Waarom breekt metaal? Een inleiding tot faalanalyse

Een scheur in een metalen onderdeel is bijna nooit louter een teken van schade. Voor een ingenieur is het een spoor van de geschiedenis van belasting, geometrie, materiaal, productietechnologie en bedrijfsomstandigheden. Dezelfde as kan scheuren omdat hij eenmalig overbelast is geweest, omdat er zich al maandenlang een vermoeidheidsscheur in ontwikkelde, of omdat het materiaal bij lage temperaturen en onder zware belasting in een brosbreukgebied terechtkwam. Als deze geschiedenis niet wordt gereconstrueerd, is het gemakkelijk om het effect met de oorzaak te verwarren.
Dit is precies de reden waarom faalanalyse niet inhoudt dat de eerste intuïtie aan het beschadigde onderdeel wordt gekoppeld, maar veeleer dat het verloop van de breuk wordt gereconstrueerd. Deze aanpak is in de praktijk belangrijk omdat de kwaliteit van de diagnose bepaalt of de volgende versie van het onderdeel daadwerkelijk beter zal zijn. Als iemand een scheur ziet en onmiddellijk concludeert dat het materiaal te zwak was, kan hij of zij onnodig de hardheid verhogen, waardoor de gevoeligheid voor brosse breuken nog verder toeneemt. Als men daarentegen een glanzend breukvlak ziet en concludeert dat dit louter te wijten was aan overbelasting, kan men over het hoofd zien dat het overgrote deel van de levensduur van het onderdeel werd besteed aan de voortplanting van een vermoeidheidsscheur die zijn oorsprong vond in een inkeping, een bewerkingskras of een fabricagefout. Bij breukanalyse is het daarom niet het belangrijkste om het fenomeen snel een label te geven, maar om te begrijpen waar de scheur is ontstaan, hoe deze zich heeft voortgezet en waarom de bedrijfsomstandigheden het mogelijk maakten dat deze het eindstadium bereikte.
Dit artikel is gebaseerd op Donald J. Wulpi’s Understanding How Components Fail, voornamelijk de hoofdstukken over faalanalysetechnieken, vragen die tijdens breukonderzoek worden gesteld, en over brosse, ductiele en vermoeidheidsbreuken, evenals de grondbeginselen van breukmechanica. De onderstaande inhoud is slechts een algemeen overzicht van het onderwerp. Voor wie geïnteresseerd is in het onderwerp, raden we aan zich te verdiepen in de literatuur.
Faalanalyse begint met discipline, niet met een hypothese.
In de klassieke werkplaatspraktijk bestaat vaak de verleiding om na een eerste blik te zeggen: “het is gebroken door vermoeidheid” of “het is gebarsten omdat het bros was.” Wulpi hanteert de tegenovergestelde benadering. De belangrijkste eerste stap in de analyse is in wezen om geen onomkeerbare handelingen uit te voeren, maar juist om de sporen te bestuderen, de details te onderzoeken, gedetailleerde vragen te stellen over het onderdeel, de machine en de omstandigheden van de breuk, en nauwkeurige aantekeningen bij te houden. Dit lijkt misschien onbelangrijk, maar het is technisch gezien logisch. Elk snijden, slijpen of boren dat te vroeg wordt uitgevoerd, kan een spoor vernietigen dat later cruciaal zou zijn voor het identificeren van de oorzaak van de breuk. Een methodische aanpak volgt een logische volgorde.
Eerst worden achtergrondgegevens verzameld en proefstukken geselecteerd; vervolgens worden een voorlopige visuele inspectie en documentatie uitgevoerd, gevolgd door niet-destructief onderzoek, mechanische tests, macroscopische en microscopische analyse, het prepareren van metallografische doorsneden, metallografisch onderzoek, identificatie van het faalmechanisme, chemische analyse en, in moeilijkere gevallen, ook analyse met behulp van breukmechanica en tests onder omstandigheden die de werkelijke bedrijfsomstandigheden simuleren. Pas aan het einde wordt al het bewijsmateriaal samengevoegd tot een samenhangende hypothese van het faalverloop en vertaald in conclusies en aanbevelingen. Deze volgorde voorkomt een situatie waarin het resultaat van een enkele test wordt geïnterpreteerd zonder de context van de andere. Drie regels bepalen de gehele analyse. Ten eerste moet het scheurinitiatiepunt worden gelokaliseerd.
Ten tweede mag men de breukhelften niet onzorgvuldig samenvoegen, omdat breukvlakken kwetsbaar zijn en gemakkelijk beschadigd kunnen raken, zelfs door aanraking, corrosie of onzorgvuldig transport. Ten derde wordt destructief onderzoek pas uitgevoerd nadat alle relevante informatie uit het onderdeel in de oorspronkelijke staat is afgeleid. In de praktijk komt dit neer op een eenvoudige regel: eerst documentatie en visuele inspectie, dan ingrijpen. Dit is met name belangrijk in het geval van vermoeidheidsbreuken, waarbij subtiele sporen van de voortplantingsrichting en het beginpunt vaak waardevoller zijn dan het latere resultaat van een enkele hardheidstest. Deze discipline heeft nog een ander doel. Bij schadeanalyse wordt niet alleen het materiaal zelf onderzocht.
Er wordt ook gekeken naar de spanningen, de sterkte, de geometrie en de omgeving waarin het onderdeel zich bevond. Wulpi benadrukt dat een metalen onderdeel niet simpelweg breekt op het zwakste punt, zoals vaak ten onrechte wordt aangenomen. Het zal breken op de plek waar de lokale spanning voor het eerst de lokale sterkte van het materiaal overschrijdt. Daarom is het niet voldoende om te vragen of het staal van goede kwaliteit was. Men moet ook rekening houden met geometrische kenmerken, belastingen, restspanningen, temperatuur, oppervlakteconditie en gebruiksgeschiedenis.
Hoe een ingenieur de geschiedenis van een breuk reconstrueert
De belangrijkste getuige is het breukvlak zelf. Het onthult de wijze van falen, de bron van de breuk, de richting van de scheur en of de breuk in één keer of in fasen is ontstaan. Wulpi waarschuwt duidelijk voor overhaaste conclusies op basis van één enkel fragment. Het gehele breukvlak moet worden onderzocht, want alleen door alle delen van de breuk te vergelijken kan men de initiatiezone, de scheurgroeizone en de uiteindelijke breukzone onderscheiden. Daarom zijn lage vergrotingen van een tiental of enkele tientallen keren zo nuttig.
In veel gevallen is de belangrijkste informatie niet te vinden bij hoge SEM-vergrotingen, maar in het totaalbeeld van de breuk. De tweede stap is om te vragen of de breuklocatie normaal is. De auteur geeft een eenvoudige maar zeer nuttige regel: elk onderdeel heeft typische locaties waar breuk te verwachten is. Bij metalen componenten zijn dit vaak geometrische spanningsconcentrators, zoals de eerste schroefdraadwindingen van een schroef, de overgangsstraal van een as, de voet van een tand of het gebied rond een gat. Als het onderdeel precies daar is gebroken, volgt de analyse de spanning-sterkteverhouding.
Als het op een atypische locatie is gebroken, moet men zoeken naar bijkomende verzwakkingen: een lokaal materiaaldefect, oppervlakteschade, oververhitting, corrosie, een montagefout of een belasting waarmee het bedrijfsmodel niet eerder rekening hield. De derde stap bestaat uit het stellen van de juiste vragen over de bedrijfsomstandigheden. Wulpi deelt deze grofweg in categorieën in: met betrekking tot de breuk zelf, het oppervlak van het onderdeel, de geometrie en het ontwerp, het productieproces, de materiaaleigenschappen, de verhouding tussen rest- en bedrijfsspanningen, de invloed van aangrenzende onderdelen, de montage, het gebruik en de omgeving. In de praktijk is dit een zeer goede routekaart voor het onderzoek. Wanneer een as breekt, is het niet voldoende om alleen het staal en de hardheid te controleren.
Het is ook belangrijk om vragen te stellen over uitlijningsfouten, speling, contactsporen, overbelasting, smering, warmtebehandeling, slijpsporen, temperatuur en corrosie. Heel vaak ligt de hoofdoorzaak niet in de breuk zelf, maar in wat leidde tot een lokale toename van de spanning of een afname van de materiaalsterkte. Deze aanpak verduidelijkt ook het denken over complexe storingen. Als er meerdere gebarsten onderdelen in een systeem zijn, betekent dit niet noodzakelijkerwijs dat ze allemaal onafhankelijk van elkaar zijn uitgevallen. Wulpi wijst erop dat het beschadigde onderdeel simpelweg het slachtoffer kan zijn van een primaire storing elders in het systeem.
Een losse schroefverbinding kan leiden tot overbelasting van een aangrenzend onderdeel. Vastlopen kan de belasting op een as veranderen. Een secundaire breuk kan gemakkelijk worden verward met de primaire breuk als men alleen kijkt naar het aantal beschadigde componenten in plaats van naar de chronologie. Dit is precies waarom de stelling van dit artikel zo praktisch is: om een defect te begrijpen, moet men de geschiedenis van de breuk reconstrueren, en niet alleen het eindresultaat onderzoeken. Hieronder vindt u een Engelstalige video getiteld The role of fractography in failure analysis 1_2 waarin de rol van fractografie bij faalanalyse wordt uitgelegd, hoe breukoppervlakken moeten worden geïnterpreteerd en hoe onderscheid kan worden gemaakt tussen breukmechanismen.
Brosse breuk
Een brosse breuk is gevaarlijk voor vakmensen omdat deze zonder waarschuwing kan optreden. Het belangrijkste kenmerk is eenvoudig: er is geen duidelijke, macroscopische plastische vervorming in het gebied van de brosse breuk. Het onderdeel geeft niet veel waarschuwingssignalen in de vorm van een insnoering, aanzienlijke buiging of lokale plastische vervorming. Vanuit het perspectief van de gebruiker breekt het onderdeel vaak gewoon plotseling. Dit is de reden waarom brosse breuken zo verraderlijk zijn in dragende constructies en onderdelen die onder hoge spanning staan.
Macroscopisch gezien is een brosse breuk vaak helder, glanzend en meer kristallijn van uiterlijk dan een ductiele breuk, maar de geometrie van de sporen is belangrijker dan de glans. Veel brosse breuken worden gekenmerkt door chevron-sporen, d.w.z. visgraat- of pijlvormige sporen die naar achteren wijzen in de richting van het beginpunt. Dit is een uiterst nuttig interpretatie-instrument. Als een dergelijk patroon zichtbaar is op het breukvlak van een as of plaat, kan men niet alleen de richting van de scheuruitbreiding bepalen, maar ook het gebied afbakenen waar de zoektocht naar een inkeping, lasfout, reeds bestaande scheur of corrosieschade moet beginnen. In het geval van een brosse breuk ligt het breukvlak meestal loodrecht op de hoofdtrekspanning op die locatie.
De belangrijkste valkuil bij de interpretatie is dat brosse breuk niet exclusief is voor materialen die inherent bros zijn. Wulpi benadrukt sterk dat zelfs staalsoorten die doorgaans als ductiel worden beschouwd, onder bepaalde omstandigheden op een volledig brosse manier kunnen breken. Dit wordt bevorderd door een combinatie van factoren, waaronder spanningsconcentratie, hoge trekspanningen of ongunstige restspanningen, een relatief lage temperatuur en een gevoelig materiaal. In de praktijk betekent dit dat de uitspraak “het was gewoon constructiestaal” de zaak niet afdoet.
Als het onderdeel een scherpe inkeping had, een ongunstige spanningssituatie vertoonde en koud bewerkt was, leidt de in de catalogus vermelde ductiliteit mogelijk niet tot een ductiele breuk in het daadwerkelijke onderdeel. De gevolgen voor het ontwerp zijn duidelijk. Als een ingenieur de sterkte verhoogt door de hardheid te vergroten, terwijl scherpe radii worden toegepast, restspanningen door bewerking ontstaan en de bedrijfstemperatuur niet wordt beheerst, kan dit het systeem richting een brosse breuk sturen. In dergelijke gevallen is een sterker materiaal niet altijd de oplossing. Grotere overgangsradii, een betere oppervlakteafwerking, vermindering van lasfouten, beheersing van restspanningen en de keuze van staal met een betere weerstand tegen brosse breuk onder bepaalde omstandigheden blijken vaak effectiever.

Ductiele breuk
Ductiele breuk volgt een geheel andere logica. Deze ontstaat door het uitoefenen van te veel kracht op een metaal dat in staat is tot plastische vervorming voordat het breekt. Daarom is het eerste teken hier meestal niet de breuk zelf, maar een eerdere verandering in vorm. Tijdens trekproeven treden insnoering, lokale verlenging en duidelijke plastische vervorming op. In vergelijking met brosse breuk treedt dit type breuk zelden plotseling op, aangezien het proefstuk zelf van tevoren aangeeft dat het veilige werkingsbereik is overschreden.
Macroscopisch gezien is een ductiele breuk meestal dof en vezelachtig. Een klassiek voorbeeld is de cup-and-cone-breuk, waargenomen in trekproefstukken. Eerst ontstaan er microholtes in het midden van de ingesnoerde dwarsdoorsnede, vervolgens breidt de breuk zich uit naar het oppervlak, en ten slotte verandert de richting naar de afschuifvlakken onder een hoek van ongeveer 45 graden, waardoor de zogenaamde shear lip wordt gevormd. Dit is in de praktijk belangrijk omdat de uiteindelijke breukzone bij een ductiele breuk het eindstadium van het falen aangeeft en vaak duidelijk de lokale spanningssituatie onthult. Microscopisch gezien omvat het mechanisme van ductiel falen de samenvloeiing van microholtes, in plaats van de abrupte scheiding van kristallen zoals bij een klassieke brosse breuk.
Dit leidt tot een belangrijke interpretatieve implicatie: ductiele breuk hangt nauwer samen met de dominantie van afschuiving en plastische vervorming van het materiaal. Vanuit praktisch oogpunt duidt een dergelijke breuk er vaak op dat het onderdeel niet zozeer defect was, maar zich simpelweg in een overbelaste toestand bevond of onvoldoende sterkte-reserve had voor de feitelijke belastingsomstandigheden. Dit kan het gevolg zijn van een eenmalige overbelasting, onjuiste montage, een ongeschikte doorsnede of materiaalverlies door slijtage of corrosie. Ook hier schuilt een valkuil.
Zichtbare grote vervorming bewijst nog niet dat de gehele breuk van begin tot eind ductiel was. Wulpi merkt op dat veel daadwerkelijke breuken gemengd zijn. Sommige kunnen beginnen als vermoeidheidsbreuk of bros, en alleen de eindzone van snelle breuk is ductiel. In de praktijk betekent dit dat men de gehele breuk niet uitsluitend op basis van de eindzone mag classificeren. Men moet het mechanisme van scheurinitiatie en -propagatie onderscheiden van het mechanisme van de uiteindelijke breuk van de resterende doorsnede.
Vermoeidheidsscheuren
Vanuit het perspectief van de machinewerking is vermoeidheidsscheurvorming het meest verraderlijk, omdat deze zich tijdens normaal gebruik kan ontwikkelen zonder dat er sprake is van een spectaculaire overbelasting. Wulpi definieert het als een fenomeen dat leidt tot breuk onder invloed van herhaalde of variërende spanningen, waarvan het maximum lager kan zijn dan de treksterkte van het materiaal. Dit is precies wat vermoeidheid zo verraderlijk maakt. De gebruiker ziet geen enkele ongewenste gebeurtenis. Het onderdeel blijft functioneren, terwijl kleine structurele veranderingen zich opstapelen totdat er een microscheur ontstaat.
De logica van vermoeidheid kan het best in drie fasen worden onderverdeeld. In de initiatiefase veroorzaken herhaalde schuifspanningen onomkeerbare veranderingen in de kristalstructuur en leiden ze tot de vorming van een zeer kleine scheur. In de voortplantingsfase verandert de richting van de scheur en groeit de scheur in wezen loodrecht op de trekspanningscomponent. In de derde fase wordt de resterende doorsnede zo klein dat de uiteindelijke breuk optreedt onder een volgende belasting. Deze uiteindelijke breuk is in strikte zin niet langer vermoeidheidsgerelateerd. Ze kan bros, ductiel of gemengd zijn.
Dit is erg belangrijk voor een analist, omdat het grootste deel van de levensduur van een onderdeel meestal wordt doorgebracht in de initiatie- en groeifasen, niet op het moment van de uiteindelijke breuk. Macroscopisch vertoont een vermoeidheidsbreuk vaak weinig vervorming. Dit is logisch, omdat het ontstaan geen hoge spanning vereist die de vloeigrens van de gehele doorsnede overschrijdt. Een goed tegenvoorbeeld is een paperclip of een draadhanger, die na een paar krachtige buigingen kan breken. Dit is ook vermoeidheid, alleen met een laag aantal cycli en met duidelijke vervorming.
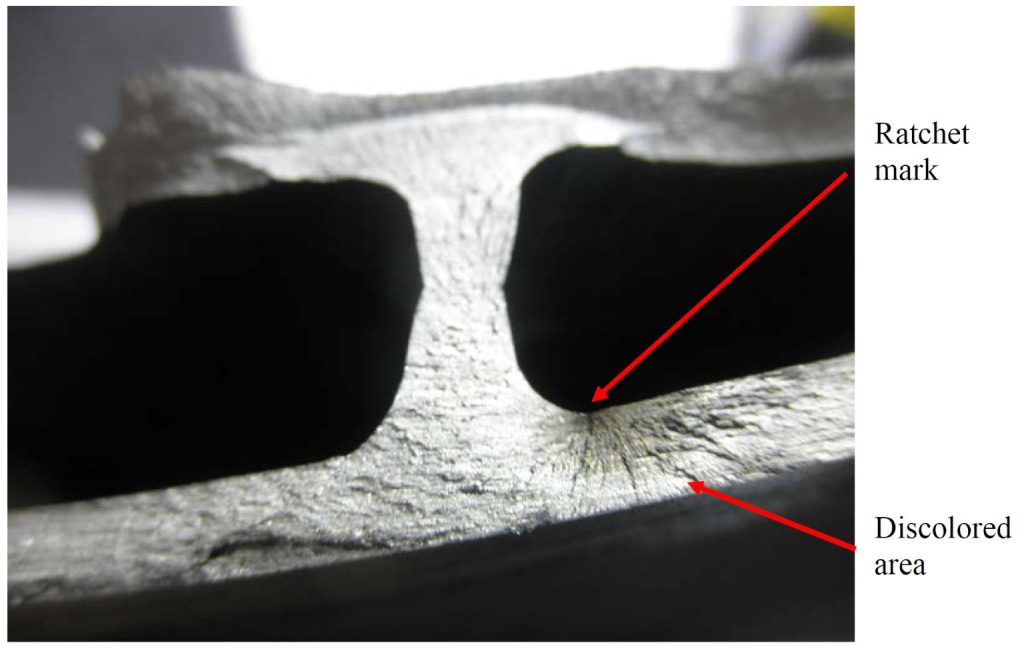
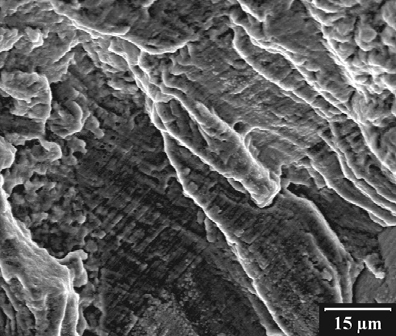
Bij typische machineonderdelen zijn de afwezigheid van significante plastische vervorming en de aanwezigheid van sporen van scheuruitbreiding op het breukvlak kenmerkender. De belangrijkste macroscopische kenmerken zijn onder meer beachmarks en ratchet marks. Beachmarks zijn macroscopische banden die opeenvolgende posities van het breukfront weergeven, vergelijkbaar met grote stappen in de scheurgroei. Ratchet marks daarentegen zijn zeer nuttig voor het identificeren van meerdere initiatiepunten, aangezien ze ontstaan tussen aangrenzende scheuren die vanuit verschillende bronnen groeien en meestal min of meer loodrecht lopen op het oppervlak waar de vermoeidheid is ontstaan. In rollen hebben ze een radiaal karakter. Dankzij deze sporen kan men niet alleen de bron vinden, maar ook vaststellen of het probleem op één enkel punt is begonnen of over de gehele omtrek, bijvoorbeeld vanuit meerdere inkepingen of bewerkingssporen.
Op microscopisch niveau zijn de meest kenmerkende eigenschappen striaties, d.w.z. zeer fijne lijntjes die opeenvolgende posities van de scheurpunt markeren. Wulpi wijst echter op iets belangrijks voor de praktische toepassing: de afwezigheid van striaties sluit een vermoeidheidsdiagnose niet uit. In zeer harde materialen of onder bepaalde omstandigheden zijn deze strepen mogelijk niet duidelijk zichtbaar aan het oppervlak. Dit is een waardevolle waarschuwing tegen een te grote afhankelijkheid van één enkel teken uit de leerboeken. Faalanalyse werkt goed wanneer macro- en micro-inzichten, de geometrie van het onderdeel en de bedrijfsomstandigheden worden gecombineerd, in plaats van wanneer er naar één enkel breukkenmerk wordt gezocht.
Wanneer fractografie alleen niet voldoende is
In eenvoudigere gevallen volstaat een goede reconstructie van de bron, de groeirichting en de bedrijfsomstandigheden. In complexere gevallen komt breukmechanica om de hoek kijken. Wulpi stelt hier een zeer nuttig conceptueel model voor: de breukweerstand van een constructie hangt af van drie onderling samenhangende factoren, namelijk de toegepaste spanning, de scheurlengte en de weerstand van het materiaal tegen scheuruitbreiding, oftewel de taaiheid. Dit structureert ons denken beter dan simpelweg te vragen of het materiaal sterk genoeg was.
Een materiaal kan sterk zijn in termen van zijn vloeigrens en toch gevaarlijk zijn als er al een scheur van aanzienlijke lengte aanwezig is. Dit is precies wat breukmechanica bijdraagt, aangezien het niet louter kijkt naar de nominale spanning in een onbeschadigde dwarsdoorsnede, maar rekening houdt met de aanwezigheid van een scheur als lokale spanningsconcentrator. In een lineair-elastisch raamwerk wordt aangenomen dat scheuren en discontinuïteiten inherent aanwezig zijn, en de analyse richt zich op het moment waarop een dergelijk defect kritiek wordt. Voor een faalanalist roept dit praktische vragen op: wat was de scheurlengte toen deze het onstabiele voortplantingsbereik bereikte, kon het onderdeel nog veilig functioneren, en welk niveau van NDT-inspectie of onderhoud vereist een bepaald type constructie? Breukmechanica vervangt de klassieke schadeanalyse niet, maar vult deze aan.
Fractografie vertelt ons waar en hoe de breuk is ontstaan. Metallografie en materiaaltesten vertellen ons waarmee we te maken hadden. Breukmechanica stelt ons in staat te beoordelen of de scheurgrootte en de spanningssituatie al kritiek waren. Dit is meestal het punt waarop schadeanalyse overgaat van het beschrijven van de schade naar een niveau waarop we kunnen voorspellen wanneer een soortgelijk falen onvermijdelijk wordt.
Waarom breekt metaal? Een inleiding tot schadeanalyse – samenvatting
Metaal breekt niet uit zichzelf. Het breekt wanneer op een specifieke locatie een specifieke combinatie van spanningsgeschiedenis, geometrie, materiaal, fabricage en omgeving ertoe leidt dat de lokale breukweerstand wordt overschreden. Daarom gaat het bij faalanalyse niet om het raden van het mechanisme op basis van eerste indrukken, maar om het methodisch reconstrueren van het breukverloop. Eerst moet bewijsmateriaal worden verzameld, de breuk worden onderzocht en de oorzaak worden geïdentificeerd. Vervolgens moet het bewijsmateriaal worden gekoppeld aan vragen over ontwerp, fabricage en bedrijfsomstandigheden. Pas dan kunnen de drie basisinterpretaties op zinvolle wijze van elkaar worden onderscheiden. Brosse breuk veroorzaakt weinig vervorming en verloopt snel, waarbij vaak sprake is van inkepingen, trekbelasting en lage temperaturen. Ductiele breuk vertoont voorafgaande plastische vervorming en duidt meestal op overbelasting of onvoldoende veiligheidsmarge. Vermoeidheidsbreuk ontwikkelt zich in fasen, vaak tijdens normaal gebruik, en de essentie ervan is dat het overgrote deel van de levensduur van het onderdeel wordt bepaald door het ontstaan en de groei van scheuren voordat het uiteindelijke falen optreedt. In complexere gevallen wordt dit beeld aangevuld door breukmechanica, die het probleem terugbrengt tot de relatie tussen spanning, scheurlengte en de weerstand van het materiaal tegen scheuruitbreiding. Juist deze manier van denken stelt ons niet alleen in staat te beschrijven dat een onderdeel is gebroken, maar ook te begrijpen waarom het is gebroken en wat er moet worden veranderd zodat het volgende onderdeel niet op dezelfde manier breekt.