Sintratut tuotteet

Jauhemetallurgia on menetelmä, jossa koneenosia ja työkaluja valmistetaan sintraamalla metallijauheita kiinteässä tilassa, ja tuloksena syntyviä komponentteja kutsutaan sintratuiksi tuotteiksi. Vaikka tiettyjen esineiden valmistus jauheista (erityisesti sintratuista hienoista kultarakeista valmistetut korut) on ollut tunnettua jo pitkään, modernin sintraustekniikan kehitys on verrattain nuorta. Nykyaikaisen sintrausmenetelmän symboliseksi alkukohdaksi katsotaan vuosi 1825, jolloin Venäjällä lyötiin platinakolikoita kemiallisesti valmistetusta jauheesta.
Sähkötekniikan alan nopea kehitys vauhditti jauhemetallurgian kehitystä. Vuonna 1909 hehkulampun hehkulanka valmistettiin volframi-, tantaali- ja molybdeenijauheista sintraamalla, mikä oli tärkeä askel metallijauheiden käytössä tekniikassa. Ensimmäisen maailmansodan jälkeen sintrausta alettiin käyttää työkalujen tuotannossa, ja toisen maailmansodan aikana koneenosia valmistettiin yhä enemmän sintraamalla.
Sodan jälkeen tekniikka kehittyi dynaamisesti, erityisesti autoteollisuuden kehityksen myötä, joka joissakin maissa vastaa yli puolta sintratuista tuotteista. Autoteollisuuden lisäksi sintrattuja tuotteita käytetään muun muassa sähkötekniikassa, metallituoteteollisuudessa, työstökoneiden teollisuudessa ja rakennusteollisuudessa (esim. liitososat). Käytännössä on vaikea nimetä teollisuudenalaa, jossa sintrattuja tuotteita ei käytetä.
Tämä artikkeli perustuu professori Stanisław Rudnikin oppikirjaan ”Metaloznawstwo”. Seuraava sisältö on vain yleiskatsaus aiheesta. Aiheesta kiinnostuneille suosittelemme lämpimästi syventymistä kirjallisuuteen.
Miksi sintraus on joskus sulatusta parempi
Sintrauksen merkittävin etu on mahdollisuus saada erittäin tarkasti muotoiltuja komponentteja, jotka ovat usein niin lähellä lopullista muotoa, että kalliita ja työvoimavaltaisia koneistustöitä voidaan vähentää. Tämä johtaa pienempään materiaalihukkaan, joka tässä tekniikassa on yleensä vain noin 7–10 %.
Sintraus helpottaa myös erittäin puhtaiden materiaalien tuotantoa ilman epäpuhtauksia, joita ei joskus voida poistaa tavanomaisilla metallurgisilla prosesseilla. Sintratut materiaalit eivät käy läpi seosten kiteytymiselle tyypillisiä erottumisilmiöitä, eivätkä niissä esiinny kiinteytymisprosessille ominaisia vikoja. Toinen tärkeä etu on mahdollisuus yhdistää komponentteja, joita ei voida yhdistää sulattamalla esimerkiksi kiinteytymislämpötilojen suurten erojen tai keskinäisen liukoisuuden puutteen vuoksi. Tämä helpottaa myös metallikeraamisten materiaalien (komposiittien) tuotantoa, jotka ovat käytännössä mahdottomia saavuttaa perinteisessä metallurgiassa.
Rajoituksena on mittakaavaedun vaatimus: sintraustekniikka on kannattavaa pääasiassa massatuotannossa, koska jauheiden hankinta on kallista ja laitteet ja työkalut ovat kalliita. On myös muistettava, että sintrattujen materiaalien mekaaniset ominaisuudet ovat yleensä heikommat kuin kiinteiden materiaalien, koska sintratut materiaalit säilyttävät tietyn huokoisuuden. Käyttötarkoituksesta riippuen huokoisuus voi olla haitta (kun kantavuus on tärkeää), mutta sitä voidaan myös käyttää tarkoituksellisesti toiminnallisena ominaisuutena (esim. itsevoitelevissa laakereissa).

Metallijauheet raaka-aineina
Sintrattujen tuotteiden valmistuksen perusraaka-aineita ovat puhtaat metallijauheet (esim. rauta, kupari, mangaani) ja seosjauheet (esim. pronssit, messingit, ruostumattomat teräkset). Jauheet voidaan valmistaa mekaanisilla tai fysikaalis-kemiallisilla menetelmillä. Mekaanisissa menetelmissä materiaali murskataan ulkoisilla voimilla muuttamatta sen kemiallista koostumusta, kun taas fysikaaliskemiallisissa menetelmissä jauhe tuotetaan fysikaaliskemiallisten muutosten tuloksena ja eroaa yleensä koostumukseltaan lähtöaineesta.
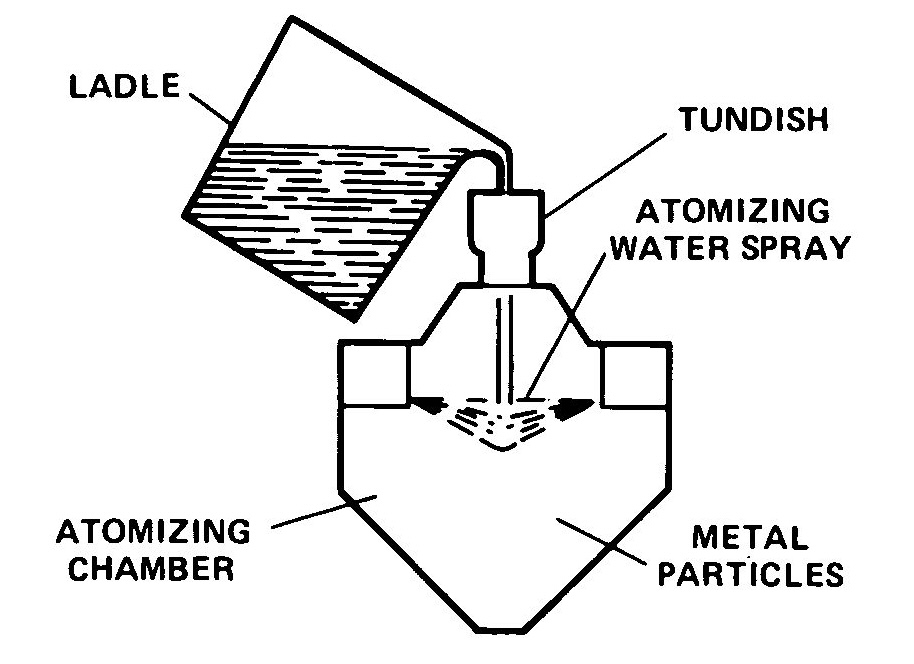
Mekaanisiin menetelmiin kuuluvat metallin jauhaminen myllyissä (esim. kuulamylly, pyörremylly, vasaramylly), jauhaminen koneistamalla (lastut, viilut), nestemäisen metallin sumutus vedellä tai paineistetulla kaasulla sekä rakeistus, jossa nestemäinen metalli kaadetaan veteen, jossa se jähmettyy hienoiksi hiukkasiksi. Yleisimpiä fysikaaliskemiallisia menetelmiä ovat oksidien pelkistys (taloudellinen, koska siinä voidaan käyttää malmeja tai sulatusprosessista syntyviä jäteoksideja), elektrolyysi vesiliuoksista tai sulista suoloista (tärkeä mutta kallis energiankulutuksen ja alhaisen hyötysuhteen vuoksi), karbonyylien hajoaminen (tuottaa erittäin puhtaita jauheita, mutta on kallista), metallihöyryjen tiivistyminen kylmälle pinnalle ja elektroeroosiomenetelmät, jotka ovat pitkään olleet kehittymättömiä.
Ennen jauheen muodostamista suoritetaan valmistelevia toimenpiteitä, jotka vaikuttavat voimakkaasti tuotteiden laatuun. Hehkutus lisää jauheen plastisuutta vähentämällä jäännösoksideja ja poistamalla murskausjälkiä; se suoritetaan pelkistävässä ilmakehässä tai tyhjiössä jauheen sulamispisteen lämpötilassa, joka on noin 0,4–0,6. Seulonta mahdollistaa erottelun eri hiukkaskokoisiksi jakeiksi ja seosten rakeistokokoonpanon hallinnan. Sekoittamisen tarkoituksena on tuottaa mahdollisimman homogeeninen seos – sen laatu määrää muovausosien tiheyden ja sintrattujen tuotteiden parametrien toistettavuuden.
Muovausosien muodostaminen
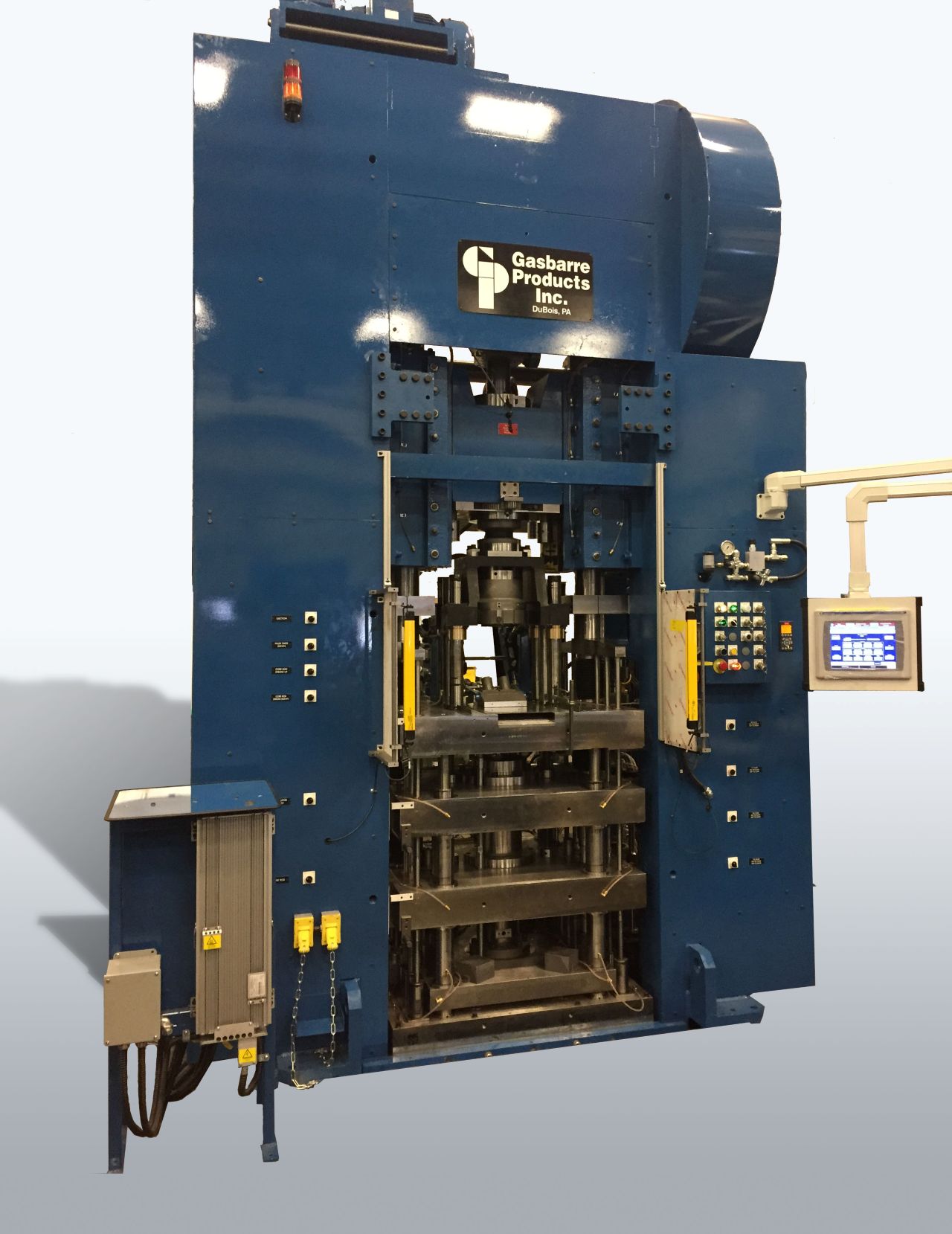
Valmistettu jauheseos puristetaan puolivalmiiksi tuotteiksi, eli muovausosiksi, joilla on haluttu muoto ja mitat sekä kuljetukseen ja jatkosintraukseen tarvittava lujuus. Useimmiten puristaminen suoritetaan teräsprässissä. Sintrattujen tuotteiden muoto ja mitat ovat suurelta osin riippuvaisia puristusominaisuuksista, minkä vuoksi tämä toimenpide määrää, voidaanko tiettyä osaa ylipäätään valmistaa jauhemenetelmällä.
Tyypillinen puristin koostuu muotista sekä ylä- ja alapuristimesta. Muotti muotoilee kappaleen sivupinnat, alapuristin estää jauheen vuotamisen ja muotoilee alapinnan, ja yläpuristin muodostaa yläpinnan. Puristimessa voi olla lisäelementtejä, kuten nastat reikien muotoiluun. On olemassa kaksipuolisia puristusjärjestelmiä, joissa on kiinteä muotti, ja ratkaisuja, joissa on liikkuva muotti, mikä helpottaa muovausosan poistamista.
Jauheen tiivistys puristuksen aikana tapahtuu vaiheittain. Ensin hiukkaset täyttävät aukot ja järjestäytyvät yhä tiiviimmin pyrkien mahdollisimman tiheään järjestykseen. Tiivistys jatkuu hiukkasten muodonmuutoksen ja keskinäisen siirtymisen kautta. Käytännössä nämä mekanismit ovat päällekkäisiä: jotkut hiukkaset muodonmuuttuvat jo alhaisemmissa paineissa, ja siirtymiä voi tapahtua myös korkeissa paineissa. Koska puristaminen vaikuttaa muovattavan osan alkuperäiseen tiheyteen ja huokoisuuden jakautumiseen, se vaikuttaa suoraan sintrausprosessiin ja lopputuotteen ominaisuuksiin.
Vaihtoehtoiset muovausmenetelmät, kun puristaminen ei riitä
Perinteinen puristaminen muotissa asettaa geometrisia rajoituksia (erityisesti puristusvoiman suuntaan) ja voi johtaa epätasaiseen tiheyden jakautumiseen muovausosassa. Tästä syystä on kehitetty erityisiä muovausmenetelmiä, joiden avulla voidaan muotoilla eri mittasuhteisia ja monimutkaisen geometrian omaavia elementtejä, saada aikaan tasaisempi tiheys tai valmistaa yksityiskohtia, joita on vaikea tuottaa yksinkertaisella puristuksella.
Kirjallisuudessa mainitaan esimerkkeinä tällaisista menetelmistä hydrostaattisen puristuksen, painevalun, jauhevalssauksen, suulakepuristuksen, tärinämuovauksen ja dynaamisen muovauksen, joissa muodonmuutosnopeudet ovat suuria. Käytännössä menetelmän valinta on kompromissi: toisaalta tavoitteena on saada aikaan koneistamaton yksityiskohta, mutta toisaalta on otettava huomioon työkalujen kustannukset, vaaditut toleranssit, tiheyden toistettavuus ja se, miten tietty muovausmenetelmä vaikuttaa myöhempään sintraukseen.
Sintraus
Sintrauksessa muovatut osat kuumennetaan korkeisiin lämpötiloihin, jolloin puristettu jauhe muuttuu sintratuksi tuotteeksi, jonka ominaisuudet ovat lähellä kiinteän materiaalin ominaisuuksia. Tämä on tuotannon olennainen vaihe ja siksi se herättää eniten kiinnostusta, mutta samalla on jo pitkään korostettu, että ei ole olemassa yhtä yleistä teoriaa, joka kattaisi kaikki sintrausilmiöt. Prosessi suoritetaan suojakaasussa tai tyhjiössä materiaalin suojaamiseksi hapettumiselta, ja sintrauslämpötila on yleensä alhaisempi kuin helpoimmin sulavan komponentin sulamispiste.
Sintrausprosessiin ja sintrattujen materiaalien ominaisuuksiin vaikuttavat ensisijaisesti: jauheen rakeisuus (suurempi dispersio nopeuttaa sintrausta ja edistää mekaanisten ja sähköisten ominaisuuksien paranemista), puristuspaine (sen lisääminen yleensä lisää sintrattujen materiaalien lujuutta), sintrauslämpötila (mitä korkeampi lämpötila, sitä suurempi sintratun materiaalin tiheys) ja hehkutusaika (vakiolämpötilassa tiheys kasvaa aluksi nopeasti ja sitten hitaammin, mikä vaikuttaa ominaisuuksiin). Myös prosessin ilmakehä on tärkeä: pelkistävässä ilmakehässä sintraus tuottaa tiheämpiä sintrattuja materiaaleja kuin inerttissä ilmakehässä sintraus.
Sintrauksen jälkeen käytetään usein viimeistelyä, erityisesti kun vaaditaan tiukempia toleransseja tai parempaa pinnan sileyttä. Rakenneosat voivat myös käydä läpi lämpökäsittelyn ja termokemiallisen käsittelyn kulutuskestävyyden ja väsymislujuuden lisäämiseksi tai kantokyvyn parantamiseksi. Siksi jauhemetallurgiaa pidetään joskus täydellisenä valmistustekniikkana: jauheesta, muovauksesta ja sintrauksesta aina lopullisten mittojen ja rakenteen optimointiin saakka.
Johdanto jauhemetallurgiaan: jauheista puristuksen kautta sintraukseen ja tyypillisiin sovelluksiin (materiaali englanniksi).
Sintratut materiaalit ja tuotteet
Tärkeimpiä sintrattuja tuotteita ovat huokoiset sintratut materiaalit, sähkötekniikan materiaalit, materiaalit, joilla on erityisiä magneettisia ominaisuuksia, rakennemateriaalit, sintratut tulenkestävät metallit ja sintratut työkalut. Huokoiset sintratut materiaalit ovat erityisen tyypillisiä ja niitä käytetään liukulaakereissa, suodattimissa, katalysaattoreissa, aluslevyissä ja komponenteissa, joilla on korkea kitkakerroin.
Sintratuilla laakereilla on erittäin hyvät liukuominaisuudet, koska voiteluaine kiertää käytön aikana olemassa olevissa huokosissa. Tämä helpottaa öljykalvon muodostumista akselin ja laakeripinnan välille ja tuottaa itsevoitelevan vaikutuksen; monissa tapauksissa ulkoinen voitelu voi olla tarpeetonta, mikä on tärkeää vaikeasti saavutettavissa olevissa koneen osissa. Sintrattujen laakereiden huokoisuus on tyypillisesti 10–35 %, ja lisäetuna on niiden hiljainen toiminta verrattuna vierintälaakereihin. Niiden tekniikka on yksinkertainen, eikä se usein vaadi koneistusta, mikä helpottaa asennusta ja käyttöä. Sintrattujen laakereiden materiaaleissa ei ole harvinaisia komponentteja, minkä vuoksi ne ovat monissa sovelluksissa halvempia kuin valetut ratkaisut.
Historiallisesti sintratuille laakereille käytettiin valubronssia vastaavia koostumuksia, ja sitten lisättiin lisäaineita, pääasiassa grafiittia, kitkanesto-ominaisuuksien parantamiseksi. On osoitettu, että tällaisten laakereiden kitkakerroin voi olla 7–8 kertaa pienempi kuin babbittlaakereiden, ja akselien kuluminen oli merkityksetöntä. Huokoiset rauta- ja rauta-grafiittisintratut materiaalit otettiin käyttöön halvempina vaihtoehtoina. Yleisimmin käytettyjä laakerimateriaaleja ovat huokoinen rauta, rauta-grafiittisintratut materiaalit, joiden grafiittipitoisuus on noin 1–3 % (loput on rautaa), ja grafiittipronssit, joiden koostumus on noin 86–88 % Cu, 9–10 % Sn ja 2–4 % grafiittia. On myös alumiinipohjaisia sintrattuja laakereita, joiden koostumus on esimerkiksi noin 10 % Cu ja 3 % grafiittia (loput on Al).
Sintratuista materiaaleista valmistettuja suodattimia käytetään laajalti kemianteollisuudessa. Ne on valmistettu korroosionkestävien materiaalien, kuten pronssin, ruostumattoman teräksen, nikkelin, hopean ja platinan, sekä tulenkestävien metallien tai niiden seosten jauheista. Niiden korkean huokoisuuden ansiosta suodatusnopeudet voivat olla erittäin korkeat, mikä yhdessä valmistuksen yksinkertaisuuden kanssa suosii tämän tyyppisten suodattimien nopeaa kehitystä. Sintrattuja materiaaleja (erityisesti huokoista rautaa) käytetään myös tiivistemateriaaleina aluslevyjen muodossa putkiliitoksissa, kytkimissä, laipoissa ja putkistoissa.
Sintratut materiaalit ovat myös hyvä materiaali komponentteihin, joilla on korkea kitkakerroin, kuten jarrupalat ja vääntömomentin siirtokomponentit. Tällaiset sovellukset vaativat korkeaa ja vakaata kitkakerrointa laajalla lämpötila-alueella, korkeaa kulutuskestävyyttä riittävällä lujuudella, hyvää lämmönjohtavuutta sekä korroosion- ja kulutuskestävyyttä. Koska nämä vaatimukset ovat toisinaan ristiriitaisia, sintraus helpottaa metallisten ja ei-metallisten faasien komposiittimateriaalin tuotantoa: metalliset komponentit edistävät lämmönjohtavuutta, kun taas ei-metalliset komponentit (esim. SiO2 tai Al2O3) lisäävät kitkakerrointa ja vähentävät kulumista.

Toiminnalliset ja rakenteelliset sintratut tuotteet
Sintratut tuotteet ovat tärkeitä sähkötekniikassa ja viestinnässä, koska niiden avulla on voitu korvata kalliit, harvinaiset materiaalit ja tuottaa muoveja, joilla on ainutlaatuisia ominaisuuksia. Klassinen esimerkki ovat sähköiset koskettimet, joiden on samanaikaisesti tarjottava korkea sähkön- ja lämmönjohtavuus, korkea sulamispiste ja korroosionkestävyys, korkea mekaaninen lujuus ja sähköeroosionkestävyys. Eri komponenttien yhdistäminen jauheprosesseissa helpottaa tällaisten ominaisuuksien saavuttamista.
Sintrausta käytetään myös erityisillä magneettisilla ominaisuuksilla varustettujen materiaalien, erityisesti magneettisesti kovien materiaalien, eli kestomagneettien, valmistamiseen. Verrattuna valuun magneettien valmistus sintrauksella on tehokkaampaa, aiheuttaa vähemmän materiaalihukkaa ja vaatii yleensä vain vähäistä viimeistelyä. Dispersiolla kovetettuja rauta-nikkeli-alumiiniseoksia suositellaan sintrattujen magneettien materiaaleiksi. On syytä korostaa, että sintrattujen magneettien ominaisuudet ovat paremmat kuin valettujen magneettien ja niiden hauraus on vähäisempi, vaikka huokosten esiintyminen voi hieman heikentää magneettisia parametreja.
Rakennusmateriaalien alalla sintrausta käytettiin aluksi pääasiassa komponentteihin, joita ei voitu valmistaa muilla keinoilla, mutta ajan mittaan tekniikka alkoi kilpailla myös tyypillisten koneenosien tuotannossa valun ja koneistuksen kanssa. Taloudellisesti, pääasiassa puristimien kustannusten vuoksi, tekniikka on yleensä kannattavaa vain massatuotannossa – kustannustehokkuuden rajana pidetään usein noin 50 000 kappaleen tuotantomäärää. Sintrattujen osien ominaisuudet ovat hieman heikommat kuin valettujen osien, mutta käytännössä valmistetaan usein osia, joiden huokoisuus on 5–20 %, koska ominaisuuksien heikkenemistä pidetään hyväksyttävänä vastineena tuotannon eduista. Esimerkkejä sintratuista komponenteista ovat hammaspyörät, mäntärenkaat, kompressorin siivet, pölykapselit, T-kappaleet ja tartuntapyörät; tarvittaessa nämä komponentit voidaan käsitellä edelleen lämpökäsittelyllä tai termokemiallisesti.
Tulenkestävät metallit, sintratut työkalut ja vahvistetut komposiitit
Sintraustekniikka on erityisen tärkeä tulenkestävien metallien, kuten volframin, molybdeenin, tantaalin, niobiumin ja zirkoniumin, tuotannossa ja jalostuksessa. Nämä metallit ovat tärkeitä muun muassa ydin- ja rakettiteknologiassa, ja niiden erittäin korkean sulamispisteen vuoksi ne hankitaan usein jauheena ja puristetaan ja sintrataan myöhemmin halutun muodon ja tiheyden saavuttamiseksi.
Myös työkaluihin tarkoitetut sintratut materiaalit ovat myös erittäin tärkeitä. Sintrattujen karbidien (joita käsitellään yleensä erikseen työkalumateriaalien ryhmänä) lisäksi on olemassa hiomiseen tarkoitettuja timantti-metalli-sintrattuja materiaaleja. Tällaisissa materiaaleissa on ratkaisevan tärkeää yhdistää erittäin kova hioma-aine ja matriisi, joka mahdollistaa kuormituksen siirron ja hioma-aineen jyvien stabiloinnin, mikä on teknisesti mahdollista jauhemenetelmällä.
Tärkeä suuntaus jauhemetallurgian kehityksessä ovat komposiittimateriaalit, eli kuituvahvistetut metallit. Kuituvahvistus mahdollistaa erityisen korkean myötölujuuden jopa korkeissa lämpötiloissa ja lisää murtumiskestävyyttä. Esimerkkejä ovat volframilla tai molybdeenikuiduilla vahvistettu kupari, teräslangalla vahvistetut alumiiniseokset sekä alumiinioksidilla tai titaani- ja molybdeenikuiduilla vahvistettu rauta, jonka lujuus voi kasvaa jopa 3–5-kertaiseksi. Tässä mielessä jauhemetallurgia on työkalu paitsi muotoiluun myös materiaalin rakenteen suunnitteluun.
Sintratut tuotteet – yhteenveto
Sintraustekniikka (jauhemetallurgia) mahdollistaa komponenttien valmistuksen metallijauheista kiinteässä tilassa, usein lopullista muotoa hyvin muistuttavassa muodossa, mikä vähentää koneistusta ja materiaalihukkaa. Sen vahvuus on myös mahdollisuudessa saavuttaa korkea materiaalipuhtaus ja homogeenisuus sekä yhdistää komponentteja, joita on vaikea tai mahdotonta yhdistää sulattamalla, mukaan lukien metallikeraamisten materiaalien tuotanto.
Sintrattujen materiaalien laadun avaintekijöitä ovat: jauheiden hankinta- ja valmistusmenetelmä, puristusolosuhteet (jotka määräävät muovausosan tiheyden) ja sintrausparametrit (lämpötila, aika ja ilmakehä). Jauheiden ja laitteiden kustannukset ovat edelleen rajoittava tekijä, minkä vuoksi tekniikka on kustannustehokkainta massatuotannossa, ja sintrattujen materiaalien mekaaniset ominaisuudet voivat olla huokoisuuden vuoksi heikommat.
Jauhemetallurgian potentiaali näkyy parhaiten sovelluksissa, joissa huokoisuus on etu tai tarjoaa toiminnallisia etuja, kuten itsevoitelevissa laakereissa ja suodattimissa, sekä materiaaleissa, joilla on monimutkaisia, toisinaan ristiriitaisia vaatimuksia (kitkamateriaalit, sähköiset koskettimet, kestomagneetit). Teknologia on tärkeässä roolissa myös tulenkestävien metallien, työkalumateriaalien ja kuituvahvisteisten komposiittien prosessoinnissa, jossa se mahdollistaa materiaalin arkkitehtuurin suunnittelun.