
CNC-sorvauskeskukset: perustiedot
Sorvaustekniikan historia
Sorvaus on yksi maapallon vanhimmista valmistustekniikoista. Varhaisimmat versiot juontavat juurensa muinaisiin egyptiläisiin, jotka keksivät jousella ohjattavan kahden hengen sorvin noin 1200-luvulla eaa. Kiehtovaa on, että vaikka siitä on kulunut paljon aikaa, sorvaustekniikkaa käytetään edelleen laajalti erilaisten osien valmistukseen.
Menetelmän vahvuus on sen yksinkertaisuus ja tehokkuus. Ihminen on tietysti vuosien mittaan järjestelmällisesti kehittänyt ja parantanut prosessia niin paljon, että nykyisin käytössä olevilla työstökoneilla on vain vähän yhteistä sen kanssa, millä jopa isovanhempamme työskentelivät. Nykyaikaiset CNC-sorvauskeskukset ovat hyvin monimutkaisia koneita, joilla on tehokkaat ominaisuudet, joita ei ole enää aikoihin tyydytty pelkkään sorvaukseen.
Seuraavassa artikkelissa esitellään hieman tietoa sorvaukseen käytettävistä nykyaikaisista työstökoneista.
CNC-sorvit ja CNC-sorvauskeskukset: mitä eroa niillä on?
Olet luultavasti törmännyt termeihin ”CNC-sorvi” ja ”CNC-sorvauskeskus” vaihtelevasti.
Vaikka sorvien ja sorvauskeskusten välillä ei ole virallista eroa, ensin mainittua termiä käytetään yleisesti viittaamaan vain yksinkertaisempiin koneisiin, jotka on suunniteltu pelkästään CNC-sorvaustoimintoihin. Sitä vastoin termi ”sorvauskeskus” viittaa yleensä koneisiin, joissa on jyrsintä– tai porausominaisuudet tai joissa on vastakara, jolla voidaan suorittaa toimintoja kappaleen toisella puolella.
CNC-sorvi on pelkkää sorvausta; se on 2-akselinen kone, jossa on X- ja Z-akselit ja vain yksi ruuvipuristin. Ruuvia vastapäätä voi olla takatukki, joka tukee kappaletta, tai yksinkertaisemmissa malleissa on vain itse ruuvi.
CNC-sorvauskeskukseen voidaan liittää jyrsintämahdollisuus, toissijainen kara ja Y-akseli toiminnallisuuden laajentamiseksi. Niitä kutsutaan myös monitoimikoneiksi, koska ne tarjoavat muutakin kuin CNC-sorvausta. Voit ajatella sitä sorvin evoluutiona. Aiemmin useimmat kutsuivat tällaisia koneita sorviksi. Silti CNC-työstön monimutkaistuessa ne kehittyivät CNC-sorvauskeskuksiksi sen jälkeen, kun niihin oli lisätty jyrsintä- ja vastakarat.
CNC-sorvin rakentaminen
Työskentelitpä sitten sorvilla tai sorvauskeskuksella, perusosat ovat samat.
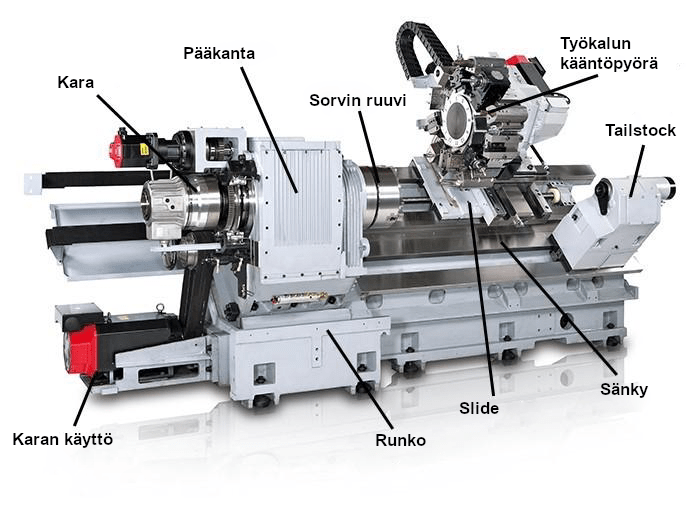
Pääkannatin
Pääkannassa on pääkara sekä nopeuden- ja vaihteenvaihtomekanismit. Karan pääpäässä on usein Morsekartio. Varhaisissa teollisten sorvien malleissa karaa käytettiin suoraan litteän hihnapyörän avulla. Nykyään sitä käytetään sähkömoottorilla.
Sänky
Sorvin sänky on pohja, joka on liitetty päätyyn siten, että liukukelkka ja takakanki liikkuvat samansuuntaisesti karan kanssa. Tätä liikettä helpottavat sängyn liukukiskot, jotka pitävät liuku- ja takapöydän kiinteällä kiskolla.
Työkalun revolveri
Työkalurevolveri pitää leikkuutyökaluja ja siirtää niitä pituussuunnassa työkappaleeseen nähden CNC-sorvaustoiminnoissa tai kohtisuoraan höyläystoiminnoissa. Pää koostuu kahdesta valukappaleesta: ylävalusta ja sivuvalusta.
Tailstock
Takapöytä on asennettu vastapäätä työstökoneen pääkara-akselin ruuvia. Toisin kuin kara, takapöytä – joka voidaan varustaa kartiolla porien, jyrsimien tai muiden työkalujen pitämistä varten – ei pyöri. Vaihtoehtoisesti se liikkuu pituussuunnassa johtoruuvin vaikutuksesta.
CNC-sorvauskeskuksen kokoonpanot
CNC-sorvauskeskuksia on kahta perustyyppiä: perinteinen vaakasuora tyyppi, joka on ollut käytössä jo pitkään, ja pystysuora tyyppi, joka eroaa toisistaan karan pyörimisakselin suuntauksen osalta. Pystysuuntaisissa CNC-sorvissa, kuten nimikin kertoo, kara pyörii pystyakselin suhteen.
Vaakasuorien CNC-sorvien osuus markkinoista on noin 70 prosenttia, koska ne ovat olleet käytössä paljon kauemmin. Jokainen sorvivalmistaja otti ensiaskeleensa vaakasuoralla sorvilla.
Vaakasuora kääntyminen vs. pystysuora kääntyminen
Sekä vaaka- että pystysorveilla on omat erityispiirteensä. Myös käänteisiä CNC-pystysorvia on olemassa, ja niissä karan ja sorvausistukan sijoitus on käänteinen. Kaikissa kolmessa konetyypissä on samat peruskomponentit (pääty, liukukelkka ym.), mutta ne eroavat toisistaan suuntauksen suhteen. Vaakasuoran, pystysuoran tai käänteisen sorvin valitseminen riippuu useista tekijöistä, mutta jotkin käytännön periaatteet voivat auttaa päätöksenteossa.
Vaakasuoran sorvin tärkeä etu on, että painovoima ohjaa lastut luonnollisesti poispäin työkappaleesta. Toisin sanoen sorvattaessa kaikki lastut putoavat lastukuljettimeen tai koriin.
Yleisesti ottaen vaakasuorat CNC-sorvit ovat joustavampia, koska niissä voi olla pidempi sänky suhteessa karan kokoon. Niissä voidaan myös käyttää tankosyöttölaitteita ja niissä on yleensä takatukki, mikä on harvinaista pystysuorissa versioissa. Toisaalta lyhyiden, halkaisijaltaan suurten osien työstöön, varsinkin jos ne ovat painavia osia, pystysuora CNC-sorvi toimii erittäin hyvin.

Yksi pystysuoran sorvin eduista on se, että painovoima auttaa pitämään kappaleen tukevasti kiinnittimessä. Lastut voivat kuitenkin olla ongelma, varsinkin jos kappale on kovera, sillä ne voivat jäädä lastujen sisään. Näin ollen on olemassa riski, että lastut, jotka syntyvät työstöalueen virheellisestä poistamisesta, leikataan uudelleen. Toinen ongelma pystysorvissa on se, että lastut putoavat karaan, joten sen suojauksen on oltava erittäin tehokas.
Sorviversiota valittaessa ratkaiseva tekijä on yleensä sorvattujen osien koko. Kun tarkastelemme suurempia osia, monet autoteollisuuden sovellukset (vaihteistoaihiot, jarrulevyt ja muut) valmistetaan pystysuoraan ja yleensä kaksoiskaralla. Yksi eduista on se, että painovoima auttaa kiinnittämään osan; kun osa on työnnetty ruuvipuristimeen, se asettuu paikalleen ja sen paino painaa sen ruuvipuristimen leukoja vasten.
Vaakakoneella työstetään halkaisijaltaan jopa 500 mm:n kokoisia kappaleita, mutta niiden lataaminen on aina vaikeaa, koska kappale on työnnettävä ruuvipuristimeen ja sitten pidettävä sitä kiinnitettäessä.

Toinen tekijä, joka on otettava huomioon valittaessa vaaka- ja pystysuuntaisen kokoonpanon välillä, on se, missä määrin CNC-sorvauskeskus automatisoidaan. Vaakasuuntaisia sorveja pidetään helpommin automatisoitavina, koska saatavilla ja suosittuja ovat tankosyöttölaitteet, jotka vastaavat materiaalin syöttämisestä valmistukseen.
Toisaalta kuitenkin, kun valmistetaan aihioista – valukappaleista tai takeista – automaattinen lastaus on helpompi toteuttaa pystykeskuksessa. Ensinnäkin painovoima auttaa kappaleen asettamisessa ruuvipuristimeen, eikä robottia tarvita työntämään sitä paikalleen.
Toiseksi näissä koneissa, erityisesti pystysuorissa CNC-sorveissa, joissa on käänteinen kara, on liikkuva kara, joka toimii aihiolastina.
CNC-sorvaustekniikan mahdollisuudet
Kuten näet, CNC-työstökonemarkkinoilla on nykyään tarjolla erilaisia teknisiä ratkaisuja, joita voidaan käyttää osien valmistuksessa. Se, valitaanko tiettyyn tehtävään oikea tekniikka ja kone, ratkaisee usein koko projektin onnistumisen. Tällä alalla kannattaa luottaa Sabnerin asiantuntijoihin, joilla on monen vuoden kokemus CNC-sorvauksesta vaativimmillekin asiakkaille.

