Pourquoi le métal se brise-t-il ? Introduction à l’analyse des défaillances

Une fissure dans un composant métallique n’est presque jamais le signe tout simple d’un dommage. Pour un ingénieur, c’est une trace de l’historique des charges, de la géométrie, du matériau, de la technologie de fabrication ainsi que des conditions d’exploitation.
Pour citer un exemple, un arbre peut se fissurer parce qu’il n’a été surchargé qu’une seule fois, parce qu’une fissure de fatigue s’y développait depuis des mois, ou parce que, à basse température et sous des contraintes importantes, le matériau est passé en régime de « rupture fragile ». Si un tel historique n’est pas reconstitué, il est malheureusement facile de confondre l’effet et la cause. C’est précisément pour cette raison que l’analyse des défaillances ne consiste pas vraiment à faire correspondre la première intuition qui vient à l’esprit à la vue de la pièce endommagée, mais sert à reconstituer l’entier déroulement de la défaillance.
Cette approche est importante, dans la pratique, car la qualité du diagnostic détermine si la prochaine version du composant sera réellement meilleure. Si un intervenant détecte une fissure et conclut immédiatement que le matériau était trop faible, il risque d’augmenter inutilement la dureté, accroissant ainsi la susceptibilité à la rupture.
Si, en revanche, il y voit une surface de rupture brillante et conclut que cela est simplement dû à une surcharge, cet intervenant risque de négliger le fait que la grande majorité de la durée de vie du composant a été consacrée à la propagation d’une fissure de fatigue provenant d’une entaille, d’une rayure d’usinage ou d’un défaut de fabrication.
Par conséquent, nous pouvons dire qu’en analyse de rupture, le plus important n’est pas du tout de cataloguer rapidement le phénomène, mais il faut comprendre où la fissure a pris naissance, comment elle s’est propagée et pourquoi les conditions de fonctionnement lui ont permis d’atteindre son stade final.
Cet article s’inspire de l’ouvrage de Donald J. Wulpi intitulé Understanding How Components Fail, Third edition, November 2013, Edited by Brett Miller, et principalement des chapitres consacrés aux techniques d’analyse des défaillances, aux questions à se poser lors de l’examen des fractures, ainsi qu’aux fractures fragiles, ductiles et de fatigue, sans oublier les principes fondamentaux de la mécanique de la rupture. Le contenu ci-dessous n’est qu’un aperçu général du sujet. Nous recommandons aux personnes intéressées par celui-ci de se plonger dans la littérature spécialisée.
L’analyse des défaillances commence par la rigueur et non par une hypothèse !
Dans la pratique classique des ateliers, il est souvent tentant de dire, après un premier coup d’œil, que… « Ceci s’est cassé à cause de la fatigue » ou « Cela s’est fissuré parce que c’était fragile ». Donald J. Wulpi adopte l’approche inverse. La première étape la plus importante de l’analyse qui s’impose consiste à ne rien faire, en termes d’actions irréversibles, mais plutôt à étudier les traces, examiner les détails, poser des questions précises sur la pièce, sur la machine et sur les circonstances de la défaillance, et prendre des notes précises ! Cela peut sembler mineur, mais c’est particulièrement logique, d’un point de vue technique. En effet, toute découpe, meulage ou perçage, qui seraient effectués trop tôt, peuvent détruire une trace qui, pourtant, plus tard, pourrait se révéler primordiale pour l’identification de la source de la fracture.
Une approche méthodique suit une séquence nécessairement logique. Tout d’abord, les données de base sont collectées et les échantillons sélectionnés. Ensuite, une inspection visuelle préliminaire et une documentation sont effectuées, suivies de contrôles non-destructifs, d’essais mécaniques, d’observations et d’analyses macroscopiques et microscopiques, de la préparation de coupes métallographiques, d’un examen métallographique, de l’identification du mécanisme de défaillance, d’analyses chimiques et, dans les cas plus complexes, d’analyses utilisant la mécanique de la rupture, ainsi que des essais dans des conditions simulant le fonctionnement réel.
Ce n’est qu’à la fin que toutes les preuves accumulées sont compilées en une hypothèse cohérente de la séquence de défaillance et qui peuvent alors être traduites en conclusions et en recommandations. Cette séquence évite tout simplement qu’un résultat d’essai isolé soit interprété hors du contexte de tous les autres.
Trois règles régissent l’ensemble d’une telle analyse. Premièrement, le point d’amorçage de la fissure doit être localisé. Deuxièmement, il ne faut pas assembler négligemment les moitiés de la fracture, car les surfaces de fracture sont délicates, fournissent des informations et peuvent être facilement endommagées, même par le toucher, la corrosion ou un transport imprudent. Troisièmement, les essais destructifs ne sont effectués qu’après avoir extrait de la pièce, dans son état d’origine, tout ce qui peut être déterminé. En pratique, cela se résume à une règle extrêmement simple qui est… « Documentation et inspection visuelle d’abord, intervention ensuite ». Ceci est tout particulièrement important dans le cas des fractures de fatigue, pour lesquelles les traces subtiles de la direction de propagation et du point d’initiation sont souvent plus précieuses que le résultat ultérieur d’un simple essai de dureté.
Cette discipline contient aussi un autre objectif. L’analyse des dommages n’examine jamais uniquement le matériau en lui-même. Elle examine les contraintes, la résistance, la géométrie et l’environnement dans lequel se trouvait l’échantillon. Wulpi souligne qu’une pièce métallique ne se brise pas, tout simplement, au point le plus faible, comme bon nombre de personnes le pensent naïvement. Cette pièce se fracture là où la contrainte locale dépasse d’abord la résistance locale du matériau. C’est pourquoi il ne suffit pas de se demander si l’acier était de bonne qualité. Il faut également tenir compte des caractéristiques géométriques, des charges, des contraintes résiduelles, de la température, de l’état de surface et de l’historique de service.
Comment un ingénieur reconstitue l’historique d’une fracture ?
Le témoin le plus important est la surface de fracture elle-même. Elle révèle le mode de rupture, la source de la fracture, la direction de la fissure et si la fracture s’est développée d’un seul coup, ou bien par étapes. Wulpi met clairement en garde contre les conclusions hâtives basées sur un seul fragment. Il est nécessaire d’examiner la section dans son intégralité, car ce n’est qu’en comparant toutes les zones de la fracture que nous pouvons distinguer la zone d’initiation, la zone de propagation de la fissure et la zone de rupture finale. C’est pourquoi des grossissements trop faibles, de l’ordre d’une douzaine ou de plusieurs dizaines de fois, sont si utiles. De plus, dans de nombreux cas, les informations les plus importantes ne se trouvent pas dans un fort grossissement au MEB, mais dans l’image globale de la fracture.
La seconde étape consiste à se demander si l’emplacement de la fracture est normal. Nous pouvons retenir une règle simple mais très utile, qui est que chaque pièce présente des emplacements typiques de rupture attendue.
Ainsi, pour les composants métalliques, il s’agit fréquemment de concentrateurs de contraintes géométriques, tels que le premier filetage d’une vis, le rayon d’une transition d’arbre, la racine d’une dent ou la zone autour d’un trou. Si la pièce s’est fracturée exactement à cet endroit, l’analyse suit la relation contrainte-résistance. Si la rupture s’est produite à un endroit atypique, il est nécessaire de rechercher un affaiblissement supplémentaire. Nous pensons ici à un défaut local du matériau, à un endommagement de surface, à une surchauffe, à de la corrosion, à une erreur d’assemblage ou à une charge que le modèle de fonctionnement n’avait pas prise en compte auparavant.
La troisième étape consiste à poser les bonnes questions sur les conditions de fonctionnement. Wulpi les classe en grandes catégories, et concernant la rupture elle-même, il s’agit de la surface de la pièce, sa géométrie et sa conception, du processus de fabrication, des propriétés du matériau, de la relation entre les contraintes résiduelles et de service, de l’influence des pièces adjacentes, et enfin l’assemblage, le fonctionnement et l’environnement.
En pratique, il s’agit d’une feuille de route qui est excellente pour mener l’enquête. Lorsqu’un arbre se brise, il ne suffit donc pas de vérifier l’acier et la dureté. Il faut aussi se pencher sur le désalignement, sur le jeu, les marques de contact, les surcharges, la lubrification, le traitement thermique, les marques de rectification, la température et, pour finir, sur la corrosion. Très fréquemment, la cause première ne peut se trouver dans la fracture elle-même, mais dans ce qui a conduit à une augmentation locale des contraintes ou à une diminution de la résistance du matériau.
Cette approche permet également de clarifier toute réflexion sur les défaillances complexes. En effet, si plusieurs composants d’un système présentent des fissures, cela ne signifie pas nécessairement qu’ils ont tous cédé indépendamment les uns des autres. Wulpi souligne que la pièce endommagée peut simplement être la victime d’une défaillance primaire survenue ailleurs dans le système. Pour citer quelques exemples, un raccord vissé desserré peut entraîner une surcharge d’une pièce adjacente. Ou bien, un grippage peut modifier la charge sur un arbre. Ou encore, une fracture secondaire peut facilement être confondue avec la fracture primaire si nous nous concentrons uniquement sur le nombre de composants endommagés, plutôt que sur la chronologie. C’est précisément pour cette raison que la thèse de cet article est finalement si pratique, qui est que, pour comprendre une défaillance, il faut reconstituer l’historique de la fracture, et non se contenter d’examiner le résultat final.
Vous trouverez ci-dessous une vidéo en anglais intitulée Le rôle de la fractographie dans l’analyse des défaillances 1_2 expliquant le rôle de la fractographie dans l’analyse des défaillances, comment interpréter les surfaces de fracture et comment distinguer les mécanismes de fracture.
Fracture fragile
La fracture fragile est, pour les professionnels, dangereuse, car elle peut se produire sans aucun signe avant-coureur. La caractéristique principale est simple, du fait qu’il n’y a pas de déformation plastique macroscopique claire dans la zone de la fracture fragile. Le composant ne donne pas beaucoup de signes avant-coureurs sous la forme d’un collet, d’une flexion importante ou d’une déformation plastique locale. Du point de vue de l’utilisateur, la pièce se brise fréquemment et tout simplement de manière soudaine. C’est pourquoi la rupture fragile devient si traîtresse dans les structures porteuses et dans les composants soumis à de fortes contraintes.
Au niveau macroscopique, une rupture fragile est souvent brillante, luisante et d’aspect plus « cristallin » qu’une rupture ductile, mais la géométrie des marques est plus importante que l’éclat. De nombreuses ruptures fragiles se caractérisent par des marques en chevron, c’est-à-dire des marques en forme d’arête de poisson ou de flèche qui pointent vers l’arrière, en direction du point d’initiation. Il s’agit ici d’un aspect d’interprétation extrêmement utile. Si un tel motif est visible sur la surface de rupture d’un arbre ou d’une plaque, nous pouvons déterminer la direction de propagation de la fissure, mais aussi délimiter la zone dans laquelle il faut commencer à rechercher une entaille, un défaut de soudure, une fissure préexistante ou des dommages dus à la corrosion. Dans le cas d’une rupture fragile, le plan de rupture est généralement perpendiculaire à la contrainte de traction principale à cet emplacement.
Le principal piège d’interprétation est à trouver dans le fait que la rupture fragile n’est pas l’apanage des matériaux intrinsèquement fragiles. Wulpi insiste fortement sur le fait que même les aciers généralement considérés comme ductiles peuvent se rompre, dans certaines conditions, de manière totalement fragile. Ce phénomène est favorisé par une combinaison de facteurs, notamment la concentration de contraintes, ou bien des contraintes de traction élevées ou encore des contraintes résiduelles défavorables, une température relativement basse et un matériau sensible.
En pratique, cela signifie que l’affirmation « il s’agissait d’un acier de construction ordinaire » ne règle pas la question.
Si le composant présentait une entaille profonde, un état de contrainte défavorable et avait été soumis à un travail à froid, la ductilité indiquée dans le catalogue pourrait alors ne pas du tout se traduire par une rupture ductile dans la pièce réelle.
Les conséquences sur la conception sont claires. Si un ingénieur améliore la résistance en augmentant la dureté, tout en conservant des rayons de courbure aigus, s’il introduit des contraintes résiduelles après usinage et ne contrôle pas la température de fonctionnement, il risque de faire basculer le système entier vers une rupture fragile. Dans de tels cas, un matériau plus résistant n’est évidemment pas toujours la bonne solution. Des rayons de transition plus grands, un meilleur état de surface, la réduction des défauts de soudure, le contrôle des contraintes résiduelles et le choix d’un acier présentant une meilleure résistance à la rupture fragile, dans des conditions données, se révèlent souvent plus efficaces.

Rupture ductile
La rupture ductile obéit à une logique complètement différente. Elle résulte de l’application d’une force trop importante à un métal capable de subir une déformation plastique, avant de se rompre. Par conséquent, le premier signe n’est généralement pas la rupture elle-même, mais un changement de forme antérieur. Lors d’un essai de traction, il est possible d’observer un rétrécissement, un allongement local et une déformation plastique distincte. Contrairement à la rupture fragile, ce type de défaillance survient rarement de manière soudaine, car l’échantillon lui-même indique au préalable qu’il a dépassé la plage de fonctionnement sûre.
Au niveau macroscopique, une rupture ductile présente généralement un aspect terne et fibreux. Un exemple classique est la rupture de type cup-and-cone (cassure en coupe et cône), observée sur les échantillons de traction. Tout d’abord, des microvacuoles se développent au centre de la section transversale rétrécie, puis la rupture se propage vers la surface, et enfin, elle change de direction vers les plans de cisaillement, selon un angle d’environ 45 degrés, formant ce que nous appelons la lèvre de cisaillement. Ceci est important, dans la pratique, car cette zone de rupture finale, dans une rupture ductile, indique le stade final de la défaillance et révèle souvent clairement l’état de contrainte local.
Au niveau microscopique, le mécanisme de la rupture ductile implique la coalescence de microvides, plutôt que la séparation abrupte des cristaux comme à constater dans une rupture fragile classique.
Ceci conduit à une implication interprétative importante… La rupture ductile est plus étroitement associée à la prédominance du cisaillement et de l’écoulement plastique du matériau. D’un point de vue pratique, une telle rupture indique fréquemment que le composant n’est pas tant défectueux que supposé, qu’il se trouve simplement en état de surcharge ou bien qu’il dispose d’une marge de résistance insuffisante pour les conditions de charge réelles. Cela peut résulter d’une surcharge ponctuelle, d’un assemblage incorrect, d’une section transversale inappropriée ou d’une perte de matière due à l’usure ou à la corrosion.
Ici aussi, un piège est bien caché. Effectivement, une déformation importante visible ne prouve toujours pas que la rupture a été entièrement ductile, du début à la fin. Ce qui fait que de nombreuses ruptures réelles sont mixtes. Certaines peuvent commencer par une rupture par fatigue ou bien une rupture fragile et seule la zone finale de rupture rapide est ductile.
Dans la pratique, cela signifie qu’il ne faut pas classer l’ensemble d’une rupture en se basant uniquement sur sa zone finale. Il est nécessaire de distinguer le mécanisme d’amorçage et de propagation de la fissure du mécanisme de rupture finale de la section transversale restante.
Fissuration par fatigue
Du point de vue du fonctionnement des machines, la fissuration par fatigue est la plus insidieuse, car elle peut se développer en fonctionnement normal, sans surcharge spectaculaire. Nous pouvons la définir comme étant un phénomène conduisant à la rupture, sous l’action de contraintes répétitives ou variables, dont la valeur maximale peut être inférieure à la résistance à la traction du matériau. C’est précisément ce qui rend la fatigue si perfide. L’utilisateur ne constate aucun événement indésirable. La pièce continue de fonctionner, tandis que des modifications structurelles mineures s’accumulent jusqu’à la formation d’une microfissure.
La logique de la fatigue se divise idéalement en trois étapes. Au stade de l’amorçage, des contraintes de cisaillement répétitives provoquent des modifications irréversibles de la structure cristalline et conduisent à la formation d’une très petite fissure. Au stade de la propagation, la direction de la fissure change et celle-ci se développe essentiellement perpendiculairement à la composante de traction. Au troisième stade, la section transversale restante devient si petite que la rupture finale se produit sous l’une des charges suivantes. Cette rupture finale n’est effectivement plus induite par la fatigue, au sens strict. Elle peut être fragile, ductile ou mixte. Ceci est très important pour un analyste, car la majeure partie de la durée de vie d’un composant se passe généralement dans les zones d’amorçage et de croissance, et non au moment de la rupture finale.
À l’œil nu, une rupture par fatigue présente fréquemment peu de déformation. C’est tout naturel, car l’initiation ne nécessite pas une contrainte élevée dépassant la limite d’élasticité de l’ensemble de la section transversale. Un bon contre-exemple est un trombone ou un cintre en fil de fer, qui peut se casser après quelques flexions importantes. Il s’agit également de fatigue, mais à faible nombre de cycles et avec une déformation distincte. Dans les pièces de machine typiques, l’absence de déformation plastique significative et la présence de traces de propagation de fissure à la surface de rupture sont plus caractéristiques.
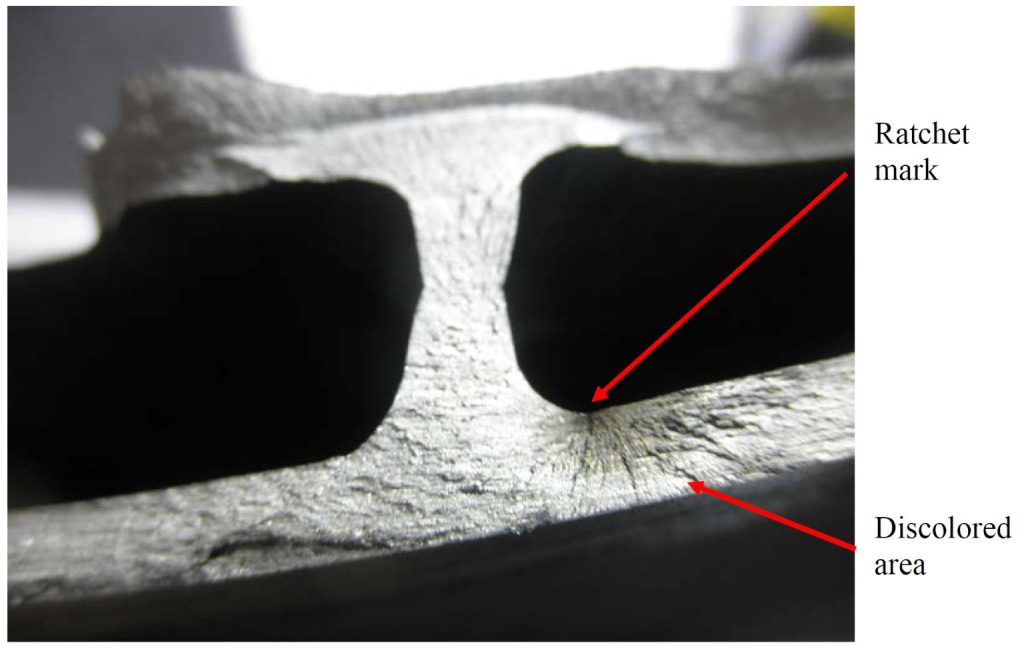
Les caractéristiques macroscopiques les plus importantes comprennent les marques de plage et les marques de cliquet. Les marques de plage sont des bandes macroscopiques indiquant les positions successives du front de rupture, un peu comme de grands incréments de croissance de la fissure. Les marques de cliquet, en revanche, sont très utiles pour identifier les points multiples d’initiation, car elles se forment entre des fissures adjacentes provenant de plusieurs sources et s’étendent généralement plus ou moins perpendiculairement à la surface depuis laquelle la fatigue a pris naissance. Dans les rouleaux, elles ont donc un caractère radial. Grâce à elles, nous pouvons trouver la source, et déterminer si le problème a commencé en un seul point ou sur toute la circonférence, par exemple à partir de multiples entailles ou de marques d’usinage.
Au niveau microscopique, les caractéristiques les plus typiques sont les striations, c’est-à-dire de très fines lignes marquant les positions successives de la pointe de la fissure. Nous nous devons de souligner toutefois ici un point très important dans le cadre de l’application pratique…
L’absence de striations n’exclut pas un diagnostic de fatigue. Dans les matériaux très durs ou dans certaines conditions, la surface peut ne pas les montrer clairement. Il s’agit là d’une mise en garde de grand intérêt, invitant à ne pas se fier excessivement à un seul signe théorique. L’analyse des défaillances fonctionne bien lorsqu’elle combine des vues macro et micro, la géométrie de la pièce et les conditions de fonctionnement, plutôt que lorsqu’elle recherche une seule icône de fracture.
Quand la fractographie seule ne suffit pas
Dans les cas plus simples, une bonne reconstitution de l’origine, de la direction de croissance et des conditions de fonctionnement suffit. Dans les cas plus complexes, la mécanique de la rupture entre alors en jeu. Nous disposons ici d’un modèle conceptuel très utile, qui est que la résistance d’une structure à la rupture dépend de trois facteurs interdépendants, à savoir la contrainte appliquée, la longueur de la fissure et la résistance du matériau à la propagation de la fissure, ou ténacité. Ceci permet de mieux structurer notre réflexion, plutôt que de nous contenter de nous demander si le matériau était suffisamment résistant. Un matériau peut être résistant en termes de limite d’élasticité, tout en restant dangereux si une fissure d’une longueur significative existe déjà.
C’est précisément là que la mécanique de la rupture apporte sa contribution, car elle ne se contente pas de considérer la contrainte nominale dans une section transversale intacte, mais tient compte de la présence d’une fissure en tant que concentrateur local de contraintes. Dans un cadre élastique linéaire, nous supposons que les fissures et les discontinuités sont intrinsèquement présentes et l’analyse se concentre alors sur le moment au cours duquel un tel défaut devient critique. Pour un analyste de défaillance, cela soulève des questions pratiques, telles que… Quelle était la longueur de la fissure lorsqu’elle est entrée dans la plage de propagation instable ? La pièce pouvait-elle encore fonctionner en toute sécurité ? Quel niveau d’inspection par essais non-destructifs (END) ou de maintenance un type de structure donné nécessite-t-il ?
La mécanique de la rupture ne remplace pas l’analyse classique des dommages, disons plutôt qu’elle la complète. La fractographie nous indique où et comment la rupture s’est produite. La métallographie et les essais de matériaux nous indiquent de quoi il s’agissait. La mécanique de la rupture nous permet d’évaluer si la taille de la fissure et l’état de contrainte étaient déjà critiques. C’est généralement le moment au cours duquel l’analyse des dommages passe de la simple description des dommages à un niveau grâce auquel nous pouvons prédire quand une défaillance similaire deviendra inévitable.
Pourquoi le métal se brise-t-il ? Introduction à l’analyse des dommages – Résumé
Le métal ne se fracture pas de lui-même. Il se fracture lorsque, à un endroit précis, une combinaison spécifique d’historique de contraintes, de géométrie, de matériau, de fabrication et d’environnement conduit à un dépassement de la résistance locale à la fracture.
Par conséquent, l’analyse de la défaillance ne consiste pas à essayer de « deviner » le mécanisme sur la base de premières impressions, mais plutôt à reconstituer méthodiquement le chemin de fracture. Il faut d’abord recueillir les preuves, examiner la fracture et identifier la source. Ensuite, les preuves recueillies doivent être mises en corrélation avec des questions concernant la conception, la fabrication et les conditions d’exploitation. Ce n’est qu’alors que les trois voies d’interprétation fondamentales peuvent être distinguées de manière significative. La rupture fragile produit peu de déformation et progresse rapidement, impliquant souvent un entaillage, une charge de traction et des températures basses. La rupture ductile présente une déformation plastique préalable et indique généralement une surcharge ou une marge de sécurité insuffisante. La rupture par fatigue se développe par étapes, souvent durant le fonctionnement normal, et son essence réside dans le fait que la grande majorité de la durée de vie du composant est consacrée à l’amorçage et à la propagation de la fissure, avant que la défaillance finale ne se produise.
Dans des cas plus complexes, ce tableau est complété par la mécanique de la rupture, qui ramène le problème à la relation entre la contrainte, la longueur de la fissure et la résistance du matériau à la propagation de la fissure. C’est précisément cette manière de penser qui nous permet de décrire un composant rompu, mais aussi et surtout de comprendre pourquoi il s’est rompu et ce qu’il faut modifier pour que le suivant ne se rompe pas de la même manière.