Dlaczego metal pęka? Wprowadzenie do analizy uszkodzeń

Pęknięcie metalowego detalu prawie nigdy nie jest samym faktem uszkodzenia. Dla inżyniera to ślad po historii obciążenia, geometrii, materiału, technologii wykonania i warunków pracy. Ten sam wał może pęknąć, bo był przeciążony jednorazowo, bo miesiącami narastała w nim szczelina zmęczeniowa, albo dlatego, że przy niskiej temperaturze i ostrym karbie układ wszedł w reżim kruchego przełomu. Jeśli nie odtworzy się tej historii, łatwo pomylić skutek z przyczyną. Właśnie dlatego analiza uszkodzeń nie polega na dopasowaniu pierwszej intuicji do uszkodzonej części, tylko na rekonstrukcji przebiegu zniszczenia.
To podejście jest ważne praktycznie, bo od jakości diagnozy zależy, czy następna wersja elementu będzie rzeczywiście lepsza. Jeżeli ktoś zobaczy pęknięcie i uzna od razu, że materiał był za słaby, może bez sensu zwiększyć twardość, a przez to jeszcze bardziej podnieść podatność na kruche pękanie. Jeżeli z kolei zobaczy błyszczący przełom i uzna, że to tylko przeciążenie, może przeoczyć fakt, że zdecydowana większość życia elementu upłynęła na propagacji pęknięcia zmęczeniowego od karbu, rysy po obróbce albo wady technologicznej. W analizie uszkodzeń najważniejsze nie jest więc szybkie nazwanie zjawiska, lecz zrozumienie, skąd ruszyło pęknięcie, jak biegło i dlaczego warunki pracy pozwoliły mu dojść do końca.
Artykuł został opracowany na podstawie Understanding How Components Fail Donalda J. Wulpiego, przede wszystkim rozdziałów o technikach analizy uszkodzeń, pytaniach zadawanych przy badaniu przełomów oraz o pękaniu kruchym, ciągliwym, zmęczeniowym i podstawach mechaniki pękania. Poniższe treści są tylko ogólnym przedstawieniem poruszanego zagadnienia. Dla osób zaciekawionych tematem, polecamy zagłębienie się w literaturę.
Analiza uszkodzeń zaczyna się od dyscypliny, nie od hipotezy
W klasycznej praktyce warsztatowej często pojawia się pokusa, by po pierwszym spojrzeniu powiedzieć: „urwało się od zmęczenia” albo „pękło, bo było kruche”. Wulpi stawia sprawę odwrotnie. Najważniejszy pierwszy krok analizy to w zasadzie nie robić nic w sensie nieodwracalnych działań, tylko studiować ślady, oglądać detal, zadawać szczegółowe pytania o część, maszynę i okoliczności awarii oraz prowadzić dokładne notatki. To brzmi banalnie, ale ma sens inżynierski. Każde cięcie, szlif czy wiercenie wykonane za wcześnie może zniszczyć ślad, który później byłby kluczowy dla rozpoznania źródła pęknięcia.
Metodyczny tok postępowania ma logiczną kolejność. Najpierw zbiera się dane tła i wybiera próbki, potem wykonuje oględziny wstępne i dokumentację, następnie badania nieniszczące, badania mechaniczne, analizę makroskopową i mikroskopową, przygotowanie zgładów metalograficznych, badania metalograficzne, identyfikację mechanizmu zniszczenia, analizę chemiczną, a w trudniejszych przypadkach także analizę z użyciem mechaniki pękania i testy w warunkach symulujących pracę. Dopiero na końcu zbiera się wszystkie dowody w spójną hipotezę przebiegu awarii i przekłada ją na wnioski oraz zalecenia. Ta kolejność chroni przed sytuacją, w której wynik jednego badania interpretuje się bez kontekstu pozostałych.
Są przy tym trzy reguły, które porządkują całą analizę. Po pierwsze, trzeba znaleźć miejsce początku pęknięcia. Po drugie, nie wolno bezmyślnie składać połów przełomu, bo powierzchnie pęknięcia są delikatne i łatwo je zniszczyć nawet dotykiem, korozją albo nieostrożnym transportem. Po trzecie, badania niszczące wykonuje się dopiero wtedy, gdy z części w stanie pierwotnym wyciągnięto już wszystko, co da się wyczytać. W praktyce oznacza to prostą zasadę: najpierw dokumentacja i oględziny, potem dopiero ingerencja. To szczególnie ważne przy przełomach zmęczeniowych, gdzie subtelne ślady kierunku propagacji i miejsca inicjacji są często cenniejsze niż późniejszy wynik pojedynczego testu twardości.
Ta dyscyplina ma jeszcze jeden sens. Analiza uszkodzeń nie bada tylko samego materiału. Bada naprężenia, wytrzymałość, geometrię i środowisko w jakim znajdowała się próbka. Wulpi podkreśla, że metalowa część nie pęka po prostu w najsłabszym miejscu, rozumianym naiwnie. Pęknie tam, gdzie lokalne naprężenie jako pierwsze przekroczy lokalną odporność materiału. Dlatego nie wystarczy zapytać, czy stal była dobra. Trzeba pytać równocześnie o karby geometryczne, obciążenia, naprężenia własne, temperaturę, stan powierzchni i przebieg eksploatacji
Jak inżynier odtwarza historię pęknięcia
Najważniejszym świadkiem jest sama powierzchnia przełomu. To ona mówi, jaki był tryb zniszczenia, gdzie było źródło, w jakim kierunku szła szczelina i czy pęknięcie rozwijało się jednorazowo, czy etapami. Wulpi wyraźnie ostrzega przed pochopnym rozpoznaniem po jednym fragmencie. Trzeba obejrzeć całą część, bo dopiero zestawienie wszystkich obszarów przełomu pozwala odróżnić strefę inicjacji, strefę wzrostu pęknięcia i strefę końcowego rozerwania. To dlatego niskie powiększenia rzędu kilkunastu czy kilkudziesięciu razy są tak użyteczne. W wielu przypadkach najważniejsza informacja nie leży w wysokim powiększeniu SEM, tylko w ogólnym obrazie przełomu.
Drugim krokiem jest pytanie, czy miejsce pęknięcia jest normalne. Autor podaje prostą, ale bardzo użyteczną zasadę: każda część ma typowe miejsca spodziewanego zniszczenia. Dla elementów metalowych są to często geometryczne koncentratory naprężeń, takie jak pierwszy zazębiony zwój śruby, promień przejścia wału, nasada zęba czy okolica otworu. Jeśli część pękła właśnie tam, analiza idzie tropem relacji naprężenie–wytrzymałość. Jeśli pękła w miejscu nietypowym, trzeba szukać dodatkowego osłabienia: lokalnej wady materiałowej, uszkodzenia powierzchni, przegrzania, korozji, błędu montażowego albo obciążenia, którego model pracy wcześniej nie uwzględniał.
Trzeci krok polega na zadaniu właściwych pytań o warunki pracy. Wulpi grupuje je szeroko: o sam przełom, o powierzchnię części, o geometrię i projekt, o proces wytwarzania, o własności materiału, o relację naprężeń własnych i roboczych, o wpływ części sąsiednich, o montaż, o eksploatację i o środowisko. To jest w praktyce bardzo dobra mapa dochodzenia. Gdy pęka wał, nie wystarczy sprawdzić stal i twardość. Trzeba też zapytać o niewspółosiowość, luzy, ślady kontaktu, przeciążenia, smarowanie, obróbkę cieplną, ślady szlifowania, temperaturę i korozję. Bardzo często przyczyna pierwotna siedzi nie w samym przełomie, tylko w tym, co doprowadziło do lokalnego wzrostu naprężeń albo spadku odporności materiału.
To podejście porządkuje też myślenie o awariach złożonych. Jeżeli w układzie jest kilka pękniętych elementów, nie oznacza to jeszcze, że wszystkie zawiodły niezależnie. Wulpi zwraca uwagę, że część uszkodzona może być tylko ofiarą awarii pierwotnej w innym miejscu układu. Luźne połączenie śrubowe może doprowadzić do przeciążenia sąsiedniej części. Zatarcie może zmienić obciążenie wału. Pęknięcie wtórne łatwo pomylić z pierwotnym, jeśli patrzy się tylko na liczbę uszkodzonych detali, a nie na chronologię. Właśnie dlatego teza tego artykułu jest tak praktyczna: żeby zrozumieć awarię, trzeba odtworzyć historię pęknięcia, a nie tylko obejrzeć efekt końcowy.
Poniżej znajduje się anglojęzyczny filmik The role of fractography in failure analysis 1_2 opowiadający o tym jaka jest rola fraktografii w analizie uszkodzeń, jak czytać powierzchnie przełomów i odróżniać mechanizmy pękania.
Pękanie kruche
Pękanie kruche jest dla praktyka niebezpieczne dlatego, że potrafi wyglądać jak awaria bez zapowiedzi. Kluczowa cecha jest prosta: w obszarze kruchego przełomu nie ma wyraźnej, makroskopowej deformacji plastycznej. Element nie daje wielu sygnałów w postaci szyjki, dużego wygięcia czy lokalnego uplastycznienia. Z punktu widzenia użytkownika część często po prostu nagle pęka. To dlatego kruche zniszczenie jest tak zdradliwe w konstrukcjach nośnych i częściach wysoko obciążonych.
Makroskopowo kruchy przełom bywa jasny, błyszczący i bardziej „krystaliczny” w wyglądzie niż przełom ciągliwy, ale ważniejsza od połysku jest geometria śladów. Dla wielu kruchych przełomów charakterystyczne są chevron marks, czyli ślady w kształcie jodełki lub strzałek, które wskazują wstecz ku miejscu inicjacji. To niezwykle użyteczne narzędzie interpretacyjne. Jeżeli na przełomie wału albo płyty widać taki układ, można odczytać nie tylko kierunek biegu pęknięcia, ale też zawęzić obszar, od którego należy zacząć szukanie karbu, wady spawalniczej, wcześniejszej szczeliny albo uszkodzenia korozyjnego. W przypadku kruchego przełomu płaszczyzna pękania zwykle układa się prostopadle do głównego naprężenia rozciągającego w danym miejscu.
Najważniejsza pułapka interpretacyjna polega na tym, że kruche pękanie nie jest zarezerwowane wyłącznie dla materiałów, które z natury są kruche. Wulpi mocno podkreśla, że również stale zwykle uznawane za ciągliwe mogą w określonych warunkach pęknąć w sposób całkowicie kruchy. Sprzyja temu zestaw czynników obejmujący koncentrację naprężeń, wysokie naprężenia rozciągające lub niekorzystne naprężenia własne, relatywnie niską temperaturę oraz podatny materiał. W praktyce oznacza to, że sama informacja „to była zwykła stal konstrukcyjna” nie zamyka tematu. Jeżeli detal miał ostry karb, niekorzystny stan naprężeń i pracował na zimnie, ciągliwość z katalogu może nie przełożyć się na ciągliwy przełom w rzeczywistej części.
Dobrze widać konsekwencje projektowe. Jeżeli inżynier poprawia wytrzymałość przez zwiększanie twardości, a jednocześnie zostawia ostre promienie, wprowadza naprężenia własne po obróbce i nie kontroluje temperatury pracy, może przesunąć układ w stronę kruchej awarii. W takich przypadkach naprawą nie zawsze jest mocniejszy materiał. Często skuteczniejsze okazują się większe promienie przejść, lepsze wykończenie powierzchni, redukcja wad spawalniczych, kontrola naprężeń własnych i dobór stali o lepszej odporności na kruche pękanie w danych warunkach.

Pękanie ciągliwe
Pękanie ciągliwe ma zupełnie inną logikę. Wynika z przyłożenia zbyt dużej siły do metalu zdolnego do odkształceń plastycznych przed zerwaniem. Dlatego pierwszym sygnałem jest tu zwykle nie sam przełom, lecz wcześniejsza zmiana kształtu. W rozciąganiu pojawia się przewężenie, lokalne wydłużenie i wyraźne uplastycznienie. Ten rodzaj uszkodzenia, w porównaniu do kruchego pękania, rzadziej występuje nagle, bo sama część wcześniej pokazuje, że weszła poza bezpieczny zakres pracy.
Makroskopowo przełom ciągliwy jest zwykle matowy i włóknisty. Klasycznym obrazem jest przełom typu cup-and-cone, czyli kielich i stożek, obserwowany dla próbek rozciąganych. Najpierw w środku przewężonego przekroju rozwijają się mikropustki, potem przełom rozchodzi się ku powierzchni, a na końcu zmienia kierunek ku płaszczyznom ścinania pod kątem około 45 stopni, tworząc tzw. shear lip. To ważne praktycznie, bo końcowa strefa przełomu w pękaniu ciągliwym pokazuje ostatni etap niszczenia i często dobrze ujawnia lokalny stan naprężeń.
Mikroskopowo mechanizm ciągliwego zniszczenia wiąże się z łączeniem mikropustek, a nie z gwałtownym rozdzieleniem kryształów jak w klasycznym przełomie kruchym. Z tego wynika ważna konsekwencja interpretacyjna: pękanie ciągliwe jest bardziej związane z dominacją ścinania i plastycznego płynięcia materiału. Z praktycznego punktu widzenia taki przełom często mówi, że detal nie tyle był zły, ile znalazł się po prostu w stanie przeciążenia albo miał za mały zapas nośności dla rzeczywistych warunków obciążenia. To może wynikać z jednorazowego przeciążenia, błędnego montażu, niewłaściwego przekroju albo utraty części materiału przez zużycie czy korozję.
Tu także czyha pułapka. Widoczna duża deformacja nie dowodzi jeszcze, że cała historia była ciągliwa od początku do końca. Wulpi zaznacza, że wiele rzeczywistych przełomów jest mieszanych. Część może rozpocząć się zmęczeniowo albo krucho, a dopiero końcowa strefa szybkiego rozerwania ma charakter ciągliwy. W praktyce oznacza to, że nie wolno klasyfikować całej awarii po samym obszarze końcowym. Trzeba oddzielić mechanizm inicjacji i wzrostu szczeliny od mechanizmu finalnego zerwania resztki przekroju.
Pękanie zmęczeniowe
Z punktu widzenia eksploatacji maszyn pękanie zmęczeniowe jest najbardziej podstępne, bo może rozwijać się w normalnej pracy, bez spektakularnego przeciążenia. Wulpi definiuje je jako zjawisko prowadzące do pęknięcia pod działaniem powtarzalnych lub zmiennych naprężeń, których maksimum może być niższe od wytrzymałości na rozciąganie materiału. To właśnie czyni zmęczenie tak zdradliwym. Użytkownik nie widzi jednego niepożądanego zdarzenia. Część pracuje, a drobne zmiany strukturalne kumulują się aż do powstania mikroszczeliny.
Logika zmęczenia najlepiej układa się w trzy etapy. W etapie inicjacji powtarzalne naprężenia ścinające powodują nieodwracalne zmiany w strukturze krystalicznej i prowadzą do powstania bardzo małej szczeliny. W etapie propagacji kierunek szczeliny zmienia się i pęknięcie rośnie już zasadniczo prostopadle do składowej rozciągającej. W etapie trzecim pozostająca część przekroju staje się tak mała, że dochodzi do końcowego rozerwania przy jednym z kolejnych obciążeń. To ostatnie rozerwanie nie jest już zmęczeniowe w ścisłym sensie. Może mieć charakter kruchy, ciągliwy albo mieszany. Dla analityka to bardzo ważne, bo większość życia elementu upływa zwykle w strefie inicjacji i wzrostu, a nie w momencie końcowego zerwania.
Makroskopowo przełom zmęczeniowy często daje mało odkształceń. To naturalne, bo do inicjacji nie potrzeba wysokiego naprężenia przekraczającego granicę plastyczności całego przekroju. Dobrym kontrprzykładem jest spinacz albo druciany wieszak, który można złamać po kilku silnych zgięciach. To też jest zmęczenie, tylko niskocyklowe i z wyraźną deformacją. W typowych częściach maszynowych bardziej charakterystyczny jest brak dużego uplastycznienia i obecność śladów wzrostu szczeliny na przełomie.
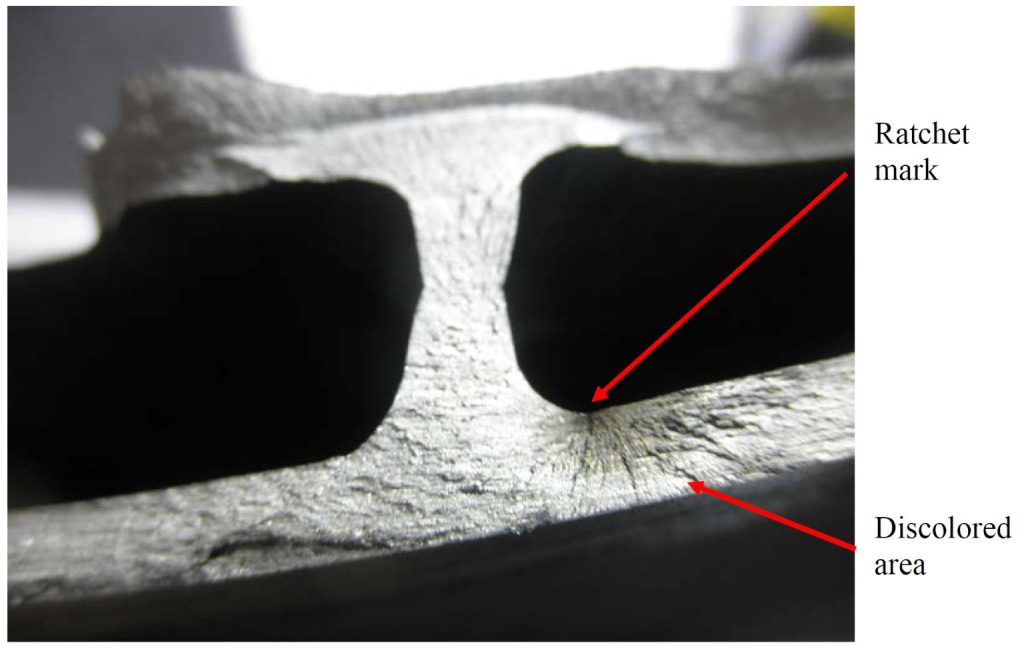
Do najważniejszych śladów makroskopowych należą beachmarks i ratchet marks. Beachmarks są makroskopowymi pasmami pokazującymi kolejne położenia frontu pęknięcia, czymś w rodzaju dużych przyrostów szczeliny. Ratchet marks są z kolei bardzo przydatne do rozpoznania wielu miejsc inicjacji, bo powstają między sąsiednimi szczelinami rosnącymi od kilku źródeł i zwykle biegną mniej więcej prostopadle do powierzchni, od której ruszyło zmęczenie. W wałach mają charakter promienisty. Dzięki nim można nie tylko znaleźć źródło, ale też policzyć, czy problem zaczął się w jednym punkcie, czy na całym obwodzie, na przykład od wielu karbów albo rys po obróbce.
Na poziomie mikroskopowym najbardziej charakterystyczne są striations, czyli bardzo drobne prążki wyznaczające kolejne położenia czoła pęknięcia. Wulpi zaznacza jednak rzecz ważną dla praktyki: brak prążków nie obala rozpoznania zmęczenia. W bardzo twardych materiałach albo w niektórych warunkach powierzchnia może nie pokazywać ich wyraźnie. To cenna przestroga przed nadmiernym przywiązaniem do jednego podręcznikowego śladu. Analiza uszkodzeń działa dobrze wtedy, gdy łączy obraz makro, mikro, geometrię części i warunki pracy, a nie wtedy, gdy szuka jednej ikony pękania.
Kiedy sama fraktografia nie wystarcza
W prostszych przypadkach wystarcza dobra rekonstrukcja źródła, kierunku wzrostu i warunków pracy. W trudniejszych dochodzi mechanika pękania. Wulpi proponuje tu bardzo użyteczny model myślowy: odporność konstrukcji na pękanie zależy od trzech sprzężonych elementów, czyli od naprężenia przyłożonego, długości pęknięcia oraz odporności materiału na propagację pęknięcia, czyli toughness. To porządkuje myślenie lepiej niż samo pytanie czy materiał był wystarczająco mocny. Materiał może być mocny w sensie granicy plastyczności, a mimo to niebezpieczny, jeśli istnieje już szczelina o istotnej długości.
To właśnie wnosi mechanika pękania, ponieważ nie patrzy tylko na nominalne naprężenie w nieuszkodzonym przekroju, lecz uwzględnia obecność szczeliny jako lokalnego wzmacniacza naprężeń. W ujęciu liniowo-sprężystym zakłada się, że pęknięcia i nieciągłości są z natury obecne, a analiza skupia się na tym, kiedy taki defekt stanie się krytyczny. Dla analityka awarii oznacza to praktyczne pytania: jaka była długość szczeliny, kiedy weszła w zakres niestabilnej propagacji, czy część mogła jeszcze bezpiecznie pracować i jakiego poziomu kontroli NDT albo przeglądów potrzebuje dany typ konstrukcji.
Mechanika pękania nie zastępuje klasycznej analizy uszkodzeń, tylko ją domyka. Fraktografia mówi, gdzie i jak pękało. Metalografia i badania materiałowe mówią, z czym mieliśmy do czynienia. Mechanika pękania pozwala ocenić, czy rozmiar szczeliny i stan naprężeń były już krytyczne. To zwykle jest moment, w którym analiza uszkodzeń przechodzi z poziomu opisywania uszczerbku na poziom, że jesteśmy w stanie przewidzieć, kiedy podobna awaria stanie się nieunikniona.
Dlaczego metal pęka? Wprowadzenie do analizy uszkodzeń – podsumowanie
Metal nie pęka sam od siebie. Pęka wtedy, gdy w konkretnym miejscu konkretna historia naprężeń, geometrii, materiału, technologii i środowiska doprowadzi do przekroczenia lokalnej odporności na zniszczenie. Dlatego analiza uszkodzeń nie jest zgadywaniem mechanizmu na podstawie pierwszego wrażenia, tylko metodycznym odtwarzaniem przebiegu pęknięcia. Najpierw trzeba zabezpieczyć dowody, obejrzeć przełom i znaleźć źródło. Potem trzeba zestawić ślady z pytaniami o projekt, wykonanie i warunki pracy. Dopiero wtedy można sensownie rozróżnić trzy podstawowe ścieżki interpretacji. Pękanie kruche daje mało deformacji i biegnie szybko, często przy udziale karbu, rozciągania i niskiej temperatury. Pękanie ciągliwe pokazuje uprzednie uplastycznienie i mówi zwykle o przeciążeniu lub zbyt małym zapasie nośności. Pękanie zmęczeniowe rozwija się etapami, często przy normalnej pracy, a jego istotą jest to, że zdecydowana większość życia elementu upływa na inicjacji i wzroście szczeliny, zanim nastąpi końcowe rozerwanie. W trudniejszych przypadkach ten obraz domyka mechanika pękania, która sprowadza problem do zależności między naprężeniem, długością szczeliny i odpornością materiału na jej wzrost. To właśnie taki sposób myślenia pozwala nie tylko opisać, że detal pękł, ale zrozumieć, dlaczego pękł i co trzeba zmienić, żeby następny nie pękł tak samo.