Gesinterde producten

Poedermetallurgie is een methode voor het produceren van machineonderdelen en gereedschappen door metaalpoeders in vaste toestand te sinteren. De resulterende componenten worden gesinterde producten genoemd. Hoewel de vervaardiging van bepaalde artikelen uit poeders (met name sieraden gemaakt van fijne, gesinterde goudkorrels) al lang bekend is, is de ontwikkeling van moderne sintertechnologie relatief recent. Het jaar 1825 wordt beschouwd als het symbolische begin van de moderne sintertechnologie, toen in Rusland platina munten werden geslagen met behulp van chemisch verkregen poeder.
De snelle ontwikkeling van de elektrotechnische industrie versnelde de ontwikkeling van de poedermetallurgie. In 1909 werden gloeilampen gemaakt van wolfraam-, tantaal- en molybdeenpoeder, wat een belangrijke stap was in het gebruik van metaalpoeders in de technologie. Na de Eerste Wereldoorlog werd sinteren gebruikt bij de productie van gereedschappen en tijdens de Tweede Wereldoorlog werden steeds meer machineonderdelen verkregen door sinteren.
Na de oorlog ontwikkelde de technologie zich dynamisch, vooral met de ontwikkeling van de auto-industrie, die in sommige landen goed is voor meer dan de helft van de gesinterde producten. Behalve in de auto-industrie worden gesinterde producten onder andere gebruikt in de elektrotechniek, de metaalproductenindustrie, de werktuigmachine-industrie en de bouwsector (bijvoorbeeld voor fittingen). In de praktijk is het moeilijk om een industrie te vinden waarin geen gesinterde producten worden gebruikt.
Dit artikel is gebaseerd op het leerboek “Metaloznawstwo” van professor Stanisław Rudnik. De onderstaande tekst geeft slechts een algemeen overzicht van het onderwerp. Voor wie geïnteresseerd is in het onderwerp, raden we ten zeerste aan om zich verder te verdiepen in de literatuur.
Waarom sinteren soms beter is dan smelten
Het meest opvallende voordeel van sinteren is de mogelijkheid om componenten met een zeer nauwkeurige vorm te verkrijgen, vaak zo dicht bij de uiteindelijke vorm dat kostbare en arbeidsintensieve mechanische bewerking kan worden beperkt. Dit resulteert in minder materiaalverlies, dat bij deze technologie meestal niet meer dan ongeveer 7-10% bedraagt.
Sinteren vergemakkelijkt ook de productie van zeer zuivere materialen zonder onzuiverheden, die soms niet kunnen worden verwijderd in conventionele metallurgische processen. Gesinterde materialen ondergaan niet de segregatieverschijnselen die typisch zijn voor legeringskristallisatie en vertonen dus niet de karakteristieke defecten van het stollingsproces. Een ander belangrijk voordeel is de mogelijkheid om materialen te combineren die via smeltprocessen niet verenigbaar zijn, bijvoorbeeld vanwege grote verschillen in stollingstemperaturen of een gebrek aan wederzijdse oplosbaarheid. Dit maakt het ook gemakkelijker om metaal-keramische materialen (composieten) te produceren, die in de klassieke metallurgie praktisch onbereikbaar zijn.
De belangrijkste beperking betreft de schaalvoordelen: sintertechnologie is vooral rendabel bij massaproductie vanwege de hoge kosten van poederproductie en dure apparatuur en gereedschappen. Er moet ook rekening mee worden gehouden dat de mechanische eigenschappen van gesinterde materialen doorgaans lager zijn dan die van vaste materialen, aangezien gesinterde materialen een bepaalde porositeit behouden. Afhankelijk van de toepassing kan porositeit een nadeel zijn (wanneer het draagvermogen belangrijk is), maar het kan ook bewust worden gebruikt als een functionele eigenschap (bijvoorbeeld in zelfsmerende lagers).

Metaalpoeders als grondstoffen
De basisgrondstoffen voor de productie van gesinterde producten zijn zuivere metaalpoeders (bijv. ijzer, koper, mangaan) en legeringspoeders (bijv. brons, messing, roestvrij staal). Poeders kunnen worden geproduceerd door middel van mechanische of fysisch-chemische methoden. Bij mechanische methoden wordt het materiaal door externe krachten gefragmenteerd zonder dat de chemische samenstelling ervan verandert, terwijl bij fysisch-chemische methoden het poeder wordt geproduceerd als resultaat van fysisch-chemische transformaties en in de regel qua samenstelling verschilt van het uitgangsmateriaal.
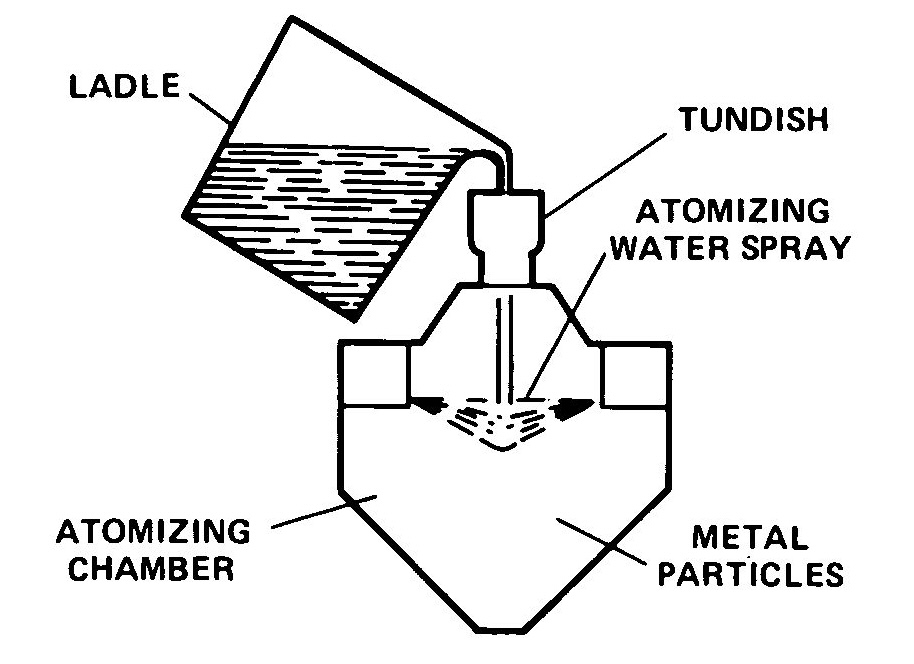
Mechanische methoden omvatten het malen van metaal in molens (bijvoorbeeld kogel-, vortex-impact- en hamermolens), malen door machinale bewerking (spanen, vijlsel), sproeidrogen van vloeibaar metaal met water of onder druk staand gas, en granulatie, waarbij vloeibaar metaal in water wordt gegoten, waar het stolt tot fijne deeltjes. De meest gebruikte fysisch-chemische methoden zijn onder meer oxidereductie (economisch omdat hierdoor ertsen of afvaloxiden uit het smeltproces kunnen worden gebruikt), elektrolyse uit waterige oplossingen of gesmolten zouten (belangrijk maar duur vanwege het energieverbruik en de lagere efficiëntie), ontleding van carbonylen (levert zeer zuivere poeders op, maar is duur), condensatie van metaaldampen op een koud oppervlak, en elektro-erosiemethoden, die historisch gezien lange tijd onderontwikkeld zijn gebleven.
Voordat het poeder wordt gevormd, worden voorbereidende handelingen uitgevoerd die een grote invloed hebben op de kwaliteit van de producten. Gloeien verhoogt de plasticiteit van poeders door restoxiden te verminderen en breuk te verwijderen; het wordt uitgevoerd in een reducerende atmosfeer of in een vacuüm bij een temperatuur van 0,4-0,6 van het smeltpunt van het poeder. Zeefwerk maakt scheiding in fracties van verschillende deeltjesgroottes mogelijk en maakt controle van de granulometrische samenstelling van de mengsels mogelijk. Het mengen is bedoeld om een zo homogeen mogelijk mengsel te verkrijgen – de kwaliteit ervan bepaalt de latere herhaalbaarheid van de dichtheid van de vormstukken en de parameters van de gesinterde producten.
Vorming van vormstukken
Het voorbereide poedermengsel wordt geperst om halffabricaten te verkrijgen, d.w.z. vormstukken met de gewenste vorm en afmetingen en de sterkte die nodig is voor transport en verdere sintering. Meestal wordt het persen uitgevoerd in stalen matrijzen. De vorm en afmetingen van gesinterde producten worden grotendeels beperkt door de persmogelijkheden, waardoor deze bewerking bepaalt of een bepaald onderdeel überhaupt met de poedermethode kan worden vervaardigd.
Een typische pers bestaat uit een matrijs en bovenste en onderste stempels. De matrijs vormt de zijvlakken van het vormstuk, de onderste stempel houdt het poeder in de matrijs en vormt het ondervlak, en de bovenste stempel vormt het bovenvlak. De pers kan extra elementen hebben, zoals pennen voor het vormen van gaten. Er zijn dubbelzijdige perssystemen met een vaste matrijs en oplossingen met een beweegbare matrijs, die het uitwerpen van het vormstuk vergemakkelijken.
Het proces van poederverdichting tijdens het persen verloopt in fasen. Eerst vullen de deeltjes de openingen en rangschikken ze zich steeds compacter, waarbij een zo dicht mogelijke pakking wordt bereikt. Verdere verdichting vindt plaats door de vervorming van de deeltjes en hun onderlinge verplaatsing. In de praktijk overlappen deze mechanismen elkaar: sommige deeltjes vervormen zelfs bij lagere drukken en verplaatsingen kunnen ook bij hoge drukken optreden. Aangezien persen invloed heeft op de initiële dichtheid van het vormdeel en de porositeitsverdeling, heeft het een directe invloed op het sinterproces en de eigenschappen van het eindproduct.
Alternatieve vormmethoden wanneer persen niet voldoende is
Klassiek persen in een matrijs legt geometrische beperkingen op (vooral in de richting van de kracht) en kan leiden tot een ongelijkmatige dichtheidsverdeling in het vormdeel. Om deze reden zijn er speciale vormmethoden ontwikkeld waarmee elementen met verschillende verhoudingen kunnen worden gevormd, een meer uniforme dichtheid kan worden verkregen of details kunnen worden gemaakt die moeilijk te produceren zijn in een eenvoudige pers.
De materialen noemen hydrostatisch persen, spuitgieten, poederwalsen, extrusie, trillingsvormen en dynamisch vormen met hoge vervormingssnelheden als voorbeelden van dergelijke methoden. In de praktijk is de keuze van de methode een compromis: enerzijds is het doel om een “niet-bewerkt” detail te verkrijgen, terwijl anderzijds rekening moet worden gehouden met de kosten van gereedschap, de vereiste toleranties, de herhaalbaarheid van de dichtheid en de invloed van de specifieke vormmethode op het daaropvolgende sinteren.
Sinteren
Bij sinteren worden de gevormde onderdelen op hoge temperatuur verwarmd, waarbij het samengeperste poeder wordt omgezet in een gesinterd product met eigenschappen die vergelijkbaar zijn met die van een vast materiaal. Dit is een essentiële productiefase en trekt daarom de meeste aandacht, maar tegelijkertijd wordt al lang benadrukt dat er geen enkele algemene theorie bestaat die het hele spectrum van sinterverschijnselen bestrijkt. Het proces wordt uitgevoerd in een beschermende atmosfeer of in een vacuüm om het materiaal tegen oxidatie te beschermen, en de sintertemperatuur is meestal lager dan het smeltpunt van de laagst smeltende component.
Het sinterproces en de eigenschappen van gesinterde materialen worden voornamelijk beïnvloed door: poedergranulatie (een hogere fijnheidsgraad versnelt het sinteren en bevordert een toename van de mechanische en elektrische eigenschappen), persdruk (een hogere persdruk verhoogt doorgaans de sterkte van gesinterde materialen), de sintertemperatuur (hoe hoger de temperatuur, hoe groter de dichtheid van het gesinterde materiaal) en de gloeitijd (bij een constante temperatuur neemt de dichtheid eerst snel toe en daarna langzamer, wat van invloed is op de eigenschappen). Ook de atmosfeer van het proces is belangrijk: sinteren in een reducerende atmosfeer resulteert in gesinterde materialen met een hogere dichtheid dan sinteren in een inerte atmosfeer.
Na het sinteren wordt vaak een afwerking toegepast, vooral wanneer strengere toleranties of een betere oppervlaktegladheid vereist zijn. Structurele componenten kunnen ook een warmtebehandeling en thermochemische behandeling ondergaan om de slijtage- en vermoeiingsweerstand te verhogen of het draagvermogen te verbeteren. Daarom wordt poedermetallurgie soms gezien als een complete productietechnologie: van poeder, via vormen en sinteren, tot de uiteindelijke aanpassing van afmetingen en structuur.
Inleiding tot poedermetallurgie: van poeders, via persen, tot sinteren en typische toepassingen (materiaal in het Engels).
Gesinterde materialen en producten
Tot de belangrijkste gesinterde producten behoren poreuze gesinterde materialen, elektrotechnische materialen, materialen met speciale magnetische eigenschappen, constructiematerialen, gesinterde vuurvaste metalen en gesinterde gereedschappen. Poreuze gesinterde materialen zijn bijzonder karakteristiek en worden gebruikt voor glijlagers, filters, katalysatoren, sluitringen en componenten met een hoge wrijvingscoëfficiënt.
Gesinterde lagers hebben zeer goede glij-eigenschappen omdat het smeermiddel tijdens het gebruik in de bestaande poriën circuleert. Dit bevordert de vorming van een oliefilm tussen de lagerpen en de lagerbus en zorgt voor een zelfsmerend effect; in veel gevallen is externe smering niet nodig, wat belangrijk is bij moeilijk bereikbare machineonderdelen. De porositeit van gesinterde lagers is doorgaans 10-35% en een bijkomend voordeel is hun stille werking in vergelijking met rollagers. De technologie is eenvoudig, vereist vaak geen machinale bewerking en de installatie en bediening worden vergemakkelijkt. De materialen die voor gesinterde lagers worden gebruikt, bevatten geen schaarse componenten, waardoor ze in veel toepassingen goedkoper zijn dan gegoten oplossingen.
Historisch gezien werden voor gesinterde lagers bronzen met een samenstelling vergelijkbaar met die van gietbrons gebruikt, waarna additieven werden toegevoegd om de wrijvingswerende eigenschappen te verbeteren, voornamelijk grafiet. Er wordt aangegeven dat de wrijvingscoëfficiënt van dergelijke lagers 7-8 keer lager zou kunnen zijn dan die van babbitt, en dat de slijtage van de lagers verwaarloosbaar was. Poreus ijzer en ijzer-grafiet gesinterde materialen werden geïntroduceerd als goedkopere alternatieven. De meest gebruikte lagermaterialen zijn poreus ijzer, ijzer-grafiet gesinterde materialen met een grafietgehalte van ongeveer 1-3% (de rest is ijzer) en grafietbrons met een samenstelling van ongeveer 86-88% Cu, 9-10% Sn en 2-4% grafiet. Er zijn ook gesinterde lagers op een aluminium basis, bijvoorbeeld met een samenstelling van ongeveer 10% Cu en 3% grafiet (de rest is Al).
Filters van gesinterde materialen worden veel gebruikt in de chemische industrie. Ze zijn gemaakt van poeders van corrosiebestendige materialen zoals brons, roestvrij staal, nikkel, zilver en platina, evenals vuurvaste metalen of hun legeringen. Dankzij hun hoge porositeit kunnen de filtratiesnelheden zeer hoog zijn, wat in combinatie met de eenvoudige fabricage de snelle ontwikkeling van dit type filter bevordert. Gesinterde materialen (met name poreus ijzer) worden ook gebruikt als afdichtingsmateriaal in de vorm van ringen voor pijpverbindingen, koppelingen, flenzen en leidingen.
Gesinterde materialen zijn ook geschikt materiaal voor onderdelen met een hoge wrijvingscoëfficiënt, zoals remblokken en onderdelen voor koppeloverbrenging. Dergelijke toepassingen vereisen een hoge en stabiele wrijvingscoëfficiënt over een breed temperatuurbereik, een hoge slijtvastheid met voldoende sterkte, een goede thermische geleidbaarheid en weerstand tegen corrosie en slijtage. Aangezien deze eisen soms tegenstrijdig zijn, vergemakkelijkt sinteren de productie van een materiaal dat bestaat uit een “composiet” van metalen en niet-metalen fasen: de metalen componenten bevorderen de thermische geleidbaarheid, terwijl de niet-metalen componenten (bijv. SiO2 of Al2O3) de wrijvingscoëfficiënt verhogen en slijtage verminderen

Functionele en structurele gesinterde producten
Gesinterde producten zijn belangrijk in de elektrotechniek en communicatie omdat ze het mogelijk maken om dure, schaarse materialen te vervangen en kunststoffen met unieke eigenschappen te produceren. Een klassiek voorbeeld zijn elektrische contacten, die tegelijkertijd een hoge elektrische en thermische geleidbaarheid, een hoog smeltpunt en corrosiebestendigheid, een hoge mechanische sterkte en weerstand tegen elektro-erosie moeten bieden. Door verschillende componenten in poederprocessen te combineren, kan een dergelijke reeks eigenschappen worden bereikt.
Sinteren wordt ook gebruikt om materialen met speciale magnetische eigenschappen te verkrijgen, met name magnetisch harde materialen, d.w.z. permanente magneten. In vergelijking met gieten is de productie van magneten door sinteren efficiënter, leidt dit tot minder materiaalverlies en is er meestal slechts een kleine nabewerking nodig. Dispersiegeharde ijzer-nikkel-aluminiumlegeringen worden gebruikt als materialen voor gesinterde magneten; benadrukt wordt dat de eigenschappen van gesinterde magneten beter zijn dan die van gegoten magneten en dat ze minder broos zijn, hoewel de aanwezigheid van poriën de magnetische parameters enigszins kan beïnvloeden.
Op het gebied van constructiematerialen werd sinteren aanvankelijk vooral gebruikt voor onderdelen die niet op andere wijze konden worden vervaardigd, maar na verloop van tijd begon de technologie ook te concurreren met gieten en verspanen bij de productie van typische machineonderdelen. Economisch gezien is de technologie, voornamelijk vanwege de kosten van persen, meestal alleen rendabel voor massaproductie – in de literatuur wordt vaak een minimumserie van circa 50.000 stuks genoemd. De eigenschappen van gesinterde onderdelen zijn doorgaans iets lager dan die van gegoten onderdelen, maar in de praktijk worden vaak onderdelen met een porositeit van 5-20% geproduceerd, waarbij een dergelijke vermindering van de eigenschappen aanvaardbaar wordt geacht in ruil voor productievoordelen. Voorbeelden van gesinterde componenten zijn tandwielen, zuigerveren, compressorbladen, wieldoppen, T-stukken en vangwielen; indien nodig kunnen deze componenten een aanvullende warmte- of thermochemische behandeling ondergaan.
Vuurvaste metalen, gesinterde gereedschappen en versterkte composieten
Sintertechnologie speelt een speciale rol bij de productie en verwerking van vuurvaste metalen zoals wolfraam, molybdeen, tantaal, niobium en zirkonium. Deze metalen zijn onder andere belangrijk in de nucleaire en rakettechnologie en vanwege hun zeer hoge smeltpunten worden ze vaak in poedervorm verkregen en pas later geperst en gesinterd om de vereiste vorm en dichtheid te verkrijgen.
Gesinterde gereedschapsmaterialen zijn ook erg belangrijk. Naast gesinterde carbiden (die meestal apart worden besproken als een groep gereedschapsmaterialen) zijn er diamant-metaal gesinterde materialen die bedoeld zijn voor slijpen. In dergelijke materialen is het cruciaal om een zeer harde schurende fase te combineren met een matrix die belastingsoverdracht en stabilisatie van de schurende korrels mogelijk maakt, wat technologisch haalbaar is in de poederbenadering.
Een belangrijke richting in de ontwikkeling van poedermetallurgie zijn composietmaterialen, d.w.z. met vezels versterkte metalen. Vezelversterking zorgt voor een bijzonder hoge vloeigrens, zelfs bij hoge temperaturen, en verhoogt de weerstand tegen brosse breuken. Voorbeelden hiervan zijn koper versterkt met wolfraam- of molybdeenvezels, aluminiumlegeringen versterkt met staaldraad en ijzer versterkt met aluminiumoxiden of titanium- en molybdeenvezels, waardoor de sterkte tot 3-5 keer kan worden verhoogd. In die zin is poedermetallurgie niet alleen een hulpmiddel voor het vormen, maar ook voor het ontwerpen van de architectuur van het materiaal.
Gesinterde producten – samenvatting
Sintertechnologie (poedermetallurgie) maakt de productie mogelijk van componenten uit metaalpoeders in vaste toestand, vaak in een vorm die sterk lijkt op de uiteindelijke vorm, waardoor bewerkings- en materiaalverliezen worden verminderd. De kracht ervan ligt ook in de mogelijkheid om een hoge zuiverheid en homogeniteit te bereiken, evenals het combineren van componenten die moeilijk of onmogelijk te combineren zijn door smelten, waaronder de productie van metaal-keramische materialen.
Belangrijke factoren voor de kwaliteit van gesinterde materialen zijn: de methode voor het verkrijgen en bereiden van poeders, de persomstandigheden (die de dichtheid van het geperste materiaal bepalen) en de sinterparameters (temperatuur, tijd en atmosfeer). De kosten van poeders en apparatuur blijven een beperking, waardoor de technologie het meest kosteneffectief is bij massaproductie en de mechanische eigenschappen van gesinterde materialen door porositeit lager kunnen zijn.
Het potentieel van poedermetallurgie komt het best tot uiting in toepassingen waar porositeit een voordeel is of functionele voordelen biedt, zoals zelfsmerende lagers en filters, en in materialen met complexe, soms tegenstrijdige eisen (wrijvingsmaterialen, elektrische contacten, permanente magneten). De technologie speelt ook een belangrijke rol bij de verwerking van vuurvaste metalen, gereedschapsmaterialen en vezelversterkte composieten, waar ze het mogelijk maakt om de “architectuur” van het materiaal te ontwerpen.