Prodotti sinterizzati

La metallurgia delle polveri è un metodo di produzione di parti di macchine e utensili mediante sinterizzazione di polveri metalliche allo stato solido; i componenti così ottenuti sono denominati prodotti sinterizzati. Sebbene la produzione di determinati articoli a partire da polveri (in particolare gioielli realizzati con granelli di oro fino sinterizzati) sia nota da molto tempo, lo sviluppo della moderna tecnologia di sinterizzazione è relativamente recente. L’anno dell’inizio simbolico dell’approccio moderno alla sinterizzazione è considerato il 1825, quando in Russia furono coniate monete di platino utilizzando polvere ottenuta chimicamente.
Il rapido sviluppo dell’industria elettrotecnica accelerò lo sviluppo della metallurgia delle polveri. Nel 1909, i filamenti delle lampadine furono realizzati con polveri di tungsteno, tantalio e molibdeno, il che rappresentò un passo importante nell’uso delle polveri metalliche nella tecnologia. Dopo la prima guerra mondiale, la sinterizzazione iniziò ad essere utilizzata nella produzione di utensili e, durante la seconda guerra mondiale, sempre più parti di macchine furono ottenute mediante sinterizzazione.
Dopo la guerra, la tecnologia si sviluppò in modo dinamico, soprattutto con lo sviluppo dell’industria automobilistica, che in alcuni paesi rappresenta più della metà dei prodotti sinterizzati. Oltre all’industria automobilistica, i prodotti sinterizzati sono utilizzati, tra l’altro, nell’ingegneria elettrica, nell’industria dei prodotti metallici, nell’industria delle macchine utensili e nell’industria edile (ad esempio, raccordi). In termini pratici, è difficile trovare un settore in cui non vengano utilizzati prodotti sinterizzati.
Questo articolo si basa sul libro di testo “Metaloznawstwo” del professor Stanisław Rudnik. Il seguente contenuto è solo una panoramica generale dell’argomento. A chi è interessato all’argomento, consigliamo vivamente di approfondire la letteratura.
Perché la sinterizzazione è talvolta migliore della fusione
Il vantaggio più evidente della sinterizzazione è la possibilità di ottenere componenti con una forma molto precisa, spesso così vicina alla forma finale da ridurre la necessità di costose e laboriose lavorazioni meccaniche. Ciò si traduce in minori perdite di materiale, che in questa tecnologia di solito non superano il 7-10% circa.
La sinterizzazione facilita anche la produzione di materiali ad alta purezza senza impurità, che a volte non possono essere rimosse nei processi metallurgici convenzionali. I materiali sinterizzati non subiscono i fenomeni di segregazione tipici della cristallizzazione delle leghe e quindi non presentano i difetti caratteristici del processo di solidificazione. Un altro vantaggio importante è la possibilità di combinare componenti che non potrebbero essere combinati mediante fusione, ad esempio a causa di grandi differenze nelle temperature di solidificazione o di una mancanza di solubilità reciproca. Ciò rende anche più facile la produzione di materiali metallo-ceramici (compositi), praticamente irraggiungibili nella metallurgia classica.
Il limite è l’economia di scala: la tecnologia di sinterizzazione è redditizia principalmente nella produzione di massa a causa dell’alto costo di ottenimento delle polveri e delle attrezzature e degli strumenti costosi. Va inoltre ricordato che le proprietà meccaniche dei materiali sinterizzati sono solitamente inferiori a quelle dei materiali solidi, poiché i materiali sinterizzati mantengono una certa porosità. A seconda dell’applicazione, la porosità può essere uno svantaggio (quando la capacità di carico è importante), ma può anche essere utilizzata deliberatamente come caratteristica funzionale (ad esempio, nei cuscinetti autolubrificanti).

Polveri metalliche come materie prime
Le materie prime di base per la produzione di prodotti sinterizzati sono polveri metalliche pure (ad esempio ferro, rame, manganese) e polveri di leghe (ad esempio bronzi, ottoni, acciai inossidabili). Le polveri possono essere prodotte con metodi meccanici o fisico-chimici. I metodi meccanici comportano la frammentazione del materiale mediante forze esterne senza modificarne la composizione chimica, mentre nei metodi fisico-chimici la polvere viene prodotta come risultato di trasformazioni fisico-chimiche e, di norma, differisce nella composizione dal materiale di partenza.
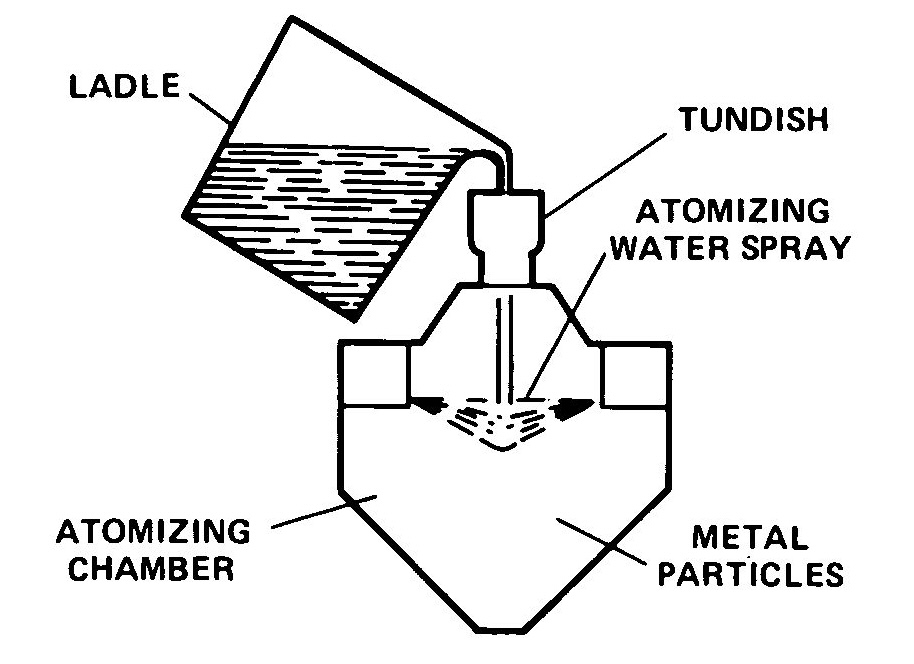
I metodi meccanici comprendono la macinazione del metallo in mulini (ad esempio mulini a sfere, a impatto vorticoso, a martelli), la macinazione mediante lavorazione meccanica (trucioli, limature), l’essiccazione a spruzzo del metallo liquido con acqua o gas pressurizzato e la granulazione, che comporta il versamento del metallo liquido in acqua, dove si solidifica in particelle fini. I metodi fisico-chimici più comunemente utilizzati includono la riduzione degli ossidi (economica perché consente l’uso di minerali o ossidi di scarto del processo di fusione), l’elettrolisi da soluzioni acquose o sali fusi (importante ma costosa a causa del consumo energetico e della minore efficienza), la decomposizione dei carbonili (che produce polveri molto pure ma costose), la condensazione dei vapori metallici su una superficie fredda e i metodi di elettroerosione, che storicamente sono rimasti sottosviluppati per molto tempo.
Prima della formatura della polvere, vengono eseguite operazioni preparatorie che influenzano fortemente la qualità dei prodotti. La ricottura aumenta la plasticità delle polveri riducendo gli ossidi residui e rimuovendo le frantumazioni; viene eseguita in atmosfera riducente o sotto vuoto a una temperatura pari a 0,4-0,6 del punto di fusione della polvere. La vagliatura consente la separazione in frazioni di diverse dimensioni delle particelle e permette il controllo della composizione granulometrica delle miscele. La miscelazione ha lo scopo di produrre una miscela il più omogenea possibile: la sua qualità determina la successiva ripetibilità della densità degli stampati e i parametri dei prodotti sinterizzati.
Formatura degli stampati
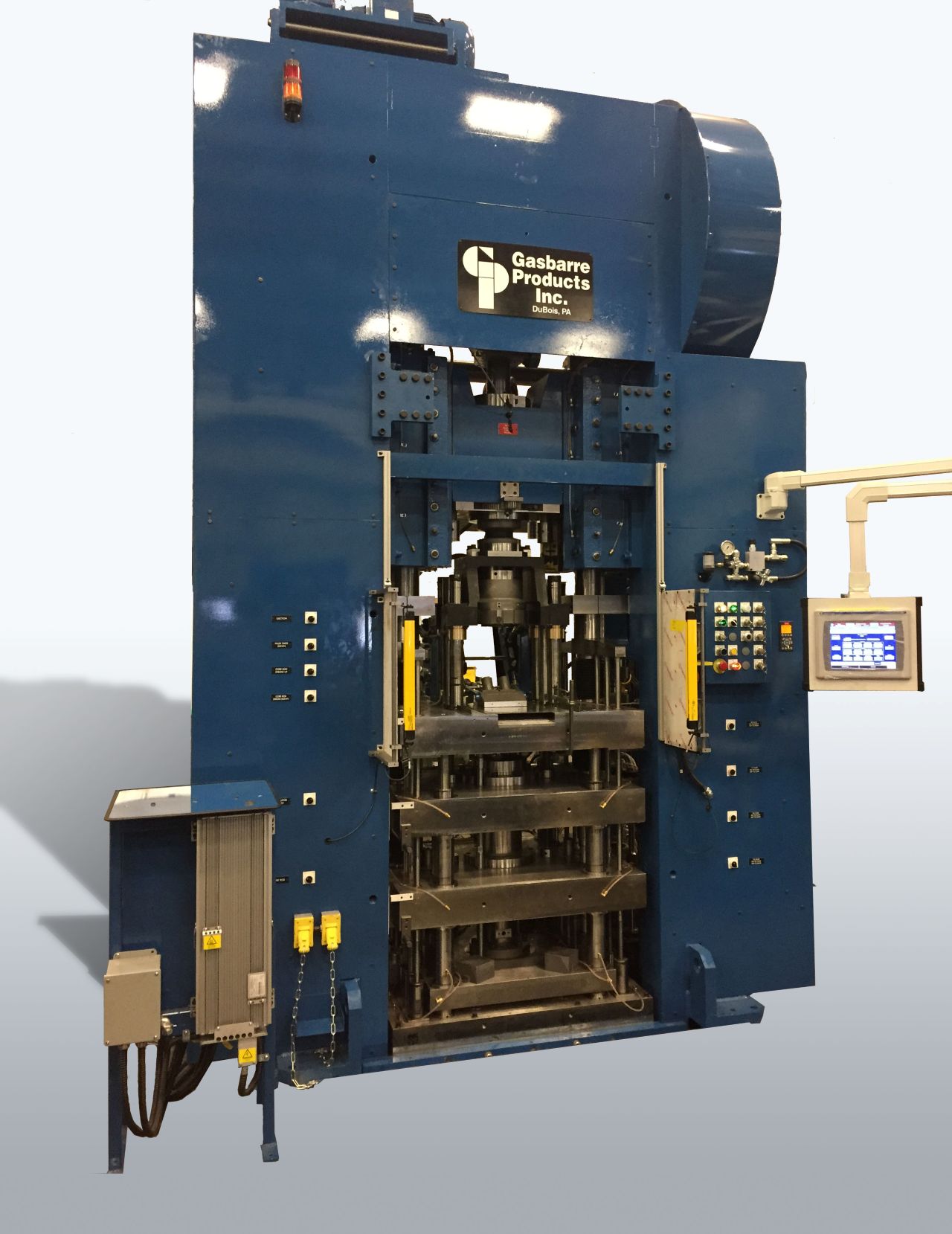
La miscela di polveri preparata viene pressata per ottenere prodotti semilavorati, cioè stampati, con la forma e le dimensioni desiderate e la resistenza necessaria per il trasporto e l’ulteriore sinterizzazione. Il più delle volte, la pressatura viene effettuata in presse in acciaio. La forma e le dimensioni dei prodotti sinterizzati sono in gran parte limitate dalle capacità di pressatura, motivo per cui questa operazione determina se un determinato pezzo può essere prodotto utilizzando il metodo della polvere.
Una pressa tipica è costituita da uno stampo e da punzoni superiori e inferiori. Lo stampo modella le superfici laterali del pezzo stampato, il punzone inferiore impedisce alla polvere di fuoriuscire e modella la superficie inferiore, mentre il punzone superiore forma la superficie superiore. La pressa può avere elementi aggiuntivi, come perni per modellare i fori. Esistono sistemi di pressatura a doppia faccia con uno stampo fisso e soluzioni con uno stampo mobile, che facilitano l’espulsione dello stampo.
Il processo di compattazione della polvere durante la pressatura avviene in più fasi. In primo luogo, le particelle riempiono gli spazi vuoti e si dispongono in modo sempre più compatto, cercando di ottenere la disposizione più densa possibile. L’ulteriore compattazione avviene attraverso la deformazione delle particelle e il loro reciproco spostamento. In pratica, questi meccanismi si sovrappongono: alcune particelle si deformano anche a pressioni inferiori e gli spostamenti possono verificarsi anche ad alte pressioni. Poiché la pressatura influisce sulla densità iniziale del pezzo stampato e sulla distribuzione della porosità, essa influenza direttamente il processo di sinterizzazione e le proprietà del prodotto finito.
Metodi di formatura alternativi quando la pressatura non è sufficiente
La pressatura classica in uno stampo impone limitazioni geometriche (soprattutto nella direzione della forza) e può portare a una distribuzione irregolare della densità nello stampo. Per questo motivo sono stati sviluppati metodi di formatura speciali che consentono di modellare elementi con proporzioni diverse, ottenere una densità più uniforme o realizzare dettagli difficili da produrre con una semplice pressa.
I materiali citano la pressatura idrostatica, la pressofusione, la laminazione delle polveri, l’estrusione, la formatura a vibrazione e la formatura dinamica con elevati tassi di deformazione come esempi di tali metodi. In pratica, la scelta del metodo è un compromesso: da un lato, l’obiettivo è quello di ottenere un dettaglio “non lavorato”, mentre dall’altro lato, è necessario tenere conto dei costi degli utensili, delle tolleranze richieste, della ripetibilità della densità e di come il particolare metodo di formatura influisce sulla successiva sinterizzazione.
Sinterizzazione
La sinterizzazione consiste nel riscaldare i pezzi stampati ad alte temperature, durante le quali la polvere compressa viene trasformata in un prodotto sinterizzato con proprietà simili a quelle di un materiale solido. Si tratta di una fase essenziale della produzione e quindi quella che suscita maggiore interesse, ma allo stesso tempo è stato a lungo sottolineato che non esiste un’unica teoria generale che copra l’intera gamma dei fenomeni di sinterizzazione. Il processo viene eseguito in atmosfera protettiva o sotto vuoto per proteggere il materiale dall’ossidazione, e la temperatura di sinterizzazione è solitamente inferiore al punto di fusione del componente più facilmente fusibile.
Il processo di sinterizzazione e le proprietà dei materiali sinterizzati sono influenzati principalmente da: granulometria della polvere (una maggiore dispersione accelera la sinterizzazione e favorisce un aumento delle proprietà meccaniche ed elettriche), pressione di pressatura (aumentandola si aumenta solitamente la resistenza dei materiali sinterizzati), temperatura di sinterizzazione (maggiore è la temperatura, maggiore è la densità del materiale sinterizzato) e tempo di ricottura (a temperatura costante, la densità aumenta rapidamente all’inizio e poi più lentamente, il che influisce sulle proprietà). Anche l’atmosfera del processo è importante: la sinterizzazione in atmosfera riducente produce materiali sinterizzati con una densità maggiore rispetto alla sinterizzazione in atmosfera inerte.
Dopo la sinterizzazione, spesso si ricorre alla finitura, soprattutto quando sono richieste tolleranze più strette o una migliore levigatezza della superficie. I componenti strutturali possono anche essere sottoposti a trattamento termico e trattamento termochimico per aumentare la resistenza all’usura e alla fatica o migliorare la capacità di carico. Questo è il motivo per cui la metallurgia delle polveri è talvolta considerata una tecnologia di produzione completa: dalla polvere, attraverso la formatura e la sinterizzazione, fino alla regolazione finale delle dimensioni e della struttura.
Introduzione alla metallurgia delle polveri: dalle polveri, alla pressatura, alla sinterizzazione e alle applicazioni tipiche (materiale in inglese).
Materiali e prodotti sinterizzati
Tra i prodotti sinterizzati più importanti vi sono i materiali sinterizzati porosi, i materiali per l’ingegneria elettrica, i materiali con proprietà magnetiche speciali, i materiali strutturali, i metalli refrattari sinterizzati e gli utensili sinterizzati. I materiali sinterizzati porosi sono particolarmente caratteristici e vengono utilizzati per cuscinetti a strisciamento, filtri, catalizzatori, rondelle e componenti con un elevato coefficiente di attrito.
I cuscinetti sinterizzati hanno ottime proprietà di scorrimento perché il lubrificante circola nei pori esistenti durante il funzionamento. Ciò facilita la formazione di un film d’olio tra il perno e il guscio del cuscinetto e produce un effetto autolubrificante; in molti casi, la lubrificazione esterna può non essere necessaria, il che è importante nei componenti delle macchine difficili da raggiungere. La porosità dei cuscinetti sinterizzati è tipicamente del 10-35% e un ulteriore vantaggio è il loro funzionamento silenzioso rispetto ai cuscinetti a rotolamento. La loro tecnologia è semplice, spesso non richiede lavorazioni meccaniche e l’installazione e il funzionamento sono facilitati. I materiali utilizzati per i cuscinetti sinterizzati non contengono componenti rari, motivo per cui sono più economici delle soluzioni fuse in molte applicazioni.
Storicamente, per i cuscinetti sinterizzati venivano utilizzati bronzi con composizioni simili ai bronzi da fusione, poi sono stati introdotti additivi per migliorare le proprietà antifrizione, principalmente grafite. È stato indicato che il coefficiente di attrito di tali cuscinetti poteva essere 7-8 volte inferiore a quello del babbitt e che l’usura dei perni era trascurabile. Come alternative più economiche sono stati introdotti materiali sinterizzati porosi in ferro e ferro-grafite. I materiali più comunemente utilizzati per i cuscinetti includono ferro poroso, materiali sinterizzati ferro-grafite con un contenuto di grafite di circa l’1-3% (il resto è ferro) e bronzi grafite con una composizione di circa l’86-88% di Cu, il 9-10% di Sn e il 2-4% di grafite. Esistono anche cuscinetti sinterizzati su base di alluminio, ad esempio con una composizione di circa il 10% di Cu e il 3% di grafite (il resto è Al).
I filtri realizzati con materiali sinterizzati sono ampiamente utilizzati nell’industria chimica. Sono realizzati con polveri di materiali resistenti alla corrosione come bronzi, acciai inossidabili, nichel, argento e platino, nonché metalli refrattari o loro leghe. Grazie alla loro elevata porosità, i tassi di filtrazione possono essere molto elevati, il che, unito alla semplicità di fabbricazione, favorisce il rapido sviluppo di questo tipo di filtro. I materiali sinterizzati (in particolare il ferro poroso) sono utilizzati anche come materiali di tenuta sotto forma di rondelle per giunti di tubi, raccordi, flange e condotti.
I materiali sinterizzati sono anche un buon materiale per componenti con un elevato coefficiente di attrito, come pastiglie dei freni e componenti di trasmissione della coppia. Tali applicazioni richiedono un coefficiente di attrito elevato e stabile in un ampio intervallo di temperature, un’elevata resistenza all’abrasione con una resistenza sufficiente, una buona conduttività termica e resistenza alla corrosione e all’usura. Poiché questi requisiti sono talvolta contraddittori, la sinterizzazione facilita la produzione di un materiale “composito” di fasi metalliche e non metalliche: i componenti metallici favoriscono la conducibilità termica, mentre i componenti non metallici (ad esempio SiO2 o Al2O3) aumentano il coefficiente di attrito e riducono l’usura.

Prodotti sinterizzati funzionali e strutturali
I prodotti sinterizzati sono importanti nell’ingegneria elettrica e nelle comunicazioni perché hanno reso possibile sostituire materiali costosi e scarsi e produrre plastiche con proprietà uniche. Un esempio sono i contatti elettrici, che devono fornire contemporaneamente un’elevata conduttività elettrica e termica, un alto punto di fusione e resistenza alla corrosione, un’elevata resistenza meccanica e resistenza all’elettroerosione. La combinazione di diversi componenti nei processi a polvere facilita il raggiungimento di tale insieme di caratteristiche.
La sinterizzazione viene utilizzata anche per ottenere materiali con proprietà magnetiche speciali, in particolare materiali magneticamente duri, ovvero magneti permanenti. Rispetto alla fusione, la produzione di magneti mediante sinterizzazione è più efficiente, comporta una minore perdita di materiale e di solito richiede solo una finitura minima. Le leghe di ferro-nichel-alluminio indurite per dispersione sono indicate come materiali per magneti sinterizzati; è opportuno sottolineare che le proprietà dei magneti sinterizzati sono migliori di quelle dei magneti fusi e la loro fragilità è inferiore, anche se la presenza di pori può compromettere leggermente i parametri magnetici.
Nel campo dei materiali da costruzione, la sinterizzazione era inizialmente utilizzata principalmente per componenti che non potevano essere prodotti con altri mezzi, ma con il tempo la tecnologia ha iniziato a competere con la fusione e la lavorazione meccanica anche nella produzione di parti tipiche di macchinari. Dal punto di vista economico, principalmente a causa del costo delle presse, la tecnologia è solitamente redditizia solo per la produzione di massa: i materiali indicano una soglia di oltre 50.000 pezzi. Le proprietà dei pezzi sinterizzati sono leggermente inferiori a quelle dei pezzi fusi, ma in pratica vengono spesso prodotti pezzi con una porosità del 5-20%, considerando tale diminuzione delle proprietà accettabile in cambio dei vantaggi di produzione. Esempi di componenti sinterizzati includono ingranaggi, fasce elastiche, pale di compressori, coprimozzi, raccordi a T e ruote di presa; se necessario, questi componenti possono essere ulteriormente trattati termicamente o termochimicamente.
Metalli refrattari, utensili sinterizzati e compositi rinforzati
La tecnologia di sinterizzazione svolge un ruolo speciale nella produzione e nella lavorazione di metalli refrattari come tungsteno, molibdeno, tantalio, niobio e zirconio. Questi metalli sono importanti, tra l’altro, nella tecnologia nucleare e missilistica e, a causa dei loro punti di fusione molto elevati, sono spesso ottenuti in forma di polvere e solo successivamente pressati e sinterizzati per ottenere la forma e la densità richieste.
Anche i materiali sinterizzati per utensili sono molto importanti. Oltre ai carburi sinterizzati (di solito discussi separatamente come gruppo di materiali per utensili), esistono materiali sinterizzati diamante-metallo destinati alla molatura. In tali materiali, è fondamentale combinare una fase abrasiva molto dura con una matrice che consenta il trasferimento del carico e la stabilizzazione dei grani abrasivi, cosa tecnologicamente fattibile con l’approccio a polvere.
Una direzione importante nello sviluppo della metallurgia delle polveri è quella dei materiali compositi, ovvero i metalli rinforzati con fibre. Il rinforzo con fibre consente una resistenza allo snervamento particolarmente elevata anche a temperature elevate e aumenta la resistenza alla frattura fragile. Tra gli esempi troviamo il rame rinforzato con fibre di tungsteno o molibdeno, leghe di alluminio sviluppate rinforzate con filo di acciaio e ferro rinforzato con ossidi di alluminio o fibre di titanio e molibdeno, che possono aumentare la sua resistenza fino a 3-5 volte. In questo senso, la metallurgia delle polveri è uno strumento non solo per modellare, ma anche per progettare l’architettura del materiale.
Prodotti sinterizzati – sintesi
La tecnologia di sinterizzazione (metallurgia delle polveri) consente di produrre componenti da polveri metalliche allo stato solido, spesso in una forma molto simile a quella finale, il che riduce la lavorazione e le perdite di materiale. Il suo punto di forza risiede anche nella possibilità di ottenere un’elevata purezza e omogeneità, nonché di combinare componenti difficili o impossibili da combinare mediante fusione, compresa la produzione di materiali metallo-ceramici.
I fattori chiave per la qualità dei materiali sinterizzati sono: il metodo di ottenimento e preparazione delle polveri, le condizioni di pressatura (che determinano la densità del materiale pressato) e i parametri di sinterizzazione (temperatura, tempo e atmosfera). Il costo delle polveri e delle attrezzature rimane un limite, motivo per cui la tecnologia è più conveniente nella produzione di massa, e le proprietà meccaniche dei materiali sinterizzati possono essere inferiori a causa della porosità.
Il potenziale della metallurgia delle polveri è più evidente nelle applicazioni in cui la porosità è un vantaggio o offre benefici funzionali, come i cuscinetti e i filtri autolubrificanti, nonché nei materiali con requisiti complessi e talvolta contrastanti (materiali di attrito, contatti elettrici, magneti permanenti). La tecnologia svolge anche un ruolo importante nella lavorazione di metalli refrattari, materiali per utensili e compositi rinforzati con fibre, dove consente di progettare “l’architettura” del materiale.