Noțiuni de bază privind tratamentul termic al oțelului și fontei

Cuprins
Tratamentul termic este un ansamblu de activități care vizează modificarea structurii unui aliaj în stare solidă, obținându-se astfel proprietățile mecanice, fizice sau chimice dorite. În practică, acest lucru înseamnă că nu „îmbunătățim” metalul prin simpla încălzire a acestuia, ci prin asigurarea faptului că o curbă de temperatură planificată corespunzător în timp declanșează modificări structurale: formarea de noi faze, descompunerea fazelor instabile, modificări ale dimensiunii granulelor, precum și separarea carburilor sau eliminarea tensiunilor interne. Tratamentul termic include atât procese simple care implică încălzirea și răcirea, cât și procese mai complexe combinate cu interacțiunea chimică cu mediul, deformarea plastică sau un câmp magnetic.
Importanța tratamentului termic este evidentă în special în cazul oțelului și al fontei. Fierul, ca material de bază, este comun, ieftin și ușor de prelucrat, dar capacitatea de a-i controla structura este cea care face ca gama de aplicații ale oțelului să fie atât de largă. Existența varietăților alotrope ale fierului joacă un rol cheie în acest sens: diferite varietăți de structură cristalină sunt stabile la temperaturi diferite, ceea ce face posibilă producerea și „înghețarea” diferitelor microstructuri în funcție de viteza de răcire a materialului și de efectuarea unei recoaceri suplimentare. Acesta este motivul pentru care oțelul poate fi utilizat ca material pentru arcuri, unelte de tăiere, componente de mașini și structuri portante – iar diferențele de comportament rezultă nu atât din „compoziția în sine”, cât din microstructura obținută în timpul tratamentului termic.
Industria modernă impune cerințe tot mai mari asupra materialelor, ceea ce determină dezvoltarea metodelor de tratament termic și un control mai strict al calității. Chiar și erorile minore – temperatura de temperare prea ridicată, timpul de încălzire prea scurt, răcirea inadecvată – pot provoca apariția unor structuri nedorite (de exemplu, granulație prea grosieră) și, ca urmare, pot afecta proprietățile funcționale ale produsului. Prin urmare, tratamentul termic nu este un „supliment” la tehnologia de fabricație, ci una dintre etapele sale critice.

Relația dintre sistemele de echilibru de fază și tratamentul termic
Sistemele de echilibru de fază descriu fazele care sunt stabile în condiții date de temperatură și compoziție, dar o fac pe baza ipotezei unor transformări foarte lente, adică a celor în care timpul nu limitează difuzia și sistemul are șansa de a ajunge la echilibru. Din acest motiv, diagrama de echilibru în sine nu ține cont de efectul vitezei de încălzire și răcire. Cu toate acestea, sistemele de echilibru constituie baza pentru planificarea tratamentului termic, deoarece indică ce transformări sunt posibile și în ce intervale de temperatură pot fi așteptate.
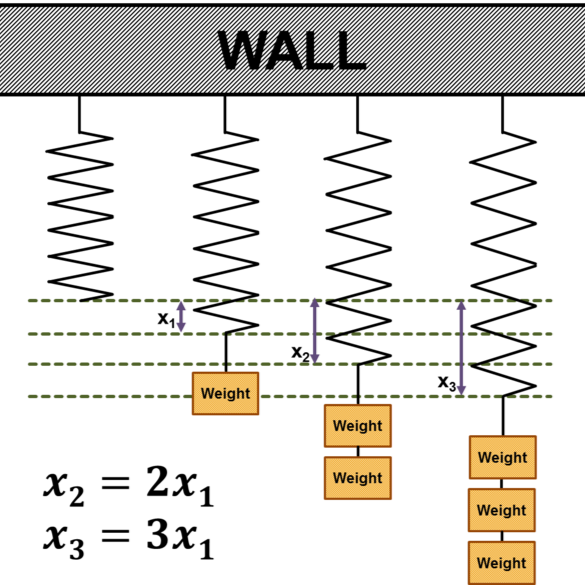
Această distincție este foarte practică. Dacă un aliaj nu prezintă transformări în stare solidă (nu există zone pe diagramă în care să apară o fază diferită sau un amestec de faze în stare solidă), atunci un astfel de aliaj este, în esență, netratabil termic în sensul clasic, deoarece nu are niciun „mecanism” de modificare a structurii sale. Situația este diferită în sistemele în care solubilitatea unui component în stare solidă depinde de temperatură. În acest caz, este posibil să se obțină o soluție suprasaturată prin răcirea rapidă de la o temperatură la care solubilitatea este ridicată și apoi forțarea precipitării în timpul reîncălzirii. Această schemă duce la o schimbare deliberată a structurii și proprietăților.
O altă situație apare în cazul aliajelor care suferă transformări alotrope în stare solidă: la temperaturi ridicate, o fază este stabilă (de exemplu, o soluție solidă cu o rețea cristalină diferită), iar după depășirea temperaturilor critice, sistemul tinde să formeze un amestec de alte faze. Atunci, viteza cu care trecem prin intervalul de transformare este de o importanță fundamentală, deoarece, în cazul răcirii lente, difuzia ține pasul și se formează structuri de echilibru, în timp ce, în cazul răcirii rapide, sunt posibile structuri de neechilibru, cum ar fi martensita.
Pentru oțel, partea esențială a sistemului de echilibru este fier-cementită (Fe–Fe₃C) până la aproximativ 2,11% carbon, care este intervalul relevant pentru oțel. Acest lucru conferă sens austenitizării (încălzirea până la intervalul austenitic) și faptului că, în timpul răcirii, austenitul se poate transforma în structuri diferite, în funcție de viteza de răcire. Sistemul de echilibru ne indică „ce este posibil” și „unde se află temperaturile critice”, în timp ce cinetica transformărilor (timpul și răcirea) determină „ce obținem de fapt”.
Încălzire, înmuiere și răcire
Fiecare proces de tratament termic poate fi tratat ca un scenariu de schimbări de temperatură în timp, în care se pot distinge trei etape principale: încălzire, menținere și răcire. Încălzirea implică ridicarea temperaturii la valoarea specificată pentru un anumit proces. Adesea se utilizează încălzirea treptată: mai întâi, încălzirea la o temperatură mai scăzută și abia apoi încălzirea suplimentară la temperatura corectă. Această diviziune nu este artificială – este semnificativă din punct de vedere tehnologic, deoarece limitează gradientele de temperatură pe secțiunea transversală a elementului și reduce riscul de fisuri sau tensiuni excesive.
Îmbătrânirea înseamnă menținerea temperaturii la nivelul țintă pentru timpul necesar egalizării temperaturii pe toată secțiunea transversală și pentru ca modificările dorite să aibă loc. În practică, recoacerea are un dublu scop: pe de o parte, elementul trebuie să „atingă” temperatura termic (altfel suprafața și miezul vor fi în stări diferite), iar pe de altă parte, multe transformări – în special difuzia – necesită timp pentru a omogeniza compoziția fazei sau pentru a dizolva anumite componente (de exemplu, carburile).
Răcirea este scăderea temperaturii la temperatura ambiantă sau la o valoare intermediară specifică. Răcirea lentă, de exemplu într-un cuptor sau în aer static, se numește recoacere, în timp ce răcirea rapidă în apă sau ulei se numește călire. Răcirea treptată este, de asemenea, obișnuită, unde are loc subrăcirea la o temperatură mai mare decât temperatura finală și supra-răcirea la temperatura finală. Această metodă de control este uneori necesară atunci când dorim să trecem prin anumite intervale de temperatură mai lent (pentru a permite difuzia) sau mai rapid (pentru a evita transformările de difuzie perlitice și a obține martensită).
Deoarece esența tratamentului termic este relația dintre temperatură și timp, acesta este descris de curba t = f(τ). În practică, vorbim despre ratele medii de încălzire și răcire, dar rata instantanee reală este la fel de importantă, deoarece determină cât de repede trecem prin intervalele de temperatură critice. Din acest motiv, două procese cu „durate totale similare” pot produce rezultate diferite dacă diferă în ceea ce privește procesul de răcire în intervalele critice.
Clasificarea tratamentelor termice
Diviziunea tratamentului termic nu este pur „enciclopedică” – ea rezultă din instrumentele pe care le utilizăm pentru a modifica proprietățile. În tratamentul termic convențional, caracteristicile dorite sunt obținute prin modificarea structurii fără a modifica compoziția chimică. Aceasta include procese clasice precum recoacerea, călire și temperarea, dar și suprasaturarea și îmbătrânirea, în care mecanismul implică obținerea unei soluții suprasaturate și precipitarea ulterioară.
În tratamentul termic chimic, pe lângă temperatură, se utilizează un mediu chimic pentru a satura suprafața cu elemente precum carbonul sau azotul. Rezultatul este o modificare a compoziției stratului de suprafață și, astfel, o modificare a structurii și a proprietăților, în special a rezistenței la uzură sau la oboseală. Aceasta este o distincție importantă: în tratamentul termic obișnuit, „lucrăm” asupra a ceea ce se află deja în aliaj, în timp ce în tratamentul termochimic, adăugăm un component.
Tratamentul termoplastic, pe de altă parte, combină temperatura cu deformarea plastică, ceea ce permite influențarea structurii într-un mod mai complex, de exemplu, prin rafinarea granulației și întărirea mecanică. Tratamentul termomagnetic utilizează un câmp magnetic pentru a obține proprietăți fizice specifice. În contextul oțelului și al noțiunilor de bază ale tratamentului termic, însă, accentul rămâne pe tratamentul termic convențional, deoarece acesta este direct legat de transformarea austenitei și a produselor sale de descompunere.

Transformări în timpul încălzirii
În tratamentul termic al oțelului, etapa de încălzire nu se limitează la „încălzirea elementului”. Scopul său este de a obține o structură austenitică, deoarece austenita este punctul de plecare pentru multe structuri ulterioare după răcire. După atingerea temperaturii critice A₁ (aproximativ 727 °C), are loc o transformare fundamentală: perlitul se transformă în austenită. Procesul de încălzire ulterior depinde de faptul dacă oțelul este hipoeutectoid, eutectoid sau hipereutectoid. În oțelurile hipoeutectoide, după formarea austenitei din perlită, pe măsură ce încălzirea continuă, ferita rămasă se transformă și ea în austenită, iar procesul se încheie la temperatura Ac₃. În oțelurile hipereutectoide, după transformarea perlitei în austenită, cementita secundară se dizolvă în austenită, iar procesul continuă până la temperatura Ac_cm. În ambele cazuri, scopul este de a obține o austenită cât mai omogenă posibil.
Transformarea perlitei în austenită are o structură distinctă a procesului „intern”. Ea începe cu formarea nucleelor de austenită la granițele feritei și cementitei, iar apoi nucleele cresc, umplând granulele de perlită. În același timp, cementita se dizolvă în austenită. Este important de menționat că transformarea alotropică a fierului are loc mai repede decât dizolvarea completă a carburilor, astfel încât, la un moment dat, putem avea austenită care încă conține reziduuri de carbură și care este, de asemenea, eterogenă din punct de vedere chimic. Abia cu timpul are loc omogenizarea prin difuzia carbonului. Ca urmare, materialul se distinge între etape: formarea austenitei eterogene, dizolvarea reziduurilor de carbură și abia apoi omogenizarea completă.
Viteza de încălzire are, de asemenea, o importanță deosebită. În condiții de încălzire foarte lentă, transformarea începe la aproximativ 727 °C, dar cu o încălzire mai rapidă, aceasta se deplasează către temperaturi mai ridicate. Acest lucru înseamnă că, în termeni practici, nu este suficient să se cunoască temperaturile critice „din manual” – trebuie să se țină seama de faptul că intervalul real de transformare depinde de cinetică și de microstructura inițială. Viteza de austenitizare este influențată și de dispersia perlitei și de forma cementitei, precum și de compoziția chimică a oțelului, inclusiv de aditivii de aliere.
Dimensiunea granulelor în oțel
În cazul oțelului, se face distincție între granulația primară (după solidificare) și granulația secundară, adică granulația efectivă – ultima granulație austenitică formată ca urmare a tratamentului termic și plastic. Această granulație efectivă este crucială pentru proprietăți, în special pentru rezistența la impact. Un material cu o structură cu granulație grosieră după răcire tinde să fie fragil și să aibă o rezistență redusă la impact, motiv pentru care tehnologia vizează obținerea granulației fine austenitei și apoi „transferul” acestei granulații fine în structură după răcire.
Este important de menționat mecanismul modificărilor granulației în timpul încălzirii. Transformarea perlitei în austenită favorizează fragmentarea, dar recoacerea ulterioară la temperaturi ridicate determină creșterea granulației austenitei, deoarece metalul tinde să reducă energia granulației. Cu cât temperatura de încălzire este mai ridicată și timpul de recoacere mai lung, cu atât creșterea granulelor este mai mare. Acest lucru explică de ce „prea fierbinte și prea mult timp” poate fi distructiv: chiar dacă obținem austenită completă, aceasta poate deveni cu granulație grosieră, ceea ce afectează rezistența la fractură.
În acest context, apare conceptul de supraîncălzire, adică tendința granulelor de austenită de a crește sub influența temperaturii și a timpului. În practică, oțelurile cu granulație fină și grosieră nu sunt denumite în funcție de „tipul de granulație pe care îl au”, ci în funcție de „ușurința cu care granulația crește în timpul austenizării”. Oțelul cu granulație fină nominală poate avea o granulație grosieră dacă a fost supraîncălzit; invers, oțelul cu o tendință mai mare de creștere poate produce o granulație fină la temperatura potrivită. Acest lucru este important deoarece ne învață să fim precauți: denumirea oțelului nu vă scutește de controlul temperaturii și al timpului.
Materialul indică, de asemenea, rolul aditivilor precum aluminiul, care poate inhiba creșterea granulelor prin formarea de oxizi sau nitruri. Din punct de vedere tehnologic, acest lucru se traduce printr-o toleranță mai mare a procesului: oțelurile mai puțin predispuse la supraîncălzire au o gamă mai largă de temperaturi de călire sigure și un risc mai mic de deteriorare a rezistenței la impact din cauza supraîncălzirii accidentale.
Cinetica transformării austenitei
După austenitizare, întrebarea cheie este: ce se întâmplă cu austenita în timpul răcirii? Sub 727 °C, austenita devine o fază instabilă și tinde să se transforme în structuri cu energie liberă mai mică, cum ar fi perlita. Cu toate acestea, cursul transformării depinde de doi factori opuși. Pe de o parte, o supra-răcire mai mare crește „impulsul” termodinamic al transformării, în timp ce, pe de altă parte, scăderea temperaturii încetinește difuzia, fără de care transformările perlitice nu pot avea loc în mod eficient. Ca urmare, viteza de transformare crește până la un anumit maxim (aproximativ 550 °C) și apoi scade odată cu scăderea în continuare a temperaturii, până la un interval în care difuzia este practic „înghețată” și au loc transformări nedifuzive.
Pentru a descrie acest lucru în mod cantitativ și clar, se utilizează diagrame de transformare a austenitei. În condiții izoterme, când austenita se răcește rapid la o temperatură constantă și rămâne acolo, se observă o perioadă caracteristică în care nu se întâmplă nimic – aceasta este perioada de incubație (stabilitatea austenitei). Abia după această perioadă începe transformarea și se desfășoară până la finalizare. Dacă efectuăm astfel de experimente pentru diferite temperaturi și reprezentăm grafic momentele de început și de sfârșit ale transformării, obținem un diagramă CTPi (transformare izotermică în funcție de timp și temperatură) cu curbe în formă de C. Distanța dintre curbele de început și de sfârșit indică rata de transformare într-un interval de temperatură dat.
Graficele izoterme ne permit să distingem trei intervale principale: la temperaturi apropiate de A₁, are loc o transformare perlitică cu stabilitate ridicată a austenitei; în intervalul de temperatură mediu (aproximativ 550–200 °C), apare bainita; iar sub linia Ms, curbele de difuzie dispar, deoarece începe o transformare martensitică cu un mecanism diferit. Această imagine este fundamentală deoarece arată că „austenita” nu este o singură cale de transformare – este un punct de plecare de la care se pot obține structuri diferite în funcție de calea de răcire.
Transformare perlitică
Transformarea perlitică este un proces de difuzie. De obicei, începe cu apariția nucleelor de cementită la marginile granulelor de austenită, după care, datorită difuziei carbonului, cementita crește sub formă de plăci, iar austenita sărăcită în carbon se transformă în ferită. Repetarea acestui mecanism duce la formarea de benzi alternante de ferită și cementită, adică o structură perlitică. De obicei, se formează mai multe colonii perlitice într-un singur granule de austenită, iar geometria și finețea lor depind de temperatura de transformare.
O consecință cheie a cineticii este că, pe măsură ce subrăcirea crește, numărul de nuclee și rata de cristalizare a produselor de transformare cresc, dar, în același timp, posibilitatea difuziei pe distanțe lungi scade. Ca rezultat, se formează perlită cu o distanță între plăci din ce în ce mai mică – de la perlită cu granulație grosieră la temperaturi apropiate de A₁ până la perlită foarte fină la temperaturi de transformare mai scăzute. Această schimbare a microstructurii are un impact direct asupra proprietăților: cu cât perlita este mai fină, cu atât duritatea și rezistența sunt mai mari, dar de obicei în detrimentul plasticității. Materialul indică faptul că perlita formată la aproximativ 700 °C poate avea o duritate de ~220 HB, în timp ce la aproximativ 500 °C se formează perlită foarte fină, cu o duritate semnificativ mai mare.
Pentru oțelurile hipoeutectoide și hipereutectoide, este important ca, în anumite condiții, ferita (hipoeutectoidă) sau cementita secundară (hipereutectoidă) să poată fi secretată înainte de transformarea perlitică. Cu toate acestea, pe măsură ce subrăcirea crește, această etapă poate dispărea, iar transformarea poate continua mai „direct”, ceea ce este asociat cu lărgirea observată a intervalelor în care se formează structuri perlitice fără o rețea distinctă de ferită sau cementită.
Transformare martensitică
Sub temperatura Ms, transformarea austenitei are loc într-un mod complet diferit, deoarece difuzia carbonului este practic inhibată. În acest caz, nu se formează produse care necesită separarea carbonului în ferită și cementită, ci are loc o restructurare nedifuzivă a rețelei cristaline a fierului. Austenita se transformă în martensită fără a modifica conținutul mediu de carbon din soluția solidă, ceea ce înseamnă că martensita este o soluție suprasaturată de carbon în fier α. Această suprasaturare deformează rețeaua într-o formă tetragonală, iar această deformare este responsabilă pentru duritatea foarte mare a martensitei, dar și pentru fragilitatea acesteia.
O consecință importantă, adesea trecută cu vederea, a transformării martensitice este schimbarea de volum. Dintre produsele transformării austenitei, martensita are cel mai mare volum specific. În practică, acest lucru înseamnă că întărirea implică riscul apariției unor tensiuni semnificative, deformări și chiar fisuri, în special în componentele cu geometrii complexe. Materialul se referă la observații dilatometrice, care arată schimbări de volum caracteristice asociate transformărilor în timpul încălzirii și răcirii.
Martensita se formează fără o perioadă de incubație: odată ce Ms este depășită, transformarea începe imediat, iar creșterea cantității de martensită are loc prin formarea de noi plăci (ace) și nu prin creșterea celor existente. De asemenea, este foarte important faptul că transformarea se încheie la temperatura Mf, dar, în ciuda acestui fapt, o parte din austenită poate rămâne netransformată sub formă de austenită remanentă. Cantitatea acesteia depinde în mare măsură de conținutul de carbon – la conținuturi mai mari de carbon, proporția de austenită remanentă crește după întărire, ceea ce afectează duritatea și stabilitatea dimensională.
Transformare bainitică
În intervalul de temperatură intermediar (pentru oțelurile carbonice, aproximativ între 550 °C și 200 °C), are loc o transformare bainitică, care combină caracteristicile transformărilor difuzive și nedifuzive. La aceste temperaturi, difuzia carbonului în austenită este deja foarte scăzută, dar nu zero. Plăcile de ferită saturate cu carbon se formează din austenită și apoi, deoarece difuzia carbonului în ferită este mai mare decât în austenită, carburile (cementita) sunt eliberate din ferita saturată. Ca rezultat, bainita este un amestec de ferită și carburi, fragmentarea acestora crescând pe măsură ce temperatura de transformare scade.
Se face distincție între bainitul superior (format la temperaturi mai ridicate în acest interval) și bainitul inferior (la temperaturi mai scăzute), care diferă în ceea ce privește morfologia și duritatea. Materialul furnizează valori aproximative care indică faptul că bainitul superior poate avea o duritate de aproximativ 45 HRC, iar bainitul inferior de aproximativ 55 HRC, ceea ce arată „poziția” sa între perlita și martensita tipice. În plus, se indică faptul că, în oțelurile carbonice, intervalele perlitice și bainitice se pot suprapune parțial, ducând la structuri mixte.
Transformarea austenitei în timpul răcirii continue
Deși diagramele izoterme sunt foarte informative, majoritatea proceselor tehnologice reale au loc în condiții de răcire continuă, mai degrabă decât în condiții de răcire izotermă. Prin urmare, se construiesc diagrame CTPc (timp-temperatură-transformare pentru răcire continuă), care iau în considerare faptul că temperatura scade în timp și materialul „traversează” diferite intervale de transformare. Astfel de diagrame sunt deosebit de utile, deoarece permit compararea directă a curbelor de răcire cu liniile de transformare și prezic ce structură se va forma într-un proces specific.
La o răcire foarte lentă, transformările sunt similare cu transformările de echilibru: în oțelurile hipoeutectoide, ferita este mai întâi secretată (din Ar₃), iar apoi are loc o transformare perlitică în Ar₁. Pe măsură ce viteza de răcire crește, temperaturile de transformare scad, iar unele etape pot dispărea, de exemplu, precipitarea timpurie a feritei înainte de perlită poate dispărea treptat, ducând la o structură perlitică mai omogenă. O creștere suplimentară a vitezei de răcire deplasează sistemul către bainită, iar la viteze și mai mari apar structuri bainit-martensit, până când, în cele din urmă, la o viteză suficient de mare, este posibil să se obțină aproape exclusiv martensit.
Aici intervine conceptul de viteză critică de răcire – viteza minimă la care se obține o structură martensitică omogenă (desigur, cu o anumită cantitate reziduală de austenită). Acest concept este practic: ne spune dacă o anumită componentă poate fi întărită „în întregime” într-un anumit mediu de răcire și cu dimensiuni date. Diagramele CTPc, în special atunci când includ curbe de răcire și valori corespunzătoare de duritate, ne permit să citim direct ce proporție de faze (de exemplu, ferită, bainită, martensită) vom obține pentru un proces specific de răcire.
Temperare
Martensita este o fază instabilă, iar oțelul călit, deși foarte dur, poate fi prea fragil și plin de tensiuni interne. Prin urmare, temperarea este un proces care utilizează încălzirea controlată a oțelului călit la temperaturi mai ridicate pentru a iniția modificări în martensită. Punctul cheie este că temperarea nu este un fenomen unic, ci o secvență de etape dependente de temperatură. Materialul distinge patru etape principale, care diferă în ceea ce privește carburații secretați, modul în care se modifică conținutul de carbon din martensită și momentul în care au loc transformările austenitei reziduale.
La temperaturi scăzute de temperare (în jur de 80–200 °C), are loc prima etapă, care implică precipitarea carburii ε. Acest lucru poate chiar crește temporar duritatea oțelurilor cu conținut ridicat de carbon, ceea ce reprezintă o observație importantă și contraintuitivă: temperarea nu înseamnă întotdeauna înmuierea încă din primul minut. Apoi, în intervalul de aproximativ 200–300 °C, are loc o precipitare suplimentară a carburii ε și transformarea prin difuzie a austenitei reziduale într-o structură bainitică. În intervalul de aproximativ 300–400 °C, carbură ε se transformă în cementită și se ajunge la o stare mai apropiată de echilibru; se formează apoi martensită temperată. La temperaturi mai ridicate (aproximativ 400–650 °C), cementita se coagulează, tensiunile sunt eliminate și se formează o structură numită sorbită, oferind un compromis mai favorabil al proprietăților.
Din punct de vedere tehnologic, scopul temperării este ca, odată cu scăderea durității, plasticitatea și rezistența la impact să crească. Materialul subliniază că proprietățile mecanice optime sunt adesea obținute atunci când temperarea se face în intervalul de aproximativ 600-650 °C, iar peste această temperatură, creșterea plasticității nu mai este atât de pronunțată. În plus, este important să se facă distincția între structurile cu duritate similară, dar cu morfologie diferită a cementitei: perlita fină și structura după temperarea martensitei pot părea similare și pot avea duritate similară, dar diferă în ceea ce privește forma carburilor și, prin urmare, în anumite proprietăți, de exemplu, rezistența la curgere sau gâtuirea.
Efectul tratamentului termic asupra proprietăților oțelului
Întărirea duce la formarea martensitei și, astfel, la o duritate ridicată, a cărei creștere este legată de creșterea conținutului de carbon. Materialul indică faptul că, până la un anumit nivel al conținutului de carbon (aproximativ 0,7%), creșterea durității martensitei este deosebit de puternică, iar apoi creșterile sunt mai mici. În același timp, în oțelurile hipereutectoide călite la temperaturi foarte ridicate, poate apărea o proporție mai mare de austenită reziduală, care poate modifica duritatea și comportamentul observat al oțelului.
Temperarea schimbă această imagine: temperaturile scăzute pot produce efecte minore de întărire în oțelurile cu conținut ridicat de carbon, dar, în general, o creștere a temperaturii de temperare duce la o scădere a durității și rezistenței și la o creștere a plasticității și rezistenței la impact. Este important de menționat că nu este vorba de un „efect magic al temperaturii”, ci de transformări foarte specifice: precipitarea carburilor din martensită, scăderea structurii tetragonale, transformarea carburilor în cementită și coagularea acestora. Microstructura – mai precis, forma și distribuția carburaților și starea soluției solide – este responsabilă pentru proprietățile observate.
O comparație între structurile perlitice și structurile obținute prin temperarea martensitei este deosebit de instructivă. Deși pot avea o duritate similară și un aspect „general” similar, cementita din perlită are o formă striată, în timp ce în structurile după temperarea martensitei, are mai des o formă mai granulară (globulară). Materialul subliniază că, la aceeași duritate, rezistența la tracțiune și alungirea pot fi similare, dar limita de curgere și reducerea suprafeței sunt uneori mai favorabile pentru structurile după temperare. Acest lucru explică de ce tratamentul termic (călire + temperare) este atât de popular: oferă un set de proprietăți dificil de obținut prin răcirea numai la perlit.
Noțiuni de bază privind tratamentul termic al oțelului și fontei – rezumat
Baza teoretică a tratamentului termic al oțelului se reduce la înțelegerea faptului că procesul este controlat de transformarea austenitei. Sistemul de echilibru Fe–Fe₃C indică fazele critice și zonele de temperatură, iar cinetica ne arată ce transformări vor avea loc la o anumită viteză de răcire. Diagramele CTPi și CTPc arată unde austenita este stabilă, unde se descompune în perlită sau bainită și unde se transformă în martensită fără difuzie. Pe de altă parte, temperarea organizează starea de întărire: elimină tensiunile și modifică forma carburilor, conducând la proprietățile funcționale necesare în practică.
În acest sens, tratamentul termic nu este un set de „rețete”, ci o consecință logică a relației: temperatură + timp + viteză de răcire → microstructură → proprietăți. Cu cât înțelegem mai bine această relație, cu atât putem selecta cu mai multă încredere parametrii tehnologici, minimiza riscul de defecte și modela în mod conștient materialul pentru a îndeplini cerințele de proiectare.