Sintrade produkter

Pulvermetallurgi är en metod för att tillverka maskindelar och verktyg genom att sintra metallpulver i fast form, och de komponenter som blir resultatet kallas sintrade produkter. Även om tillverkningen av vissa föremål av pulver (särskilt smycken tillverkade av sintrade fina guldkorn) har varit känd sedan länge, är utvecklingen av modern sintringsteknik relativt ny. Den symboliska början på den moderna synen på sintring anses vara 1825, när platinamynt präglades i Ryssland med hjälp av kemiskt framställt pulver.
Den snabba utvecklingen inom elektroteknikindustrin påskyndade utvecklingen av pulvermetallurgi. År 1909 tillverkades glödtrådar till glödlampor av volfram-, tantal- och molybdenpulver, vilket var ett viktigt steg i användningen av metallpulver inom tekniken. Efter första världskriget började sintring användas vid tillverkning av verktyg, och under andra världskriget tillverkades allt fler maskindelar genom sintring.
Efter kriget utvecklades tekniken dynamiskt, särskilt i samband med utvecklingen av fordonsindustrin, som i vissa länder står för mer än hälften av de sintrade produkterna. Förutom fordonsindustrin används sintrade produkter bland annat inom elektroteknik, metallindustrin, verktygsmaskinindustrin och byggindustrin (till exempel beslag). I praktiken är det svårt att hitta en bransch där sintrade produkter inte används.
Denna artikel baseras på läroboken ”Metaloznawstwo” av professor Stanisław Rudnik. Följande innehåll är endast en allmän översikt över ämnet. För den som är intresserad av ämnet rekommenderar vi att fördjupa sig i litteraturen.
Varför sintring ibland är bättre än smältning
Den mest uppenbara fördelen med sintring är möjligheten att få komponenter med en mycket exakt form, ofta så nära den slutliga formen att kostsam och arbetsintensiv maskinbearbetning kan minskas. Detta resulterar i mindre materialförluster, som i denna teknik vanligtvis inte överstiger cirka 7–10 %.
Sintring underlättar också produktionen av högrena material utan föroreningar, som ibland inte kan avlägsnas i konventionella metallurgiska processer. Sintrade material genomgår inte de segregeringsfenomen som är typiska för legeringskristallisation och uppvisar därför inte de karakteristiska defekterna i stelningsprocessen. En annan viktig fördel är möjligheten att kombinera komponenter som inte kunde kombineras genom smältning, till exempel på grund av stora skillnader i stelningspunkter eller bristande ömsesidig löslighet. Detta gör det också lättare att producera metallkeramiska material (kompositer), som är praktiskt taget omöjliga att tillverka med klassisk metallurgi.
Begränsningen är stordriftsfördelarna: sintringstekniken är främst lönsam vid massproduktion på grund av de höga kostnaderna för att skaffa pulver och dyr utrustning och verktyg. Man bör också komma ihåg att de mekaniska egenskaperna hos sintrade material vanligtvis är lägre än hos fasta material, eftersom sintrade material behåller en viss porositet. Beroende på tillämpningen kan porositeten vara en nackdel (när bärförmågan är viktig), men den kan också användas medvetet som en funktionell egenskap (till exempel i självsmörjande lager).

Metallpulver som råmaterial
De grundläggande råmaterialen för tillverkning av sintrade produkter är rena metallpulver (till exempel järn, koppar, mangan) och legeringspulver (till exempel brons, mässing, rostfritt stål). Pulver kan framställas med mekaniska eller fysikalisk-kemiska metoder. Mekaniska metoder innebär fragmentering av materialet genom yttre krafter utan att dess kemiska sammansättning förändras, medan pulvret i fysikalisk-kemiska metoder framställs som ett resultat av fysikalisk-kemiska omvandlingar och som regel skiljer sig i sammansättning från utgångsmaterialet.
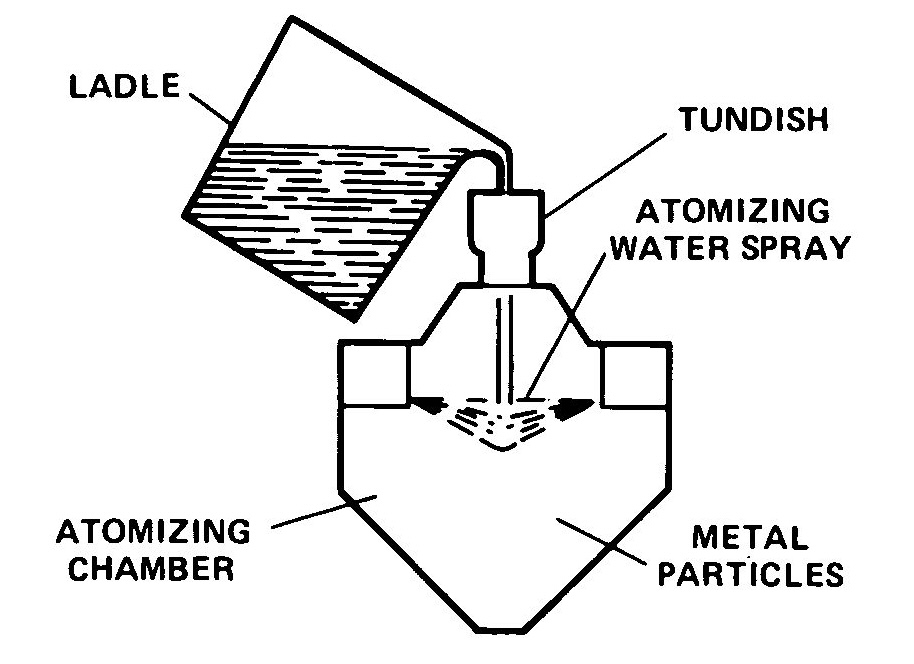
Mekaniska metoder inkluderar malning av metall i kvarnar (till exempel kul-, virvel- och hammarkvarnar), malning genom bearbetning (spån, filspån), spraytorkning av flytande metall med vatten eller trycksatt gas, samt granulering, vilket innebär att flytande metall hälls i vatten, där den stelnar till fina partiklar. De vanligaste fysikalisk-kemiska metoderna inkluderar oxidreduktion (ekonomiskt eftersom det möjliggör användning av malm eller avfallsoxider från smältprocessen), elektrolys från vattenlösningar eller smälta salter (viktigt men kostsamt på grund av energiförbrukning och lägre effektivitet), nedbrytning av karbonylföreningar (ger mycket rena pulver men är dyrt), kondensation av metallångor på en kall yta och elektroerosionsmetoder, som historiskt sett varit underutvecklade under lång tid.
Innan pulvret formas utförs förberedande åtgärder som har stor inverkan på produkternas kvalitet. Glödgning ökar pulvrets plasticitet genom att minska restoxider och ta bort krossning; det utförs i en reducerande atmosfär eller i vakuum vid en temperatur på 0,4–0,6 gånger pulvrets smältpunkt. Siktning möjliggör separering i fraktioner med olika partikelstorlekar och gör det möjligt att kontrollera blandningarnas granulometriska sammansättning. Blandningen syftar till att producera en så homogen blandning som möjligt – dess kvalitet avgör den efterföljande repeterbarheten av formdelarnas densitet och parametrarna för de sintrade produkterna.
Formning av formdelar
Den beredda pulverblandningen pressas för att erhålla halvfabrikat, det vill säga formdelar, med önskad form och dimensioner och den styrka som krävs för transport och vidare sintring. Oftast utförs pressningen i stålpressar. Formen och dimensionerna på de sintrade produkterna begränsas i stor utsträckning av presskapaciteten, vilket är anledningen till att denna operation avgör om en viss del överhuvudtaget kan tillverkas med pulvermetoden.
En typisk press består av en form och övre och undre stansar. Formen formar formdelens sidoytor, den undre stansen förhindrar att pulvret spills ut och formar bottenytan, och den övre stansen formar toppytan. Pressen kan ha ytterligare element, såsom stift för att forma hål. Det finns dubbelsidiga pressystem med en fast form och lösningar med en rörlig form, vilket underlättar utstötningen av gjutformen.
Processen för pulverkomprimering under pressning sker i etapper. Först fyller partiklarna luckorna och ordnar sig mer och mer kompakt, i strävan efter en så tät ordning som möjligt. Ytterligare komprimering sker genom deformation av partiklarna och deras ömsesidiga förskjutning. I praktiken överlappar dessa mekanismer varandra: vissa partiklar deformeras även vid lägre tryck, och förskjutningar kan också förekomma vid höga tryck. Eftersom pressningen påverkar den formade delens initiala densitet och porositetsfördelningen, påverkar den direkt sintringsprocessen och egenskaperna hos den färdiga produkten.
Alternativa formningsmetoder när pressning inte är tillräckligt
Klassisk pressning i en form medför geometriska begränsningar (särskilt i kraftriktningen) och kan leda till en ojämn densitetsfördelning i formningen. Av denna anledning har speciella formningsmetoder utvecklats som gör det möjligt att forma element med olika proportioner, uppnå en mer enhetlig densitet eller tillverka detaljer som är svåra att producera i en enkel press.
Materialen nämner hydrostatisk pressning, formgjutning, pulvervalsning, strängpressning, vibrationsformning och dynamisk formning med höga deformationshastigheter som exempel på sådana metoder. I praktiken är valet av metod en kompromiss: å ena sidan är målet att erhålla en ”icke-bearbetad” detalj, medan å andra sidan kostnaderna för verktyg, erforderliga toleranser, densitetens repeterbarhet och hur den specifika formningsmetoden påverkar efterföljande sintring måste beaktas.
Sintring
Sintring innebär att de formade delarna värms upp till höga temperaturer, varvid det komprimerade pulvret omvandlas till en sintrad produkt med egenskaper som liknar dem hos ett fast material. Detta är ett viktigt steg i produktionen och väcker därför störst intresse, men samtidigt har det länge betonats att det inte finns någon enskild allmän teori som täcker hela spektrumet av sintringsfenomen. Processen utförs i en skyddande atmosfär eller i vakuum för att skydda materialet från oxidation, och sintringstemperaturen är vanligtvis lägre än smältpunkten för den komponent som smälter lättast.
Sintringsprocessen och egenskaperna hos sintrade material påverkas främst av: pulvergranulering (större dispersion påskyndar sintringen och främjar en ökning av mekaniska och elektriska egenskaper), pressningstryck (en ökning av detta ökar vanligtvis styrkan hos sintrade material), sintringstemperaturen (ju högre temperatur, desto större densitet hos det sintrade materialet) och glödgningstiden (vid konstant temperatur ökar densiteten snabbt i början och sedan långsammare, vilket påverkar egenskaperna). Processens atmosfär är också viktig: sintring i en reducerande atmosfär resulterar i sintrade material med högre densitet än sintring i en inert atmosfär.
Efter sintringen används ofta efterbehandling, särskilt när strängare toleranser eller bättre ytjämnhet krävs. Strukturella komponenter kan också genomgå värmebehandling och termokemisk behandling för att öka slitstyrkan och utmattningshållfastheten eller förbättra bärförmågan. Det är därför pulvermetallurgi ibland ses som en komplett tillverkningsteknik: från pulver, genom formning och sintring, till slutlig justering av dimensioner och struktur.
Introduktion till pulvermetallurgi: från pulver, genom pressning, till sintring och typiska tillämpningar (material på engelska).
Sintrade material och produkter
Bland de viktigaste sintrade produkterna finns porösa sintrade material, elektrotekniska material, material med speciella magnetiska egenskaper, konstruktionsmaterial, sintrade refraktära metaller och sintrade verktyg. Porösa sintrade material är särskilt karakteristiska och används för glidlager, filter, katalysatorer, brickor och komponenter med hög friktionskoefficient.
Sintrade lager har mycket goda glidegenskaper eftersom smörjmedlet cirkulerar i de befintliga porerna under drift. Detta underlättar bildandet av en oljefilm mellan lagerbulten och lagerskalet och ger en självsmörjande effekt. I många fall kan extern smörjning vara onödig, vilket är viktigt i svåråtkomliga maskinkomponenter. Porositeten hos sintrade lager är vanligtvis 10–35 %, och en ytterligare fördel är deras tysta drift jämfört med rullager. Tekniken är enkel, kräver ofta ingen bearbetning och underlättar installation och drift. Materialen som används för sintrade lager innehåller inga sällsynta komponenter, vilket gör dem billigare än gjutna lösningar i många tillämpningar.
Historiskt sett användes brons med sammansättningar liknande gjutbrons för sintrade lager, och sedan introducerades tillsatser för att förbättra antifriktionsegenskaperna, främst grafit. Det indikeras att friktionskoefficienten för sådana lager kunde vara 7–8 gånger lägre än för babbitt, och slitaget på lagerhalsarna var försumbar. Poröst järn och sintrade järn-grafitmaterial introducerades som billigare alternativ. De vanligaste lagermaterialen är poröst järn, järn-grafit-sintrade material med en grafitinnehåll på cirka 1–3 % (resten är järn) och grafitbrons med en sammansättning på cirka 86–88 % Cu, 9–10 % Sn och 2–4 % grafit. Det finns också sintrade lager på aluminiumbas, till exempel med en sammansättning av cirka 10 % Cu och 3 % grafit (resten är Al).
Filter tillverkade av sintrade material används i stor utsträckning inom den kemiska industrin. De är tillverkade av pulver av korrosionsbeständiga material såsom brons, rostfritt stål, nickel, silver och platina, samt eldfasta metaller eller deras legeringar. Tack vare sin höga porositet kan filtreringshastigheten vara mycket hög, vilket, i kombination med den enkla tillverkningen, gynnar en snabb utveckling av denna typ av filter. Sintrade material (särskilt poröst järn) används också som tätningsmaterial i form av brickor för rörskarvar, kopplingar, flänsar och ledningar.
Sintrade material är också ett bra material för komponenter med hög friktionskoefficient, såsom bromsbelägg och vridmomentöverföringskomponenter. Sådana tillämpningar kräver en hög och stabil friktionskoefficient över ett brett temperaturområde, hög slitstyrka med tillräcklig hållfasthet, god värmeledningsförmåga och motståndskraft mot korrosion och slitage. Eftersom dessa krav ibland är motstridiga underlättar sintring tillverkningen av en materialkomposit av metalliska och icke-metalliska faser: de metalliska komponenterna främjar värmeledningsförmågan, medan de icke-metalliska komponenterna (till exempel SiO2 eller Al2O3) ökar friktionskoefficienten och minskar slitaget.

Funktionella och strukturella sintrade produkter
Sintrade produkter är viktiga inom elektroteknik och kommunikation eftersom de har gjort det möjligt att ersätta dyra, knappa material och att producera plaster med unika egenskaper. Ett klassiskt exempel är elektriska kontakter, som samtidigt måste ha hög elektrisk och termisk ledningsförmåga, hög smältpunkt och korrosionsbeständighet, hög mekanisk hållfasthet och motståndskraft mot elektroerosion. Genom att kombinera olika komponenter i pulverprocesser underlättas uppnåendet av en sådan uppsättning egenskaper.
Sintring används också för att erhålla material med speciella magnetiska egenskaper, särskilt magnetiskt hårda material, det vill säga permanentmagneter. Jämfört med gjutning är tillverkningen av magneter genom sintring mer effektiv, resulterar i mindre materialförlust och kräver vanligtvis endast mindre efterbehandling. Järn-nickel-aluminiumlegeringar härdade genom dispersion är indicerade som material för sintrade magneter; det betonas att egenskaperna hos sintrade magneter är bättre än hos gjutna magneter, och att deras sprödhet är lägre, även om förekomsten av porer kan försämra de magnetiska parametrarna något.
Inom området byggmaterial användes sintring ursprungligen främst för komponenter som inte kunde tillverkas på annat sätt, men med tiden började tekniken även konkurrera med gjutning och bearbetning vid tillverkningen av typiska maskindelar. Ekonomiskt sett är tekniken, främst på grund av kostnaden för pressar, vanligtvis endast lönsam för massproduktion – materialen indikerar en tröskel på över 50 000 stycken. Egenskaperna hos sintrade delar är något lägre än hos gjutna delar, men i praktiken tillverkas ofta delar med en porositet på 5–20 %, eftersom en sådan minskning av egenskaperna anses acceptabel i utbyte mot produktionsfördelar. Exempel på sintrade komponenter är kugghjul, kolvringar, kompressorblad, navkapslar, T-rör och fånghjul. Vid behov kan dessa komponenter värmebehandlas eller termokemiskt behandlas ytterligare.
Eldfasta metaller, sintrade verktyg och förstärkta kompositer
Sintringstekniken spelar en särskild roll vid produktion och bearbetning av eldfasta metaller som volfram, molybden, tantal, niob och zirkonium. Dessa metaller är viktiga inom bland annat kärnkrafts- och raketteknik, och på grund av deras mycket höga smältpunkter erhålls de ofta i pulverform och pressas och sintras först senare för att få önskad form och densitet.
Sintrade verktygsmaterial är också mycket viktiga. Förutom sintrade karbider (som vanligtvis diskuteras separat som en grupp verktygsmaterial) finns det diamant-metall-sintrade material avsedda för slipning. I sådana material är det avgörande att kombinera en mycket hård slipande fas med en matris som möjliggör lastöverföring och stabilisering av slipkorn, vilket är tekniskt möjligt med pulvermetoden.
En viktig inriktning inom utvecklingen av pulvermetallurgi är kompositmaterial, det vill säga fiberförstärkta metaller. Fiberförstärkning möjliggör en särskilt hög sträckgräns även vid höga temperaturer och ökar motståndskraften mot spröda brott. Exempel på detta är koppar förstärkt med volfram- eller molybdenfibrer, utvecklade aluminiumlegeringar förstärkta med ståltråd samt järn förstärkt med aluminiumoxider eller titan- och molybdenfibrer, vilket kan öka dess hållfasthet med upp till 3–5 gånger. I denna mening är pulvermetallurgi ett verktyg inte bara för formning, utan också för att utforma materialets arkitektur.
Sintrade produkter – sammanfattning
Sintringsteknik (pulvermetallurgi) möjliggör tillverkning av komponenter från metallpulver i fast form, ofta i en form som är mycket lik den slutliga, vilket minskar bearbetnings- och materialförluster. Dess styrka ligger också i möjligheten att uppnå hög renhet och homogenitet, samt att kombinera komponenter som är svåra eller omöjliga att kombinera genom smältning, inklusive tillverkning av metallkeramiska material.
Nyckelfaktorer för kvaliteten på sintrade material är: metoden för att erhålla och bereda pulver, pressningsförhållanden (som avgör densiteten hos det pressade materialet) och sintringsparametrar (temperatur, tid och atmosfär). Kostnaden för pulver och utrustning är fortfarande en begränsning, vilket är anledningen till att tekniken är mest kostnadseffektiv vid massproduktion, och de mekaniska egenskaperna hos sintrade material kan vara lägre på grund av porositet.
Pulvermetallurgiens potential syns bäst i tillämpningar där porositet är en fördel eller ger funktionella fördelar, såsom självsmörjande lager och filter, samt i material med komplexa, ibland motstridiga krav (friktionsmaterial, elektriska kontakter, permanentmagneter). Tekniken spelar också en viktig roll i bearbetningen av svårsmälta metaller, verktygsmaterial och fiberförstärkta kompositer, där den möjliggör utformningen av materialets ”arkitektur”.