhy švýcarského typu pro jiné aplikace, zůstávají v tomto oboru hojně využívány. Také medicínský průmysl s nadšením přijímá tuto technologii, zejména pro výrobu chirurgických šroubů a nástrojů, které musí splňovat mimořádně přísné normy kvality. Oblíbené aplikace těchto strojů však pokračují. Níže uvádíme krátký seznam dalších nejdůležitějších aplikací.