Productos sinterizados

La metalurgia de polvos es un método de producción de piezas de maquinaria y herramientas mediante la sinterización de polvos metálicos en estado sólido, y los componentes resultantes se denominan productos sinterizados. Aunque la fabricación de determinados artículos a partir de polvos (especialmente joyas hechas con granos finos de oro sinterizado) se conoce desde hace mucho tiempo, el desarrollo de la tecnología moderna de sinterización es relativamente reciente. Se considera que el inicio simbólico del enfoque moderno de la sinterización se remonta a 1825, cuando se acuñaron monedas de platino en Rusia utilizando polvo obtenido químicamente.
El rápido desarrollo de la industria de la ingeniería eléctrica aceleró el desarrollo de la pulvimetalurgia. En 1909, los filamentos de las bombillas se fabricaban con polvos de tungsteno, tantalio y molibdeno, lo que supuso un paso importante en el uso de polvos metálicos en la tecnología. Después de la Primera Guerra Mundial, la sinterización comenzó a utilizarse en la producción de herramientas y, durante la Segunda Guerra Mundial, las piezas de maquinaria se obtuvieron, cada vez más, mediante sinterización.
Después de la guerra, la tecnología se desarrolló de forma dinámica, especialmente, con el desarrollo de la industria automovilística (que en algunos países representa más de la mitad de los productos sinterizados). Aparte de la industria automovilística, los productos sinterizados se utilizan, entre otros, en la ingeniería eléctrica, la industria de productos metálicos, la industria de máquinas herramienta y la industria de la construcción (por ejemplo, en accesorios). En términos prácticos, es difícil identificar una industria en la que no se utilicen productos sinterizados.
Este artículo se basa en el libro de texto Metaloznawstwo del profesor Stanisław Rudnik. El siguiente contenido es solo una visión general del tema. Para aquellos interesados en el tema, recomendamos encarecidamente profundizar en la bibliografía.
Por qué la sinterización es, a veces, mejor que la fusión
La ventaja más notable de la sinterización es la capacidad de obtener componentes con una forma muy precisa, a menudo tan cercana a la forma final que se puede reducir el costoso y laborioso mecanizado. Esto se traduce en menores pérdidas de material, que en esta tecnología no suelen superar el 7-10 %.
La sinterización también facilita la producción de materiales de alta pureza sin impurezas, las cuales, a veces, no pueden eliminarse en los procesos metalúrgicos convencionales. Los materiales sinterizados no sufren los fenómenos de segregación típicos de la cristalización de aleaciones y, por lo tanto, no presentan los defectos característicos del proceso de solidificación. Otra ventaja importante es la posibilidad de combinar componentes que no podrían combinarse mediante fusión, por ejemplo, debido a grandes diferencias en las temperaturas de solidificación o a la falta de solubilidad mutua. Esto también facilita la producción de materiales metalocerámicos (compuestos), que son prácticamente inalcanzables en la metalurgia clásica.
La limitación es la economía de escala: la tecnología de sinterización es principalmente rentable en la producción en masa debido al alto coste de obtención de los polvos y al elevado precio de los equipos y herramientas. También hay que recordar que las propiedades mecánicas de los materiales sinterizados suelen ser inferiores a las de los materiales sólidos, ya que los materiales sinterizados conservan una cierta porosidad. Dependiendo de la aplicación, la porosidad puede ser una desventaja (cuando la capacidad de carga es importante), pero también puede utilizarse deliberadamente como una característica funcional (por ejemplo, en cojinetes autolubricantes).

Polvos metálicos como materias primas
Las materias primas básicas para la producción de productos sinterizados son polvos metálicos puros (por ejemplo, hierro, cobre, manganeso, etc.) y polvos de aleación (por ejemplo, bronces, latones, aceros inoxidables, etc.). Los polvos pueden producirse mediante métodos mecánicos o fisicoquímicos. Los métodos mecánicos implican que fuerzas externas fragmenten el material sin cambiar su composición química, mientras que, en los métodos fisicoquímicos, el polvo se produce como resultado de transformaciones fisicoquímicas y, por regla general, difiere del material de partida en su composición.
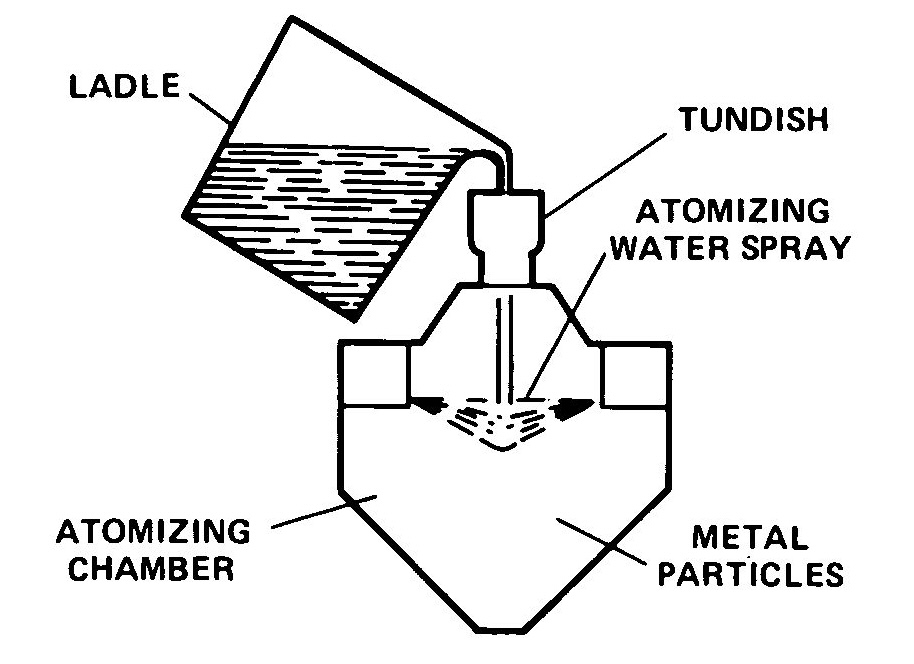
Los métodos mecánicos incluyen la molienda de metales en molinos (por ejemplo, molinos de bolas, de impacto por vórtice, de martillos, etc.), la molienda por mecanizado (virutas, limaduras, etc.), el secado por pulverización de metal líquido con agua o gas a presión y la granulación, que consiste en verter metal líquido en agua, donde se solidifica en partículas finas. Los métodos fisicoquímicos más utilizados incluyen la reducción de óxidos (económica porque permite el uso de minerales u óxidos residuales del proceso de fundición), la electrólisis a partir de soluciones acuosas o sales fundidas (importante pero costosa debido al consumo de energía y a su menor eficiencia), la descomposición de carbonilos (que produce polvos muy puros pero caros), la condensación de vapores metálicos en una superficie fría y los métodos de electroerosión, que históricamente permanecieron poco desarrollados durante mucho tiempo.
Antes de formar el polvo, se llevan a cabo operaciones preparatorias que influyen en gran medida en la calidad de los productos. El recocido aumenta la plasticidad de los polvos al reducir los óxidos residuales y eliminar la trituración; se lleva a cabo en una atmósfera reductora o al vacío a una temperatura de 0,4‑0,6 del punto de fusión del polvo. El cribado permite separar las partículas en fracciones de diferentes tamaños y también permite controlar la composición granulométrica de las mezclas. La mezcla tiene como objetivo producir una mezcla lo más homogénea posible, ya que su calidad determina la repetibilidad posterior de la densidad de las piezas moldeadas y los parámetros de los productos sinterizados.
Formación de piezas moldeadas
La mezcla de polvo preparada se prensa para obtener productos semiacabados. Es decir, piezas moldeadas, con la forma y las dimensiones deseadas y la resistencia necesaria para su transporte y posterior sinterización. En la mayoría de los casos, el prensado se lleva a cabo en prensas de acero. La forma y las dimensiones de los productos sinterizados están limitadas, en gran medida, por las capacidades de prensado, por lo que esta operación determina si una pieza determinada puede fabricarse utilizando el método del polvo.
Una prensa típica consta de una matriz y los punzones superior e inferior. La matriz da forma a las superficies laterales de la pieza moldeada, el punzón inferior evita que el polvo se derrame y da forma a la superficie inferior, y el punzón superior forma la superficie superior. La prensa puede tener elementos adicionales, como pasadores para dar forma a los orificios. Así mismo, existen sistemas de prensado de doble cara con una matriz fija y soluciones con una matriz móvil que facilitan la expulsión de la pieza moldeada.
El proceso de compactación del polvo durante el prensado se lleva a cabo por etapas. En primer lugar, las partículas rellenan los huecos y se disponen de forma cada vez más compacta con el objetivo de que la disposición sea lo más densa posible. La compactación adicional se produce mediante la deformación de las partículas y su desplazamiento mutuo. En la práctica, estos mecanismos se superponen: algunas partículas se deforman incluso con presiones más bajas y los desplazamientos también pueden producirse con presiones altas. Dado que el prensado afecta a la densidad inicial de la pieza moldeada y a la distribución de la porosidad, también influye directamente en el proceso de sinterización y en las propiedades del producto acabado.
Métodos de conformado alternativos cuando el prensado no es suficiente
El prensado clásico en una matriz impone limitaciones geométricas (especialmente, en la dirección de la fuerza) y puede dar lugar a que se produzca una distribución desigual de la densidad en la pieza moldeada. Por esta razón, se han desarrollado métodos de conformado especiales que permiten dar forma a elementos con diferentes proporciones, obtener una densidad más uniforme o fabricar detalles que son difíciles de producir en una prensa simple.
Los materiales citan como ejemplos de tales métodos el prensado hidrostático, la fundición a presión, el laminado de polvo, la extrusión, el conformado por vibración y el conformado dinámico con altas tasas de deformación. En la práctica, la elección del método es un compromiso: por un lado, el objetivo es obtener un detalle «sin mecanizar», mientras que, por otro, hay que tener en cuenta los costes de las herramientas, las tolerancias requeridas, la repetibilidad de la densidad y la forma en la que el método de conformado concreto afecta a la sinterización posterior.
Sinterización
La sinterización consiste en calentar las piezas moldeadas a altas temperaturas y, durante ese proceso, el polvo comprimido se transforma en un producto sinterizado con propiedades similares a las de un material sólido. Se trata de una etapa esencial de la producción y, por lo tanto, la que más interés suscita. No obstante, al mismo tiempo, desde hace tiempo se ha destacado que no existe una teoría general única que abarque toda la gama de fenómenos de sinterización. El proceso se lleva a cabo en una atmósfera protectora o al vacío para proteger el material de la oxidación, y la temperatura de sinterización suele ser inferior al punto de fusión del componente más fácil de fundir.
El proceso de sinterización y las propiedades de los materiales sinterizados se ven influidos principalmente por la granulación del polvo (una mayor dispersión acelera la sinterización y favorece el aumento de las propiedades mecánicas y eléctricas), la presión de prensado (su aumento suele incrementar la resistencia de los materiales sinterizados), la temperatura de sinterización (cuanto mayor es la temperatura, mayor es la densidad del material sinterizado) y el tiempo de recocido (a temperatura constante, la densidad aumenta rápidamente al principio y, luego, más lentamente, lo que afecta a las propiedades). La atmósfera del proceso también es importante: la sinterización en una atmósfera reductora da como resultado materiales sinterizados con una densidad mayor que la sinterización en una atmósfera inerte.
Después de la sinterización, a menudo se utiliza un acabado, especialmente, cuando se requieren tolerancias más estrictas o una mejor suavidad de la superficie. Los componentes estructurales también pueden someterse a tratamiento térmico y tratamiento termoquímico para aumentar la resistencia al desgaste y a la fatiga o mejorar la capacidad de carga. Por eso, la metalurgia de polvos se considera, en ocasiones, una tecnología de fabricación completa: desde el polvo, pasando por el conformado y la sinterización, hasta el ajuste final de las dimensiones y la estructura.
Introducción a la pulvimetalurgia: desde los polvos, pasando por el prensado, hasta la sinterización y las aplicaciones típicas (material en inglés).
Materiales y productos sinterizados
Entre los productos sinterizados más importantes, se encuentran los materiales sinterizados porosos, los materiales de ingeniería eléctrica, los materiales con propiedades magnéticas especiales, los materiales estructurales, los metales refractarios sinterizados y las herramientas sinterizadas. Los materiales sinterizados porosos son especialmente característicos y se utilizan para cojinetes deslizantes, filtros, catalizadores, arandelas y componentes con un alto coeficiente de fricción.
Los cojinetes sinterizados tienen muy buenas propiedades de deslizamiento porque el lubricante circula por los poros existentes durante el funcionamiento. Esto facilita la formación de una película de aceite entre el muñón y el casquillo del cojinete y produce un efecto autolubricante. En muchos casos, la lubricación externa puede ser innecesaria, lo que es importante en componentes de máquinas de difícil acceso. La porosidad de los cojinetes sinterizados suele ser del 10-35 %, y una ventaja adicional es su funcionamiento silencioso en comparación con los cojinetes de rodillos. Su tecnología es sencilla, a menudo no requiere mecanizado y su instalación y funcionamiento son fáciles. Los materiales utilizados para los cojinetes sinterizados no contienen componentes que escasean, por lo que son más baratos que las soluciones fundidas en muchas aplicaciones.
Históricamente, para los cojinetes sinterizados se utilizaban bronces con composiciones similares a los bronces de fundición, y luego se introdujeron aditivos para mejorar las propiedades antifricción, principalmente, el grafito. Se indica que el coeficiente de fricción de estos cojinetes podría ser entre 7 y 8 veces menor que el del Babbitt, y que el desgaste de los muñones era insignificante. Se introdujeron materiales sinterizados de hierro poroso y hierro‑grafito como alternativas más económicas. Los materiales para cojinetes más utilizados son el hierro poroso, los materiales sinterizados de hierro‑grafito con un contenido de grafito de aproximadamente 1‑3 % (el resto es hierro) y los bronces de grafito con una composición de aproximadamente 86‑88 % de Cu, 9‑10 % de Sn y 2‑4 % de grafito. También existen cojinetes sinterizados sobre una base de aluminio, por ejemplo, con una composición de aproximadamente un 10 % de Cu y un 3 % de grafito (el resto es Al).
Los filtros fabricados con materiales sinterizados se utilizan ampliamente en la industria química. Se fabrican a partir de polvos de materiales resistentes a la corrosión, como bronces, aceros inoxidables, níquel, plata y platino, así como metales refractarios o sus aleaciones. Gracias a su alta porosidad, las tasas de filtración pueden ser muy altas, lo que, combinado con la simplicidad de fabricación, favorece el rápido desarrollo de este tipo de filtros. Los materiales sinterizados (especialmente, el hierro poroso) también se utilizan como materiales de sellado en forma de arandelas para juntas de tuberías, acoplamientos, bridas y conductos.
Los materiales sinterizados también son un buen material para componentes con un alto coeficiente de fricción, como las pastillas de freno y los componentes de transmisión de par. Estas aplicaciones requieren un coeficiente de fricción alto y estable en un amplio rango de temperaturas, una alta resistencia a la abrasión con suficiente solidez, una buena conductividad térmica y resistencia a la corrosión y al desgaste. Dado que estos requisitos son a veces contradictorios, la sinterización facilita la producción de un material «compuesto» de fases metálicas y no metálicas: los componentes metálicos favorecen la conductividad térmica, mientras que los componentes no metálicos (por ejemplo, SiO2 o Al2O3) aumentan el coeficiente de fricción y reducen el desgaste.

Productos sinterizados funcionales y estructurales
Los productos sinterizados son importantes en la ingeniería eléctrica y las comunicaciones porque han permitido sustituir materiales caros y escasos y producir plásticos con propiedades únicas. Un ejemplo clásico son los contactos eléctricos, que deben proporcionar simultáneamente una alta conductividad eléctrica y térmica, un alto punto de fusión y resistencia a la corrosión, una alta resistencia mecánica y resistencia a la electroerosión. La combinación de diferentes componentes en los procesos de pulverización facilita la obtención de este conjunto de características.
La sinterización también se utiliza para obtener materiales con propiedades magnéticas especiales, especialmente, materiales magnéticamente duros. Es decir, imanes permanentes. En comparación con la fundición, la producción de imanes mediante sinterización es más eficiente, produce menos pérdida de material y, por lo general, solo requiere un acabado menor. Las aleaciones de hierro‑níquel‑aluminio (AlNiCo, AlNiCo, Magnico) endurecidas por dispersión están recomendadas como materiales para imanes sinterizados. De igual forma, cabe destacar que las propiedades de los imanes sinterizados son mejores que las de los imanes fundidos y su fragilidad es menor, aunque la presencia de poros puede afectar ligeramente a los parámetros magnéticos.
En el campo de los materiales de construcción, al principio, la sinterización se utilizó principalmente para componentes que no podían fabricarse por otros medios. Pero con el tiempo, la tecnología comenzó a competir con la fundición y el mecanizado en la producción de piezas típicas de maquinaria. Desde el punto de vista económico, debido principalmente al coste de las prensas, la tecnología solo suele ser rentable para la producción en masa: los materiales indican un umbral de más de 50 000 piezas. Las propiedades de las piezas sinterizadas son ligeramente inferiores a las de las piezas fundidas pero, en la práctica, se suelen fabricar piezas con una porosidad del 5‑20 %, y se considera que tal disminución de las propiedades es aceptable a cambio de las ventajas de producción. Entre los ejemplos de componentes sinterizados se incluyen engranajes, anillos de pistón, álabes de compresor, tapacubos, tes y ruedas de arrastre. Igualmente, si es necesario, estos componentes pueden someterse a un tratamiento térmico adicional o a un tratamiento termoquímico.
Metales refractarios, herramientas sinterizadas y compuestos reforzados
La tecnología de sinterización desempeña un papel especial en la producción y el procesamiento de metales refractarios como el tungsteno, el molibdeno, el tantalio, el niobio y el circonio. Estos metales son importantes en la tecnología nuclear y espacial, entre otras cosas, y debido a sus puntos de fusión muy elevados, a menudo se obtienen en forma de polvo y solo posteriormente se prensan y sinterizan para obtener la forma y densidad requeridas.
Los materiales sinterizados para herramientas también son muy importantes. Además de los carburos sinterizados (que suelen tratarse por separado como un grupo de materiales para herramientas), existen materiales sinterizados de diamante y metal destinados a la molienda. En estos materiales, es fundamental combinar una fase abrasiva muy dura con una matriz que permita la transferencia de carga y la estabilización del grano abrasivo, lo que es tecnológicamente factible en el enfoque del polvo.
Una dirección importante en el desarrollo de la metalurgia de polvos son los materiales compuestos, es decir, los metales reforzados con fibras. El refuerzo con fibras permite obtener un límite elástico especialmente alto incluso a altas temperaturas y aumenta la resistencia a la fractura frágil. Algunos ejemplos son el cobre reforzado con fibras de tungsteno o molibdeno, las aleaciones de aluminio desarrolladas y reforzadas con alambre de acero y el hierro reforzado con óxidos de aluminio o fibras de titanio y molibdeno, que pueden aumentar su resistencia hasta 3‑5 veces. En este sentido, la metalurgia de polvos es una herramienta no solo para dar forma, sino también para diseñar la arquitectura del material.
Productos sinterizados: resumen
La tecnología de sinterización (metalurgia de polvos o pulvimetalurgia) permite producir componentes a partir de polvos metálicos en estado sólido, a menudo, con una forma muy similar a la final, lo que reduce el mecanizado y las pérdidas de material. Su fuerza también radica en la posibilidad de lograr una alta pureza y homogeneidad, así como en la combinación de componentes que son difíciles o imposibles de combinar mediante fusión, incluida la producción de materiales metalocerámicos.
Los factores clave para la calidad de los materiales sinterizados son: el método de obtención y preparación de los polvos, las condiciones de prensado (que determinan la densidad del material prensado) y los parámetros de sinterización (temperatura, tiempo y atmósfera). El coste de los polvos y los equipos sigue siendo una limitación, por lo que la tecnología es más rentable en la producción en masa, y las propiedades mecánicas de los materiales sinterizados pueden ser inferiores debido a la porosidad.
El potencial de la pulvimetalurgia se aprecia mejor en aquellas aplicaciones en las que la porosidad es una ventaja o proporciona beneficios funcionales, como los cojinetes y filtros autolubricantes, así como en materiales con requisitos complejos y, en ocasiones, contradictorios (materiales de fricción, contactos eléctricos, imanes permanentes, etc.). La tecnología también desempeña un papel importante en el procesamiento de metales refractarios, materiales para herramientas y compuestos reforzados con fibra, en los que permite diseñar la «arquitectura» del material.