¿Por qué se rompe el metal? Introducción al análisis de fallos

Una grieta en un componente metálico casi nunca es solo una señal de que existe un daño. Para un ingeniero, es un rastro de la historia de las cargas, la geometría, el material, la tecnología de fabricación y las condiciones de funcionamiento. Un mismo eje puede agrietarse porque se sobrecargó una vez, porque una grieta por fatiga se había estado formando en él durante meses o porque, a bajas temperaturas y bajo tensiones severas, el material entró en un régimen de fractura frágil. Si no se reconstruye este historial, es fácil confundir el efecto con la causa. Precisamente por eso, el análisis de fallos no consiste en hacer coincidir la primera intuición con la pieza dañada, sino en reconstruir el curso del fallo.
Este enfoque es importante en la práctica porque la calidad del diagnóstico determina si la próxima versión del componente será realmente mejor. Si alguien ve una grieta y concluye inmediatamente que el material era demasiado débil, puede aumentar la dureza sin sentido e incrementar así aún más la susceptibilidad a la fractura frágil. Si, por el contrario, ve una superficie brillante de fractura y concluye que se debió, simplemente, a una sobrecarga, puede pasar por alto el hecho de que, durante la mayor parte de la vida útil del componente se propagó una grieta por fatiga originada en una muesca, un arañazo de mecanizado o un defecto de fabricación. Por lo tanto, en el análisis de fallos, lo más importante no es etiquetar rápidamente el fenómeno, sino comprender dónde se originó la grieta, cómo se propagó y por qué las condiciones de funcionamiento permitieron que llegara a su etapa final.
Este artículo se basa en Understanding How Components Fail, de Donald J. Wulpi, principalmente en los capítulos sobre técnicas de análisis de fallos, preguntas que se plantean durante el examen de fracturas y sobre fracturas frágiles, dúctiles y por fatiga, así como en los fundamentos de la mecánica de fracturas. El contenido que se presenta a continuación es solo una visión general del tema. Para aquellos interesados en este, recomendamos profundizar en la bibliografía especializada.
El análisis de fallos comienza con la disciplina, no con una hipótesis
En la práctica habitual de los talleres, a menudo existe la tentación de decir, tras un primer vistazo: «se rompió por fatiga» o «se agrietó porque era frágil». Wulpi adopta el enfoque contrario. El primer paso y el más importante en el análisis consiste esencialmente en no hacer nada en el sentido de acciones irreversibles, sino más bien en estudiar las huellas, examinar los detalles, formular preguntas detalladas sobre la pieza, la máquina y las circunstancias del fallo, y tomar notas precisas. Esto puede parecer insignificante, pero tiene sentido desde el punto de vista de la ingeniería. Cualquier corte, esmerilado o taladrado que se lleve a cabo demasiado pronto puede destruir una huella que, más tarde, resultaría crucial para identificar el origen de la fractura.
Un enfoque metódico sigue una secuencia lógica. En primer lugar, se recopilan los datos de fondo y se seleccionan las muestras. A continuación, se lleva a cabo una inspección visual preliminar y se documenta. Esto va seguido de ensayos no destructivos, ensayos mecánicos, análisis macroscópicos y microscópicos, preparación de secciones metalográficas, examen metalográfico, identificación del mecanismo de fallo, análisis químico y, en casos más difíciles, también análisis mediante mecánica de fracturas y ensayos en condiciones que simulan el funcionamiento real. Solo al final, se recopilan todas las pruebas en una hipótesis coherente de la secuencia de fallo y se traducen en conclusiones y recomendaciones. Esta secuencia evita una situación en la que el resultado de un único ensayo se interprete sin el contexto de los demás.
Existen tres reglas que rigen todo el análisis. En primer lugar, se debe localizar el punto de inicio de la grieta. En segundo lugar, no se deben ensamblar descuidadamente las mitades de la fractura, ya que las superficies de fractura son delicadas y pueden dañarse fácilmente incluso por el tacto, la corrosión o un transporte descuidado. En tercer lugar, los ensayos destructivos solo se realizan después de que se haya extraído de la pieza, en su estado original, todo lo que se pueda determinar. En la práctica, esto se reduce a una regla sencilla: primero la documentación y la inspección visual, luego la intervención. Esto es especialmente importante en el caso de las fracturas por fatiga, donde los sutiles indicios de la dirección de propagación y el punto de inicio suelen ser más valiosos que el resultado posterior de un único ensayo de dureza.
Esta disciplina tiene otro propósito. El análisis de daños no examina únicamente el material en sí, examina las tensiones, la resistencia, la geometría y el entorno en el que se encontraba la muestra. Wulpi hace hincapié en que una pieza metálica no simplemente se rompe en el punto más débil, como se entiende ingenuamente. Se fracturará donde la tensión local supere, por primera vez, la resistencia local del material. Por eso, no basta con preguntarse si el acero era de buena calidad. También hay que tener en cuenta las características geométricas, las cargas, las tensiones residuales, la temperatura, el estado de la superficie y el historial de servicio.
Cómo reconstruye un ingeniero el historial de una fractura
El testigo más importante es la propia superficie de fractura. Revela el modo de fallo, el origen de la fractura, la dirección de la grieta y si la fractura se desarrolló de una sola vez o por etapas. Wulpi desaconseja claramente sacar conclusiones precipitadas basadas en un solo fragmento. Debe examinarse toda la sección, ya que solo comparando todas las áreas de la fractura se puede distinguir la zona de inicio, la zona de crecimiento de la grieta y la zona de rotura final. Por eso son tan útiles los aumentos bajos, de una docena o varias docenas de veces. En muchos casos, la información más importante no se encuentra en el aumento elevado del MEB (microscopio electrónico de barrido), sino en la imagen global de la fractura.
El segundo paso es preguntarse si la ubicación de la fractura es normal. El autor ofrece una regla sencilla pero muy útil: cada pieza tiene ubicaciones típicas de fallo esperadas. En el caso de los componentes metálicos, suelen ser concentradores de tensión geométricos, como la primera vuelta roscada de un tornillo, el radio de transición de un eje, la raíz de un diente o la zona de alrededor de un orificio. Si la pieza se fracturó exactamente allí, el análisis sigue la relación tensión‑resistencia. Si se fracturó en una ubicación atípica, hay que buscar un debilitamiento adicional: un defecto local del material, daño superficial, sobrecalentamiento, corrosión, un error de montaje o una carga que el modelo operativo no había tenido en cuenta previamente.
El tercer paso consiste en plantear las preguntas adecuadas sobre las condiciones de funcionamiento. Wulpi las clasifica a grandes rasgos: en relación con la fractura en sí, la superficie de la pieza, la geometría y el diseño, el proceso de fabricación, las propiedades del material, la relación entre tensiones residuales y de trabajo, la influencia de las piezas adyacentes, el montaje, el funcionamiento y el entorno. En la práctica, se trata de una hoja de ruta de investigación muy eficaz. Cuando se rompe un eje, no basta con comprobar el acero y la dureza, también hay que indagar sobre la desalineación, la holgura, las marcas de contacto, las sobrecargas, la lubricación, el tratamiento térmico, las marcas de rectificado, la temperatura y la corrosión. Muy a menudo, la causa raíz no reside en la fractura en sí, sino en lo que provocó un aumento local de la tensión o una disminución de la resistencia del material.
Este enfoque también aclara el razonamiento sobre fallos complejos. Que haya varios componentes agrietados en un sistema no significa necesariamente que todos hayan fallado de forma independiente. Wulpi señala que la pieza dañada puede ser, simplemente, la víctima de un fallo primario en otra parte del sistema. Una conexión atornillada suelta puede provocar una sobrecarga en una pieza adyacente. Un agarrotamiento puede alterar la carga sobre un eje. Una fractura secundaria puede confundirse fácilmente con la primaria si solo se tiene en cuenta el número de componentes dañados en lugar de la cronología. Precisamente por eso la tesis de este artículo es tan práctica: para comprender un fallo, hay que reconstruir la historia de la fractura, no solo examinar el resultado final.
A continuación se muestra un vídeo en inglés titulado El papel de la fractografía en el análisis de fallos 1_2, en el que se explica el papel de la fractografía en el análisis de fallos, cómo interpretar las superficies de fractura y cómo distinguir los mecanismos de fractura.
Fractura frágil
La fractura frágil es peligrosa para los profesionales porque puede aparecer como un fallo sin previo aviso. La característica clave es sencilla: no hay una deformación plástica macroscópica clara en la zona de la fractura frágil. El componente no da muchas señales de advertencia en forma de cuello, flexión significativa o deformación plástica local. Desde la perspectiva del usuario, la pieza, a menudo, simplemente se rompe de repente. Por eso la fractura frágil es tan traicionera en estructuras que soportan carga y componentes que están sometidos a grandes tensiones.
A nivel macroscópico, una fractura frágil suele ser brillante, reluciente y de aspecto más «cristalino» que una fractura dúctil, pero la geometría de las marcas es más importante que el brillo. Muchas fracturas frágiles se caracterizan por tener «marcas en forma de chevrón», es decir, marcas en forma de espiga o de flecha que apuntan hacia atrás, en dirección al punto de inicio. Esta es una herramienta interpretativa extremadamente útil. Si dicho patrón es visible en la superficie de fractura de un eje o una placa, no solo se puede determinar la dirección de propagación de la grieta, sino también delimitar el área donde debe comenzar la búsqueda de una muesca, un defecto de soldadura, una grieta preexistente o un daño por corrosión. En el caso de una fractura frágil, el plano de fractura suele ser perpendicular a la tensión de tracción principal en ese punto.
El error interpretativo más importante es que la fractura frágil no es exclusiva de los materiales que son intrínsecamente frágiles. Wulpi hace especial hincapié en que incluso los aceros que normalmente se consideran dúctiles pueden fracturarse de manera completamente frágil en determinadas condiciones. Esto se ve facilitado por una combinación de factores, entre los que se incluyen la concentración de tensiones, las tensiones de tracción elevadas o las tensiones residuales desfavorables, una temperatura relativamente baja y un material susceptible. En la práctica, esto significa que la afirmación «era acero estructural común» no zanja la cuestión. Si el componente tenía una muesca pronunciada, un estado de tensión desfavorable y se sometió a un trabajo en frío, es posible que la ductilidad indicada en el catálogo no se traduzca en una fractura dúctil en la pieza real.
Las consecuencias para el diseño son claras. Si un ingeniero mejora la resistencia aumentando la dureza pero deja radios afilados, introduce tensiones residuales tras el mecanizado y no controla la temperatura de funcionamiento, puede hacer que el sistema se incline hacia una fractura frágil. En tales casos, un material más resistente no siempre es la solución. A menudo, unos radios de transición mayores, un mejor acabado superficial, la reducción de los defectos de soldadura, el control de las tensiones residuales y la selección de un acero con mayor resistencia a la rotura frágil en determinadas condiciones resultan más eficaces.

Fractura dúctil
La fractura dúctil sigue una lógica completamente diferente. Se produce al aplicar demasiada fuerza a un metal capaz de soportar deformación plástica antes de romperse. Por lo tanto, aquí el primer indicio no suele ser la fractura en sí, sino un cambio previo en la forma. Durante los ensayos de tracción, se producen estrangulamiento, alargamiento local y una deformación plástica clara. En comparación con la fractura frágil, este tipo de fallo rara vez se produce de forma repentina, ya que la propia muestra indica de antemano que se ha superado el rango de funcionamiento seguro.
A nivel macroscópico, una fractura dúctil suele ser opaca y fibrosa. Un ejemplo clásico es la fractura «en copa y cono», observada en muestras de tracción. En primer lugar, se desarrollan microvacuolas en el centro de la sección transversal estrechada. A continuación, la fractura se propaga hacia la superficie y, finalmente, cambia de dirección hacia los planos de cizallamiento en un ángulo de unos 45 grados, con lo que forma el denominado «labio de cizallamiento». Esto es importante en la práctica porque la zona de fractura final en la fractura dúctil indica la etapa final de la rotura y, a menudo, revela claramente el estado de tensión local.
Microscópicamente, el mecanismo de la fractura dúctil implica la fusión de microvacíos, en lugar de la separación abrupta de cristales como ocurre en una fractura frágil clásica. Esto conduce a una importante implicación interpretativa: la fractura dúctil está más estrechamente asociada con el predominio del cizallamiento y el flujo plástico del material. Desde un punto de vista práctico, dicha fractura suele indicar que el componente no estaba tan defectuoso, simplemente estaba en un estado de sobrecarga o tenía un margen de resistencia insuficiente para las condiciones de carga reales. Esto puede deberse a una sola sobrecarga, un montaje incorrecto, una sección transversal inadecuada o la pérdida de material debido al desgaste o la corrosión.
Aquí también acecha una trampa. Una deformación visible de gran magnitud no prueba aún que todo el fallo haya sido dúctil de principio a fin. Wulpi señala que muchos fallos reales son mixtos. Algunos pueden comenzar como fractura frágil o de fatiga, y solo la zona final de ruptura rápida es dúctil. En la práctica, esto significa que no se debe clasificar todo el fallo basándose únicamente en la zona final. Se debe distinguir el mecanismo de inicio y propagación de la grieta del mecanismo de la ruptura final de la sección transversal restante.
Grietas por fatiga
Desde la perspectiva del funcionamiento de la máquina, las grietas por fatiga son las más insidiosas, ya que pueden desarrollarse durante el funcionamiento normal sin ninguna sobrecarga llamativa. Wulpi las define como un fenómeno que conduce a la fractura bajo la acción de tensiones repetitivas o variables cuyo máximo puede ser inferior a la resistencia a la tracción del material. Esto es, precisamente, lo que hace que la fatiga sea tan traicionera. El usuario no observa ningún evento indeseable. La pieza sigue funcionando mientras se acumulan pequeños cambios estructurales hasta que se forma una microfisura.
La lógica de la fatiga se divide mejor en tres etapas. En la etapa de inicio, las tensiones de cizallamiento repetitivas provocan cambios irreversibles en la estructura cristalina y conducen a la formación de una fisura muy pequeña. En la etapa de propagación, la dirección de la fisura cambia y esta crece esencialmente perpendicular al componente de tracción. En la tercera etapa, la sección transversal restante se vuelve tan pequeña que la rotura final se produce bajo una de las cargas posteriores. Esta rotura final ya no es inducida por fatiga en sentido estricto. Puede ser frágil, dúctil o mixta. Esto es muy importante para un analista porque la mayor parte de la vida útil de un componente suele transcurrir en las zonas de iniciación y crecimiento, no en el momento del fallo final.
Macroscópicamente, una fractura por fatiga a menudo muestra poca deformación. Esto es natural porque la iniciación no requiere una tensión elevada que supere el límite elástico de toda la sección transversal. Un buen contraejemplo es un clip o una percha de alambre, que pueden romperse tras unas pocas flexiones fuertes. Esto también es fatiga, solo que de bajo ciclo y con una deformación evidente. En las piezas típicas de maquinaria, la ausencia de una deformación plástica significativa y la presencia de trazas de propagación de grietas en la superficie de fractura son más características.
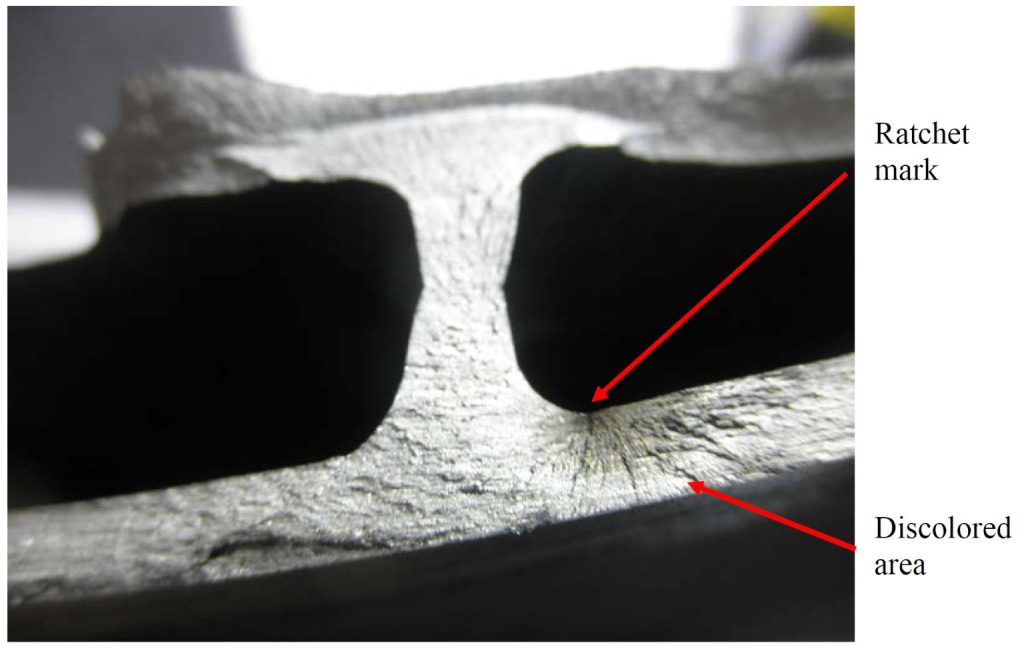
Entre las características macroscópicas más importantes se incluyen las «marcas de playa» y las «marcas de trinquete». Las «marcas de playa» son bandas macroscópicas que muestran posiciones sucesivas del frente de fractura; algo así como grandes incrementos en el crecimiento de la grieta. Las «marcas de trinquete», por otro lado, son muy útiles para identificar múltiples puntos de inicio, ya que se forman entre grietas adyacentes que crecen desde varias fuentes y suelen discurrir, más o menos, perpendiculares a la superficie desde la que se originó la fatiga. En los rodillos, tienen un carácter radial. Gracias a ellas, no solo se puede encontrar el origen, sino también determinar si el problema comenzó en un único punto o a lo largo de toda la circunferencia, por ejemplo, a partir de múltiples muescas o marcas de mecanizado.
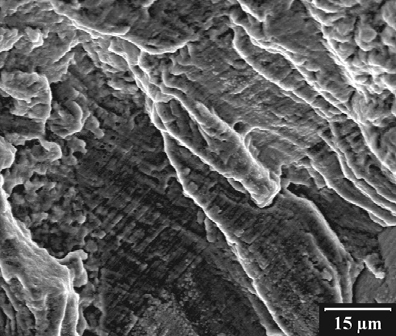
A nivel microscópico, las características más distintivas son las «estriaciones», es decir, líneas muy finas que marcan las posiciones sucesivas de la punta de la grieta. Wulpi, sin embargo, señala algo importante para la aplicación práctica: la ausencia de estriaciones no descarta un diagnóstico de fatiga. En materiales muy duros o en determinadas condiciones, es posible que la superficie no las muestre con claridad. Se trata de una advertencia valiosa contra la confianza excesiva en un único signo de libro de texto. El análisis de fallos funciona bien cuando combina vistas macro y micro, la geometría de la pieza y las condiciones de funcionamiento en lugar de buscar un único icono de fractura.
Cuando la fractografía por sí sola no es suficiente
En los casos más sencillos, basta con una buena reconstrucción del origen, la dirección de crecimiento y las condiciones de funcionamiento. En los casos más complejos, entra en juego la mecánica de fracturas. Aquí, Wulpi propone un modelo conceptual muy útil: la resistencia de una estructura a la fractura depende de tres factores interrelacionados. A saber: la tensión aplicada, la longitud de la grieta y la resistencia del material a la propagación de la grieta o «dureza». Esto organiza nuestro razonamiento mejor que limitarnos a preguntarnos si el material era lo suficientemente resistente. Un material puede ser resistente en términos de su límite elástico y, sin embargo, seguir siendo peligroso si ya existe una grieta de una longitud significativa.
Esto es precisamente lo que aporta la mecánica de la fractura, ya que no se limita a considerar la tensión nominal en una sección transversal intacta, sino que tiene en cuenta la presencia de una grieta como concentrador local de tensiones. En un marco elástico lineal, se asume que las grietas y las discontinuidades están intrínsecamente presentes, y el análisis se centra en cuándo dicho defecto se vuelve crítico. Para un analista de fallos, esto plantea cuestiones prácticas: ¿cuál era la longitud de la grieta cuando entró en el rango de propagación inestable?, ¿podría la pieza seguir funcionando de forma segura? y ¿qué nivel de ensayo no destructivo (END) o mantenimiento requiere un tipo determinado de estructura?
La mecánica de fracturas no sustituye al análisis clásico de daños, sino que lo complementa. La fractografía nos indica dónde y cómo se produjo la fractura. La metalografía y los ensayos de materiales nos indican a qué nos enfrentábamos. La mecánica de fractura nos permite evaluar si el tamaño de la grieta y el estado de tensión ya eran críticos. Este suele ser el punto en el que el análisis de daños pasa de describir el daño a un nivel en el que podemos predecir cuándo será inevitable un fallo similar.
¿Por qué se rompe el metal? Introducción al análisis de daños – Resumen
El metal no se fractura por sí solo. Se fractura cuando, en un lugar específico, una combinación concreta de historial de tensiones, geometría, material, fabricación y entorno hace que se supere la resistencia local a la fractura. Por lo tanto, el análisis de fallos no consiste en adivinar el mecanismo basándose en las primeras impresiones, sino más bien en reconstruir metódicamente la trayectoria de la fractura. En primer lugar, hay que recabar pruebas, examinar la fractura e identificar la fuente. A continuación, las pruebas deben correlacionarse con cuestiones relativas al diseño, la fabricación y las condiciones de funcionamiento. Solo entonces pueden distinguirse de forma significativa las tres vías básicas de interpretación. La fractura frágil produce poca deformación y progresa rápidamente, a menudo, implicando entalladuras, carga de tracción y bajas temperaturas. La fractura dúctil muestra una deformación plástica previa y suele indicar una sobrecarga o un margen de seguridad insuficiente. La fractura por fatiga se desarrolla por etapas, a menudo, durante el funcionamiento normal, y su esencia radica en que durante la gran mayoría de su vida útil, el componente soporta la iniciación y el crecimiento de la grieta antes de que se produzca el fallo final. En casos más complejos, este panorama se completa con la mecánica de la fractura, que reduce el problema a la relación entre la tensión, la longitud de la grieta y la resistencia del material a la propagación de la grieta. Es precisamente esta forma de pensar la que nos permite no solo describir que un componente se ha fracturado, sino comprender por qué se fracturó y qué hay que cambiar para que el siguiente no se fracture de la misma manera.




