Miksi metalli murtuu? Johdanto vikojen analysointiin

Metalliosan halkeama ei ole lähes koskaan pelkästään vaurion merkki. Insinöörille se on jälki kuormituksen historiasta, geometriasta, materiaalista, valmistustekniikasta ja käyttöolosuhteista. Sama akseli voi haljeta, koska se ylikuormitettiin kerran, koska siihen oli kehittynyt väsymishalkeama kuukausien ajan tai koska materiaali siirtyi matalissa lämpötiloissa ja kovassa rasituksessa hauraaseen murtumistilaan. Jos tätä historiaa ei rekonstruoida, on helppo sekoittaa vaikutus ja syy. Juuri tästä syystä vikojen analysointi ei tarkoita ensimmäisen vaistomaisen arvion sovittamista vaurioituneeseen osaan, vaan pikemminkin vian kulun rekonstruoimista.
Tämä lähestymistapa on tärkeä käytännössä, koska diagnoosin laatu määrää, tuleeko osan seuraava versio todella paremmaksi. Jos joku näkee halkeaman ja päättelee heti, että materiaali oli liian heikkoa, hän saattaa turhaan lisätä kovuutta, mikä lisää entisestään alttiutta hauraalle murtumiselle. Jos taas hän näkee kiiltävän murtopinnan ja päättelee, että se johtui pelkästään ylikuormituksesta, hän saattaa sivuuttaa sen tosiasian, että valtaosa komponentin käyttöiästä kului lovesta, työstönaarmusta tai valmistusvirheestä alkunsa saaneen väsymishalkeaman etenemiseen. Vianmäärityksessä tärkeintä ei siis ole ilmiön nopea luokittelu, vaan sen ymmärtäminen, mistä halkeama on alkunsa saanut, miten se on levinnyt ja miksi käyttöolosuhteet ovat antaneet sen edetä loppuvaiheeseensa.
Tämä artikkeli perustuu Donald J. Wulpin teokseen Understanding How Components Fail, pääasiassa vianmääritystekniikoita, murtumien tutkimuksen aikana esitettäviä kysymyksiä sekä hauraita, sitkeitä ja väsymismurtumia käsitteleviin lukuihin sekä murtumismekaniikan perusteisiin. Alla oleva sisältö on vain yleiskatsaus aiheeseen. Aiheesta kiinnostuneille suosittelemme perehtymistä kirjallisuuteen.
Vianmääritys alkaa kurinalaisuudesta, ei hypoteesista
Perinteisessä korjaamokäytännössä on usein houkutus sanoa ensisilmäyksellä: ”se rikkoutui väsymisen vuoksi” tai ”se murtui, koska se oli hauras”. Wulpi lähestyy asiaa päinvastaisesti. Analyysin tärkein ensimmäinen askel on pohjimmiltaan olla tekemättä mitään peruuttamattomien toimien mielessä, vaan pikemminkin tutkia jälkiä, tarkastella yksityiskohtia, esittää yksityiskohtaisia kysymyksiä osasta, koneesta ja vian olosuhteista sekä pitää tarkkoja muistiinpanoja. Tämä saattaa tuntua vähäpätöiseltä, mutta se on teknisesti järkevää. Liian aikaisin suoritettu leikkaaminen, hionta tai poraus voi tuhota jäljen, joka olisi myöhemmin ratkaiseva murtuman lähteen tunnistamisessa.
Systemaattinen lähestymistapa noudattaa loogista järjestystä. Ensin kerätään taustatiedot ja valitaan näytteet; sitten suoritetaan alustava silmämääräinen tarkastus ja dokumentointi, jota seuraavat rikkomattomat testit, mekaaniset testit, makroskooppinen ja mikroskooppinen analyysi, metallografisten leikkausten valmistelu, metallografinen tutkimus, vian mekanismin tunnistaminen, kemiallinen analyysi ja vaikeammissa tapauksissa myös murtumismekaniikkaa käyttävä analyysi sekä testit todellisia käyttöolosuhteita simuloivissa olosuhteissa. Vasta lopuksi kaikki todistusaineisto kootaan johdonmukaiseksi hypoteesiksi murtumaketjusta ja muunnetaan johtopäätöksiksi ja suosituksiksi. Tämä järjestys estää tilanteen, jossa yhden testin tulosta tulkitaan ilman muiden testien kontekstia.
Koko analyysiä ohjaavat kolme sääntöä. Ensinnäkin murtuman alkupiste on paikannettava. Toiseksi murtuman puoliskoja ei saa koota huolimattomasti, koska murtumapinnat ovat herkkiä ja voivat vaurioitua helposti jopa kosketuksesta, korroosiosta tai huolimattomasta kuljetuksesta. Kolmanneksi tuhoava testaus suoritetaan vasta sen jälkeen, kun kaikki määritettävissä oleva tieto on saatu osasta sen alkuperäisessä tilassa. Käytännössä tämä tiivistyy yksinkertaiseksi säännöksi: ensin dokumentointi ja silmämääräinen tarkastus, sitten toimenpiteet. Tämä on erityisen tärkeää väsymismurtumien tapauksessa, joissa hienovaraiset jäljet etenemissuunnasta ja alkupisteestä ovat usein arvokkaampia kuin yksittäisen kovuustestin myöhempi tulos.
Tällä tieteenalalla on myös toinen tarkoitus. Vaurioanalyysissä ei tutkita pelkästään materiaalia itseään. Siinä tarkastellaan jännityksiä, lujuutta, geometriaa ja ympäristöä, jossa näyte sijaitsi. Wulpi korostaa, että metalliosa ei murtu yksinkertaisesti heikoimmasta kohdasta, kuten naiivisti ymmärretään. Se murtuu siellä, missä paikallinen jännitys ylittää ensimmäisenä materiaalin paikallisen lujuuden. Siksi ei riitä, että kysytään, oliko teräs laadultaan hyvää. On otettava huomioon myös geometriset ominaisuudet, kuormitukset, jäännösjännitykset, lämpötila, pinnan kunto ja käyttöhistoria.
Kuinka insinööri rekonstruoi murtuman historian
Tärkein todiste on itse murtopinta. Se paljastaa murtumistavan, murtuman alkupisteen, halkeaman suunnan ja sen, kehittyikö murtuma kerralla vai vaiheittain. Wulpi varoittaa selvästi tekemästä hätiköityjä johtopäätöksiä yhden murtumakappaleen perusteella. Koko poikkileikkaus on tutkittava, koska vain vertaamalla murtuman kaikkia alueita voidaan erottaa murtuman alkupiste, halkeaman kasvualue ja lopullinen murtumakohta. Siksi kymmenen tai muutaman kymmenen kertaiset pienet suurennokset ovat niin hyödyllisiä. Monissa tapauksissa tärkeintä tietoa ei löydy suuresta SEM-suurennoksesta, vaan murtuman kokonaiskuvasta.
Toinen vaihe on kysyä, onko murtumakohta normaali. Kirjoittaja esittää yksinkertaisen mutta erittäin hyödyllisen säännön: jokaisella osalla on tyypillisiä odotettavissa olevia murtumakohtia. Metalliosien kohdalla nämä ovat usein geometrisia jännityskeskittymiä, kuten ruuvin ensimmäinen kierre, akselin siirtymän säde, hampaan juuriosa tai reiän ympärillä oleva alue. Jos osa murtui juuri siinä kohdassa, analyysi noudattaa jännitys–lujuussuhdetta. Jos murtuma on tapahtunut epätyypillisessä kohdassa, on etsittävä muita heikentäviä tekijöitä: paikallista materiaalivikaa, pintavaurioita, ylikuumenemista, korroosiota, kokoonpanovirhettä tai kuormitusta, jota toimintamalli ei ole aiemmin ottanut huomioon.
Kolmas vaihe käsittää oikeiden kysymysten esittämisen käyttöolosuhteista. Wulpi luokittelee ne laajasti: murtumaa itseään, osan pintaa, geometriaa ja muotoilua, valmistusprosessia, materiaalin ominaisuuksia, jäännös- ja käyttöjännitysten välistä suhdetta, viereisten osien vaikutusta, kokoonpanoa, käyttöä ja ympäristöä koskeviin kysymyksiin. Käytännössä tämä on erittäin hyvä tutkimussuunnitelma. Kun akseli murtuu, teräksen ja kovuuden tarkastaminen ei riitä. On myös kysyttävä väärästä kohdistuksesta, välyksestä, kosketusjäljistä, ylikuormituksista, voitelusta, lämpökäsittelystä, hiontajäljistä, lämpötilasta ja korroosiosta. Hyvin usein perussyy ei ole murtumassa itsessään, vaan siinä, mikä johti paikalliseen jännityksen kasvuun tai materiaalin lujuuden heikkenemiseen.
Tämä lähestymistapa selkeyttää myös ajattelua monimutkaisista vikoista. Jos järjestelmässä on useita murtuneita komponentteja, se ei välttämättä tarkoita, että ne kaikki ovat pettäneet itsenäisesti. Wulpi huomauttaa, että vaurioitunut osa voi olla yksinkertaisesti järjestelmän muualla tapahtuneen ensisijaisen vian uhri. Löysä ruuviliitos voi johtaa viereisen osan ylikuormittumiseen. Jumittuminen voi muuttaa akselin kuormitusta. Toissijainen murtuma voidaan helposti sekoittaa ensisijaiseen, jos tarkastellaan vain vaurioituneiden komponenttien lukumäärää eikä tapahtumien kulkua. Juuri tämän vuoksi tämän artikkelin teesi on niin käytännöllinen: vian ymmärtämiseksi on rekonstruoitava murtuman historia, ei pelkästään tutkittava lopputulosta.
Alla on englanninkielinen video nimeltä The role of fractography in failure analysis 1_2, jossa selitetään murtumistutkimuksen rooli vianmäärityksessä, murtumapintojen tulkinta ja murtumamekanismien erottelu.
Hauras murtuma
Hauras murtuma on vaarallinen ammattilaisille, koska se voi ilmetä vian ilman varoitusta. Keskeinen piirre on yksinkertainen: haurasmurtuman alueella ei ole selkeää, makroskooppista plastista muodonmuutosta. Komponentti ei anna monia varoitusmerkkejä kaulan, merkittävän taipuman tai paikallisen plastisen muodonmuutoksen muodossa. Käyttäjän näkökulmasta osa usein yksinkertaisesti murtuu yhtäkkiä. Siksi haurasmurtuma on niin petollinen kantavissa rakenteissa ja suuresti rasitetuissa komponenteissa.
Makroskooppisesti hauras murtuma on usein kirkas, kiiltävä ja ulkonäöltään ”kiteisempi” kuin sitkeä murtuma, mutta jälkien geometria on tärkeämpää kuin kiilto. Monille hauraille murtumille on ominaista chevron-jäljet, eli kalanruoto- tai nuolenmuotoiset jäljet, jotka osoittavat taaksepäin kohti murtuman alkupistettä. Tämä on erittäin hyödyllinen tulkintaväline. Jos tällainen kuvio on näkyvissä akselin tai levyn murtopinnalla, voidaan paitsi määrittää halkeaman etenemissuunta myös rajata alue, josta loven, hitsausvirheen, ennestään olemassa olleen halkeaman tai korroosiovaurion etsiminen tulisi aloittaa. Hauraan murtuman tapauksessa murtotaso on yleensä kohtisuorassa kyseisen kohdan päävetojännitykseen nähden.
Tärkein tulkinnallinen sudenkuoppa on se, että hauras murtuma ei koske yksinomaan luontaisesti hauraita materiaaleja. Wulpi korostaa voimakkaasti, että jopa teräkset, joita yleensä pidetään sitkeinä, voivat murtua täysin hauraalla tavalla tietyissä olosuhteissa. Tätä edistää useiden tekijöiden yhdistelmä, mukaan lukien jännityskeskittymä, suuret vetojännitykset tai epäsuotuisat jäännösjännitykset, suhteellisen alhainen lämpötila ja altis materiaali. Käytännössä tämä tarkoittaa, että väite ”se oli tavallista rakenneterästä” ei ratkaise asiaa. Jos komponentissa oli terävä lovi, epäsuotuisa jännitystila ja se oli altistunut kylmämuovaukselle, luettelossa mainittu sitkeys ei välttämättä tarkoita sitkeää murtumaa todellisessa osassa.
Suunnittelun seuraukset ovat selvät. Jos insinööri parantaa lujuutta lisäämällä kovuutta mutta jättää terävät säteet, aiheuttaa jäännösjännityksiä koneistuksen jälkeen ja laiminlyö käyttölämpötilan hallinnan, hän voi siirtää järjestelmän kohti haurasta murtumista. Tällaisissa tapauksissa vahvempi materiaali ei aina ole ratkaisu. Suuremmat siirtymäsäteet, parempi pinnanlaatu, hitsausvirheiden vähentäminen, jäännösjännitysten hallinta ja sellaisen teräksen valinta, jolla on parempi kestävyys hauraalle murtumiselle annetuissa olosuhteissa, osoittautuvat usein tehokkaammiksi.

Duktiilinen murtuma
Duktile murtuma noudattaa täysin erilaista logiikkaa. Se johtuu liian suuren voiman kohdistamisesta metalliin, joka kykenee plastiseen muodonmuutokseen ennen murtumista. Siksi ensimmäinen merkki ei tässä tapauksessa yleensä ole itse murtuma, vaan aikaisempi muodonmuutos. Vetokokeen aikana esiintyy kaulanmuodostusta, paikallista venymää ja selvää plastista muodonmuutosta. Haurasmurtumaan verrattuna tämäntyyppinen vika esiintyy harvoin äkillisesti, sillä koekappale itse osoittaa etukäteen, että se on ylittänyt turvallisen toiminta-alueen.
Makroskooppisesti sitkeä murtuma on yleensä himmeä ja kuitumainen. Klassinen esimerkki on kupin ja kartion muotoinen murtuma, jota havaitaan vetokokeissa. Ensin mikrovakuoleja kehittyy kapenevan poikkileikkauksen keskelle, sitten murtuma etenee kohti pintaa ja lopulta muuttaa suuntaa kohti leikkauspintoja noin 45 asteen kulmassa muodostaen niin sanotun leikkausreunan. Tämä on käytännössä tärkeää, koska sitkeän murtuman lopullinen murtovyöhyke osoittaa vian loppuvaiheen ja paljastaa usein selvästi paikallisen jännitystilan.
Mikroskooppisesti sitkeän murtuman mekanismiin liittyy mikrohuokosten yhdistyminen pikemminkin kuin klassisen hauraan murtuman kaltainen kiteiden äkillinen irtoaminen. Tämä johtaa tärkeään tulkinnalliseen johtopäätökseen: sitkeä murtuma liittyy läheisemmin materiaalin leikkausvoiman ja plastisen virtauksen hallitsevuuteen. Käytännön näkökulmasta tällainen murtuma osoittaa usein, että komponentti ei niinkään ollut viallinen kuin yksinkertaisesti ylikuormitettu tai että sen lujuusvara oli riittämätön todellisiin kuormitusolosuhteisiin nähden. Tämä voi johtua yksittäisestä ylikuormituksesta, virheellisestä kokoonpanosta, sopimattomasta poikkileikkauksesta tai materiaalin menetyksestä kulumisen tai korroosion vuoksi.
Tässäkin piilee ansa. Näkyvä suuri muodonmuutos ei vielä todista, että koko murtuma olisi ollut duktiilinen alusta loppuun. Wulpi huomauttaa, että monet todelliset murtumat ovat sekamuotoisia. Jotkut voivat alkaa väsymys- tai hauraana, ja vain lopullinen nopean murtumisen alue on duktiilinen. Käytännössä tämä tarkoittaa, että koko murtumaa ei saa luokitella pelkästään lopullisen alueen perusteella. On erotettava halkeaman syntymisen ja etenemisen mekanismi jäljellä olevan poikkileikkauksen lopullisen murtumisen mekanismista.
Väsymismurtuma
Koneen toiminnan näkökulmasta väsymismurtuma on kaikkein salakavala, sillä se voi kehittyä normaalin käytön aikana ilman näkyvää ylikuormitusta. Wulpi määrittelee sen ilmiöksi, joka johtaa murtumiseen toistuvien tai vaihtelevien rasitusten vaikutuksesta, joiden suurin arvo voi olla pienempi kuin materiaalin vetolujuus. Juuri tämä tekee väsymisestä niin petollisen. Käyttäjä ei näe yhtään epätoivottua tapahtumaa. Osa jatkaa toimintaansa, kun taas pienet rakenteelliset muutokset kertyvät, kunnes muodostuu mikrohalkeama.
Väsymisen logiikka voidaan parhaiten jakaa kolmeen vaiheeseen. Syntyvaiheessa toistuvat leikkausjännitykset aiheuttavat peruuttamattomia muutoksia kiderakenteessa ja johtavat hyvin pienen halkeaman muodostumiseen. Etenemisvaiheessa halkeaman suunta muuttuu, ja halkeama kasvaa olennaisesti kohtisuoraan vetokomponenttiin nähden. Kolmannessa vaiheessa jäljellä oleva poikkileikkaus pienenee niin paljon, että lopullinen murtuma tapahtuu jonkin seuraavan kuormituksen alla. Tämä lopullinen murtuma ei ole enää väsymisen aiheuttama tiukassa mielessä. Se voi olla hauras, sitkeä tai sekamuotoinen. Tämä on erittäin tärkeää analyytikolle, koska suurin osa komponentin elinkaaresta kuluu yleensä alku- ja kasvuvaiheissa, ei lopullisen vian hetkellä.
Makroskooppisesti väsymismurtuma osoittaa usein vain vähän muodonmuutosta. Tämä on luonnollista, koska murtuman alkamiseen ei tarvita suurta jännitystä, joka ylittäisi koko poikkileikkauksen myötölujuuden. Hyvä vastakohta on paperiliitin tai vaateripustin, joka voi murtua muutaman voimakkaan taivutuksen jälkeen. Tämäkin on väsymystä, vain matalasyklistä ja selvästi muodonmuutoksia aiheuttavaa. Tyypillisissä koneenosissa merkittävän plastisen muodonmuutoksen puuttuminen ja halkeaman etenemisen jäljet murtopinnalla ovat tyypillisempiä.
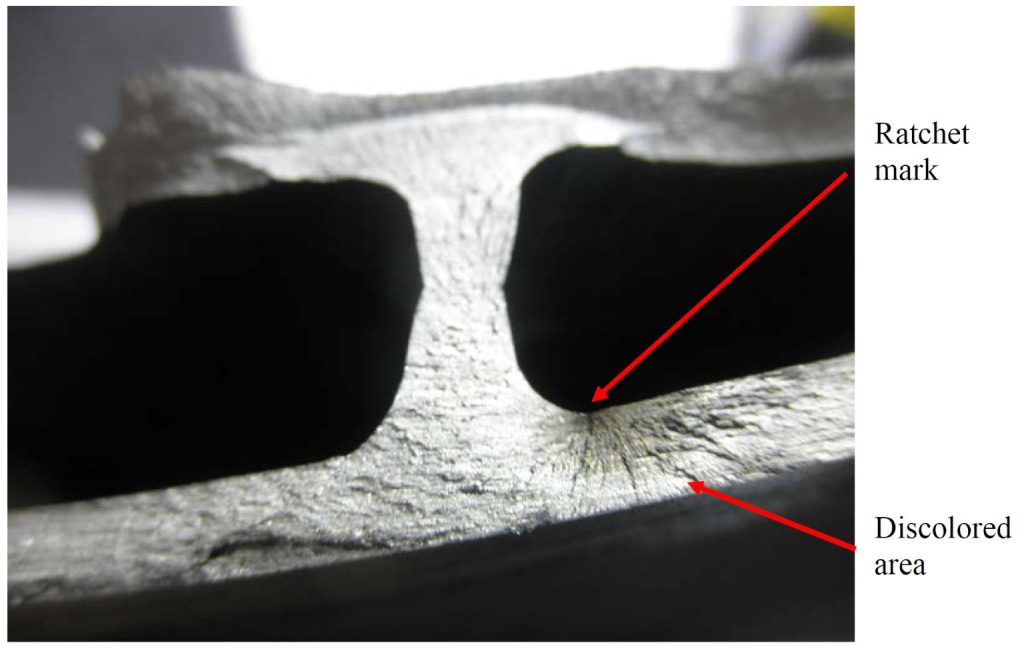
Tärkeimpiä makroskooppisia piirteitä ovat beachmarks ja ratchet marks. Beachmarks ovat makroskooppisia raitoja, jotka osoittavat murtumarintaman peräkkäisiä sijainteja, ikään kuin suuria halkeaman kasvuvaiheita. Ratchet marks puolestaan ovat erittäin hyödyllisiä useiden alkupisteiden tunnistamisessa, sillä ne muodostuvat useista lähteistä kasvavien vierekkäisten halkeamien väliin ja kulkevat yleensä enemmän tai vähemmän kohtisuoraan pintaan nähden, josta väsymys on alkanut. Telojen kohdalla ne ovat säteittäisiä. Niiden ansiosta voidaan paitsi löytää lähde myös määrittää, alkoiko ongelma yhdestä pisteestä vai koko kehän pituudelta, esimerkiksi useista lovista tai työstöjäljistä.
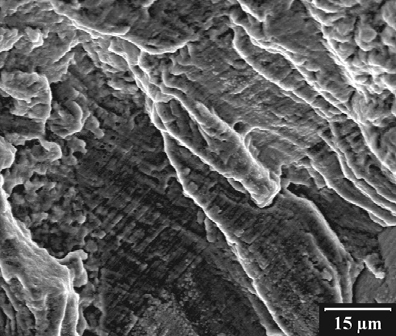
Mikroskooppisella tasolla tyypillisimpiä piirteitä ovat juovakuvio, eli hyvin hienot viivat, jotka merkitsevät halkeaman kärjen peräkkäisiä sijainteja. Wulpi kuitenkin huomauttaa käytännön sovellusten kannalta tärkeän seikan: juovakuvion puuttuminen ei sulje pois väsymisdiagnoosia. Erittäin kovissa materiaaleissa tai tietyissä olosuhteissa ne eivät välttämättä näy pinnalla selvästi. Tämä on arvokas varoitus liiallisesta luottamuksesta yhteen ainoaan oppikirjamerkkiin. Vianmääritys toimii hyvin, kun siinä yhdistyvät makro- ja mikronäkymät, osan geometria ja käyttöolosuhteet, eikä niinkään silloin, kun etsitään yhtä ainoaa murtumakuvaketta.
Kun pelkkä murtumien tutkimus ei riitä
Yksinkertaisemmissa tapauksissa riittää hyvä rekonstruktio murtuman alkupisteestä, kasvusuunnasta ja käyttöolosuhteista. Monimutkaisemmissa tapauksissa murtumismekaniikka astuu kuvaan. Wulpi esittää tässä yhteydessä erittäin hyödyllisen käsitteellisen mallin: rakenteen murtumiskestävyys riippuu kolmesta toisiinsa liittyvästä tekijästä – nimittäin kohdistuvasta jännityksestä, halkeaman pituudesta ja materiaalin kestävyydestä halkeaman etenemistä vastaan eli sitkeydestä. Tämä jäsentää ajatteluamme paremmin kuin pelkkä kysymys siitä, oliko materiaali riittävän luja. Materiaali voi olla luja myötölujuuden suhteen, mutta silti vaarallinen, jos siinä on jo olemassa merkittävän pituinen halkeama.
Juuri tähän murtumismekaniikka tuo oman panoksensa, sillä se ei tarkastele pelkästään nimellistä jännitystä vahingoittumattomassa poikkileikkauksessa, vaan ottaa huomioon halkeaman läsnäolon paikallisena jännityskeskittimenä. Lineaaris-elastisessa viitekehyksessä oletetaan, että halkeamat ja epäjatkuvuudet ovat luonnostaan läsnä, ja analyysi keskittyy siihen, milloin tällainen vika muuttuu kriittiseksi. Vika-analyytikolle tämä herättää käytännön kysymyksiä: mikä oli halkeaman pituus, kun se siirtyi epävakaaseen etenemisalueeseen, voiko osa edelleen toimia turvallisesti ja minkä tason NDT-tarkastusta tai huoltoa tietty rakenne vaatii?
Murtumismekaniikka ei korvaa klassista vaurioanalyysiä, vaan täydentää sitä. Murtumagrafia kertoo, missä ja miten murtuma tapahtui. Metallografia ja materiaalitestaus kertovat, mistä oli kyse. Murtumismekaniikan avulla voimme arvioida, olivatko halkeaman koko ja jännitystila jo kriittisiä. Tämä on yleensä se kohta, jossa vaurioanalyysi siirtyy vaurion kuvaamisesta tasolle, jolla voimme ennustaa, milloin samanlainen vika on väistämätön.
Miksi metalli murtuu? Johdanto vaurioanalyysiin – yhteenveto
Metalli ei murtu itsestään. Se murtuu, kun tietyssä kohdassa tietty yhdistelmä rasitushistoriaa, geometriaa, materiaalia, valmistusta ja ympäristöä johtaa paikallisen murtumiskestävyyden ylittymiseen. Siksi vikaanalyysissä ei ole kyse mekanismin arvaamisesta ensivaikutelman perusteella, vaan pikemminkin murtumareitin järjestelmällisestä rekonstruoinnista. Ensin on varmistettava todisteet, tutkittava murtuma ja tunnistettava sen lähde. Sitten todisteet on yhdistettävä kysymyksiin, jotka koskevat suunnittelua, valmistusta ja käyttöolosuhteita. Vasta sitten voidaan merkityksellisesti erottaa kolme perustulkintaa. Hauraan murtuman yhteydessä muodonmuutos on vähäistä ja murtuma etenee nopeasti, ja siihen liittyy usein lovi, vetokuormitus ja alhaiset lämpötilat. Sitkeän murtuman yhteydessä on havaittavissa aiempaa plastista muodonmuutosta, ja se viittaa yleensä ylikuormitukseen tai riittämättömään turvamarginaaliin. Väsymismurtuma kehittyy vaiheittain, usein normaalin käytön aikana, ja sen ydin on se, että valtaosa komponentin käyttöiästä kuluu halkeaman syntymiseen ja kasvuun ennen lopullisen vian ilmenemistä. Monimutkaisemmissa tapauksissa tätä kuvaa täydentää murtumismekaniikka, joka pelkistää ongelman jännityksen, halkeaman pituuden ja materiaalin halkeaman etenemisen vastuksen väliseksi suhteeksi. Juuri tämä ajattelutapa antaa meille mahdollisuuden paitsi kuvata, että komponentti on murtunut, myös ymmärtää, miksi se murtui ja mitä on muutettava, jotta seuraava komponentti ei murtuisi samalla tavalla.