De ce se rupe metalul? O introducere în analiza defectelor

O fisură într-o componentă metalică nu este aproape niciodată doar un semn de deteriorare. Pentru un inginer, aceasta reprezintă o urmă a istoricului sarcinilor, geometriei, materialului, tehnologiei de fabricație și condițiilor de funcționare. Același arbore se poate fisura fie pentru că a fost suprasolicitat o singură dată, fie pentru că o fisură de oboseală se forma în el de luni de zile, fie pentru că, la temperaturi scăzute și sub solicitări intense, materialul a intrat într-o stare de rupere fragilă. Dacă această istorie nu este reconstituită, este ușor să se confunde efectul cu cauza. Tocmai de aceea analiza defectelor nu implică corelarea primei intuiții cu piesa deteriorată, ci mai degrabă reconstituirea evoluției defectului.
Această abordare este importantă în practică, deoarece calitatea diagnosticului determină dacă următoarea versiune a componentei va fi într-adevăr mai bună. Dacă cineva vede o fisură și concluzionează imediat că materialul a fost prea slab, ar putea crește inutil duritatea, sporind astfel și mai mult susceptibilitatea la fractură fragilă. Dacă, pe de altă parte, vede o suprafață de fractură lucioasă și concluzionează că aceasta s-a datorat doar suprasolicitării, ar putea trece cu vederea faptul că marea majoritate a duratei de viață a componentei a fost consacrată propagării unei fisuri de oboseală provenite dintr-o crestătură, o zgârietură de prelucrare sau un defect de fabricație. Prin urmare, în analiza defectelor, cel mai important lucru nu este să etichetăm rapid fenomenul, ci să înțelegem unde a apărut fisura, cum s-a propagat și de ce condițiile de funcționare i-au permis să ajungă în stadiul final.
Acest articol se bazează pe lucrarea lui Donald J. Wulpi, Understanding How Components Fail, în special pe capitolele referitoare la tehnicile de analiză a defectelor, întrebările puse în timpul examinării fracturilor și pe fracturile fragile, ductile și de oboseală, precum și pe fundamentele mecanicii fracturilor. Conținutul de mai jos este doar o prezentare generală a subiectului. Pentru cei interesați de subiect, recomandăm consultarea literaturii de specialitate.
Analiza defectelor începe cu disciplina, nu cu o ipoteză
În practica clasică din atelier, există adesea tentația de a spune după o primă privire: „s-a rupt din cauza oboselii” sau „s-a fisurat pentru că era fragil”. Wulpi adoptă abordarea opusă. Cel mai important prim pas în analiză este, în esență, să nu se facă nimic în sensul unor acțiuni ireversibile, ci mai degrabă să se studieze urmele, să se examineze detaliile, să se pună întrebări detaliate despre piesă, mașină și circumstanțele defectării și să se țină note precise. Acest lucru poate părea minor, dar are sens din punct de vedere ingineresc. Orice tăiere, șlefuire sau găurire efectuată prea devreme poate distruge o urmă care ar fi ulterior crucială pentru identificarea sursei fracturii.
O abordare metodică urmează o secvență logică. Mai întâi, se colectează datele de fond și se selectează probele; apoi se efectuează o inspecție vizuală preliminară și se întocmește documentația, urmate de teste nedistructive, teste mecanice, analize macroscopice și microscopice, pregătirea secțiunilor metalografice, examinarea metalografică, identificarea mecanismului de defectare, analiza chimică și, în cazuri mai dificile, și analiza folosind mecanica fracturilor și teste în condiții care simulează funcționarea reală. Abia la final toate dovezile sunt compilate într-o ipoteză coerentă a secvenței de defectare și traduse în concluzii și recomandări. Această secvență previne o situație în care rezultatul unui singur test este interpretat fără contextul celorlalte.
Trei reguli guvernează întreaga analiză. În primul rând, trebuie localizat punctul de inițiere a fisurii. În al doilea rând, nu trebuie să asamblăm neglijent jumătățile de fractură, deoarece suprafețele de fractură sunt delicate și pot fi ușor deteriorate chiar și prin atingere, coroziune sau transport neglijent. În al treilea rând, testarea distructivă se efectuează numai după ce tot ce se poate determina a fost extras din piesă în starea sa inițială. În practică, acest lucru se reduce la o regulă simplă: mai întâi documentarea și inspecția vizuală, apoi intervenția. Acest lucru este deosebit de important în cazul fracturilor de oboseală, unde urmele subtile ale direcției de propagare și ale punctului de inițiere sunt adesea mai valoroase decât rezultatul ulterior al unui singur test de duritate.
Această disciplină are un alt scop. Analiza defectelor nu examinează doar materialul în sine. Ea examinează tensiunile, rezistența, geometria și mediul în care s-a aflat proba. Wulpi subliniază că o piesă metalică nu se rupe pur și simplu în punctul cel mai slab, așa cum se înțelege naiv. Ea se va fractura acolo unde tensiunea locală depășește pentru prima dată rezistența locală a materialului. De aceea nu este suficient să ne întrebăm dacă oțelul era de bună calitate. Trebuie luate în considerare și caracteristicile geometrice, sarcinile, tensiunile reziduale, temperatura, starea suprafeței și istoricul de funcționare.
Cum reconstruiește un inginer istoricul unei fracturi
Cel mai important martor este însăși suprafața de fractură. Aceasta dezvăluie modul de rupere, sursa fracturii, direcția fisurii și dacă fractura s-a dezvoltat dintr-o dată sau în etape. Wulpi avertizează clar împotriva concluziilor pripite bazate pe un singur fragment. Întreaga secțiune trebuie examinată, deoarece numai prin compararea tuturor zonelor fracturii se poate distinge zona de inițiere, zona de creștere a fisurii și zona de rupere finală. De aceea sunt atât de utile măririle mici, de zeci sau câteva zeci de ori. În multe cazuri, informațiile cele mai importante nu se găsesc la mărirea mare a SEM, ci în imaginea de ansamblu a fracturii.
Al doilea pas este să ne întrebăm dacă locația fracturii este normală. Autorul oferă o regulă simplă, dar foarte utilă: fiecare piesă are locații tipice de defectare așteptată. Pentru componentele metalice, acestea sunt adesea concentratoare geometrice de tensiune, cum ar fi prima spire filetată a unui șurub, raza de tranziție a unui arbore, rădăcina unui dinte sau zona din jurul unui orificiu. Dacă piesa s-a fracturat exact acolo, analiza urmează relația tensiune–rezistență. Dacă s-a fracturat într-o locație atipică, trebuie să se caute slăbiri suplimentare: un defect local al materialului, deteriorarea suprafeței, supraîncălzirea, coroziunea, o eroare de asamblare sau o sarcină pe care modelul de funcționare nu a luat-o în calcul anterior.
Al treilea pas implică punerea întrebărilor potrivite despre condițiile de funcționare. Wulpi le clasifică în linii mari: în ceea ce privește fractura în sine, suprafața piesei, geometria și proiectarea, procesul de fabricație, proprietățile materialului, relația dintre tensiunile reziduale și cele de lucru, influența pieselor adiacente, asamblarea, funcționarea și mediul. În practică, aceasta este o foaie de parcurs foarte bună pentru investigație. Când un arbore se rupe, nu este suficient să verificați oțelul și duritatea. Trebuie să vă întrebați și despre aliniere incorectă, joc, urme de contact, suprasolicitări, lubrifiere, tratament termic, urme de rectificare, temperatură și coroziune. Foarte des, cauza principală nu se află în fractură în sine, ci în ceea ce a dus la o creștere locală a tensiunii sau la o scădere a rezistenței materialului.
Această abordare clarifică, de asemenea, gândirea cu privire la defecțiunile complexe. Dacă într-un sistem există mai multe componente fisurate, acest lucru nu înseamnă neapărat că toate au cedat independent. Wulpi subliniază că piesa deteriorată poate fi pur și simplu o victimă a unei defecțiuni primare în altă parte a sistemului. O conexiune cu șurub slăbită poate duce la supraîncărcarea unei piese adiacente. O blocare poate modifica sarcina pe un arbore. O fractură secundară poate fi ușor confundată cu cea primară dacă se analizează doar numărul de componente deteriorate, în loc de cronologie. Tocmai de aceea teza acestui articol este atât de practică: pentru a înțelege o defecțiune, trebuie să se reconstituie istoricul fracturii, nu doar să se examineze rezultatul final.
Mai jos se află un videoclip în limba engleză intitulat Rolul fractografiei în analiza defectelor 1_2, care explică rolul fractografiei în analiza defectelor, modul de interpretare a suprafețelor de fractură și modul de distingere între mecanismele de fractură.
Fractura fragilă
Fractura fragilă este periculoasă pentru practicieni, deoarece poate apărea ca o defecțiune fără avertisment. Caracteristica cheie este simplă: nu există o deformare plastică macroscopică clară în zona fracturii fragile. Componenta nu dă multe semne de avertizare sub forma unui gât, a unei îndoiri semnificative sau a unei deformări plastice locale. Din perspectiva utilizatorului, piesa adesea pur și simplu se rupe brusc. De aceea, defectarea fragilă este atât de perfidă în structurile portante și în componentele supuse unor solicitări mari.
Din punct de vedere macroscopic, o fractură fragilă are adesea un aspect strălucitor, lucios și mai „cristalin” decât o fractură ductilă, dar geometria urmelor este mai importantă decât luciul. Multe fracturi fragile sunt caracterizate de urme în formă de chevron, adică urme în formă de șiret sau de săgeată care indică înapoi, spre punctul de inițiere. Acesta este un instrument de interpretare extrem de util. Dacă un astfel de model este vizibil pe suprafața de fractură a unui arbore sau a unei plăci, se poate determina nu numai direcția de propagare a fisurii, ci și se poate restrânge zona în care ar trebui să înceapă căutarea unei crestături, a unui defect de sudură, a unei fisuri preexistente sau a unei deteriorări cauzate de coroziune. În cazul unei fracturi fragile, planul de fractură se află de obicei perpendicular pe tensiunea principală de tracțiune din acea locație.
Cea mai importantă capcană interpretativă este că fractura fragilă nu este exclusivă materialelor care sunt inerent fragile. Wulpi subliniază cu tărie că chiar și oțelurile considerate de obicei ductile se pot fractura într-un mod complet fragil în anumite condiții. Acest lucru este facilitat de o combinație de factori, inclusiv concentrarea tensiunilor, tensiuni de tracțiune ridicate sau tensiuni reziduale nefavorabile, temperatură relativ scăzută și un material susceptibil. În practică, aceasta înseamnă că afirmația „era oțel structural obișnuit” nu rezolvă problema. Dacă componenta avea o crestătură ascuțită, o stare de tensiune nefavorabilă și a fost supusă prelucrării la rece, ductilitatea menționată în catalog s-ar putea să nu se traducă într-o fractură ductilă în piesa reală.
Consecințele asupra proiectării sunt clare. Dacă un inginer îmbunătățește rezistența prin creșterea durității, lăsând în același timp raze ascuțite, introduce tensiuni reziduale după prelucrare și nu reușește să controleze temperatura de funcționare, acesta poate determina sistemul să se îndrepte spre o rupere fragilă. În astfel de cazuri, un material mai rezistent nu este întotdeauna soluția. Raze de tranziție mai mari, o finisare mai bună a suprafeței, reducerea defectelor de sudură, controlul tensiunilor reziduale și selectarea oțelului cu o rezistență mai bună la ruperea fragilă în condiții date se dovedesc adesea mai eficiente.

Ruperea ductilă
Fractura ductilă urmează o logică complet diferită. Ea rezultă din aplicarea unei forțe prea mari asupra unui metal capabil de deformare plastică înainte de rupere. Prin urmare, primul semn aici nu este de obicei fractura în sine, ci o schimbare anterioară a formei. În timpul testării la tracțiune, apar îngustarea, alungirea locală și deformarea plastică distinctă. În comparație cu fractura fragilă, acest tip de defect apare rar brusc, deoarece proba însăși indică în prealabil că a depășit intervalul de funcționare sigur.
La nivel macroscopic, o fractură ductilă este de obicei mată și fibroasă. Un exemplu clasic este fractura de tip cup-and-cone, observată la probele de tracțiune. Mai întâi, se formează microvacuole în centrul secțiunii transversale îngustate, apoi fractura se propagă spre suprafață și, în final, își schimbă direcția spre planurile de forfecare la un unghi de aproximativ 45 de grade, formând așa-numita buza de forfecare. Acest lucru este important în practică deoarece zona finală de fractură în cazul fracturii ductile indică stadiul final al ruperii și dezvăluie adesea în mod clar starea locală a tensiunilor.
La nivel microscopic, mecanismul ruperii ductile implică coalescența microvidurilor, mai degrabă decât separarea bruscă a cristalelor, așa cum se întâmplă în cazul unei fracturi fragile clasice. Acest lucru duce la o implicație interpretativă importantă: fractura ductilă este asociată mai strâns cu predominanța forței de forfecare și a fluxului plastic al materialului. Din punct de vedere practic, o astfel de fractură indică adesea faptul că componenta nu era atât de defectă, cât se afla pur și simplu într-o stare de suprasolicitare sau avea o marjă de rezistență insuficientă pentru condițiile reale de încărcare. Acest lucru poate rezulta dintr-o singură suprasolicitare, o asamblare incorectă, o secțiune transversală necorespunzătoare sau pierderea de material din cauza uzurii sau coroziunii.
Și aici se ascunde o capcană. O deformare vizibilă mare nu dovedește încă că întreaga defecțiune a fost ductilă de la început până la sfârșit. Wulpi observă că multe defecțiuni reale sunt mixte. Unele pot începe ca oboseală sau fragilitate, iar doar zona finală de rupere rapidă este ductilă. În practică, aceasta înseamnă că nu trebuie să clasificăm întreaga defecțiune bazându-ne exclusiv pe zona finală. Trebuie să distingem mecanismul de inițiere și propagare a fisurii de mecanismul de rupere finală a secțiunii transversale rămase.
Fisurarea prin oboseală
Din perspectiva funcționării mașinii, fisurarea prin oboseală este cea mai insidioasă, deoarece se poate dezvolta în timpul funcționării normale, fără nicio suprasolicitare spectaculoasă. Wulpi o definește ca un fenomen care duce la fractură sub acțiunea unor solicitări repetitive sau variabile, a căror valoare maximă poate fi mai mică decât rezistența la tracțiune a materialului. Tocmai acest lucru face ca oboseala să fie atât de perfidă. Utilizatorul nu observă niciun eveniment nedorit. Piesa continuă să funcționeze, în timp ce se acumulează modificări structurale minore până la formarea unei microfisuri.
Logica oboselii se împarte cel mai bine în trei etape. În etapa de inițiere, solicitările de forfecare repetitive provoacă modificări ireversibile în structura cristalină și duc la formarea unei fisuri foarte mici. În etapa de propagare, direcția fisurii se schimbă, iar fisura crește în esență perpendicular pe componenta de tracțiune. În a treia etapă, secțiunea transversală rămasă devine atât de mică încât ruperea finală are loc sub una dintre sarcinile ulterioare. Această rupere finală nu mai este indusă de oboseală în sens strict. Ea poate fi fragilă, ductilă sau mixtă. Acest lucru este foarte important pentru un analist, deoarece cea mai mare parte a duratei de viață a unei componente se petrece de obicei în zonele de inițiere și creștere, nu în momentul ruperii finale.
La nivel macroscopic, o fractură de oboseală prezintă adesea o deformare redusă. Acest lucru este firesc, deoarece inițierea nu necesită o tensiune ridicată care să depășească limita de curgere a întregii secțiuni transversale. Un bun contraexemplu este o agrafă de birou sau un umeraș de sârmă, care se pot rupe după câteva îndoiri puternice. Și aceasta este oboseală, doar cu ciclu redus și cu deformare distinctă. În piesele tipice de mașini, absența unei deformări plastice semnificative și prezența urmelor de propagare a fisurii la suprafața de rupere sunt mai caracteristice.
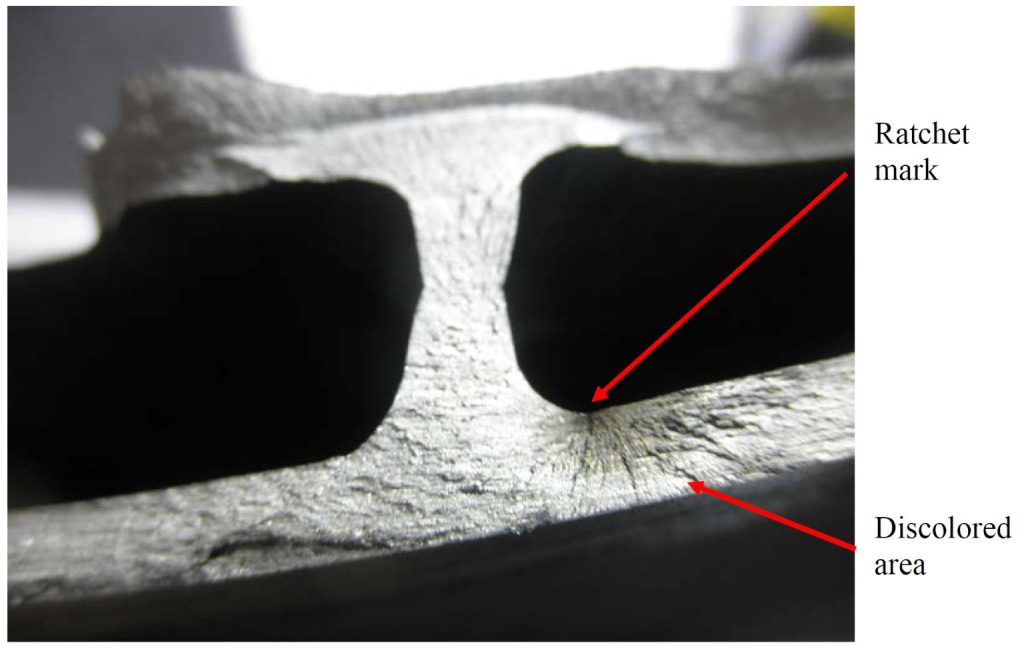
Cele mai importante caracteristici macroscopice includ beachmarks și ratchet marks. Beachmarks sunt benzi macroscopice care arată pozițiile succesive ale frontului de fractură, ceva asemănător cu incrementele mari de creștere a fisurii. Ratchet marks, pe de altă parte, sunt foarte utile pentru identificarea punctelor multiple de inițiere, deoarece se formează între fisuri adiacente care cresc din mai multe surse și, de obicei, se desfășoară mai mult sau mai puțin perpendicular pe suprafața de la care a pornit oboseala. În cazul rolelor, acestea au un caracter radial. Datorită acestora, se poate nu numai găsi sursa, ci și determina dacă problema a început într-un singur punct sau de-a lungul întregii circumferințe, de exemplu, din cauza mai multor crestături sau urme de prelucrare.
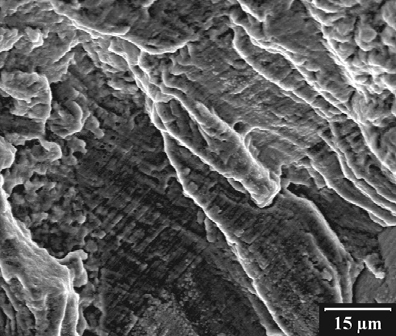
La nivel microscopic, cele mai caracteristice trăsături sunt striațiile, adică linii foarte fine care marchează pozițiile succesive ale vârfului fisurii. Wulpi subliniază însă un aspect important pentru aplicația practică: absența striațiilor nu exclude diagnosticul de oboseală. În cazul materialelor foarte dure sau în anumite condiții, este posibil ca suprafața să nu le prezinte în mod clar. Aceasta este o avertizare valoroasă împotriva încrederii excesive într-un singur semn din manual. Analiza defectelor funcționează bine atunci când combină perspectivele macro și micro, geometria piesei și condițiile de funcționare, mai degrabă decât atunci când caută un singur simbol al fracturii.
Când fractografia singură nu este suficientă
În cazuri mai simple, o bună reconstituire a sursei, a direcției de creștere și a condițiilor de funcționare este suficientă. În cazuri mai complexe, intră în joc mecanica fracturării. Wulpi propune aici un model conceptual foarte util: rezistența unei structuri la fracturare depinde de trei factori interrelaționați – și anume, solicitarea aplicată, lungimea fisurii și rezistența materialului la propagarea fisurii, sau tenacitatea. Acest lucru ne organizează gândirea mai bine decât simpla întrebare dacă materialul era suficient de rezistent. Un material poate fi rezistent din punct de vedere al limitei de curgere și totuși să fie periculos dacă există deja o fisură de lungime semnificativă.
Tocmai aceasta este contribuția mecanicii fracturilor, deoarece nu ia în considerare doar tensiunea nominală într-o secțiune transversală nedeteriorată, ci ține cont de prezența unei fisuri ca concentrator local de tensiune. Într-un cadru liniar-elastic, se presupune că fisurile și discontinuitățile sunt inerent prezente, iar analiza se concentrează pe momentul în care un astfel de defect devine critic. Pentru un analist de defecte, acest lucru ridică întrebări practice: care era lungimea fisurii când a intrat în intervalul de propagare instabilă, putea piesa să funcționeze în continuare în siguranță și ce nivel de inspecție NDT sau de întreținere necesită un anumit tip de structură?
Mecanica ruperii nu înlocuiește analiza clasică a defectelor; mai degrabă, o completează. Fractografia ne spune unde și cum s-a produs fractura. Metalografia și testarea materialelor ne spun cu ce aveam de-a face. Mecanica fracturilor ne permite să evaluăm dacă dimensiunea fisurii și starea de solicitare erau deja critice. Acesta este de obicei momentul în care analiza defectelor trece de la descrierea defectului la un nivel la care putem prezice când o defecțiune similară va deveni inevitabilă.
De ce se rupe metalul? O introducere în analiza defectelor – Rezumat
Metalul nu se fisurează de la sine. Se fisurează atunci când, într-un anumit loc, o combinație specifică de istoric al solicitărilor, geometrie, material, proces de fabricație și mediu duce la depășirea rezistenței locale la rupere. Prin urmare, analiza defectelor nu înseamnă a ghici mecanismul pe baza primelor impresii, ci mai degrabă reconstruirea metodică a traiectoriei fisurii. Mai întâi, trebuie asigurate probele, examinată fisura și identificată sursa. Apoi, probele trebuie corelate cu întrebări privind proiectarea, fabricarea și condițiile de funcționare. Abia atunci se pot distinge în mod semnificativ cele trei căi de bază ale interpretării. Fractura fragilă produce o deformare redusă și progresează rapid, implicând adesea crestături, încărcare la tracțiune și temperaturi scăzute. Fractura ductilă prezintă o deformare plastică prealabilă și indică de obicei o suprasolicitare sau o marjă de siguranță insuficientă. Fractura de oboseală se dezvoltă în etape, adesea în timpul funcționării normale, iar esența sa constă în faptul că marea majoritate a duratei de viață a componentei este dedicată inițierii și creșterii fisurii înainte de producerea defectării finale. În cazuri mai complexe, această imagine este completată de mecanica ruperii, care reduce problema la relația dintre tensiune, lungimea fisurii și rezistența materialului la propagarea fisurii. Tocmai acest mod de gândire ne permite nu numai să descriem faptul că o componentă s-a rupt, ci și să înțelegem de ce s-a rupt și ce trebuie schimbat pentru ca următoarea să nu se rupă în același mod.