Slinuté výrobky

Prášková metalurgie je metoda výroby strojních součástí a nástrojů slinováním kovových prášků v pevném stavu, přičemž výsledné komponenty se označují jako slinuté výrobky. Ačkoli výroba určitých předmětů z prášků (zejména šperků z jemných zlatých zrn) je známa již dlouhou dobu, vývoj moderní technologie slinování je relativně nedávný. Za symbolický počátek moderního přístupu k slinování se považuje rok 1825, kdy byly v Rusku raženy platinové mince z chemicky získaného prášku.
Rychlý rozvoj elektrotechnického průmyslu urychlil rozvoj práškové metalurgie. V roce 1909 byly žhavicí vlákna žárovek vyráběna z prášků wolframu, tantalu a molybdenu, což byl důležitý krok v používání kovových prášků v technologii. Po první světové válce se slinování začalo používat při výrobě nástrojů a během druhé světové války se strojní součásti stále častěji získávaly slinováním.
Po válce se tato technologie dynamicky rozvíjela, zejména s rozvojem automobilového průmyslu, který v některých zemích představuje více než polovinu slinutých výrobků. Kromě automobilového průmyslu se slinuté výrobky používají mimo jiné v elektrotechnice, průmyslu kovových výrobků, strojírenství a stavebnictví (např. kování). V praxi je obtížné najít odvětví, ve kterém se slinuté výrobky nepoužívají.
Tento článek vychází z učebnice „Metaloznawstwo” profesora Stanisława Rudnika. Následující obsah je pouze obecným přehledem daného tématu. Zájemcům o toto téma vřele doporučujeme seznámit se s odbornou literaturou.
Proč je slinování někdy lepší než tavení
Nejvýraznější výhodou slinování je možnost získat komponenty s velmi přesným tvarem, často tak blízkým konečnému tvaru, že lze omezit nákladné a pracné obrábění. Výsledkem jsou nižší ztráty materiálu, které u této technologie obvykle nepřesahují asi 7–10 %.
Slinování také usnadňuje výrobu vysoce čistých materiálů bez nečistot, které někdy nelze odstranit v konvenčních metalurgických procesech. Slinované materiály nepodléhají jevům segregace typickým pro krystalizaci slitin, a proto nevykazují charakteristické vady procesu tuhnutí. Další důležitou výhodou je možnost kombinovat komponenty, které by nebylo možné kombinovat tavením, například kvůli velkým rozdílům v teplotách tuhnutí nebo nedostatečné vzájemné rozpustnosti. To také usnadňuje výrobu kovokeramických materiálů (kompozitů), které jsou v klasické metalurgii prakticky nedosažitelné.
Omezením je ekonomika rozsahu: technologie slinování je zisková hlavně při hromadné výrobě kvůli vysokým nákladům na získání prášků a drahému vybavení a nástrojům. Je také třeba mít na paměti, že mechanické vlastnosti slinutých materiálů jsou obvykle nižší než u pevných materiálů, protože slinuté materiály si zachovávají určitou pórovitost. V závislosti na použití může být poréznost nevýhodou (když je důležitá nosnost), ale může být také záměrně použita jako funkční vlastnost (např. v samomazných ložiscích).

Kovové prášky jako suroviny
Základními surovinami pro výrobu slinutých výrobků jsou čisté kovové prášky (např. železo, měď, mangan) a slitiny prášků (např. bronzy, mosazi, nerezové oceli). Prášky lze vyrábět mechanickými nebo fyzikálně-chemickými metodami. Mechanické metody zahrnují fragmentaci materiálu vnějšími silami bez změny jeho chemického složení, zatímco při fyzikálně-chemických metodách se prášek vyrábí v důsledku fyzikálně-chemických přeměn a zpravidla se liší ve složení od výchozího materiálu.
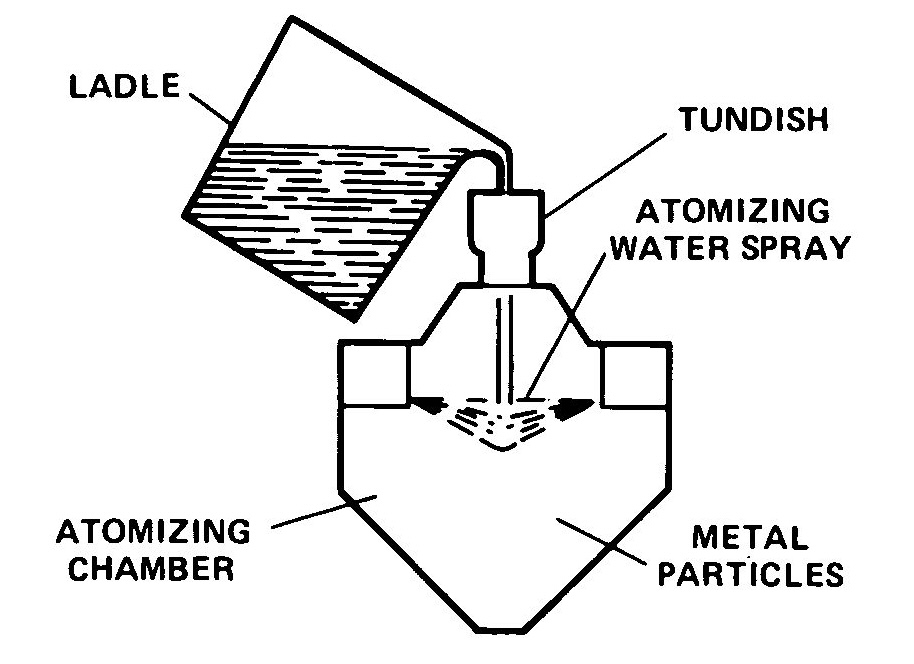
Mezi mechanické metody patří mletí kovů v mlýnech (např. kulové, vírové, kladivové), mletí obráběním (třísky, piliny), rozprašovací sušení tekutého kovu vodou nebo stlačeným plynem a granulace, při které se tekutý kov nalévá do vody, kde tuhne na jemné částice. Mezi častěji používané fyzikálně-chemické metody patří redukce oxidů (ekonomická, protože umožňuje použití rud nebo odpadních oxidů z procesu tavení), elektrolýzu z vodných roztoků nebo roztavených solí (důležitá, ale nákladná kvůli spotřebě energie a nižší účinnosti), rozklad karbonylů (vytváří velmi čisté prášky, ale je nákladný), kondenzaci kovových par na chladném povrchu a elektroerozivní metody, které byly po dlouhou dobu historicky málo rozvinuté.
Před formováním prášku se provádějí přípravné operace, které silně ovlivňují kvalitu výrobků. Žíhání zvyšuje plasticitu prášků snížením zbytkových oxidů a odstraněním drcení; provádí se v redukční atmosféře nebo ve vakuu při teplotě 0,4-0,6 bodu tání prášku. Třídění umožňuje separaci na frakce různých velikostí částic a umožňuje kontrolu granulometrického složení směsí. Míchání má za cíl vytvořit co nejhomogennější směs – její kvalita určuje následnou opakovatelnost hustoty výlisků a parametry slinutých produktů.
Tvarování výlisků
Připravená prášková směs se lisuje, aby se získaly polotovary, tj. výlisky, s požadovaným tvarem a rozměry a pevností nezbytnou pro přepravu a další slinování. Lisování se nejčastěji provádí v ocelových lisech. Tvar a rozměry slinutých výrobků jsou do značné míry omezeny lisovacími schopnostmi, proto tato operace určuje, zda lze daný díl vůbec vyrobit práškovou metodou.
Typický lis se skládá z matrice a horního a dolního razníku. Matrice tvaruje boční povrchy výlisků, dolní razník zabraňuje vysypání prášku a tvaruje spodní povrch a horní razník tvaruje horní povrch. Lis může mít další prvky, jako jsou kolíky pro tvarování otvorů. Existují oboustranné lisovací systémy s pevnou matricí a řešení s pohyblivou matricí, která usnadňují vyhazování odlitku.
Proces lisování prášku během lisování probíhá ve fázích. Nejprve částice vyplní mezery a uspořádají se stále kompaktněji, přičemž se snaží o co nejhustší uspořádání. K dalšímu zhutnění dochází deformací částic a jejich vzájemným posunem. V praxi se tyto mechanismy překrývají: některé částice se deformují i při nižších tlacích a posuny mohou nastat i při vysokých tlacích. Vzhledem k tomu, že lisování ovlivňuje počáteční hustotu lisovaného dílu a rozložení pórovitosti, má přímý vliv na proces slinování a vlastnosti hotového výrobku.
Alternativní metody tváření, když lisování nestačí
Klasické lisování ve formě klade geometrické omezení (zejména ve směru síly) a může vést k nerovnoměrnému rozložení hustoty v lisovaném dílu. Z tohoto důvodu byly vyvinuty speciální metody tváření, které umožňují tvarovat prvky s různými proporcemi, dosáhnout rovnoměrnější hustoty nebo vyrobit detaily, které je obtížné vyrobit v jednoduchém lisu.
Materiály uvádějí jako příklady těchto metod hydrostatické lisování, tlakové lití, válcování prášku, vytlačování, vibrační tváření a dynamické tváření s vysokou rychlostí deformace. V praxi je volba metody kompromisem: na jedné straně je cílem získat „neobráběný“ detail, na druhé straně je třeba vzít v úvahu náklady na nástroje, požadované tolerance, opakovatelnost hustoty a to, jak konkrétní metoda tváření ovlivňuje následné slinování.
Slinování
Slinování zahrnuje zahřívání lisovaných dílů na vysoké teploty, během nichž se stlačený prášek přemění na slinutý produkt s vlastnostmi podobnými vlastnostem pevného materiálu. Jedná se o zásadní fázi výroby, a proto přitahuje největší zájem, ale zároveň se již dlouho zdůrazňuje, že neexistuje jediná obecná teorie pokrývající celou škálu jevů spojených se slinováním. Proces se provádí v ochranné atmosféře nebo ve vakuu, aby byl materiál chráněn před oxidací, a teplota slinování je obvykle nižší než teplota tání nejlépe tavitelné složky.
Proces slinování a vlastnosti slinutých materiálů jsou ovlivněny především: granulací prášku (větší disperze urychluje slinování a podporuje zvýšení mechanických a elektrických vlastností), lisovacím tlakem (jeho zvýšení obvykle zvyšuje pevnost slinutých materiálů), teplota slinování (čím vyšší teplota, tím větší hustota slinutého materiálu) a doba žíhání (při konstantní teplotě se hustota nejprve rychle zvyšuje a poté pomaleji, což ovlivňuje vlastnosti). Důležitá je také atmosféra procesu: slinování v redukční atmosféře vede k slinutým materiálům s vyšší hustotou než slinování v inertní atmosféře.
Po slinování se často používá dokončovací úprava, zejména pokud jsou vyžadovány přísnější tolerance nebo lepší hladkost povrchu. Konstrukční součásti mohou také podstoupit tepelné zpracování a termochemickou úpravu, aby se zvýšila odolnost proti opotřebení a únavě nebo zlepšila nosnost. Proto je prášková metalurgie někdy považována za kompletní výrobní technologii: od prášku, přes tváření a slinování, až po konečné úpravy rozměrů a struktury.
Úvod do práškové metalurgie: od prášků přes lisování až po slinování a typické aplikace (materiál v angličtině).
Slinuté materiály a výrobky
Mezi důležitější slinuté výrobky patří porézní slinuté materiály, materiály pro elektrotechniku, materiály se speciálními magnetickými vlastnostmi, konstrukční materiály, slinuté žáruvzdorné kovy a slinuté nástroje. Porézní slinuté materiály jsou zvláště charakteristické a používají se pro kluzná ložiska, filtry, katalyzátory, podložky a komponenty s vysokým koeficientem tření.
Slinutá ložiska mají velmi dobré kluzné vlastnosti, protože během provozu cirkuluje mazivo v existujících pórech. To usnadňuje tvorbu olejového filmu mezi čepem a ložiskovým tělesem a vytváří samomazný efekt; v mnoha případech může být vnější mazání zbytečné, což je důležité u těžko přístupných součástí strojů. Poréznost slinutých ložisek je obvykle 10–35 % a další výhodou je jejich tichý chod ve srovnání s valivými ložisky. Jejich technologie je jednoduchá, často nevyžaduje obrábění a usnadňuje instalaci a provoz. Materiály používané pro slinutá ložiska neobsahují vzácné složky, proto jsou v mnoha aplikacích levnější než odlitky.
Historicky se pro slinutá ložiska používaly bronzy se složením podobným litinovým bronzům, poté byly zavedeny přísady pro zlepšení protitřecích vlastností, především grafit. Ukazuje se, že koeficient tření těchto ložisek může být 7–8krát nižší než u babbitu a opotřebení čepů bylo zanedbatelné. Jako levnější alternativa byly zavedeny porézní litinové a litinovo-grafitové slinuté materiály. Mezi nejčastěji používané ložiskové materiály patří porézní železo, slinuté materiály ze železa a grafitu s obsahem grafitu přibližně 1–3 % (zbytek tvoří železo) a grafitové bronzy se složením přibližně 86–88 % Cu, 9–10 % Sn a 2–4 % grafitu. Existují také slinutá ložiska na hliníkové bázi, například se složením přibližně 10 % Cu a 3 % grafitu (zbytek je Al).
Filtry vyrobené ze slinutých materiálů jsou široce používány v chemickém průmyslu. Jsou vyrobeny z prášků korozivzdorných materiálů, jako jsou bronzy, nerezové oceli, nikl, stříbro a platina, stejně jako žáruvzdorné kovy nebo jejich slitiny. Díky jejich vysoké pórovitosti může být rychlost filtrace velmi vysoká, což v kombinaci s jednoduchostí výroby podporuje rychlý rozvoj tohoto typu filtrů. Slinuté materiály (zejména porézní železo) se také používají jako těsnicí materiály ve formě podložek pro potrubní spoje, spojky, příruby a potrubí.
Slinuté materiály jsou také vhodným materiálem pro součásti s vysokým koeficientem tření, jako jsou brzdové destičky a součásti pro přenos točivého momentu. Takové aplikace vyžadují vysoký a stabilní koeficient tření v širokém teplotním rozsahu, vysokou odolnost proti oděru s dostatečnou pevností, dobrou tepelnou vodivost a odolnost proti korozi a opotřebení. Vzhledem k tomu, že tyto požadavky jsou někdy protichůdné, slinování usnadňuje výrobu „kompozitního“ materiálu z kovových a nekovových fází: kovové složky podporují tepelnou vodivost, zatímco nekovové složky (např. SiO2 nebo Al2O3) zvyšují koeficient tření a snižují opotřebení.

Funkční a strukturální slinuté výrobky
Slinuté výrobky jsou důležité v elektrotechnice a komunikaci, protože umožňují nahradit drahé a vzácné materiály a vyrábět plasty s jedinečnými vlastnostmi. Klasickým příkladem jsou elektrické kontakty, které musí současně poskytovat vysokou elektrickou a tepelnou vodivost, vysokou teplotu tání a odolnost proti korozi, vysokou mechanickou pevnost a odolnost proti elektroerozi. Kombinace různých složek v práškových procesech usnadňuje dosažení takovéto sady vlastností.
Slinování se také používá k získání materiálů se speciálními magnetickými vlastnostmi, zejména magneticky tvrdých materiálů, tj. permanentních magnetů. Ve srovnání s odléváním je výroba magnetů slinováním efektivnější, vede k menším ztrátám materiálu a obvykle vyžaduje pouze drobné dokončovací práce. Jako materiály pro slinuté magnety se uvádějí slitiny železa, niklu a hliníku tvrzené disperzí; zdůrazňuje se, že vlastnosti slinutých magnetů jsou lepší než vlastnosti litých magnetů a jejich křehkost je nižší, i když přítomnost pórů může mírně zhoršit magnetické parametry.
V oblasti stavebních materiálů se slinování zpočátku používalo hlavně pro komponenty, které nebylo možné vyrobit jinými prostředky, ale postupem času začala tato technologie konkurovat odlévání a obrábění také při výrobě typických strojních součástí. Z ekonomického hlediska, hlavně kvůli nákladům na lisy, je tato technologie obvykle rentabilní pouze pro hromadnou výrobu – materiály uvádějí hranici přes 50 000 kusů. Vlastnosti slinutých dílů jsou mírně nižší než vlastnosti odlitků, ale v praxi se často vyrábějí díly s pórovitostí 5–20 %, přičemž takové snížení vlastností je považováno za přijatelné výměnou za výhody výroby. Příklady slinutých komponentů zahrnují ozubená kola, pístní kroužky, lopatky kompresorů, kryty nábojů, T-kusy a záchytná kola; v případě potřeby mohou být tyto komponenty dále tepelně zpracovány nebo termochemicky ošetřeny.
Žáruvzdorné kovy, slinuté nástroje a vyztužené kompozity
Technologie slinování hraje zvláštní roli při výrobě a zpracování žáruvzdorných kovů, jako je wolfram, molybden, tantal, niob a zirkonium. Tyto kovy jsou důležité mimo jiné v jaderné a raketové technologii a kvůli jejich velmi vysokým teplotám tání se často získávají v práškové formě a teprve později se lisují a slinují, aby se dosáhlo požadovaného tvaru a hustoty.
Velmi důležité jsou také slinuté materiály pro nástroje. Kromě slinutých karbidů (obvykle diskutovaných samostatně jako skupina nástrojových materiálů) existují také diamantovo-kovové slinuté materiály určené pro broušení. U těchto materiálů je zásadní kombinovat velmi tvrdou abrazivní fázi s matricí, která umožňuje přenos zatížení a stabilizaci abrazivních zrn, což je technologicky proveditelné při použití práškového přístupu.
Důležitým směrem ve vývoji práškové metalurgie jsou kompozitní materiály, tj. kovy vyztužené vlákny. Vyztužení vlákny umožňuje zvláště vysokou mez kluzu i při vysokých teplotách a zvyšuje odolnost proti křehkému lomu. Příkladem jsou měď vyztužená wolframovými nebo molybdenovými vlákny, vyvinuté hliníkové slitiny vyztužené ocelovým drátem a železo vyztužené oxidy hliníku nebo titanovými a molybdenovými vlákny, které mohou zvýšit jeho pevnost až 3-5krát. V tomto smyslu je prášková metalurgie nástrojem nejen pro tvarování, ale také pro navrhování architektury materiálu.
Slinuté výrobky – shrnutí
Technologie slinování (prášková metalurgie) umožňuje výrobu komponentů z kovových prášků v pevném stavu, často ve tvaru velmi podobném konečnému, což snižuje obrábění a ztráty materiálu. Její síla spočívá také v možnosti dosáhnout vysoké čistoty a homogenity, jakož i kombinovat komponenty, které je obtížné nebo nemožné kombinovat tavením, včetně výroby kovokeramických materiálů.
Klíčovými faktory pro kvalitu slinutých materiálů jsou: způsob získávání a přípravy prášků, podmínky lisování (které určují hustotu lisovaného materiálu) a parametry slinování (teplota, čas a atmosféra). Náklady na prášky a zařízení zůstávají omezením, proto je tato technologie nejvýhodnější při hromadné výrobě a mechanické vlastnosti slinutých materiálů mohou být nižší kvůli pórovitosti.
Potenciál práškové metalurgie je nejlépe vidět v aplikacích, kde je poréznost výhodou nebo poskytuje funkční výhody, jako jsou samomazná ložiska a filtry, stejně jako v materiálech se složitými, někdy protichůdnými požadavky (třecí materiály, elektrické kontakty, permanentní magnety). Tato technologie také hraje důležitou roli při zpracování žáruvzdorných kovů, nástrojových materiálů a kompozitů vyztužených vlákny, kde umožňuje navrhovat „architekturu“ materiálu.