Produtos sinterizados

A metalurgia do pó é um método de produção de peças de máquinas e ferramentas através da sinterização de pós metálicos no estado sólido, e os componentes resultantes são denominados produtos sinterizados. Embora a fabricação de certos itens a partir de pós (especialmente joias feitas de grãos finos de ouro sinterizados) seja conhecida há muito tempo, o desenvolvimento da tecnologia moderna de sinterização é relativamente recente. Considera-se que o início simbólico da abordagem moderna à sinterização remonta a 1825, ano em que foram cunhadas moedas de platina na Rússia utilizando pó obtido quimicamente.
O rápido desenvolvimento da indústria de engenharia elétrica acelerou o desenvolvimento da metalurgia do pó. Em 1909, os filamentos das lâmpadas incandescentes eram feitos de pós de tungsténio, tântalo e molibdénio, o que constituiu um passo importante no uso de pós metálicos na tecnologia. Após a Primeira Guerra Mundial, a sinterização começou a ser utilizada na produção de ferramentas e, durante a Segunda Guerra Mundial, as peças de máquinas passaram a ser cada vez mais obtidas por sinterização.
Após a guerra, a tecnologia desenvolveu-se de forma dinâmica, especialmente com o desenvolvimento da indústria automóvel, que em alguns países representa mais de metade dos produtos sinterizados. Além da indústria automóvel, os produtos sinterizados são utilizados, entre outros, na engenharia elétrica, na indústria de produtos metálicos, na indústria de máquinas-ferramentas e na indústria da construção (por exemplo, acessórios). Em termos práticos, é difícil identificar uma indústria em que não sejam utilizados produtos sinterizados.
Este artigo foi baseado no livro didático “Metaloznawstwo”, do professor Stanisław Rudnik. O conteúdo a seguir constitui apenas uma visão geral do tema. Para os interessados no assunto, recomendamos vivamente que aprofundem os seus conhecimentos coonsultando a literatura especializada.
Motivo pelo qual a sinterização é, por vezes, melhor do que a fusão
A vantagem mais notável da sinterização é a capacidade de obter componentes com uma forma muito precisa, muitas vezes tão próxima da forma final que permite reduzir a maquinação dispendiosa e trabalhosa. Isto resulta em menores perdas de material, que nesta tecnologia normalmente não excedem cerca de 7% a 10%.
A sinterização também facilita a produção de materiais de alta pureza sem impurezas, que às vezes não podem ser removidas em processos metalúrgicos convencionais. Os materiais sinterizados não sofrem os fenómenos de segregação típicos da cristalização de ligas e, portanto, não apresentam os defeitos característicos do processo de solidificação. Outra vantagem importante é a possibilidade de combinar componentes que não poderiam ser combinados por fusão, por exemplo, devido a grandes diferenças nas temperaturas de solidificação ou à falta de solubilidade mútua. Isto também facilita a produção de materiais metalocerâmicos (compósitos), que são praticamente inatingíveis na metalurgia clássica.
A limitação é a economia de escala: a tecnologia de sinterização é principalmente rentável na produção em massa devido ao alto custo de obtenção de pós e equipamentos e ferramentas caros. Também importa lembrar que as propriedades mecânicas dos materiais sinterizados são geralmente inferiores às dos materiais sólidos, pois os materiais sinterizados retêm uma certa porosidade. Dependendo da aplicação, a porosidade pode ser uma desvantagem (quando a capacidade de carga é importante), mas também pode ser deliberadamente utilizada como uma característica funcional (por exemplo, em rolamentos autolubrificantes).

Pós metálicos como matérias-primas
As matérias-primas básicas para a produção de produtos sinterizados são pós metálicos puros (por exemplo, ferro, cobre, manganês) e pós de ligas (por exemplo, bronzes, latões, aços inoxidáveis). Os pós podem ser produzidos por métodos mecânicos ou físico-químicos. Os métodos mecânicos envolvem a fragmentação do material por forças externas sem alterar a sua composição química, enquanto nos métodos físico-químicos, o pó é produzido como resultado de transformações físico-químicas e, como regra, difere na composição do material de partida.
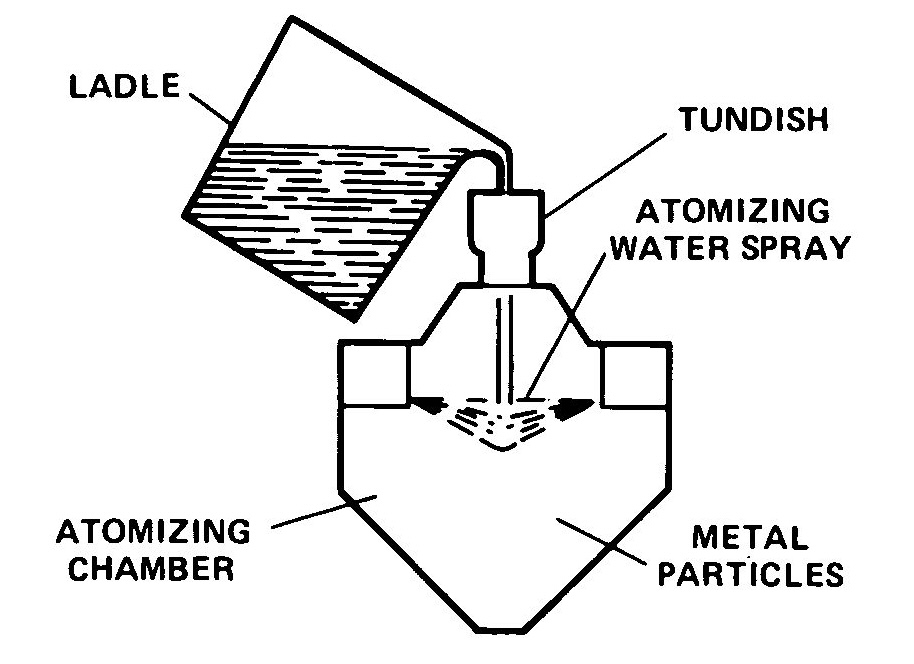
Os métodos mecânicos incluem a moagem de metal em moinhos (por exemplo, moinhos de bolas, de impacto por vórtice, de martelo), a moagem por maquinação (cavacos, limalhas), a secagem por pulverização de metal líquido com água ou gás pressurizado e a granulação, que envolve o derramamento de metal líquido na água, onde se solidifica em partículas finas. Os métodos físico-químicos utilizados com maior frequência incluem a redução de óxidos (económica porque permite o uso de minérios ou óxidos residuais do processo de fundição), eletrólise a partir de soluções aquosas ou sais fundidos (importante, mas dispendioso devido ao consumo de energia e menor eficiência), decomposição de carbonilos (produzindo pós muito puros, mas caros), condensação de vapores metálicos numa superfície fria e métodos de eletroerosão, que historicamente permaneceram subdesenvolvidos durante muito tempo.
Antes da formação do pó, são realizadas operações preparatórias que influenciam fortemente a qualidade dos produtos. O recozimento aumenta a plasticidade dos pós, reduzindo os óxidos residuais e removendo a trituração; é realizado em atmosfera redutora ou a vácuo a uma temperatura entre 0,4 e 0,6 do ponto de fusão do pó. A peneiração permite a separação de partículas em frações de diferentes tamanhos e possibilita o controlo da composição granulométrica das misturas. O processo de mistura visa obter uma mistura o mais homogénea possível, sendo que a sua qualidade determina a repetibilidade subsequente da densidade das moldagens e os parâmetros dos produtos sinterizados.
Formação de moldagens
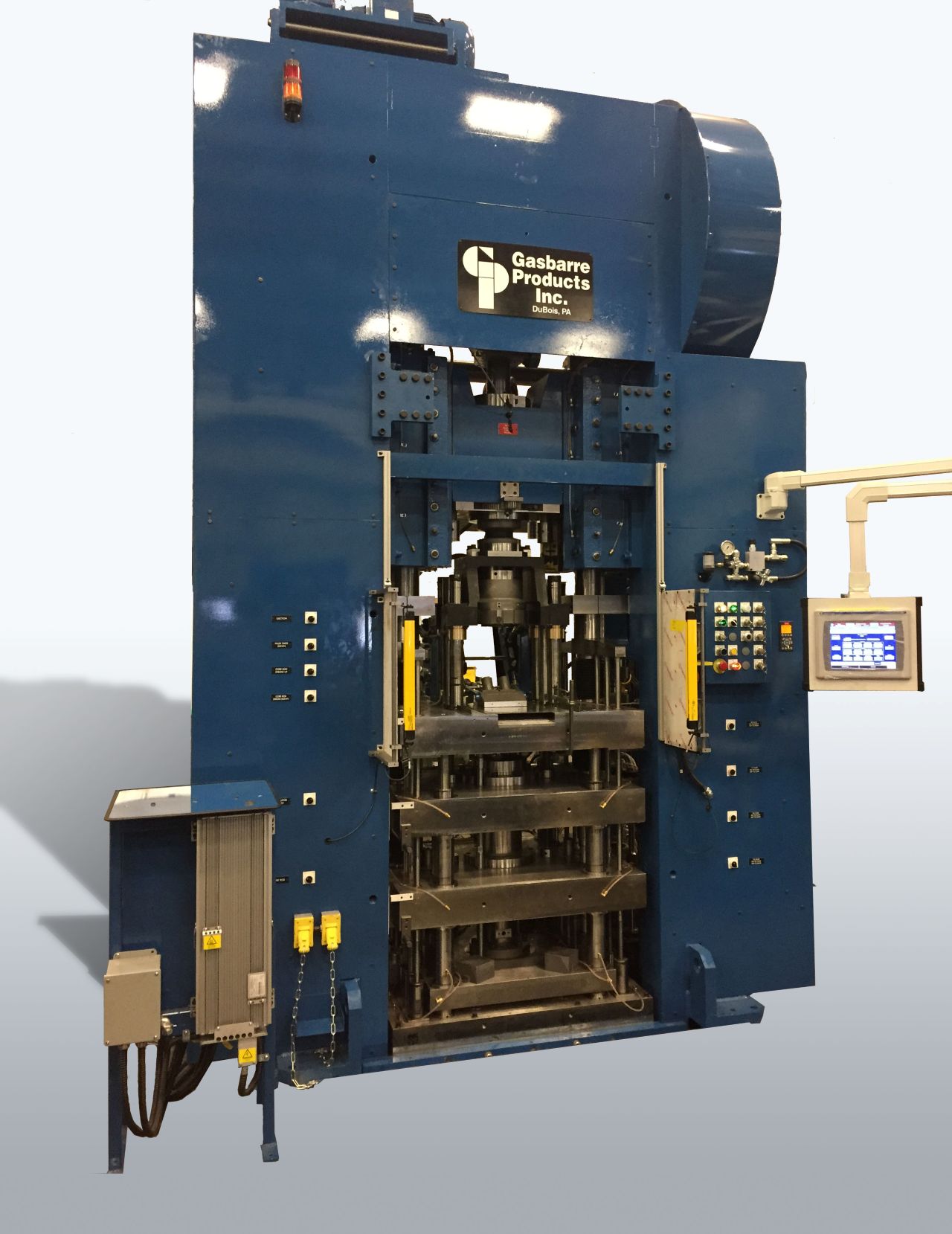
A mistura de pó preparada é prensada para obter produtos semiacabados, ou seja, moldagens, com a forma e dimensões desejadas e a resistência necessária para o transporte e sinterização posterior. Na maioria das vezes, a prensagem é realizada em prensas de aço. A forma e as dimensões dos produtos sinterizados são amplamente limitadas pelas capacidades de prensagem, razão pela qual esta operação determina se uma determinada peça pode ou não ser fabricada utilizando o método do pó.
Uma prensa típica consiste numa matriz e punções superior e inferior. A matriz molda as superfícies laterais da peça moldada, a punção inferior impede que o pó se espalhe e molda a superfície inferior, e a punção superior forma a superfície superior. A prensa pode ter elementos adicionais, como pinos para moldar orifícios. Existem sistemas de prensagem de dupla face com uma matriz fixa e soluções com uma matriz móvel, que facilitam a ejeção da moldagem.
O processo de compactação do pó durante a prensagem ocorre em etapas. Primeiro, as partículas preenchem as lacunas e organizam-se de forma cada vez mais compacta, procurando o arranjo mais denso possível. A compactação adicional ocorre através da deformação das partículas e do seu deslocamento mútuo. Na prática, estes mecanismos se sobrepõem: algumas partículas se deformam mesmo em pressões mais baixas, e os deslocamentos também podem ocorrer em altas pressões. Como a prensagem afeta a densidade inicial da peça moldada e a distribuição da porosidade, esta influencia diretamente o processo de sinterização e as propriedades do produto acabado
Métodos alternativos de conformação quando a prensagem não é suficiente
A prensagem clássica numa matriz impõe limitações geométricas (especialmente na direção da força) e pode motivar uma distribuição desigual da densidade na moldagem. Por este motivo, foram desenvolvidos métodos especiais de conformação que permitem moldar elementos com proporções diferentes, obter uma densidade mais uniforme ou produzir detalhes difíceis de produzir numa prensa simples.
Os materiais citam a prensagem hidrostática, a fundição sob pressão, a laminação de pó, a extrusão, a conformação por vibração e a conformação dinâmica com altas taxas de deformação como exemplos destes métodos. Na prática, a escolha do método é um compromisso: por um lado, o objetivo é obter um detalhe “não maquinado”, mas, por outro lado, devem ser considerados os custos das ferramentas, as tolerâncias exigidas, a repetibilidade da densidade e o impacto do método de conformação específico na sinterização subsequente.
Sinterização
A sinterização envolve o aquecimento das peças moldadas a altas temperaturas, durante o qual o pó comprimido é transformado num produto sinterizado com propriedades semelhantes às de um material sólido. Esta é uma etapa essencial da produção e, por isso, atrai o maior interesse, contudo, há muito que se salienta que não existe uma teoria geral única que abranja todo o conjunto de fenómenos de sinterização. O processo é realizado numa atmosfera protetora ou a vácuo para proteger o material da oxidação, e a temperatura de sinterização é geralmente inferior ao ponto de fusão do componente mais facilmente fundido.
O processo de sinterização e as propriedades dos materiais sinterizados são influenciados principalmente por: granulação do pó (uma maior dispersão acelera a sinterização e promove um aumento nas propriedades mecânicas e elétricas), pressão de prensagem (aumentá-la geralmente aumenta a resistência dos materiais sinterizados), temperatura de sinterização (quanto mais alta a temperatura, maior a densidade do material sinterizado) e tempo de recozimento (a uma temperatura constante, a densidade aumenta rapidamente no início e depois mais lentamente, o que afeta as propriedades). A atmosfera do processo também é importante: a sinterização em atmosfera redutora produz materiais sinterizados com densidade mais alta do que a sinterização em atmosfera inerte.
Após a sinterização, o acabamento é frequentemente utilizado, especialmente quando são necessárias tolerâncias mais rigorosas ou melhor suavidade da superfície. Os componentes estruturais também podem ser submetidos a tratamento térmico e tratamento termoquímico para aumentar a resistência ao desgaste e à fadiga ou melhorar a capacidade de suporte de carga. É por isso que a metalurgia do pó é por vezes vista como uma tecnologia de fabrico completa: desde o pó, passando pela formação e sinterização, até ao ajuste final das dimensões e estrutura.
Introdução à metalurgia do pó: dos pós, passando pela prensagem, até à sinterização e aplicações típicas (material em inglês).
Materiais e produtos sinterizados
Entre os produtos sinterizados mais importantes estão os materiais sinterizados porosos, materiais de engenharia elétrica, materiais com propriedades magnéticas especiais, materiais estruturais, metais refratários sinterizados e ferramentas sinterizadas. Os materiais sinterizados porosos são particularmente característicos e são utilizados para rolamentos deslizantes, filtros, catalisadores, anilhas e componentes com um elevado coeficiente de atrito.
Os rolamentos sinterizados apresentam propriedades de deslizamento muito boas porque o lubrificante circula nos poros existentes durante a operação. Isto facilita a formação de uma película de óleo entre o munhão e a carcaça do rolamento e produz um efeito autolubrificante; em muitos casos, a lubrificação externa pode ser desnecessária, o que é importante em componentes de máquinas de difícil acesso. A porosidade dos rolamentos sinterizados costuma rondar os 10% a 35%, e uma vantagem adicional é o seu funcionamento silencioso em comparação com os rolamentos de rolos. A sua tecnologia é simples, muitas vezes não requer maquinagem, e a instalação e operação são facilitadas. Os materiais utilizados para rolamentos sinterizados não contêm componentes escassos, razão pela qual são mais baratos do que as soluções fundidas em muitas aplicações.
Do ponto de vista histórico, os rolamentos sinterizados eram produzidos a partir de bronzes com composições análogas às dos bronzes de fundição. Posteriormente, passaram a ser incorporados aditivos destinados a melhorar as propriedades antiatrito, em particular a grafite. É indicado que o coeficiente de atrito destes rolamentos poderia ser 7 a 8 vezes menor do que o do babbitt, e o desgaste dos munhões era insignificante. Foram introduzidos materiais sinterizados de ferro poroso e ferro-grafite como alternativas mais baratas. Os materiais de rolamento mais usados incluem ferro poroso, materiais sinterizados de ferro-grafite com um teor de grafite de aproximadamente 1% a 3% (o restante sendo ferro) e bronzes de grafite com uma composição de aproximadamente 86% a 88% de Cu, 9% a 10% de Sn e 2% a 4% de grafite. Existem também rolamentos sinterizados com base em alumínio, por exemplo, com uma composição de aproximadamente 10% de Cu e 3% de grafite (o restante é Al).
Os filtros feitos de materiais sinterizados são amplamente utilizados na indústria química. Eles são feitos de pós de materiais resistentes à corrosão, como bronzes, aços inoxidáveis, níquel, prata e platina, bem como metais refratários e respetivas ligas. Graças à sua elevada porosidade, as taxas de filtração podem ser muito altas, o que, combinado com a simplicidade de fabricação, favorece o rápido desenvolvimento deste tipo de filtro. Os materiais sinterizados (especialmente o ferro poroso) também são usados como materiais de vedação na forma de anilhas para juntas de tubos, acoplamentos, flanges e condutas.
Os materiais sinterizados também são um bom material para componentes com um elevado coeficiente de atrito, tais como pastilhas de travão e componentes de transmissão de binário. Estas aplicações requerem um coeficiente de atrito elevado e estável numa ampla gama de temperaturas, elevada resistência à abrasão com resistência suficiente, boa condutividade térmica e resistência à corrosão e ao desgaste. Uma vez que estes requisitos são por vezes contraditórios, a sinterização facilita a produção de um material ”compósito” de fases metálicas e não metálicas: os componentes metálicos promovem a condutividade térmica, enquanto os componentes não metálicos (por exemplo, SiO2 ou Al2O3) aumentam o coeficiente de atrito e reduzem o desgaste.

Produtos sinterizados funcionais e estruturais
Os produtos sinterizados são importantes na engenharia elétrica e nas comunicações, pois possibilitaram a substituição de materiais caros e escassos e produção de plásticos com propriedades únicas. Um exemplo clássico são os contactos elétricos, que devem fornecer simultaneamente alta condutividade elétrica e térmica, alto ponto de fusão e resistência à corrosão, alta resistência mecânica e resistência à eletroerosão. A combinação de diferentes componentes em processos de pulverização facilita a obtenção deste conjunto de características.
A sinterização também é usada para obter materiais com propriedades magnéticas especiais, em particular materiais magneticamente duros, ou seja, ímanes permanentes. Em comparação com a fundição, a produção de ímanes por sinterização é mais eficiente, resulta em menos perda de material e geralmente requer apenas um acabamento menor. As ligas de ferro-níquel-alumínio endurecidas por dispersão são indicadas como materiais para ímanes sinterizados; é importante ressaltar que as propriedades dos ímanes sinterizados são melhores do que as dos ímanes fundidos e a sua fragilidade é menor, embora a presença de poros possa prejudicar ligeiramente os parâmetros magnéticos.
No campo dos materiais de construção, a sinterização foi inicialmente utilizada principalmente para componentes que não podiam ser fabricados por outros meios, mas com o tempo, a tecnologia começou a competir com a fundição e a maquinagem também na produção de peças típicas de máquinas. Economicamente, principalmente devido ao custo das prensas, a tecnologia geralmente só é rentável para a produção em massa – os materiais indicam um limite de mais de 50 000 peças. As propriedades das peças sinterizadas são ligeiramente inferiores às das peças fundidas, mas, na prática, são frequentemente produzidas peças com uma porosidade de 5% a 20%, considerando essa diminuição nas propriedades aceitável em troca dos benefícios de produção. Exemplos de componentes sinterizados incluem engrenagens, anéis de pistão, pás de compressor, calotas, tees e rodas de captura; se necessário, estes componentes podem ser submetidos a um tratamento térmico adicional ou a um tratamento termoquímico.
Metais refratários, ferramentas sinterizadas e compósitos reforçados
A tecnologia de sinterização desempenha um papel especial na produção e processamento de metais refratários, como tungsténio, molibdénio, tântalo, nióbio e zircónio. Estes metais são importantes na tecnologia nuclear e de foguetes, entre outras coisas, e devido aos seus pontos de fusão muito elevados, costumam ser obtidos em forma de pó e só mais tarde prensados e sinterizados para obter a forma e densidade necessárias.
Os materiais sinterizados para ferramentas também são muito importantes. Além dos carbonetos sinterizados (geralmente discutidos separadamente como um grupo de materiais para ferramentas), existem materiais sinterizados de diamante-metal destinados à retificação. Nestes materiais, é crucial combinar uma fase abrasiva muito dura com uma matriz que permita a transferência de carga e a estabilização dos grãos abrasivos, o que é tecnologicamente viável na abordagem em pó.
Uma direção importante no desenvolvimento da metalurgia do pó são os materiais compósitos, ou seja, metais reforçados com fibras. O reforço com fibras permite uma resistência ao escoamento particularmente elevada, mesmo em altas temperaturas, e aumenta a resistência à fratura frágil. Exemplos incluem cobre reforçado com fibras de tungsténio ou molibdénio, ligas de alumínio desenvolvidas reforçadas com fio de aço e ferro reforçado com óxidos de alumínio ou fibras de titânio e molibdénio, que podem aumentar a sua resistência em até 3 a 5 vezes. Neste sentido, a metalurgia do pó é uma ferramenta que serve não só para moldar, mas também para projetar a arquitetura do material.
Produtos sinterizados – resumo
A tecnologia de sinterização (metalurgia do pó) permite a produção de componentes a partir de pós metálicos em estado sólido, muitas vezes com uma forma muito semelhante à final, o que reduz as perdas materiais e de maquinagem. A sua força também reside na possibilidade de alcançar alta pureza e homogeneidade, assim como combinar componentes que são difíceis ou impossíveis de combinar por fusão, incluindo a produção de materiais metalocerâmicos.
Os fatores-chave para a qualidade dos materiais sinterizados são: o método de obtenção e preparação dos pós, as condições de prensagem (que determinam a densidade do material prensado) e os parâmetros de sinterização (temperatura, tempo e atmosfera). O custo dos pós e do equipamento continua a ser uma limitação, razão pela qual a tecnologia é mais rentável na produção em massa e as propriedades mecânicas dos materiais sinterizados podem ser inferiores devido à porosidade.
O potencial da metalurgia do pó é mais visível em aplicações em que a porosidade é uma vantagem ou proporciona benefícios funcionais, tais como rolamentos e filtros autolubrificantes, assim como em materiais com requisitos complexos e, por vezes, contraditórios (materiais de atrito, contactos elétricos, ímanes permanentes). A tecnologia também desempenha um papel importante no processamento de metais refratários, materiais para ferramentas e compósitos reforçados com fibra, onde permite o design da “arquitetura” do material.