Strung de tip elvețian
Strung de tip elvețian. Ce este și la ce se folosește?
Este un tip specific de strung în care materialul sub formă de bară, pe lângă mișcarea de rotație, efectuează simultan o mișcare longitudinală care permite tăierea. Acest lucru este posibil datorită designului unic al mașinii care utilizează o bucșă de ghidare. Astfel de mașini sunt uneori numite și strunguri automate elvețiene sau mașini de tip elvețian.
Un pic de istorie
Strungurile de tip elvețian își au geneza în industria orologeră. O industrie în care nevoia de a strunji piese lungi, subțiri și complexe cu o precizie ridicată era de neprețuit pentru procesul de fabricație. La apogeul revoluției industriale, un ceasornicar eficient trebuia nu numai să producă piese de precizie, ci și să facă acest lucru într-un mod foarte eficient pentru a satisface cererea.
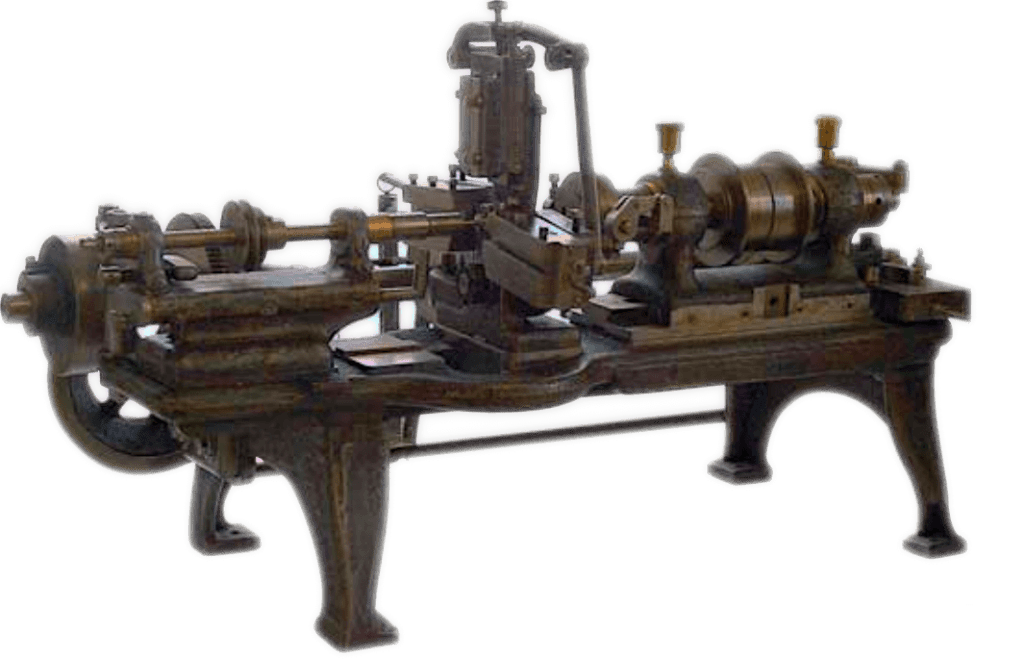
Invenția strungului elvețian este atribuită lui Jakob Schweizer, un producător de ceasuri din Bienne, Elveția, la sfârșitul secolului al XIX-lea. El a dezvoltat primul strung echipat cu ceea ce s-a dovedit mai târziu a fi o invenție atemporală: un cap de strung glisant – care permite rotația simultană a materialului și mișcarea sa longitudinală.
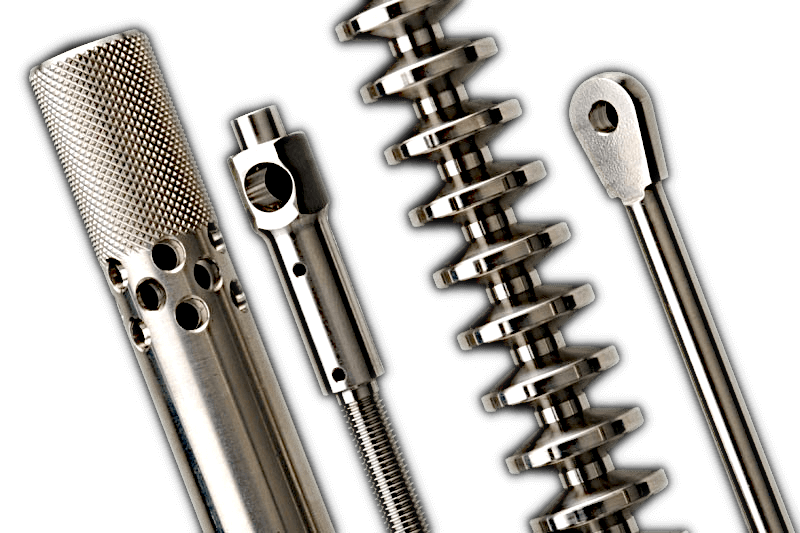
Strunjirea pe strunguri automate a evoluat acum mult mai mult decât și-ar fi putut imagina creatorii săi. Deși strungurile automate ale secolului XXI nu sunt neapărat fabricate în Elveția, toate sunt concepute în principal pentru strunjirea pieselor metalice mici, complexe și de precizie, în principal pentru industria auto, medicală și electronică.
Cum funcționează strungul?
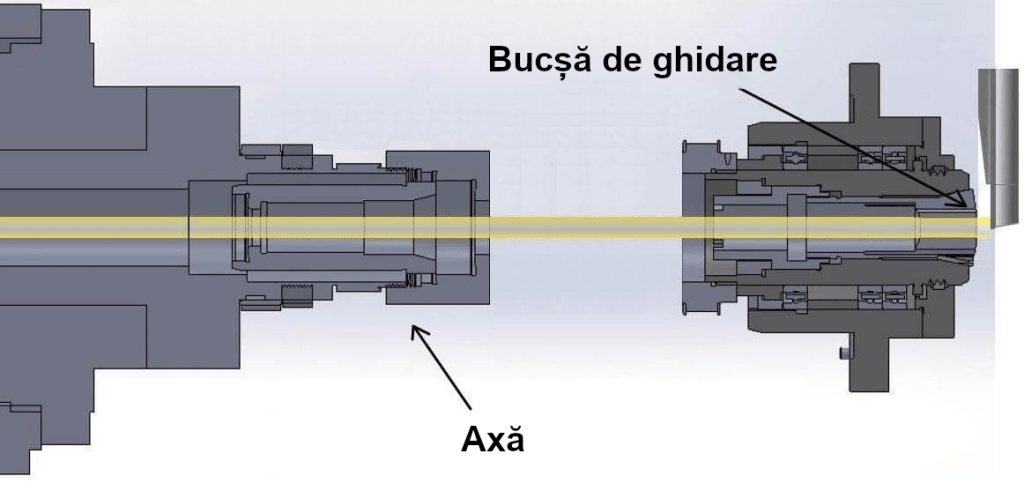
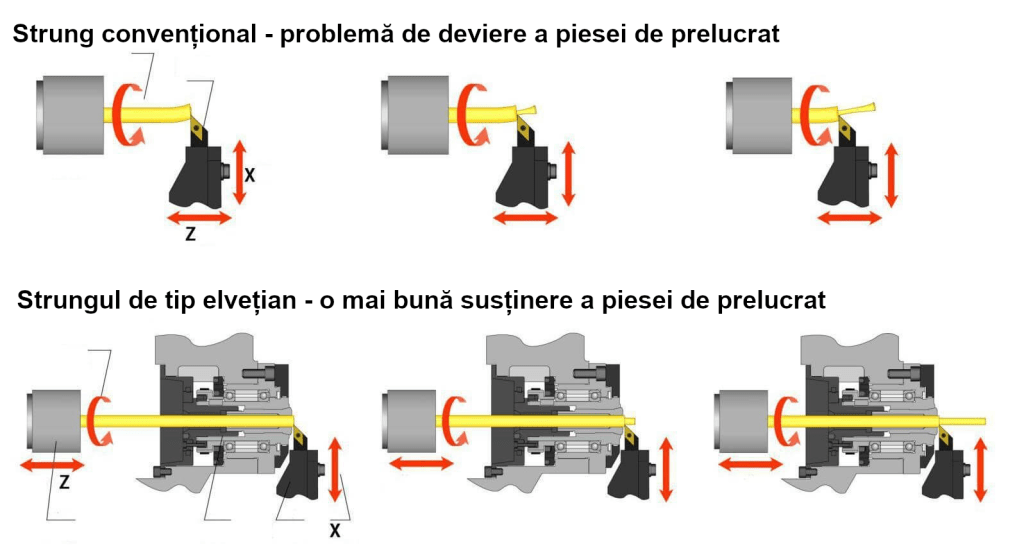
Spre deosebire de strungurile CNC convenționale, în care materialul este staționar, iar scula se mișcă, o mașină automată cu cap mobil permite materialului să se deplaseze de-a lungul axei Z, în timp ce scula rămâne staționară. Bara este ținută într-un ax adânc în interiorul carcasei mașinii și este deplasată de o bucșă de ghidare în zona de prelucrare. Doar partea prelucrată este scoasă din bucșa de ghidare, permițând ca materialul să fie susținut în siguranță, eliminând flexia pentru o precizie îmbunătățită. Pentru piesele mai lungi, contra-broasca apucă partea frontală finisată a piesei pentru a o susține pe măsură ce se extinde mai departe prin bucșă.
Bucșă de ghidare
Bucșa de ghidare este cea mai importantă componentă din orice mașină cu cap glisant, iar precizia și potrivirea acesteia sunt esențiale pentru un proces de strunjire CNC corespunzător. Prin designul său, bucșa de ghidare este similară cu mandrinele clasice de prindere utilizate la mandrinele de strunguri automate. Cu toate acestea, principala diferență este reprezentată de materialele utilizate în cadrul acesteia – suprafața interioară este realizată din carbură cimentată foarte precis rectificată. Acest lucru se datorează naturii muncii bucșei, care constă într-o interacțiune mobilă cu bara din materialul piesei de prelucrat care se deplasează în interiorul bucșei. Bucșa vă permite să reglați jocul de strângere a materialului pentru a vă adapta la un anumit lot de materie primă.
Controlul deflexiunii
Prin susținerea barei piesei de prelucrat cu ajutorul bucșei de ghidare, precizia poate fi menținută pe tot parcursul procesului de strunjire de precizie.
Piesele de prelucrat fizice supuse oricărei forțe se vor devia în mod natural. În ceea ce privește strungurile CNC convenționale, atunci când forțele de tăiere provoacă o deflexiune prea mare, precizia dimensională a procesului de tăiere se va deteriora în cea mai mare parte. În cazul strungurilor convenționale, regula de bază este că, atunci când se strunjesc piese cu un raport lungime/diametru mai mare de 3 la 1, este necesară susținerea contraputere pentru a preveni o deformare excesivă.
În ceea ce privește mașinile cu cap alunecător, bucșa de ghidare susține bara piesei de prelucrat atât de aproape de uneltele de tăiere încât deformarea cauzată de forțele de tăiere este efectiv zero. Utilizatorul poate tăia materialul în exces într-o singură trecere, menținând în același timp o precizie dimensională ridicată.
Negativul devine pozitiv
La strungurile automate cu un cap mobil, mișcările axei Z sunt derivate din mișcarea materialului în loc de mișcarea sculei de strunjire. Această diferență particulară se reflectă în programarea mașinii. La strungurile convenționale, materialul iese din mandrină la o anumită distanță. Într-o astfel de situație, se presupune că Z zero se află pe fața materialului, iar tot ceea ce se află în direcția materialului are valori negative.
Pe de altă parte, la strungurile automate de tip elvețian, sculele de strunjire rămân staționare pe măsură ce materialul se extinde. Suprafața feței materialului este, de asemenea, zero pe axa Z, ca la strungurile convenționale. Totuși, tot ceea ce se află dincolo de această suprafață va fi pozitiv. Această diferență este foarte importantă de reținut în legătură cu decalajele pe axa Z. Aceasta înseamnă că o găurire mai adâncă sau o strunjire mai lungă necesită un decalaj „minus” la strungurile convenționale, dar va necesita un decalaj „plus” la mașinile cu cap glisant.
Prelucrarea în etape
În mod implicit, în strungul clasic cu comandă numerică, operațiunile de tăiere sunt împărțite în degroșare și finisare. Mai întâi, îndepărtăm materialul în exces de pe întregul profil cu o sculă de degroșare. Apoi, prelucrăm același profil cu o sculă de finisare, folosind o abatere mai mică pentru a obține dimensiunea dorită.
În cazul strungurilor automate de tip elvețian, împărțirea procesului în etape arată complet diferit. Acest lucru se datorează faptului că lungimea bucșei de ghidare necesită ca piesele prelucrate să fie împărțite în secțiuni. În caz contrar, o secțiune a barei deja prelucrată ar putea cădea din bucșa de ghidare în timpul mișcării de întoarcere. Pentru a evita acest fenomen, piesa este prelucrată prin divizarea ei în secțiuni cu o lungime mai mică decât lungimea părții de lucru a bucșei de ghidare. Acest lucru permite utilizarea deplină a suportului oferit de bucșă.
Ulei în loc de lichid de răcire
Majoritatea mașinilor de prelucrare elvețiene utilizează ulei ca ajutor de prelucrare în locul lichidului de răcire pe bază de apă. Acest lucru înseamnă că lubrifierea va fi mai mare. Printre avantajele uleiului se numără absența bacteriilor care provoacă mirosuri și eliminarea efectului de coajă de portocală pe mâini după un contact prelungit cu lichidul de răcire. Creșterea duratei de viață a sculelor cu răcire cu ulei este, de asemenea, de mare importanță.
Principalul dezavantaj al lichidelor de răcire pe bază de apă este că uleiul nu este la fel de eficient în disiparea căldurii, astfel încât mașina cu cap glisant se poate încălzi rapid în zona zonei de lucru. Echiparea acestor utilaje cu sisteme de protecție împotriva incendiilor este necesară pentru fabricarea fără supravegherea angajaților.
Mai multe deșeuri
Resturile pot deveni o problemă, mai ales în cazul materialelor scumpe. Din cauza geometriei strungurilor automate de tip elvețian, trebuie să rămână un rebut de 150 până la 300 mm din fiecare bară prelucrată. Acest lucru se datorează faptului că capătul barei este ținut de ax, care se află în interiorul carcasei mașinii și nu ajunge niciodată în zona de prelucrare. Prezența unei bucșe de ghidare nu permite acest lucru. Din acest motiv, la strungurile de tip elvețian, numărul de piese care pot fi realizate dintr-o singură bară este întotdeauna ușor mai mic decât la mașinile clasice.
Multitasking
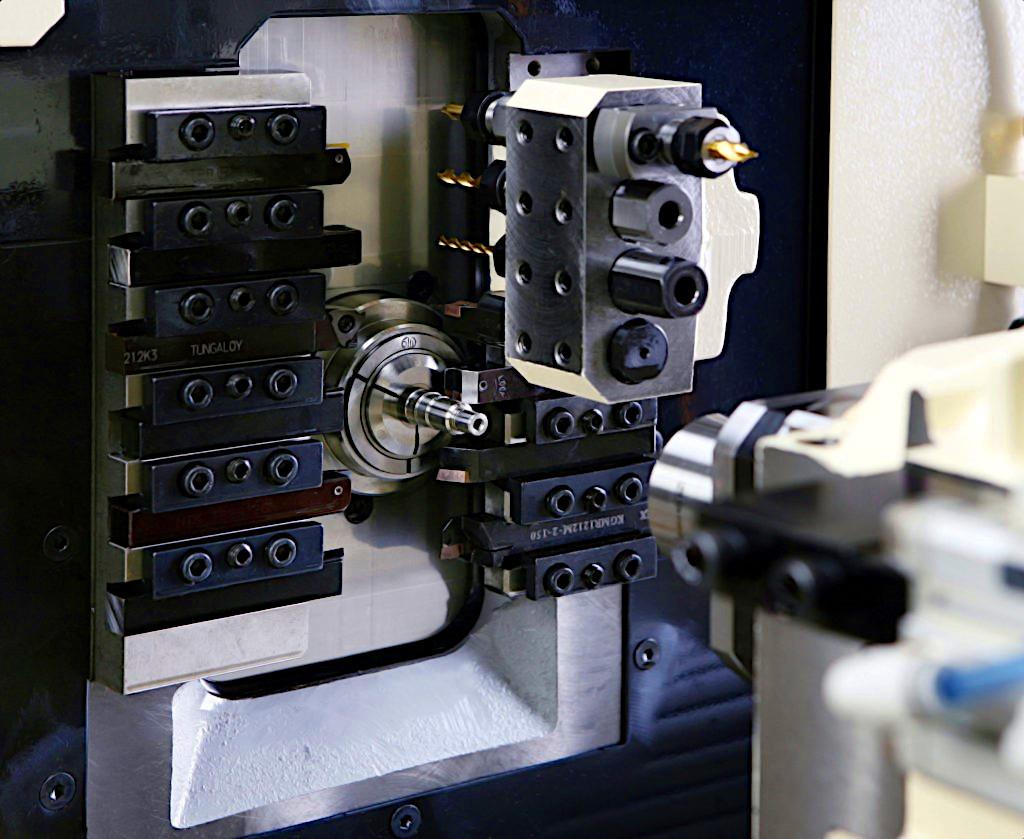
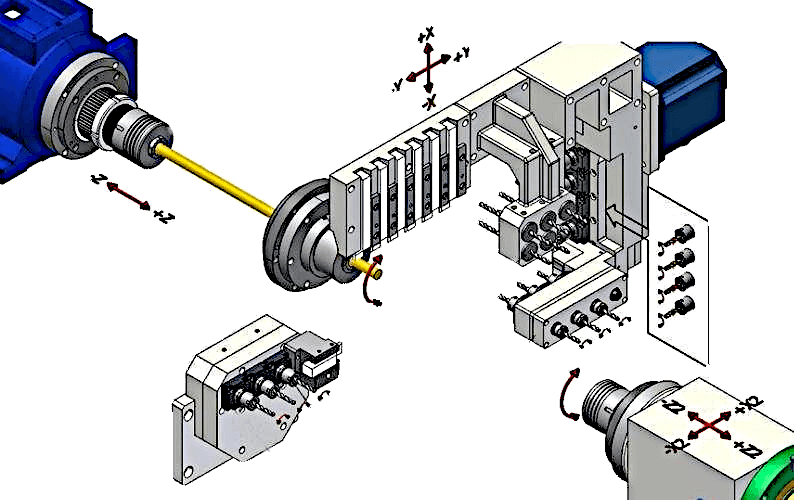
Spre deosebire de o mașină CNC tradițională cu 3 sau 4 axe, strungurile automate cu cap glisant pot fi echipate cu până la 13 axe. Acest lucru aduce o valoare adăugată semnificativă, reducând timpul de lucru și intensitatea muncii, deoarece operatorii nu trebuie să transfere lucrările în curs de execuție la o altă mașină pentru finalizare.
Disponibilitatea uneltelor antrenate oferă strungurilor de tip elvețian capacitatea de a freza. În același timp, materialul alunecă din bucșa de ghidare. Axa Y oferă capacități complete de frezare, indisponibile la majoritatea strungurilor CNC convenționale. În plus față de sculele antrenate pentru prelucrarea de bază, multe mașini cu cap glisant au o stație cu un set de scule pentru operații cu contra-broșă. Acest lucru permite ca cealaltă parte a piesei de prelucrat să fie finisată după ce a fost tăiată și prinsă în contra-broșă.
Avantajele strungurilor automate de tip elvețian
Avantajele mașinilor cu cap glisant provin din bucșa de ghidare, precum și din geometria și mecanica din zona sculei.
Aplicații ale strungurilor automate de tip elvețian
Deși ceasornicarii au preluat deja de mulți ani strungurile de tip elvețian pentru alte aplicații, acestea rămân utilizate pe scară largă în această industrie. Industria medicală este, de asemenea, entuziasmată de adoptarea acestei tehnologii, în special pentru producția de șuruburi și instrumente chirurgicale care trebuie să respecte standarde de calitate extrem de stricte. Dar aplicațiile populare pentru aceste mașini continuă. Mai jos este prezentată o scurtă listă a celorlalte aplicații cele mai importante.