Por que é que o metal se parte? Uma introdução à análise de falhas

Uma fissura num componente metálico quase nunca é apenas um sinal de danos. Para um engenheiro, é um vestígio da história das cargas, da geometria, do material, da tecnologia de fabrico e das condições de funcionamento. O mesmo eixo pode fissurar-se porque foi sobrecarregado uma vez, porque estava a fesenvolver-se uma fissura por fadiga há meses, ou porque o material entrou num regime de fratura frágil a baixas temperaturas e sob tensões severas. Se este histórico não for reconstruído, é fácil confundir o efeito com a causa. É precisamente por isso que a análise de falhas não envolve associar a primeira intuição à peça danificada, mas sim reconstruir o curso da falha.
Esta abordagem é importante na prática porque a qualidade do diagnóstico determina se a próxima versão do componente será realmente melhor. Se alguém vir uma fissura e concluir imediatamente que o material era demasiado fraco, poderá aumentar a dureza desnecessariamente, aumentando assim ainda mais a suscetibilidade à fratura frágil. Se, por outro lado, vir uma superfície de fratura brilhante e concluir que se deveu apenas a sobrecarga, poderá ignorar o facto de que grande parte da vida útil do componente foi dedicada à propagação de uma fissura por fadiga originada num entalhe, num arranhão de maquinagem ou num defeito de fabrico. Portanto, na análise de falhas, o mais importante não é rotular rapidamente o fenómeno, mas compreender onde a fissura se originou, como se propagou e por que razão as condições de funcionamento permitiram que atingisse o seu estágio final.
Este artigo baseia-se no livro de Donald J. Wulpi, Understanding How Components Fail, principalmente nos capítulos sobre técnicas de análise de falhas, questões colocadas durante o exame de fraturas e sobre fraturas frágeis, dúcteis e por fadiga, bem como nos fundamentos da mecânica da fratura. O conteúdo abaixo é apenas uma visão geral do tema. Para os interessados no tema, recomendamos aprofundar-se na literatura.
A análise de falhas começa com disciplina, não com uma hipótese.
Na prática clássica de oficina, há frequentemente a tentação de dizer após uma primeira olhadela: “partiu-se devido à fadiga” ou “fissurou-se porque era frágil”. Wulpi adota a abordagem oposta. O primeiro passo mais importante na análise consiste essencialmente em não fazer nada que seja irreversível, mas sim em estudar os vestígios, examinar os detalhes, fazer perguntas detalhadas sobre a peça, a máquina e as circunstâncias da falha, e manter notas precisas. Isto pode parecer insignificante, mas faz sentido do ponto de vista da engenharia. Qualquer corte, esmerilagem ou perfuração realizada demasiado cedo pode destruir um vestígio que mais tarde seria crucial para identificar a origem da fratura.
Uma abordagem metódica segue uma sequência lógica. Primeiro, são recolhidos dados de contexto e selecionadas amostras; depois, é realizada uma inspeção visual preliminar e documentação, seguida de ensaios não destrutivos, ensaios mecânicos, análise macroscópica e microscópica, preparação de secções metalográficas, exame metalográfico, identificação do mecanismo de falha, análise química e, em casos mais difíceis, também análise utilizando mecânica da fratura e ensaios em condições que simulam a operação real. Só no final é que todas as evidências são compiladas numa hipótese coerente da sequência de falha e traduzidas em conclusões e recomendações. Esta sequência evita uma situação em que o resultado de um único ensaio seja interpretado sem o contexto dos outros.
Três regras regem toda a análise. Primeiro, o ponto de início da fissura deve ser localizado. Segundo, não se deve montar de forma descuidada as metades da fratura, porque as superfícies de fratura são delicadas e podem danificar-se facilmente mesmo pelo toque, corrosão ou transporte descuidado. Terceiro, os ensaios destrutivos só são realizados depois de tudo o que pode ser determinado ter sido extraído da peça no seu estado original. Na prática, isto resume-se a uma regra simples: documentação e inspeção visual primeiro, depois intervenção. Isto é particularmente importante no caso de fraturas por fadiga, onde vestígios subtis da direção de propagação e do ponto de início são frequentemente mais valiosos do que o resultado subsequente de um único ensaio de dureza.
Esta disciplina tem outro objetivo. A análise de danos não examina apenas o próprio material. Examina as tensões, a resistência, a geometria e o ambiente em que a amostra se encontrava. Wulpi salienta que uma peça metálica não se parte simplesmente no ponto mais fraco, como se pensa ingenuamente. Fraturar-se-á onde a tensão local exceder pela primeira vez a resistência local do material. É por isso que não basta perguntar se o aço era de boa qualidade. É preciso também considerar características geométricas, cargas, tensões residuais, temperatura, condição da superfície e histórico de serviço.
Como um engenheiro reconstrói a história de uma fratura
A testemunha mais importante é a própria superfície de fratura. Ela revela o modo de falha, a origem da fratura, a direção da fissura e se a fratura se desenvolveu de uma só vez ou em etapas. Wulpi adverte claramente contra conclusões precipitadas baseadas num único fragmento. Toda a secção deve ser examinada, porque só é possível distinguir a zona de iniciação, a zona de crescimento da fissura e a zona de ruptura final comparando todas as áreas da fratura. É por isso que ampliações baixas de uma dúzia ou várias dúzias de vezes são tão úteis. Em muitos casos, a informação mais importante não se encontra na ampliação elevada do SEM, mas na imagem global da fratura.
O segundo passo consiste em perguntar se a localização da fratura é normal. O autor fornece uma regra simples, mas muito útil: cada peça tem locais típicos de falha esperada. Para componentes metálicos, estes são frequentemente concentradores de tensão geométricos, tais como a primeira volta roscada de um parafuso, o raio de transição de um eixo, a raiz de um dente ou a área em torno de um orifício. Se a peça fraturou exatamente nesse ponto, a análise segue a relação tensão-resistência. Se a fratura ocorreu num local atípico, deve-se procurar por enfraquecimentos adicionais: um defeito local no material, danos na superfície, sobreaquecimento, corrosão, um erro de montagem ou uma carga que o modelo operacional não tenha considerado anteriormente.
O terceiro passo envolve fazer as perguntas certas sobre as condições de operação. Wulpi categoriza-as de forma ampla: no que diz respeito à própria fratura, à superfície da peça, à geometria e ao projeto, ao processo de fabricação, às propriedades do material, à relação entre tensões residuais e de trabalho, à influência de peças adjacentes, à montagem, à operação e ao ambiente. Na prática, este é um excelente roteiro de investigação. Quando um eixo se parte, não basta verificar o aço e a dureza. Também é necessário questionar-se sobre desalinhamento, folga, marcas de contacto, sobrecargas, lubrificação, tratamento térmico, marcas de retificação, temperatura e corrosão. Muitas vezes, a causa principal não reside na própria fratura, mas no que levou a um aumento local da tensão ou a uma diminuição da resistência do material.
Esta abordagem também clarifica o raciocínio sobre falhas complexas. Se houver vários componentes rachados num sistema, isso não significa necessariamente que todos tenham falhado de forma independente. Wulpi salienta que a peça danificada pode ser simplesmente vítima de uma falha primária noutro local do sistema. Uma ligação aparafusada solta pode levar à sobrecarga de uma peça adjacente. Uma travagem pode alterar a carga num eixo. Uma fratura secundária pode ser facilmente confundida com a primária se se olhar apenas para o número de componentes danificados, em vez da cronologia. É precisamente por isso que a tese deste artigo é tão prática: para compreender uma falha, é preciso reconstruir a história da fratura, não apenas examinar o resultado final.
Segue-se um vídeo em inglês intitulado The role of fractography in failure analysis 1_2 (O papel da fratografia na análise de falhas 1_2), que explica o papel da fractografia na análise de falhas, como interpretar superfícies de fractura e como distinguir entre mecanismos de fractura.
Fratura frágil
A fractura frágil é perigosa para os profissionais porque pode surgir como uma falha sem aviso prévio. A característica principal é simples: não há deformação plástica macroscópica clara na área da fratura frágil. O componente não dá muitos sinais de aviso na forma de um colo, flexão significativa ou deformação plástica local. Do ponto de vista do utilizador, a peça muitas vezes simplesmente quebra de repente. É por isso que a falha frágil é tão traiçoeira em estruturas de suporte de carga e componentes altamente tensionados.
Macroscopicamente, uma fratura frágil costuma ser brilhante e de aparência mais “cristalina” do que uma fratura dúctil, mas a geometria das marcas é mais importante do que o brilho. Muitas fraturas frágeis são caracterizadas por marcas em forma de chevron, ou seja, marcas em forma de espinha de peixe ou de seta que apontam para trás, na direção do ponto de início. Esta é uma ferramenta interpretativa extremamente útil. Se este padrão for visível na superfície de fratura de um eixo ou placa, é possível não só determinar a direção da propagação da fissura, mas também restringir a área onde deve começar a busca por um entalhe, defeito de soldadura, fissura pré-existente ou dano por corrosão. No caso de uma fratura frágil, o plano de fratura geralmente fica perpendicular à tensão de tração principal naquele local.
A armadilha interpretativa mais importante é que a fratura frágil não é exclusiva de materiais que são inerentemente frágeis. Wulpi enfatiza fortemente que mesmo aços tipicamente considerados dúcteis podem fraturar-se de maneira completamente frágil sob certas condições. Esta situação é facilitada por uma combinação de fatores, incluindo concentração de tensão, elevadas tensões de tração ou tensões residuais desfavoráveis, temperatura relativamente baixa e um material suscetível. Na prática, isto significa que a afirmação “era aço estrutural comum” não resolve a questão. Se o componente tivesse um entalhe acentuado, um estado de tensão desfavorável e fosse submetido a trabalho a frio, a ductilidade indicada no catálogo pode não se traduzir numa fratura dúctil na peça real.
As consequências para o projeto são claras. Se um engenheiro melhorar a resistência aumentando a dureza enquanto mantém raios acentuados, introduzir tensões residuais após a maquinagem e não controlar a temperatura de operação, poderá levar o sistema a uma falha frágil. Nestes casos, um material mais resistente nem sempre é a solução. Raios de transição maiores, melhor acabamento superficial, redução de defeitos de soldadura, controlo das tensões residuais e seleção de aço com melhor resistência à fratura frágil em determinadas condições revelam-se frequentemente mais eficazes.

Fratura dúctil
A fratura dúctil segue uma lógica completamente diferente. Ela resulta da aplicação de força excessiva a um metal capaz de deformação plástica antes de quebrar. Portanto, o primeiro sinal aqui geralmente não é a fratura em si, mas uma alteração prévia na forma. Durante o ensaio de tração, ocorrem estreitamento, alongamento local e deformação plástica distinta. Em comparação com a fratura frágil, este tipo de falha raramente ocorre repentinamente, pois a própria amostra indica antecipadamente que excedeu a faixa de operação segura.
Macroscopicamente, uma fratura dúctil é geralmente opaca e fibrosa. Um exemplo clássico é a fratura cup-and-cone, observada em amostras de tração. Primeiro, desenvolvem-se microvacuólis no centro da secção transversal estreitada, depois a fratura propaga-se em direção à superfície e, finalmente, muda de direção no sentido dos planos de cisalhamento num ângulo de cerca de 45 graus, formando o chamado lábio de cisalhamento. Isto é importante na prática porque a zona de fratura final na fratura dúctil indica o estágio final da falha e frequentemente revela claramente o estado de tensão local.
Microscopicamente, o mecanismo da falha dúctil envolve a coalescência de microvazios, em vez da separação abrupta de cristais como numa fratura frágil clássica. Isto leva a uma importante implicação interpretativa: a fratura dúctil está mais intimamente associada ao predomínio do cisalhamento e do fluxo plástico do material. De um ponto de vista prático, esta fratura frequentemente indica que o componente não apresentava propriamente um defeito, mas estava simplesmente num estado de sobrecarga ou tinha margem de resistência insuficiente para as condições reais de carga. Isto pode resultar de uma única sobrecarga, montagem incorreta, uma secção transversal inadequada ou perda de material devido ao desgaste ou à corrosão.
Aqui, também, espreita uma armadilha. Uma grande deformação visível ainda não prova que toda a falha tenha sido dúctil do início ao fim. Wulpi observa que muitas falhas reais são mistas. Algumas podem começar como fadiga ou fratura frágil, e apenas a zona final de rutura rápida é dúctil. Na prática, isto significa que não se deve classificar toda a falha com base apenas na zona final. É preciso distinguir o mecanismo de iniciação e propagação da fissura do mecanismo de rutura final da secção transversal restante.
Fissuração por fadiga
Do ponto de vista do funcionamento da máquina, a fissuração por fadiga é a mais insidiosa, pois pode desenvolver-se durante o funcionamento normal sem qualquer sobrecarga significativa. Wulpi define-a como um fenómeno que conduz à fratura sob a ação de tensões repetitivas ou variáveis, cujo máximo pode ser inferior à resistência à tração do material. É precisamente isto que torna a fadiga tão traiçoeira. O utilizador não observa um único evento indesejável. A peça continua a funcionar, enquanto pequenas alterações estruturais se acumulam até se formar uma microfissura.
A lógica da fadiga é melhor dividida em três fases. Na fase de iniciação, as tensões de cisalhamento repetitivas causam alterações irreversíveis na estrutura cristalina e levam à formação de uma fissura muito pequena. Na fase de propagação, a direção da fissura muda, e a fissura cresce essencialmente de forma perpendicular à componente de tração. Na terceira fase, a secção transversal restante torna-se tão pequena que a rutura final ocorre sob uma das cargas subsequentes. Esta rutura final já não é induzida pela fadiga no sentido estrito. Pode ser frágil, dúctil ou mista. Isto é muito importante para um analista, porque a maior parte da vida útil de um componente costuma passar nas zonas de iniciação e crescimento, e não no momento da falha final.
Macroscopicamente, uma fratura por fadiga apresenta frequentemente pouca deformação. Isto é natural porque a iniciação não requer uma tensão elevada que exceda o limite de elasticidade de toda a secção transversal. Um bom contraexemplo é um clipe de papel ou um cabide de arame, que podem partir-se após algumas dobras fortes. Isto também é fadiga, apenas de baixo ciclo, e com deformação distinta. Em peças de máquinas típicas, a ausência de deformação plástica significativa e a presença de vestígios de propagação de fissuras na superfície de fratura são mais características.
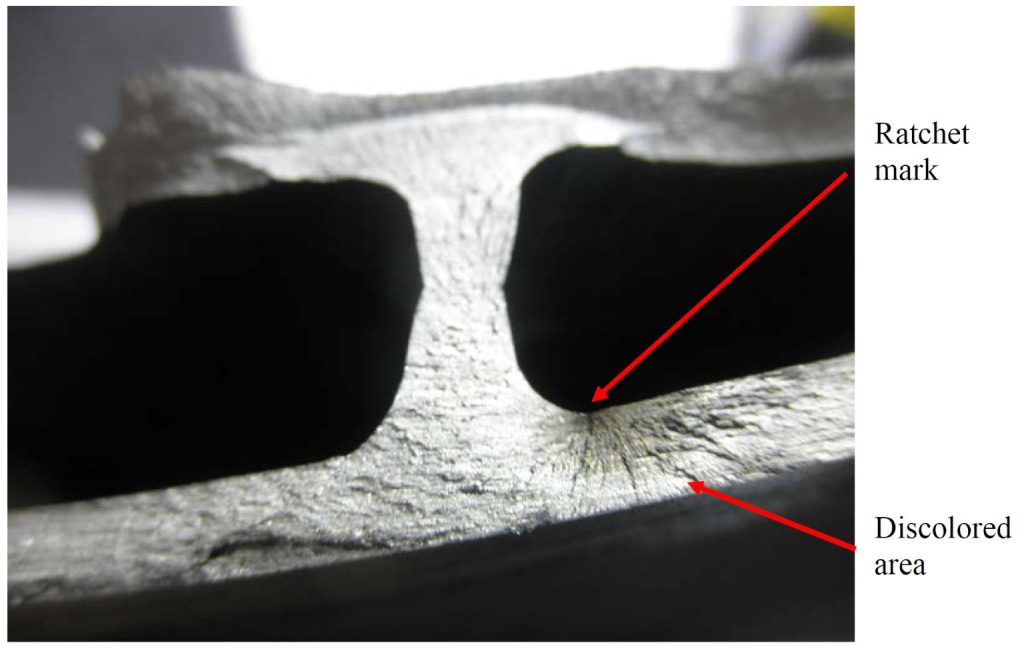
As características macroscópicas mais importantes incluem marcas de praia e marcas de catraca. As marcas de praia são faixas macroscópicas que mostram posições sucessivas da frente de fratura, algo como grandes incrementos de crescimento da fissura. As marcas de catraca, por outro lado, são muito úteis para identificar múltiplos pontos de início, pois formam-se entre fissuras adjacentes que crescem a partir de várias fontes e geralmente correm mais ou menos perpendicularmente à superfície de onde a fadiga se originou. Em rolos, elas têm um caráter radial. Graças a elas, é possível não só encontrar a origem, mas também determinar se o problema começou num único ponto ou ao longo de toda a circunferência, por exemplo, a partir de vários entalhes ou marcas de maquinagem.
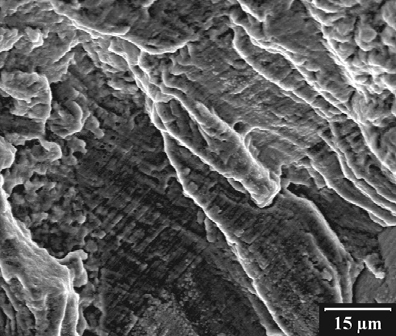
Ao nível microscópico, as características mais marcantes são as estriações, ou seja, linhas muito finas que marcam posições sucessivas da ponta da fissura. Wulpi, no entanto, salienta algo importante para a aplicação prática: a ausência de estriações não exclui um diagnóstico de fadiga. Em materiais muito duros ou sob certas condições, a superfície pode não as mostrar claramente. Esta é uma advertência valiosa contra a confiança excessiva num único sinal de manual. A análise de falhas funciona bem quando combina visões macro e micro, geometria da peça e condições de funcionamento, em vez de procurar um único ícone de fratura.
Quando a fratografia por si só não é suficiente
Em casos mais simples, basta uma boa reconstrução da origem, da direção de crescimento e das condições de funcionamento. Em casos mais complexos, a mecânica da fratura entra em jogo. Wulpi propõe aqui um modelo conceptual muito útil: a resistência de uma estrutura à fractura depende de três fatores inter-relacionados – nomeadamente, a tensão aplicada, o comprimento da fissura e a resistência do material à propagação da fissura, ou tenacidade. Assim podemos organizar melhor o nosso raciocínio do que se perguntassemos simplesmente se o material era suficientemente resistente. Um material pode ser resistente em termos da sua resistência ao escoamento e, ainda assim, ser perigoso se já existir uma fissura de comprimento significativo.
É precisamente para isto que a mecânica da fratura contribui, uma vez que não considera apenas a tensão nominal numa secção transversal não danificada, mas tem em conta a presença de uma fissura como um concentrador de tensão local. Num quadro elástico-linear, pressupõe-se que as fissuras e as descontinuidades estão inerentemente presentes, e a análise centra-se em quando tal defeito se torna crítico. Para um analista de falhas, isto levanta questões práticas: qual era o comprimento da fissura quando entrou na faixa de propagação instável, a peça ainda poderia funcionar com segurança e que nível de inspeção NDT ou manutenção requer um determinado tipo de estrutura?
A mecânica da fratura não substitui a análise clássica de danos; pelo contrário, complementa-a. A fratografia indica-nos onde e como ocorreu a fratura. A metalografia e os ensaios de materiais indicam-nos com o que estávamos a lidar. A mecânica da fratura permitem-nos avaliar se o tamanho da fissura e o estado de tensão já eram críticos. Este é normalmente o ponto em que a análise de danos passa da descrição dos danos para um nível em que podemos prever quando uma falha semelhante se tornará inevitável.
Por que é que o metal se parte? Uma introdução à análise de falhas – Resumo
O metal não se fratura por si só. Fratura-se quando, num local específico, uma combinação específica de histórico de tensões, geometria, material, fabrico e ambiente leva a que a resistência local à fratura seja excedida. Portanto, a análise de falhas não consiste em adivinhar o mecanismo com base em primeiras impressões, mas sim em reconstruir metodicamente o percurso da fratura. Primeiro, é necessário recolher provas, examinar a fratura e identificar a origem. Em seguida, as provas devem ser correlacionadas com questões relativas ao projeto, fabrico e condições de operação. Só então é que os três percursos básicos de interpretação podem ser distinguidos de forma significativa. A fratura frágil produz pouca deformação e progride rapidamente, envolvendo frequentemente entalhes, carga de tração e baixas temperaturas. A fratura dúctil apresenta deformação plástica prévia e geralmente indica sobrecarga ou margem de segurança insuficiente. A fratura por fadiga desenvolve-se em fases, geralmente durante o funcionamento normal, e a sua essência reside no facto de a grande maioria da vida útil do componente ser gasta na iniciação e crescimento da fissura antes de ocorrer a falha final. Em casos mais complexos, este quadro é completado pela mecânica da fratura, que reduz o problema à relação entre tensão, comprimento da fissura e a resistência do material à propagação da fissura. É precisamente esta forma de pensar que nos permite não só descrever que um componente se fraturou, mas compreender por que razão se fraturou e o que precisa de ser alterado para que o próximo não se frature da mesma forma.



